Самостоятельная сварка пластиковых труб большого диаметра
Сварка труб большого диаметра
Пластиковые трубы свариваются диффузионным способом. Это означает, что материал соединяемых элементов нагревается до расплавления. Затем края прижимаются друг к другу, и происходит проникновение частиц одной из деталей в структуру другой. В результате образуется монолитное соединение. Этот принцип используется в разных сварочных аппаратах и является главным для всех видов сварки пластиковых деталей.
Стандартными размерами пластиковых труб считаются малые и средние диаметры – до 75 мм. Размер канализационной трубы составляет 110 мм, а стояков – 220 мм. Это уже большие диаметры. Хотя в строительстве и промышленности принято считать большими размеры от 500 мм и выше. Внутри квартир и в комнатах частных домов крупные трубопроводы не встречаются. Однако большие трубы используются, например, при обсадке артезианских скважин.
Особенности сварки больших труб
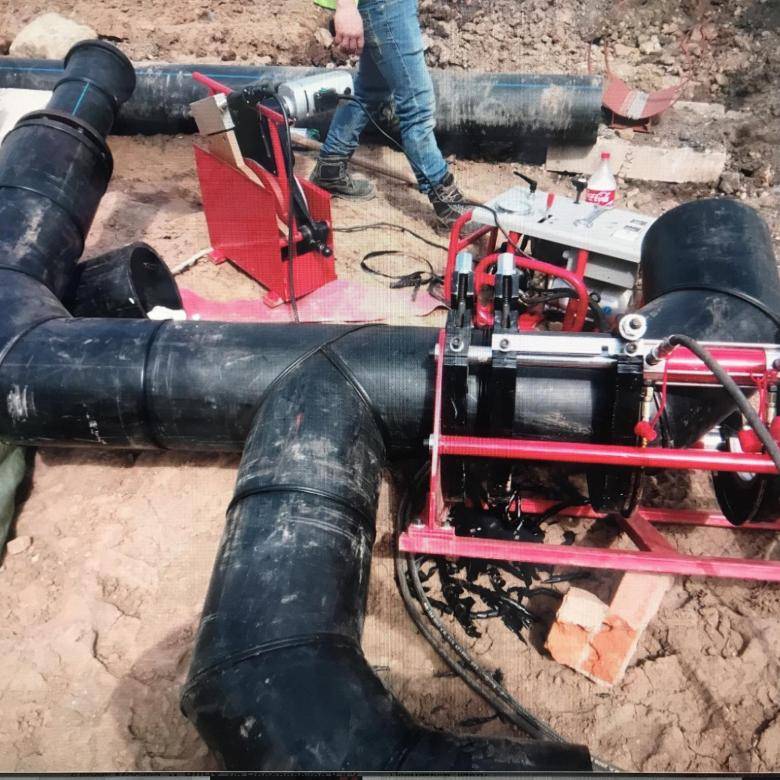
Машина для сварки пластмассовых труб
Пластиковые материалы сделали трубные технологии менее трудоёмкими. Поэтому монтаж больших труб тоже может производиться без участия специалистов. Сварка пластиковых труб большого диаметра своими руками – дело далеко не простое. Процесс потребует применения монтажно-сварочной установки для соединения фрагментов. Сварить куски лучше всего встык, поскольку крупные муфты, установленные вручную, не всегда обеспечивают монолитность соединения. Обе стыкуемые детали должны быть абсолютно идентичными по составу, то есть произведёнными из одного и того же пластика.
Машины для стыковой сварки отличаются сложной комплектацией и высокой ценой. Они могут иметь гидравлический или механический привод. Эту аппаратуру легче взять напрокат, чем покупать в магазине. Сварочный аппарат такого уровня потребуется тем, кто постоянно и профессионально занят такой работой. От уровня аппарата зависит качество сварного шва. Выбрать такое оборудование при покупке поможет опытный консультант. Всемирно известная германская фирма ROTHENBERGER выпускает для сварки крупногабаритных пластиковых изделий машины, оснащённые программным управлением. Для бытовых нужд лучше выбрать более простые, механические установки. Они обеспечат нужное качество соединения в диапазоне диаметров изделий до 200 мм.
Трубы пластиковые большого диаметра
Перед началом сварочного процесса следует как можно более ровно обрезать края фрагментов. При этом крайне нежелательно проявление эффекта бочкообразности, то есть загибания краёв среза внутрь. Эта деформация, к сожалению, возникает довольно часто. Большая труба под влиянием собственного веса может принимать овальную форму, что также затрудняет сварку. Для точной обрезки кусков больших пластиковых труб существуют специальные устройства. Но это скорее промышленное оборудование. При выполнении работы своими руками достаточно будет выровнять торцы. Выравнивание осуществляется торцевателем, входящим в состав сварочного аппарата.
Последовательность работы на сварочном аппарате для габаритных пластиковых элементов
Аппарат для сварки габаритных труб
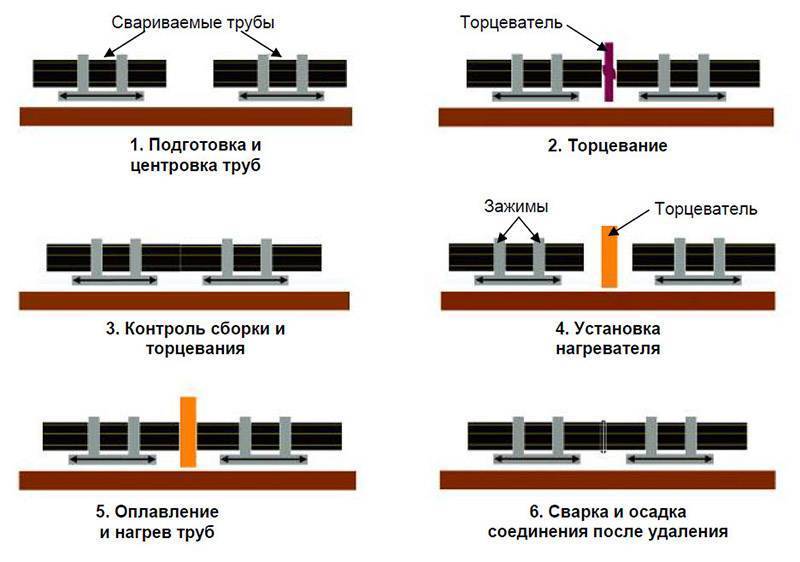
Свариваемые части фиксируются в центраторе. Одна часть крепится неподвижно, другая может передвигаться вдоль рамы аппарата
Это важно для создания нужного усилия при стыковке частей.
Торцы выравниваются до образования плоской поверхности стыков. Эта процедура обеспечивает и зачистку соединяемых поверхностей
После этого обработанных частей нельзя касаться руками.
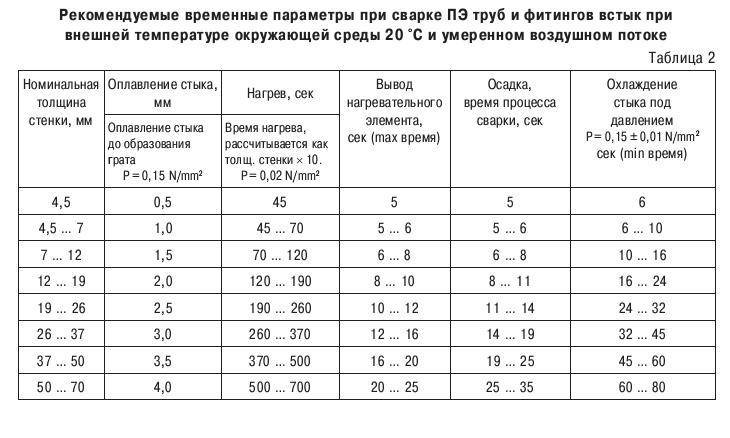
Торцы прижимаются к сварочному зеркалу для нагрева. Под оптимальным давлением на краях фрагментов образуется грат, наплыв расплавленного пластика. Это необходимо для формирования прочного шва. После создания грата давление минимизируется, нагрев продолжается. Скорость прогрева составляет 1 мм за 10 секунд. Зная толщину стенки изделия, можно высчитать время прогрева.
Решающим моментом является быстрое удаление нагревательной поверхности и совмещение стыков. Соединение происходит на молекулярном уровне. Сварить детали качественно можно только при условии полного отсутствия загрязнений поверхностей.
Затем сварная конструкция охлаждается на воздухе, формируется ровный и симметричный шов.
Самостоятельная сварка пластиковых труб большого диаметра Технология сварки пластиковых труб специальным сварочным аппаратом.
Неразъемные соединения ПНД-труб
Для того чтобы создать надежный стык своими руками, можно воспользоваться одним из ниже предложенных способов.
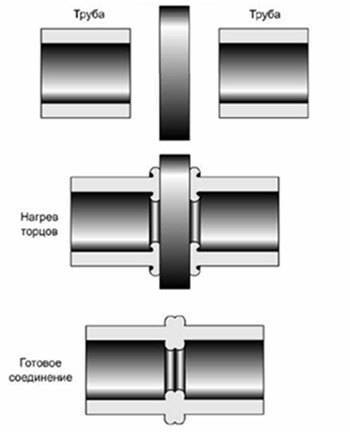
Первый способ: встык.
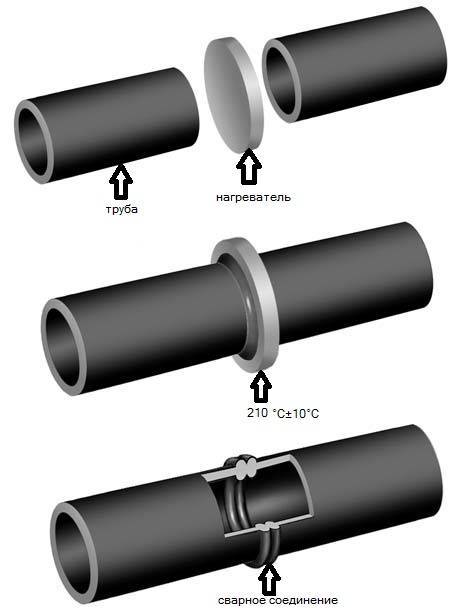
Предназначен для работ с диаметром от 5 см. Для такого соединения существует специальный станок для сварки, в который вставляются трубы, они прогреваются и за счет давления соединяются. Так как пластик под воздействием высоких температур начинает терять свою твердую структуру, то, соответственно, расплавленный материал соединяется. Таким образом получается монолитный шов.
Для того чтобы осуществить такое соединение, необходимо торцы элементов жестко зафиксировать в специальных зажимах. После этого, чтобы разогреть трубу, следует подвести специальную нагревательную плиту. Как только материал станет мягче, нагревательный элемент убирается, а сами детали плотно прижимаются друг к другу. При этом давление регулируется. Как только изделие остынет, его вынимают из фиксаторов.
Сварка труб ПНД встык имеет свои особенности, с которыми следует ознакомиться, особенно тем, кто с этим процессом будет сталкиваться в первый раз:
- таким методом работают только с трубами одного диаметра или при использовании фитингов;
- используемые элементы должны иметь толщину стенок не менее 0,5 см;
- такой метод сварки используется в том случае, если в помещении или на улице, где будет производиться весь процесс, температура варьируется в пределах 15-45°С.
Огромным преимуществом является использование станка. В процессе работы, даже несмотря на то, что станок электрический, потреблять слишком много электроэнергии он не будет. Особенно если сравнивать его со сварочным аппаратом, которым работают с чугунными трубами.

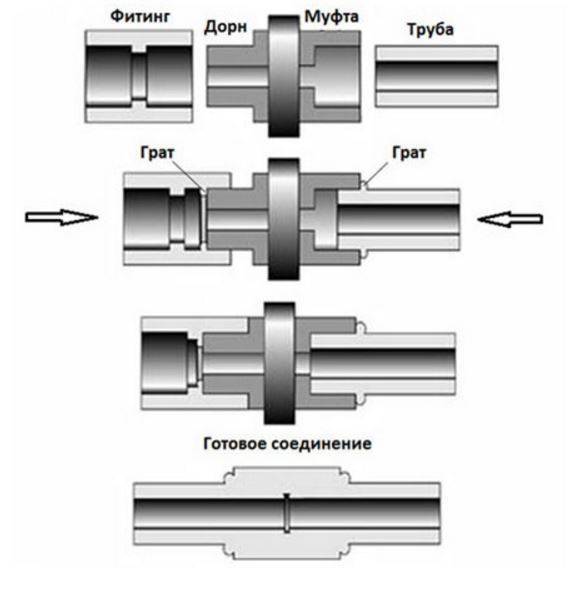








Второй способ: за счет электромуфт.
В данном случае есть возможность создать трубопровод, который сможет выдерживать нагрузку в 16 атмосфер. Но ради справедливости стоит сразу сказать, что сварка при помощи электромуфт намного дороже, нежели встык. Это обусловлено тем, что в данном случае приходится использовать специальное оборудование для сварки — накладные электрические муфты.
При такой сварке концы свариваемых элементов должны быть подготовлены, для чего их зачищают и обрабатывают обезжиривающими растворами.
Далее на места соединений надеваются фитинги, которые оснащены закладными электронагревателями. Именно они и дают высокую температуру, которая позволяет размягчить полиэтилен. Как только все элементы будут находиться на своих местах, включается напряжение.
Таким образом происходит разогрев труб и соединение торцов. Как только изделие остынет, оно будет готово к эксплуатации. Но вот тут есть небольшой нюанс
Во время остывания важно контролировать, чтобы элементы были в неподвижном состоянии, иначе соединение потеряет свою надежность
Данный способ удобен для создания дополнительной ветки трубопровода, когда имеется уже готовая система. Но если есть необходимость работать с большим количеством соединений, то лучше использовать сварку встык, так как это намного выгоднее.
Выбирая тот или иной способ, следует определить для себя что важнее: качество и надежность или экономия.
Способы соединения полиэтиленовых труб
При помощи разных способов получают разъемные и однородные соединения. Фланцевый применяется для монтажа ПНД большого диаметра с толстыми стенками, когда необходимо перейти к резьбовому соединению:
- с запорной арматурой;
- переходниками;
- клапанами,
- распределительными устройствами.
Другой способ получения разборного соединения – использование компрессионных фитингов. Обжимные резьбовые устройства используются при сборке водопроводных систем небольшого диаметра.
Высокотемпературные технологии основаны на методе диффузионного сцепления: пластик в месте соединения нагревается до температуры плавления. Сварка ПЭ труб широко применяется при монтаже водных сетей любого диаметра. Герметичное неразъемное соединение получают тремя способами:
- сваркой встык, когда торцы соединяют без использования дополнительных уплотнителей;
- в раструб, один конец делает чуть больше, получается кольцевое соединение двух поверхностей;
- с использованием электромуфт, они расплавляются в районе стыка, образуют диффузное соединение большой площади.
Стыковой метод
Сварка полиэтиленовых труб большого диаметра чаще делается стыковым методом. Концы располагают в специальных зажимных устройствах, выравнивающих трубы по направляющим. С помощью специальной пилы торцы выравниваются, плотно соединяются. Электронагреватель размягчает полиэтилен, когда он становится вязким, торцы сжимаются с определённым усилием, чтобы обеспечить герметичность.
Для сварки полиэтиленовых труб встык нужно специальное электрооборудование. Сварочный аппарат оснащен регулятором температуры нагрева пластика. Стыковой сваркой ПНД труб монтируют магистрали. Прочный шов не уменьшает гибкость водоводов.
Электромуфтовый способ
Высокотемпературное фитинговое соединение применяется там, где нет возможности соединить ПНД стыковым методом. Для электромуфтовой сварки труб ПНД нужен только переносной блок питания. Электромуфту подключают за клеммы, разогретый пластик плотно облегает стык
При муфтовом соединении важно не передержать провода на клеммах и оцентровать концы перед заправкой в нагревающийся фитинг, чтобы исключить перекос магистрали. Фитинги бывают с открытой и закрытой спиралью, различаются по диаметру и длине









Сварка враструб
Этот метод используется при монтаже ПНД небольшого диаметра, применим в домашних условиях. При раструбной сварке полиэтиленовых труб нужны фитинги, в которые будут вставлять концы. Соединение враструб удобно использовать, когда в системе много поворотов, тройниковых стыков. Монтаж осуществляется сварочным аппаратом – паяльником. Одновременно нагревается наружная поверхность трубы и внутренняя часть фитинга. Когда пластик достигает температуры пластичности, части соединяются с усилием, чтобы во время сварки сцепление происходило во всей нагретой поверхности
Важно соблюдать температурный режим, чтобы поверхность прогревалась только на определенную глубину
Технология
Для того чтобы спаять своими руками трубы из ПНД, ПЭ, нужно сначала выбрать метод, которым будет выполняться соединение. В случае, если соединять предстоит элементы диаметром от 100 до 250 мм, наиболее разумно будет пользоваться для стыковки электромуфтовым станком. Он заметно сокращает время, затрачиваемое на проведение работ, позволяет более точно выставить температуру и другие рабочие параметры прибора.

Но перед тем как паять трубы, их придется тщательно подготовить.
Подготовка
Для того чтобы стыковка произошла успешно, края труб при электромуфтовой пайке тщательно очищают и обезжиривают. Они не должны иметь постороннего налета, включений, особенно если материал уже был в эксплуатации и производится доработка, ремонт линии. Механическую зачистку можно провести при помощи ножа или скребка, при большом объеме работ используется специальный электроинструмент.

Перед началом пайки деталей на них надевают муфту. Эта работа выполняется при помощи позиционера, помогающего правильно расположить детали. Если наблюдается овальность, ее устраняют при помощи специализированной насадки. Проводить работы можно только в сухом пространстве — под открытым небом или навесом. Перед началом нагрева поверхности протирают органическим растворителем.

Процесс пайки
Работы по пайке труб электромуфтовым способом проводятся по следующему алгоритму:
- Муфта помещается на край одной из заготовок. Насаживается при помощи молотка.
- На втором конце трубы отмеряется половина длины, устанавливается пометка.
- Торцы совмещают, соблюдая их соосность.
- Муфта надевается на второй конец, до области пометки.
- Клеммы зажимают провода. Ток подается автоматически. Настроить температурный режим многие модели тоже могут самостоятельно, считав штрих-код маркировки на электромуфте.
- Подача тока производится до тех пор, пока через перфорацию не начнет выходить жидкий полиэтилен. После этого провода отсоединяют от клемм. Спаянный участок не трогают до полного остывания. Если его случайно сместить, работу придется проделать заново.


Стыковая пайка труб
Эта технология предусматривает соединение торцов трубопровода без дополнительных муфт, простым оплавлением и механическим соединением деталей
Для успешного проведения работ важное значение имеет правильное позиционирование кромок относительно друг друга. Используемое оборудование позволяет обеспечивать сохранение точно заданного положения, оказывает необходимое давление при соединении труб
Для ПНД-труб существуют дополнительные условия, при которых возможно применение этого метода:
- толщина стенок – от 4,5 мм;
- диапазон атмосферных температур – не ниже -15 градусов, не выше +45.

Предварительная подготовка заключается в обезжиривании и зачистке труб от загрязнений. После этого на поверхность хорошо зафиксированных и соотнесенных по горизонтальной оси деталей подается тепло от ТЭНа, установленного между ними, пока кромки не станут достаточно мягкими. Расплавленные участки соединяются прижимным способом, удерживаются до момента формирования полноценного прочного шва.












Особенности
Основная сложность в том, что эксплуатационные и технологические качества полиэтиленовых труб во многом схожи с качественными характеристиками труб из полипропилена. Они также не подвержены коррозии. Внутренняя поверхность труб не покрывается налетом. Трубы имеют высокую химическую стойкость. Материал экологичный, имеет длительный срок службы.


Из отличий профессионалы отмечают низкую термостойкость. Поэтому трубы ПНД используются только для систем холодного водоснабжения и вентиляции. Иногда их применяют для монтажа газопроводов. Применение полиэтиленовых труб возможно при транспортировке в среде свыше 40-50 градусов. Исключение представляет сшитый полиэтилен, который допускается эксплуатировать при температуре до +95 градусов. Полиэтиленовые трубы имеют отличную морозоустойчивость, что позволяет применять их при температурах до -70 градусов.

ПНД представлены в продаже диаметром от 20 до 1200 мм. Благодаря разнообразию вариантов они получили широкое распространение в самых разных сферах. Кроме водопроводов, магистрали большого диаметра покупают и для канализации, причем как для внутренней, так и для внешней.


Технические характеристики труб ПНД определяются свойствами основы – полиэтилена низкого давления. Он легкий, что делает проще монтаж трубопровода, устойчив к давлению в десятки атмосфер. Из отрицательных качеств материала стоит отметить ограниченную возможность использования при температурах ниже нуля (ПНД стекленеет), а при повышенных температурах (более 40 градусов) ПНД утрачивает жесткость. При нагреве до 70 градусов основа из полиэтилена прибавляет в размерах, но немного.

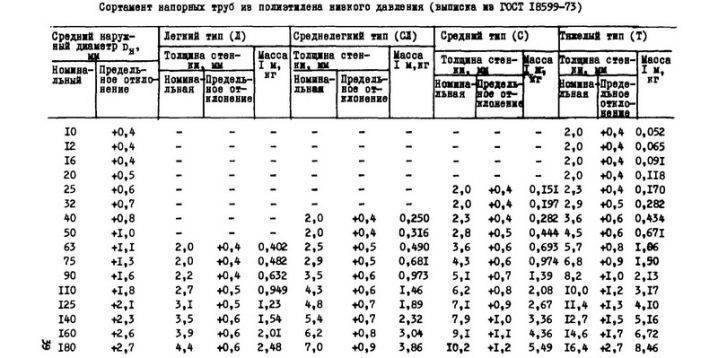
Сортамент ПНД регулируется ГОСТом, который был опубликован еще в 2001 году. Вся маркировка, наносимая на одну из поверхностей магистралей, соответствует стандартам. Маркировка очень упрощает выбор нужных вариантов. Первые буквы включают название поставщика, далее – сортамент ПЭ, величину, например, 1000 мм. Таблица также содержит обозначение толщины магистралей, возможное рабочее и максимальное давление, дату выпуска и номер партии.
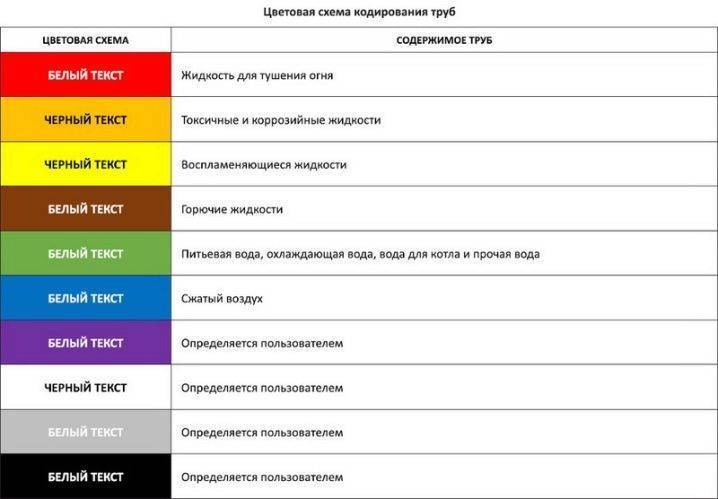
Технологическая карта маркировок содержит и цветовые обозначения в виде полос. Если раструб окрашен в желтый цвет, трубы можно использовать для газопроводов, если полоса синяя, то из труб можно проложить только водопровод. Схема подключения труб составляется с учетом стандартных отрезков, имеющихся в продаже – от 5 до 25 метров. Магистральные водопроводные трубы обычно делаются на заказ, имеют длину до 0,5 километра, поэтому содержат минимальное количество соединений.
Ошибки при монтаже труб ПНД
Ниже описаны самые часто совершаемые ошибки при монтаже труб.
При монтаже важно выполнять линейные расширения трубопровода. Зачастую многие об этом забывают, что приводит к высокому напряжению внутри труб, вследствие чего заметно уменьшается срок эксплуатации.
Важно выбрать правильное расстояние между креплениями
Если допустить на этом этапе большую погрешность, это чревато провисанием трубопровода со временем, что также сокращает срок службы системы.
Нельзя цементировать трубы без изоляции, в первую очередь следует проследить за этим.
В случае если трубы предназначены для холодного или тёплого водоснабжения, нельзя оставлять их без изоляции. Нарушив это правило, существует большая вероятность образования конденсата на поверхности.
Зачастую люди не соблюдают правильные условия сварки. Нельзя сильно затягивать переходники, это может нарушить дальнейшую эксплуатацию всей системы.
Отталкиваясь от вышесказанного, можно провести монтаж труб ПНД самостоятельно, но если вы не уверены в своих силах, лучше обратиться к специалистам.
Необходимое оборудование для соедимнения
Выполнение каждого из методов соединения требует наличия определенного инструмента:
- Паяльника;
- Фасонные детали с электроспиралями.
Выбирая паяльник для сварки следует помнить, что они подразделяются в зависимости от формы рабочего органа на:
Приборы первого типа обычно используются для сварки труб встык в труднодоступных местах. Независимо от того какой из паяльников будет выбран необходимо учитывать и его мощность. Этот параметр подбирается следующим образом. Диаметр трубы в мм умножают на 10. Если предполагается соединение элементов диаметром в 50 мм, то следует приобретать паяльник мощностью в 500 Вт.






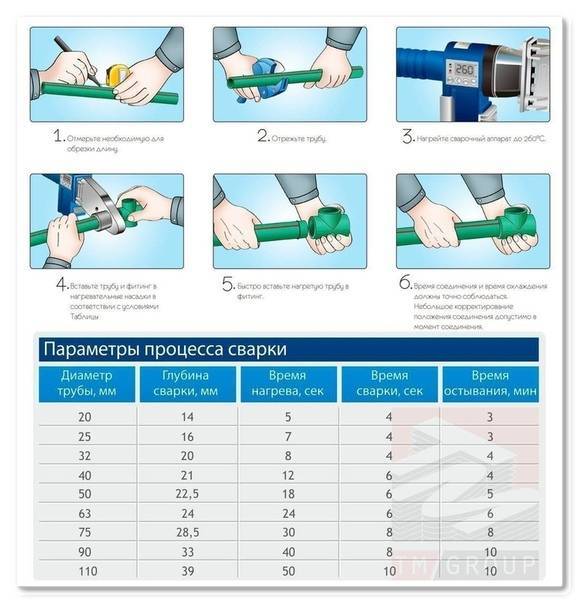

Современное оборудование для сварки ПНД труб сложно представить без электронной начинки. Имеется она и в паяльниках. Большинство моделей оснащены электронной регулировкой, позволяющей точно устанавливать температуру нагрева.
Для сварки ПНД труб также потребуются насадки к паяльнику. Они выпускаются с двумя видами покрытия:
Причем последнее отличается наиболее высокими прочностными характеристиками. Выбирая инструмент для выполнения сварки ПНД труб своими руками нужно помнить, что качественный шов можно получить только при использовании качественного оборудования.
Разъемное соединение и фитинги для него
Монтаж труб с использованием муфт не всегда отличается высокой надежностью, но все же используется довольно часто.
Такой способ имеет свои преимущества:
- Во-первых, для его выполнения не требуются специальные инструменты, может потребоваться только гаечный ключ и то при работе с тубами большого диаметра.
- Во-вторых, разъемное соединение может быть выполнено в местах, где сварка невозможна, например, под водой.
- В-третьих, этот способ рассчитан на быструю сборку трубопровода.
Для такого соединения могут использоваться латунные или фитинги ПНД сварные компрессионного типа в комплекте с заглушками и гибкими уплотнителями. Процесс подготовки аналогичен выполняемому при сварке.
Следующий шаг – то подготовка фитинга. Для этого отворачивается накидная гайка на несколько оборотов и в уплотнитель с усилием вставляется труба. Далее надевается цанга с эластичным кольцом и затягивается гайка.
Существует два способа выполнения разъемного соединения:
- Раструбное, с использованием резиновых уплотнителей;
- Фланцевое при помощи монтажных элементов.
Специалисты рекомендуют использовать второй способ, как более надежный и практически не уступающий сварке.
Монтаж труб с соединительными муфтами
Этот метод весьма надежный, а кроме того, он выполняется просто и не требует больших финансовых затрат. Сварные муфты ПНД выполняются из полиэтилена, поэтому имеют невысокую стоимость, но в то же время устойчивы к механическим воздействиям и перепадам температур.
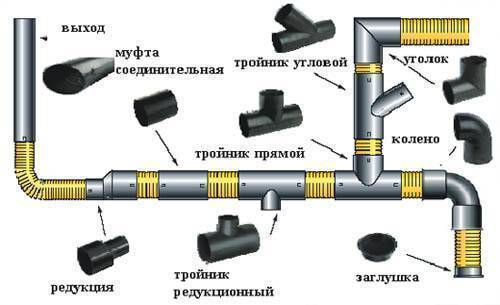
Различные схемы соединения и виды фитингов
Еще одним плюсом использования таких соединительных элементов является их универсальность. Они могут применяться для сборки различных трубопроводов. Кроме того, для монтажа ПНД и металлических труб выпускаются специальные переходные муфты.
Каких ошибок следует избегать
Чтобы выполнить монтаж ПНД труб самостоятельно нужно иметь элементарные познания в сантехнике. Это поможет избежать ошибок при сборке. Одним из самых важных моментов является линейное расширение трубопровода. Без его выполнения в трубах возникает высокое напряжение, приводящее к уменьшению длительности эксплуатации системы.

Таблица технологической паузы
Если предполагается скрытая прокладка, то прежде, чем приступать к цементированию, необходимо увернуть трубы в изоляционный материл. Точно также поступают и при прокладке водопроводной системы, что позволяет избежать образования конденсата на поверхности. Выполняя сварку ПНД труб, нужно соблюдать определенные правила. Одним из них является умеренное затягивание переходников, чтобы избежать нарушения целостности системы.
Учитывая все перечисленные выше нюансы можно выполнить монтаж ПНД труб своими руками, не прибегая к услугам специалистов.

Качественное соединение гарантирует герметичность и долговечность трубопровода
Здравствуйте. Сегодня расскажу о том, как выполняется сварка труб ПНД при построении бытовых и промышленных трубопроводов. Тема представляет немалый интерес, так как трубы из полиэтилена низкого давления становятся все более востребованными по причине доступной стоимости, высокой прочности и продолжительного эксплуатационного ресурса.









Разъемные соединения: нюансы
Есть ряд своих плюсов у неразъемных соединений:
- С точки зрения экономии, неразъемный стык более выгодный, нежели сварной. В этом случае нет надобности запасаться специальным оборудованием и инструментами.
- Данный способ не имеет ограничений в условиях проведения. Поэтому им пользуются даже при подводных работах.
- Скорость монтажа занимает совсем мало времени.
Для того чтобы создать разъемный стык, можно воспользоваться двумя способами:
- при помощи эластичных уплотнителей создается раструбное соединение;
- при помощи монтажных элементов создать фланцевый или фитинговый стык.
Сразу стоит отметить тот момент, что в первом случае состыковка будет менее надежна. Поэтому специалисты рекомендуют использовать уплотнения только в создании безнапорных систем. Что касается второго способа, то тут надежность ни в чем не уступает сварке. Соответственно, фланцевый метод хорош для напорных трубопроводов.
Все быстрее в последнее время завоевывают рынок полиэтиленовые трубы, и потому все чаще при сборке различных систем используется сварка полиэтиленовых труб своими руками. О видах сварки, а также о технологии ее выполнения вам расскажет данная статья.
Популярность труб из полиэтилена по сравнению с металлическими можно объяснить несколькими моментами:
- сравнительно небольшая стоимость труб из полиэтилена;
- возможность проводить работы в любых условиях;
- незначительные временные затраты на монтаж и сварку таких труб;
- малый объем отходов;
- прочность сварных швов, не уступающая прочности самих труб;
- сохранение гибкости по всей длине.




