Особенности стекловолокна, как материала для армирования
Материал для армирования применяют сравнительно недавно. У стекляннной фибры самый низкий уровень расширения, равен 0.009 мм / мК.
Материал отличается прочностью во время нагрузок. Показатель в отличие от стали достигает значения до трех раз больше. Трубы со слоем из стекловолокна имеют достаточную прочность, эластичность, что снижает уровень теплового изменения.
Внимание! Стекловолокно добавляет полипропилену хорошие свойства, но сам материал имеет минус: хрупкость. Учитывая данный недостаток стекловолокно стали укладывать между полипропиленом, материалы соединяют на уровне молекул
Учитывая данный недостаток стекловолокно стали укладывать между полипропиленом, материалы соединяют на уровне молекул.
Важно! Данный тип армирования обеспечивает стабильный показатель коэффициента изменения. Утверждение: на значение коэффициента трубы влияет количество фибровых частиц, не является верным
На коэффициент влияет объем прослойки, содержащая стекловолокно. У различных марок обозначение коэффициента достигает до 10-ти процентов.
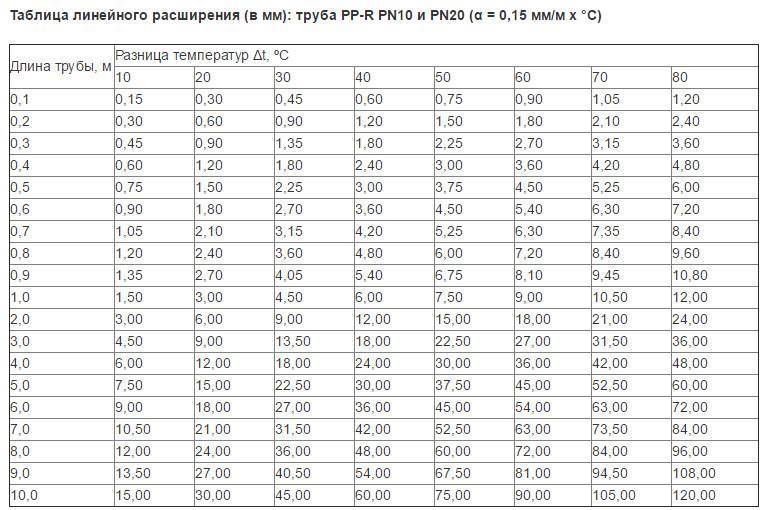
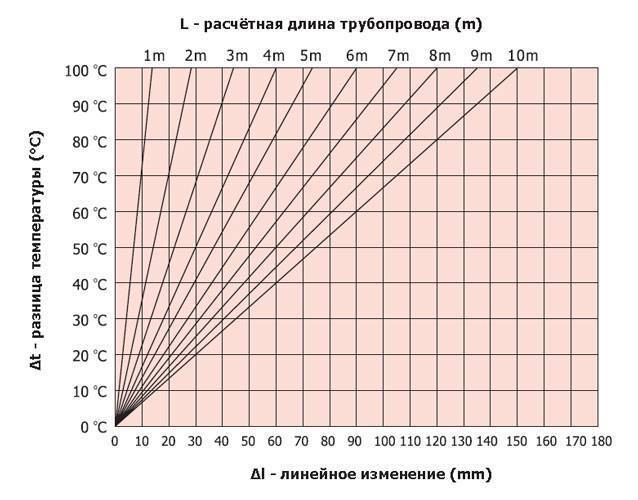
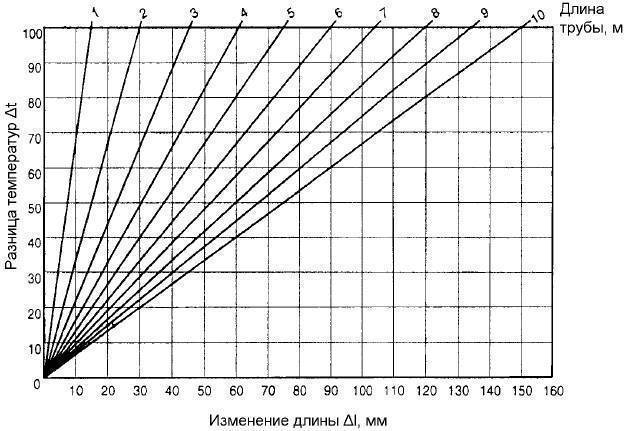
Выполняя разные расчеты для сборки систем из этих изделий, определяя количество компенсаторов, советуют учитывать среднее значение расширения, равное 0.05 мм / мК.
Какой вариант лучше установить на полипропилен
При проверке на практике все перечисленные устройства дают ожидаемый результат. Высокую эффективность показывают Т – образные устройства, сильфонные, и другие. Это проявляется одинаково во всех системах водоснабжения и отопления.
Технический анализ подтверждает, что компенсаторы на стояках отопления из полипропилена работают безотказно, только их рекомендуют применять для конструкции из гибкого полипропилена.
Перед тем, как ставить компенсатор на полипропиленовой трубе, необходимо сделать следующий расчет. Нужно рассчитать нагрузку, давление и сопоставить схемы каждой разводки и стояков отопления.
При этом будет понятно, где необходимо поставить дополнительные узлы – компенсирующие приспособления. Выполняя расчет компенсаторов для ПП магистрали, необходимо учесть многие показатели, включая сечение трубного сортамента, диаметр внутри и снаружи, виды отводов, стояки отопления, и тип устанавливаемых и уже стоящих механизмов.
Технология монтажных работ
Установка компенсаторов на полипропиленовые трубы может выполняться двумя способами:
- Сварочный — подходит для выполнения в домашних условиях. Для осуществления этого способа монтажа, нужно подготовить специальный паяльный аппарат для полипропилена. После сваривания деталей, можно достигнуть высокого показателя герметичности соединения.
- Фланцевый — требует практического навыка установки.
Этапы сварочного способа монтажа:
- Зачистить части компенсатора, которые затем будут погружены в трубы.
- Очистить соединяемые поверхности от пыли, грязи, обезжирить их. Дождаться высыхания.
- Нагреть торцы деталей до 260 градусов. Соединить их. Дождаться остывания пластика.
Фланцевый метод стыковки компенсатора с трубой подразумевает создание разъемного соединения, которое можно легко демонтировать. Для этого на двух соединяемых деталях закрепляются фланцы, которые объединяются между собой шпильками, гайками. Между фланцами закрепляется уплотнительная прокладка из резины, чтобы увеличить герметичность соединения.
Советы, которые помогут избежать проблем при монтаже:
- Перед началом монтажных работ, нужно слить воду из трубопровода. Для этого нужно воспользоваться точками слива.
- Перед свариванием элементов водопровода нужно очистить соединяемые места от пыли. Паяльник предварительно нагреть до 260 градусов.
- Прежде чем начинать установку, нужно проверить соответствие двух свариваемых деталей. Они должны соответствовать по материалу, диаметру, толщине стенок.
- Оптимальное расстояние между отдельными компенсаторами на одной магистрали — не более 3 метров.
- Перед началом сварки, накрыть трубки асбестовой тканью. Это защитить их от брызг расплавленного металла.
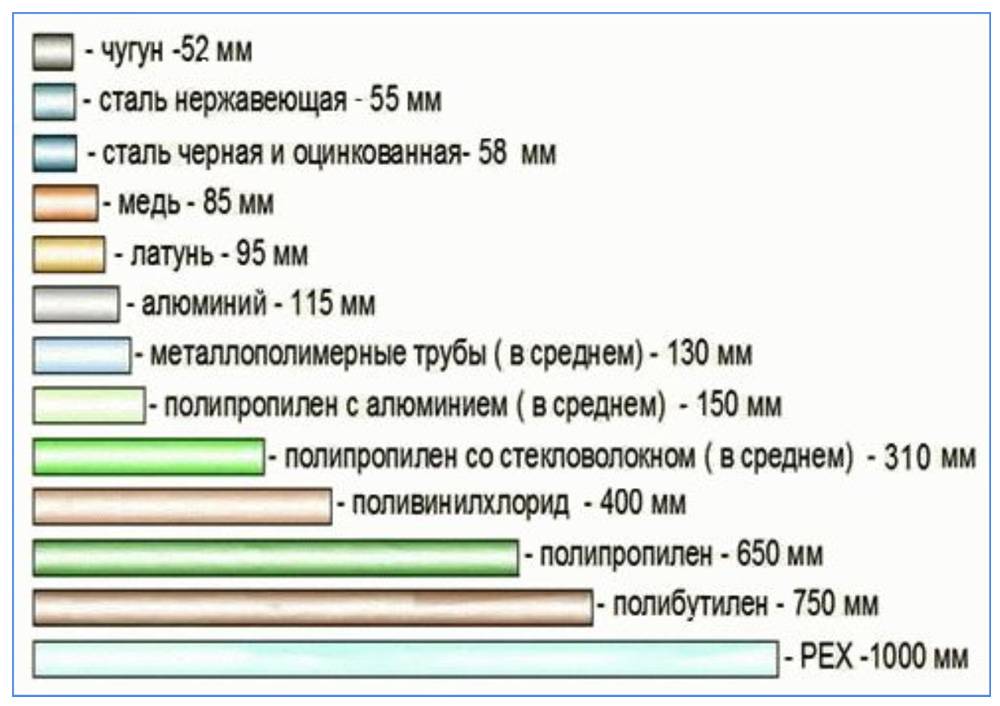
Полипропиленовые трубы быстро вытеснили металлические трубопроводы из квартир, частных домов. Обуславливается это техническими характеристиками пластика, но у полипропилена есть один серьезный недостаток — высокий коэффициент теплового расширения. Чтобы трубки не деформировались от нагревания, нужно устанавливать компенсаторы.
Отличительные черты установки труб из полипропилена
У труб из полипропилена есть масса эксплуатационных достоинств, среди которых:
- устойчивость к агрессивным химическим средам;
- незначительный вес;
- отличная прочность;
- длительный эксплуатационный срок (если верить изготовителям, трубы способны прослужить полвека без ремонтных работ и замены).
Также стоит отметить, что при монтаже трубы не сгибаются – для поворотов магистрали применяются специальные соединительные фитинги. Только таким образом достигается изменение направления движения воды.

Для создания сварочных швов используется специальная сварка для полипропиленовых трубы, но, как вариант, могут использоваться и те же фитинги. Последние, к слову, иногда оснащаются встроенной металлической резьбой, что позволяет соединять трубопровод с металлическими элементами.
Обратите внимание! Имеется у ПП труб и существенный минус – температурное расширение (увеличение объема/длины при высокой температуре). Из-за этого недостатка трубы могут провисать
Но ситуацию исправляют гибкими компенсаторами (если длина магистрали превышает 10 метров). Об особенностях установки описываемых труб можете узнать из приведенного ниже видеоматериала
Из-за этого недостатка трубы могут провисать. Но ситуацию исправляют гибкими компенсаторами (если длина магистрали превышает 10 метров). Об особенностях установки описываемых труб можете узнать из приведенного ниже видеоматериала.
Видео – Как выполняется монтаж полипропиленовых труб
Температурное расширение может компенсироваться посредством специальных компенсаторов. Они представляют собой обыкновенную соединительную конструкцию, но отличаются гибкостью и тем, что визуально имеют сходство с завернутой петлей. Данные приспособления очень важны, так как при повышении давления или температуры в магистрали компенсируют термальное расширение.

Стоят такие компенсаторы не слишком дорого (порядка 300-500 рублей), а благодаря предельно простой конструкции их с легкостью можно установить в водопровод. Как результат – надежность системы повышается, а срок ее эксплуатации увеличивается.
Популярные производители и модели
 Изделия бренда Banninger
Изделия бренда Banninger
Одними из самых популярных производителей фитингов считаются немцы. Сюда можно отнести фирмы:
- Banninger – это трубы и соединения из экологически чистых материалов, не меняющих вкус воды и ее химические свойства. Все изделия обладают необходимой прочностью и легкостью, не ржавеют и не засоряются при эксплуатации, не передают вибрацию и не рвутся при замерзании.
- Aquatherm – немецкое качество и полное соответствие сертификатам. Соединения этой фирмы имеют широкий спектр применения, их можно использовать в отоплении, любом водоснабжении и даже в судостроении.
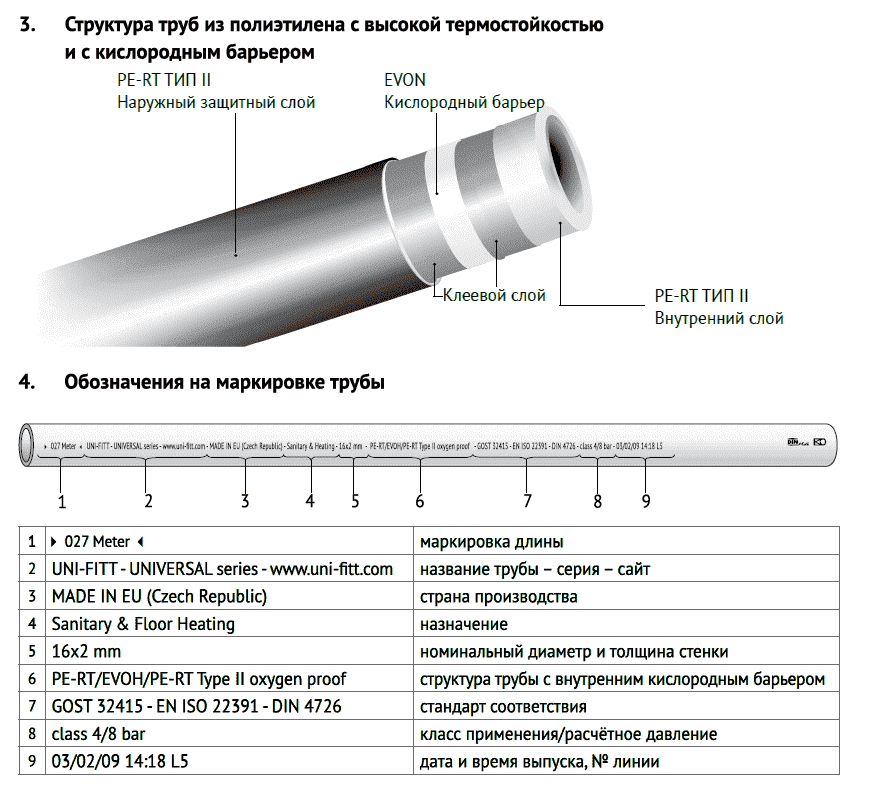
- Wefatherm – трубы и соединения полностью удовлетворяют всем требованиям, которые предъявляются к трубопроводам самого разного назначения. Данная компания производит изделия из материалов нового поколения, например, полипропилен, армированный стекловолокном. Такие трубы и фитинги имеют минимальное температурное расширение, при сборке не нужно делать зачистку (снижает стоимость монтажа).
- Экопластик – это чешская компания, являющая собой стандарт качества. Ее продукция не уступает немецкой, а цены значительно ниже. Заявленный срок эксплуатации труб и фитингов – 50 лет.
- ТЕВО – турецкий производитель продукции из полипропилена, не первый год соперничают на рынке с чехами и даже немцами. Большой ассортимент трубопроката и соединений к нему.
- BLUE OCEAN и Dyzain – китайцы на рынке полипропиленовых изделий. В целом у производителей из этой страны качество не слишком высокое, но именно эти два зарекомендовали себя хорошо. Их товары обладают необходимыми характеристиками. Особенным преимуществом является невысокая стоимость. Среди минусов отмечаются некоторые затруднения при монтаже.
- PRO AQUA, RBK, Santrade, Heisskraft, Политек – отечественные производители полипропиленовых изделий, по качествам не уступающие иностранцам. Основное преимущество российских фирм – только их изделия могут выносить давление в 70 Атм, соответственно, они будут иметь самый продолжительный период эксплуатации.
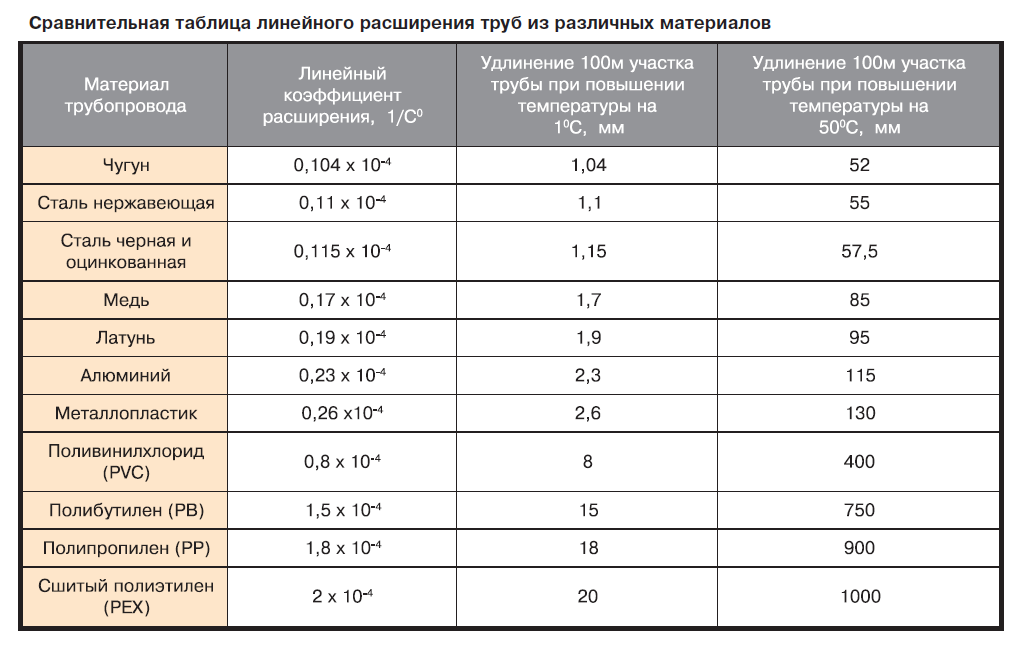
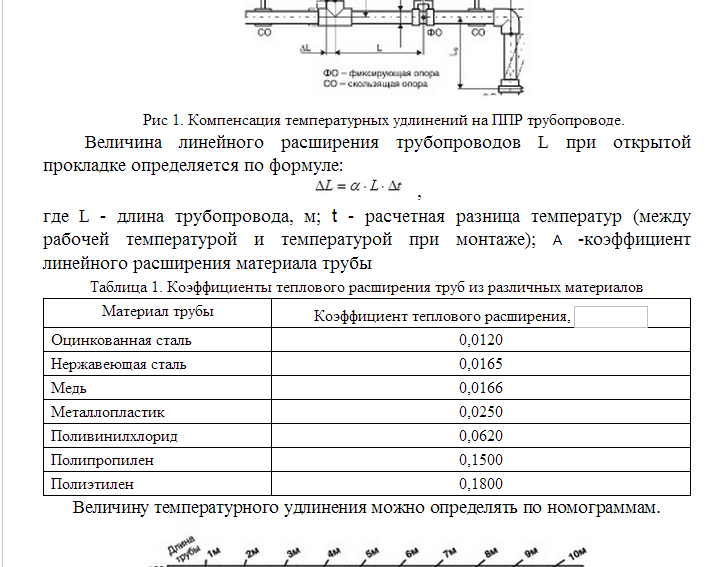
Величины коэффициента теплового расширения
Стоит принимать во внимание, что армированные трубы имеют более высокий коэффициент теплового расширения в сравнении с неармированными изделиями.
Если не брать во внимание расширение ПП труб, вследствие воздействия высоких температур может сорвать крепежные клипсы, а на ровном отрезке магистрали может образоваться синусоидальное деформирование труб.
На таких участках скапливается воздух и уменьшается пропускная способность. В системах обогрева в таком случае снижается температура радиаторов, и разрушаются соединения.


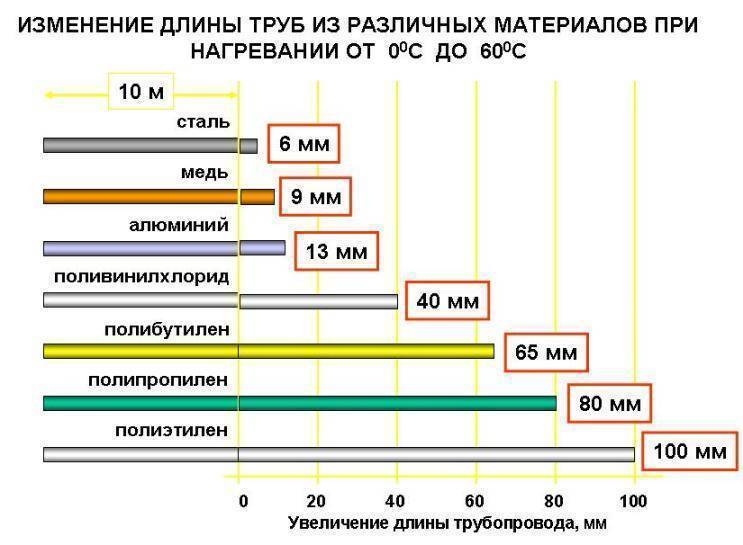
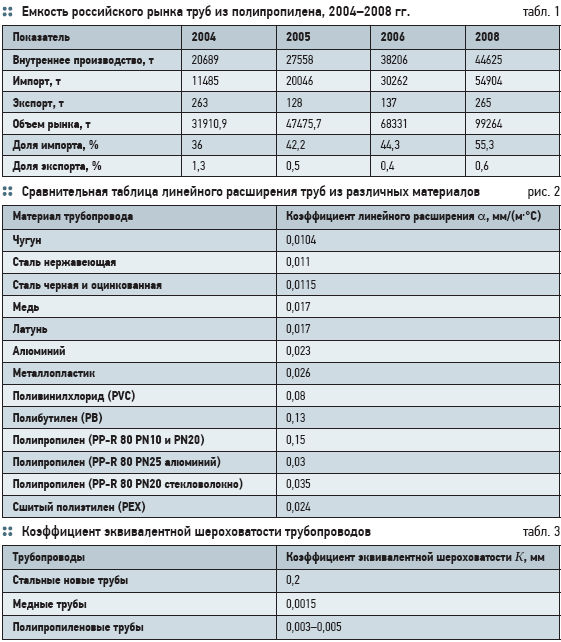
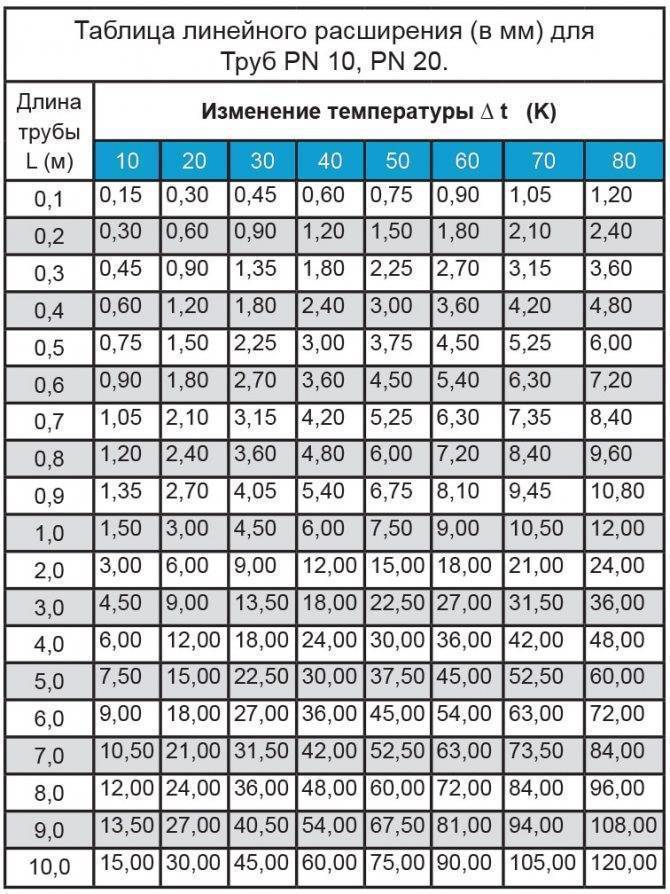

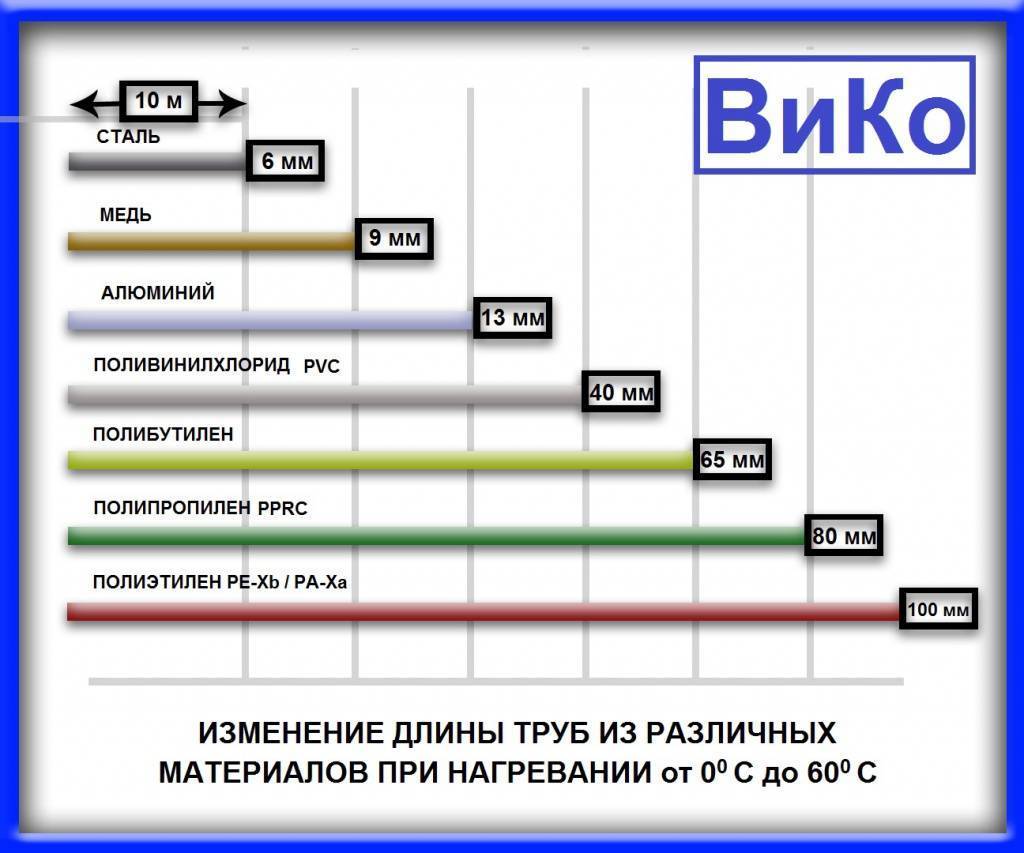

У неармированных полипропиленовых труб коэффициент теплового расширения равняется 0,1500 мм/мК, а у изделий с дополнительным стекловолоконным армированием – 0,03-0,05 мм/мК. Естественно, что разница явная, и пренебрегать ею во время проведения работ не стоит.
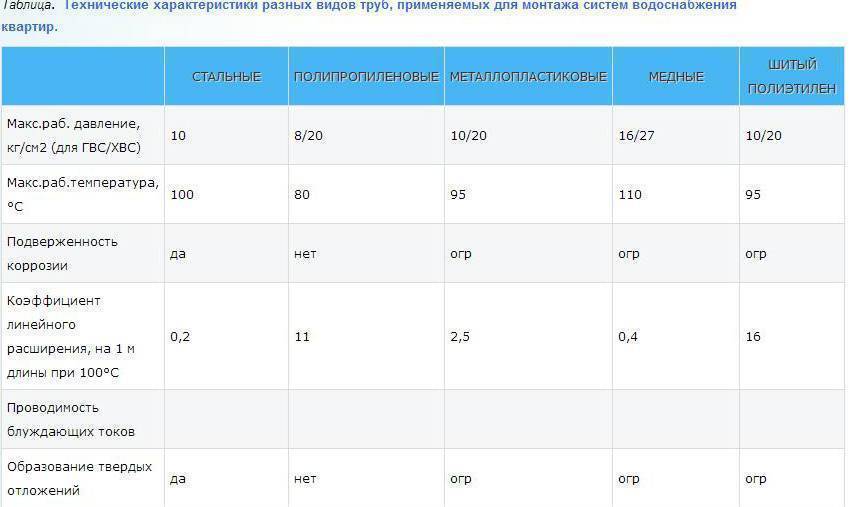
Особенности монтажа водопровода из полипропиленовых труб
Для монтажа любого водопровода чаще всего сегодня используются именно полипропиленовые трубы. С их помощью организовывается горячее водоснабжение там, где температура теплоносителя не превышает +90 градусов, а давление в системе не поднимается выше 10 атмосфер.
Полипропиленовые трубы обладают рядом эксплуатационных преимуществ. Они очень устойчивы к химическим агрессивным средам, отличаются высокой прочностью и мало весят. Производители уверяют, что такие изделия способны служить в течение 50 лет, не требуя замены и ремонта. При прокладке трубопровода их не сгибают, а для формирования сгибов используют специальные фитинги. Именно при помощи них изменяют траекторию магистрали.
Сварочные швы выполняются специальными ручными паяльниками с применением тех же фитингов. Они могут иметь вплавленную металлическую резьбу, позволяющую соединять магистраль с металлическими элементами. У пропиленовых труб есть единственный недостаток — при повышении температуры коэффициент линейного расширения значительно возрастает. Трубы удлиняются и со временем начинают провисать. Поэтому там, где необходимо собрать магистраль длиной более 10 м, используют гибкие компенсаторы.
Температурные компенсаторы — это обычная соединительная конструкция, имеющая гибкую форму и внешне похожая на завернутую петлю. Подобная деталь выполняет важную функцию. Она компенсирует температурное расширение, когда резко повышается температура внутри трубопровода, либо увеличивается давление воды.
Обычный компенсатор стоит недорого, а его простая конструкция позволяет легко вмонтировать устройство в систему трубопровода. Таким образом обеспечивается надежность системы, и увеличивается срок ее эксплуатации.
Классификация
Компенсационные детали классифицируются зависимо от разных факторов факторам. Их все можно разделить на две большие группы:
- естественные — амортизирующие изделия;
- детали, изготавливаемые из упругих материалов.
Изделия первой группы могут отличаться друг от друга по форме, назначению:
- П-образные — применяются для монтажа трубопроводов холодного водоснабжения (температура жидкости до 50 градусов).
- Г-образные — предназначены для установки на участках поворотов труб.
- Кольцевые — такая форма обеспечивает высокий показатель компенсации теплового расширения полипропилена.
- Z-образные — используется при монтаже дополнительных контуров к основному трубопроводу.
Вторая группа высокотехнологичных деталей делится на несколько подгрупп:
- Сальниковые — устанавливаются на системы, в которых очень часто изменяется температура жидкости. Если на изделии есть подвижный стакан, могут работать в две стороны.
- Сильфонные — устанавливаются на отопительных системах, трубопроводах горячего, холодного водоснабжения. Надежно защищают магистраль от гидроударов, вибраций, теплового расширения.
- Линзовые — подходят для бытовых трубопроводов, работающих с холодной, горячей водой.
- Фланцевые — изготавливаются из сантехнической резины. Устанавливаются на магистрали, в которых часто возникают гидроудары.
Сильфонные компенсаторы разделяются еще на несколько подгрупп:
- Сдвиговые — детали, которые состоят из двух рабочих элементов. Изготавливаются из нержавеющей стали. Не допускают возникновение деформаций на полипропиленовых трубах в две стороны.
- Универсальные — применяются для компенсирования любых типов деформации. Ход рабочих элементов — угловой, поперечный, осевой.
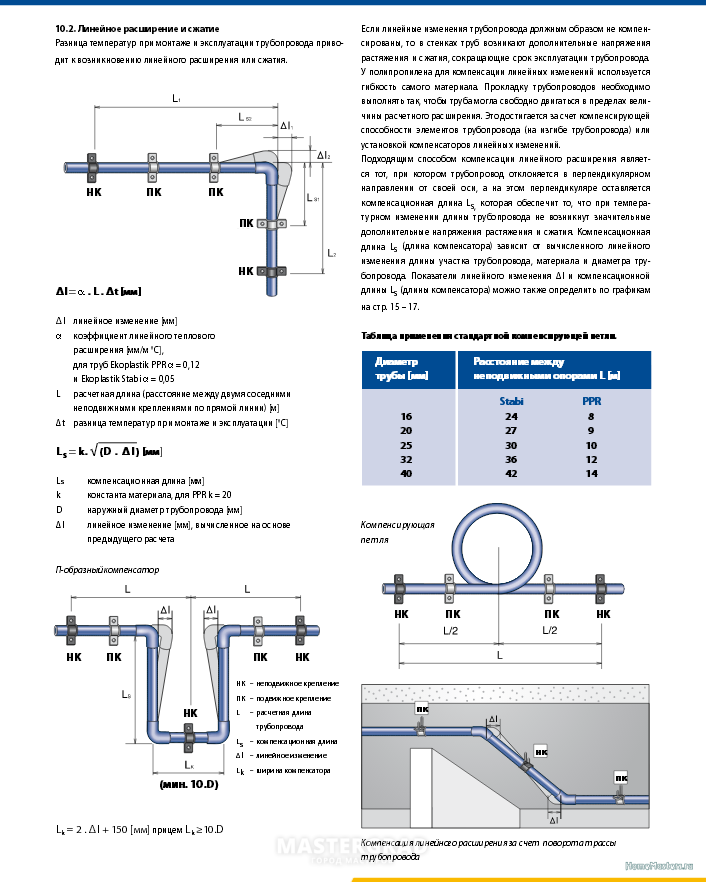
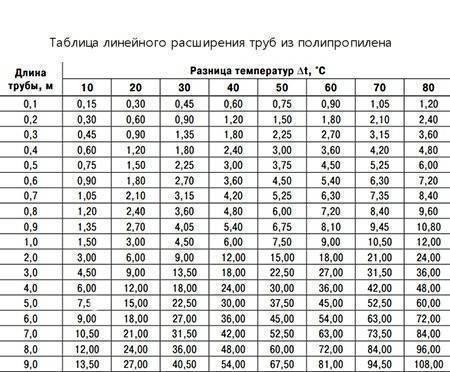
Тепловое удлинение для полипропиленовых труб
На протяжении длинного трубопровода создаются компенсаторы, обеспечивающие безопасное тепловое удлинение. Они могут иметь различные конструкции:
- г-образный;
- п-образный;
- петля;
- змейка;

нормативный коэффициент линейного расширения95−100°С.около 80°.для свободного удлинения или укорочения
Выбирая диаметр труб для создания системы, следует учитывать, что внутренняя поверхность полипропиленовых изделий абсолютно гладкая, не создает дополнительного сопротивления. Поэтому трубы из этого материала могут иметь меньший диаметр, нежели стальные, что позволяет сэкономить расходы на создание системы.
Труба полипропиленовая с номинальным давлением PN25: технические характеристики
Несколько лет назад была разработана и выпущена в массовое производство труба ППР PN25. С ее техническими характеристиками можно ознакомиться в паспорте изделия.
№ | Название характеристики | Значения для полипропиленовых труб: размеры | |||||
20÷3,4 | 25÷4,2 | 32÷5,4 | 40÷6,7 | 50÷8,3 | 63÷10,5 | ||
1 | Внутренний Ø | 13,2 мм | 16,6 мм | 21,2 мм | 26,6 мм | 33,4 мм | 42,0 мм |
2 | Теплоемкость удельная | 1,75 кДж/(кг·K) | |||||
3 | Допуск по Ø | +0,3 мм | +0,3 мм | +0,3 мм | +0,4 мм | +0,5 мм | +0,6 мм |
4 | Линейное расширение, (1/С) | 3,5÷10-5 | |||||
5 | Время нагрева во время сварки | 5 сек | 7 сек | 8 сек | 12 сек | 18 сек | 24 сек |
6 | Коэффициент шероховатости (эквивалентной) | 0,015 мм | |||||
7 | Время остывания, (секунды) | 120 сек | 120 сек | 120 сек | 240 сек | 250 сек | 360 сек |
8 | Предел прочности на разрыв | 35 МПа | |||||
9 | Нормативная серия | S2,5 | |||||
10 | Удлинение от разрыва (относительное) | 350 % | |||||
11 | Вес (кг/метр погонный) | 0,175 | 0,272 | 0,446 | 0,693 | 1,075 | 1,712 |
12 | Предел текучести на растяжение | 30 МПа | |||||
13 | Текучесть расплава (индекс) PPR | 0,25 г/10 мин | |||||
14 | Теплопроводность | 0,15 ВТ м/С | |||||
15 | Время нагрева во время сварки | 5 сек | 7 сек | 8 сек | 12 сек | 18 сек | 24 сек |
16 | Модуль слоя упругости PPR | 900 МПа | |||||
17 | Глубина гнезда под трубу (минимальная) при сварке | 14 мм | 15 мм | 17 мм | 1 8 мм | 20 мм | 24 мм |
18 | Плотность трубы (эквивалентная) | 0,989 г/м3 | |||||
19 | Объем (внутренний) метра погонного/л | 0,137 | 0,217 | 0,353 | 0,556 | 0,876 | 1,385 |
20 | Модуль слоя упругости PPR + фибра | 1200 МПа | |||||
21 | Размерное соотношение (стандарт) | 6SDR | |||||
22 | Плотность PPR | 0,91 г/м3 | |||||
23 | Давление (номинальное), PN | 25 бар | 25 бар | 25 бар | 25 бар | 25 бар | 25 бар |
24 | Время самой сварки | 4 сек | 4 сек | 6 сек | 6 сек | 6 сек | 8 сек |
Труба полипропиленовая с номинальным давлением PN25 является изделием высокого качества, несмотря на то, что появилась на рынке не так давно. Использование данной технологии позволило устранить проблему с высоким коэффициентом теплорасширения трубной продукции из пластика.


Данные выше характеристики позволяют применять ее в системе питьевого и горячего водоснабжения, при монтаже отопления и других инженерных коммуникаций. Для неагрессивных жидкостей и газов, не воздействующих на материал трубы, она также отлично подойдет.
Читайте материал по теме: Лучшие способы крепления полипропиленовых труб
Особенности монтажа труб для горячей воды (отопления и водоснабжения): цена вопроса не велика
Монтаж армированных полипропиленовых труб достаточно прост и эффективен. Он заключается в последовательной сварке (или пайке) отдельных элементов.
Стандартный набор инструментов, которые могут понадобиться:
- Паяльник (или специфический сварочный аппарат) – пригодится при пайке раструбов.
- Труборез или подходящие кусачки.
- Приспособления, с помощью которого снимается фаска.
- Прибор для удаления алюминиевой фольги (шейвер).
- Специальные насадки.
Прежде чем приступить к непосредственной сборке магистрали, следует выполнить следующую последовательность действий (подготовительный этап):
- Отмерять необходимую длину и отрезать нужный участок.
- Снять фаску по внешнему краю, воспользовавшись фаскоснимателем.
- Очистить (обезжирить) стыки – места, в которых элементы будут соединяться между собой.
Пластиковая труба для воды выделяется на фоне остальных многообразием фитингов и диаметров
Полипропиленовые трубы армированные алюминием для отопления нуждаются в дополнительной подготовительной операции – зачистке, благодаря чему армированная труба не начнет расслаиваться. К тому же это позволит уберечь алюминий от электрохимического разрушения и возможных протечек.
Снять фольгу, находящуюся под декоративно нанесенным пропиленом (микроскопическая толщина) закрепленную снаружи можно установив ее в простейшее приспособление (муфта с ножами) и выполнив 1…2 оборота.
Зачистка трехслойных элементов (армирующий каркас расположен между слоями пластика) выполняется немного сложнее – потребуется специальный торцеватель, который удаляет внутренний слой (около 1 мм), расположенный возле самого торца.
Нуждается ли в подобной операции труба армированная стекловолокном? Однозначный ответ – нет! Ведь внутренний слой мало отличается от пропилена.
Как правильно паять и зачищать трубы: сварка
Следующий шаг заключается в подготовке паяльника, для чего необходимо:
- Закрепить приспособление на специальной подставке.
- Включить нагревательный элемент – паяльник должен нагреться до 260 °С.
Теперь можно переходить к процессу пайки. Сварка полипропиленовых труб армированных стекловолокном заключается в плотном соединении двух изделий, края которых предварительно размягчены, в результате чего на стыке образуется монолитное соединение (происходит взаимная диффузия молекул соединяемых элементов).
Последовательность действий:
- Взять две подготовленные детали и установить их на гильзу и дорн (конусообразная цилиндрическая поверхность).
- Прогреть их до того момента, когда материал начнет «плавиться». Затраченное на прогрев время зависит от типа деталей и толщины стенки (конкретные значения можно легко отыскать в специальных таблицах).
- Снять элементы с нагревателя (действие необходимо выполнять одновременно) и быстро соединить между собой, обеспечив их неподвижность в течение двух-трех секунд. Этого времени достаточно, чтобы материал затвердел и образовался монолит.
Разновидности
На практике лучше всего проявили себя следующие разновидности:
Сильфонные компенсаторы для полипропилена (ППР). Их применяют при монтаже обогревательной и водоподающей сети из ППР материалов. Условный диметр сильфонных видов от 1,5 до 5см. Тип соединения сильфонных разновидностей – муфтовый, а кожух из алюминия. Внутренний экран у них сделан из нержавеющей стали. Температура рабочей среды до ста пятнадцати градусов, давление до 16 бар. Рабочая среда для сильфонного варианта это питьевая вода, воздух, пар.

Сдвиговые. Они предназначаются для компенсирования передвижения в двух направлениях. Конструктивные особенности в данной ситуации – это одна или две сильфонные гофры. Ее производят из нержавейки и крепят арматурами-соединителями.

Поворотные.Применяются для нивелирования линейного увеличения в области поворота магистрали и служат для фиксации поворота. Чаще всего их берут, чтобы поменять направление системы на девяносто градусов.
- Универсальные. Они наделены тремя вариантами рабочих ходов. Ставят их там, где нужно проложить короткую сеть, или в месте, ограниченном для установки сильфонного вида.
- Фланцевые. Эти резиновые детали ставят в таком месте, где есть необходимость пригасить волну удара от резкого увеличения среднего рабочего давления. Также ими сглаживают осевые неточности трубопровода.
- Устройство в форме петли.
- Змеевики
- Осевые сильфонные механизмы
- Фланцевые устройства, изготавливаемые из мягкого материала
- Сильфонные
- Универсальные, которые эффективны для смещения в осевом, угловом и поперечном направлениях. Их рекомендуют для установки на небольшой ветке магистрали, имеющей ответвления
Производители предлагают различные устройства, которые отличаются отменным качеством. Но, компенсационная петля в системе отопления, выполненная своими руками, так же прекрасно справляется с возложенными на нее функциями.
Своими руками выполнить такое устройство не сложно. Компенсационную петлю можно сделать за короткий срок. Эта важная деталь, скрепленная грамотно, становиться гарантией безупречной работы отопления или горячего водоснабжения.
Несложное оснащение компенсационной петлей, выполненное своими руками, увеличит рабочий ресурс коммуникационных сетей до полувека.