Процесс пайки пластиковых труб
Соединение полипропиленовых труб осуществляется в несколько достаточно простых действий:
Трубу обрезают под прямым углом
Важно следить, чтобы торец обреза был ровным и вертикальным по отношению к продольной оси.
С торца снимают фаску, зачищая его от заусенцев и неровностей.
На паяльник устанавливают нужную насадку.
С одной стороны на насадку надевается труба, с другой – фитинг.
Прибор включается в сеть, начинается разогрев пластиковых изделий.
После срабатывания таймера устройства труба с фитингом снимаются с насадки и спрессовываются между собой.. В результате уже через минуту образуется однородное полимерное соединение, прочное и надёжное.
В результате уже через минуту образуется однородное полимерное соединение, прочное и надёжное.
Соблюдение изложенной выше последовательности работы вкупе с правильным выбором инструмента и его добросовестной эксплуатацией позволит выполнять соединение труб легко, быстро и без лишних затрат.
AQUAPROM АСП.1.5/6

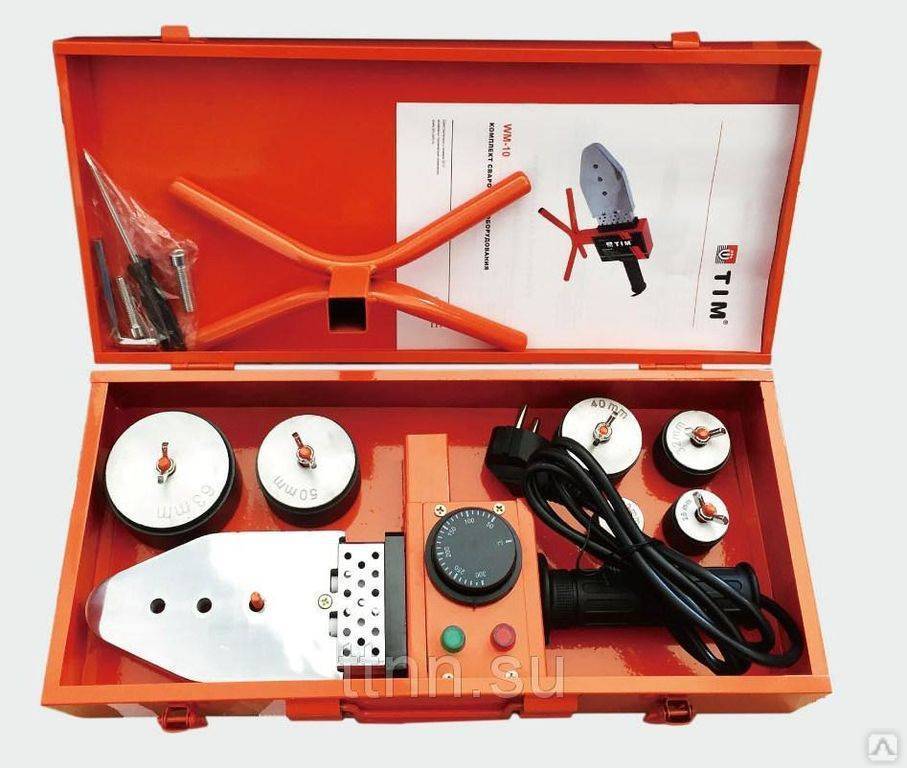
Паяльник выполняет сварные соединения пластиковых деталей. Оборудование относится к бытовому классу, однако общей мощности в 1,5 кВт достаточно, чтобы использовать его не только для домашних, но и для профессиональных нужд. Конструкция состоит из 3 частей: рукоятки, корпуса с термостатом, нагревательной части. Перед началом пайки аппарат подключают к электрической сети с напряжением 220В. Форма нагрева мечевидная. Набор включает рулетку, пластиковый ящик, ключи для крепления 6 парных насадок. Большие головки продаются отдельно. Перед приобретением товара рекомендуется ознакомиться с его положительными сторонами. Покупатели советуют данный прибор для домашнего применения.



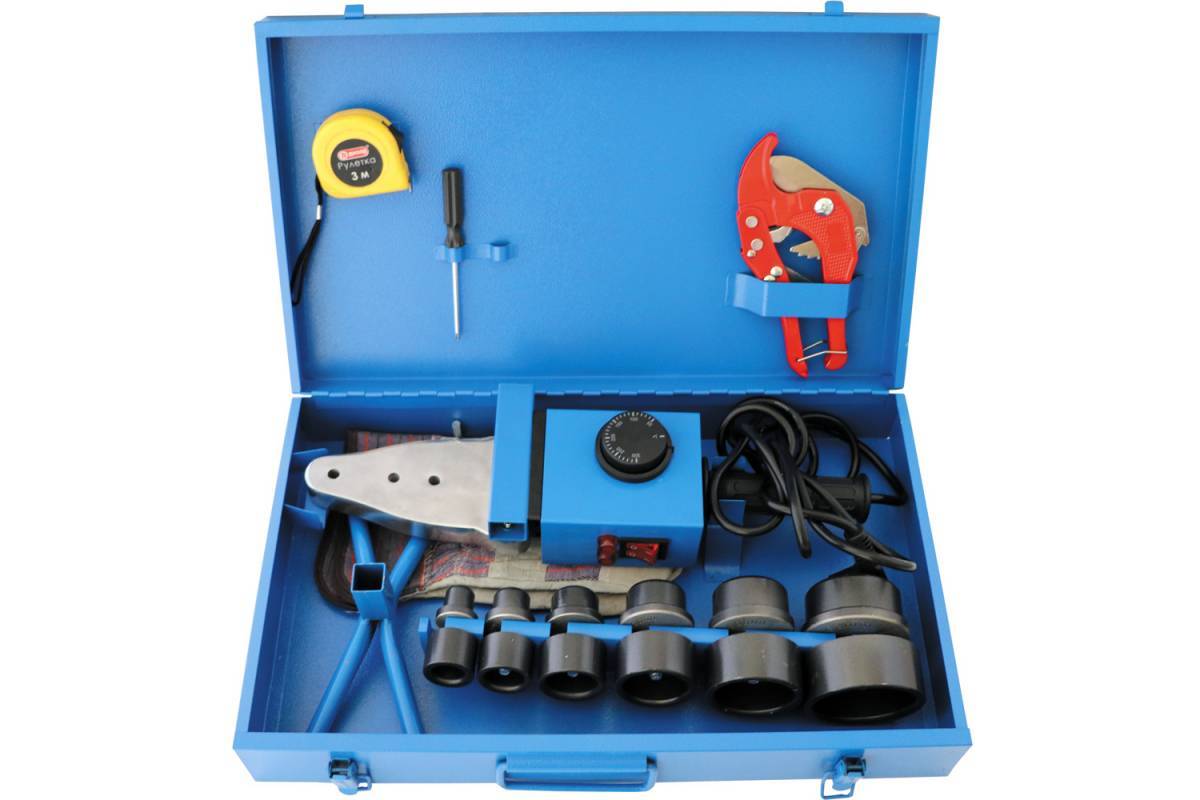





Его плюсами являются:
- Невысокая цена;
- Хорошая мощность;
- Не прилипающие насадки.
Для бытовой техники недостатки являются несущественными. Многие мастера жалуются на расшатанную подставку и плохого качества кейс.
Распространенные ошибки и советы
Несмотря на кажущуюся простоту – нагрел, соединил, остудил – в сварке полипропилена есть множество моментов, упускать которые не стоит:
- При полном отсутствии опыта вначале лучше потренироваться на отрезке трубы, ведь разогретый полипропилен сохраняет пластичность недолго, за это время необходимо успеть соединить элементы без перекосов, прочно их зафиксировать и, ни в коем случае не меняя их положения, дождаться полного остывания.
- Трубы и фитинги разных фирм даже одного и того же диаметра сваривать между собой не стоит – из-за разницы в химическом составе добиться надежного соединения будет невозможно.
- Для получения ровного среза точно под 90° используют только очень острый инструмент. Все заусеницы тщательно зачищаются.
- Покупать необходимо только качественный пластик – при выборе изделий от сомнительного производителя трубопровод может дать протечку.
- Работать на весу запрещено – утюг для сварки должен обязательно иметь подставку. Удобнее, если он имеет крепление к столу в форме винтового зажима.
- Так как фитинг прогревается чуть дольше, его надевают на насадку первым.
- Слишком медлить и затягивать интервал между нагревом и монтажом не следует – сварка будет непрочной.
- Трубу необходимо вводить в фитинг до упора, иначе в месте образовавшегося зазора из-за уменьшения толщины стенки она со временем даст течь.
- Оплывы пластика, образовавшиеся в процессе сварки, сразу же удалять не стоит – неостывшее соединение легко деформируется. Хотя, конечно, у опытного мастера оплывы появляются очень редко.
- Вращать, ввинчивать детали при соединении запрещено, движение необходимо делать только по прямой.
- Чрезмерное усилие при соединении также недопустимо – в результате в трубе может образоваться большой наплыв пластика, препятствующий прохождению жидкости.
- Случайно поврежденный фитинг следует заменить новым, запаивание его встык с трубой недопустимо.
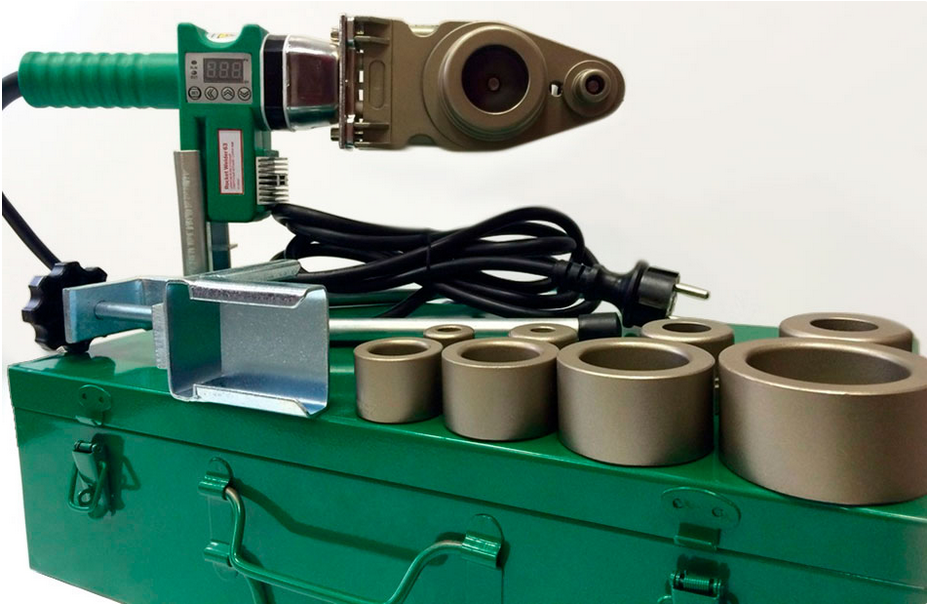
- Некоторые агрегаты китайского и турецкого производства оснащены сразу двумя нагревательными элементами с отдельными выключателями. Но во избежание риска перегрева полипропилена использовать сразу оба не стоит, пусть второй нагреватель будет лишь запасным.
- Время остывания должно быть приблизительно равно времени нагрева. Не стоит укорачивать этот период, иначе соединение будет непрочным.
- Места соединения труб не должны быть загрязнены – сварка пыльных и грязных изделий может привести к потере прочности. Дополнительно свариваемые плоскости обезжириваются ацетоном, бензином или уайт-спиртом. Обычную водку для этих целей использовать запрещено, так как она способна разрыхлять пластик.
- Недопустимо и попадание влаги. При скоплении в трубах воды их набивают солью или хлебным мякишем, для удаления после сварки их следует хорошо промыть.
- Для систем с горячей водой используется полипропилен, армированный фольгой или стекловолокном. При зачистке фольги даже небольшого оставшегося кусочка достаточно, чтобы в процессе эксплуатации образовалась течь, её необходимо удалять тщательно на всю длину спайки. Зачистка стекловолокна не требуется – этот материал спаивается очень хорошо.
- Важна не только чистота труб, но и самого паяльника. После каждой операции остатки пластика обязательно полностью удаляют.
Особенности эксплуатации
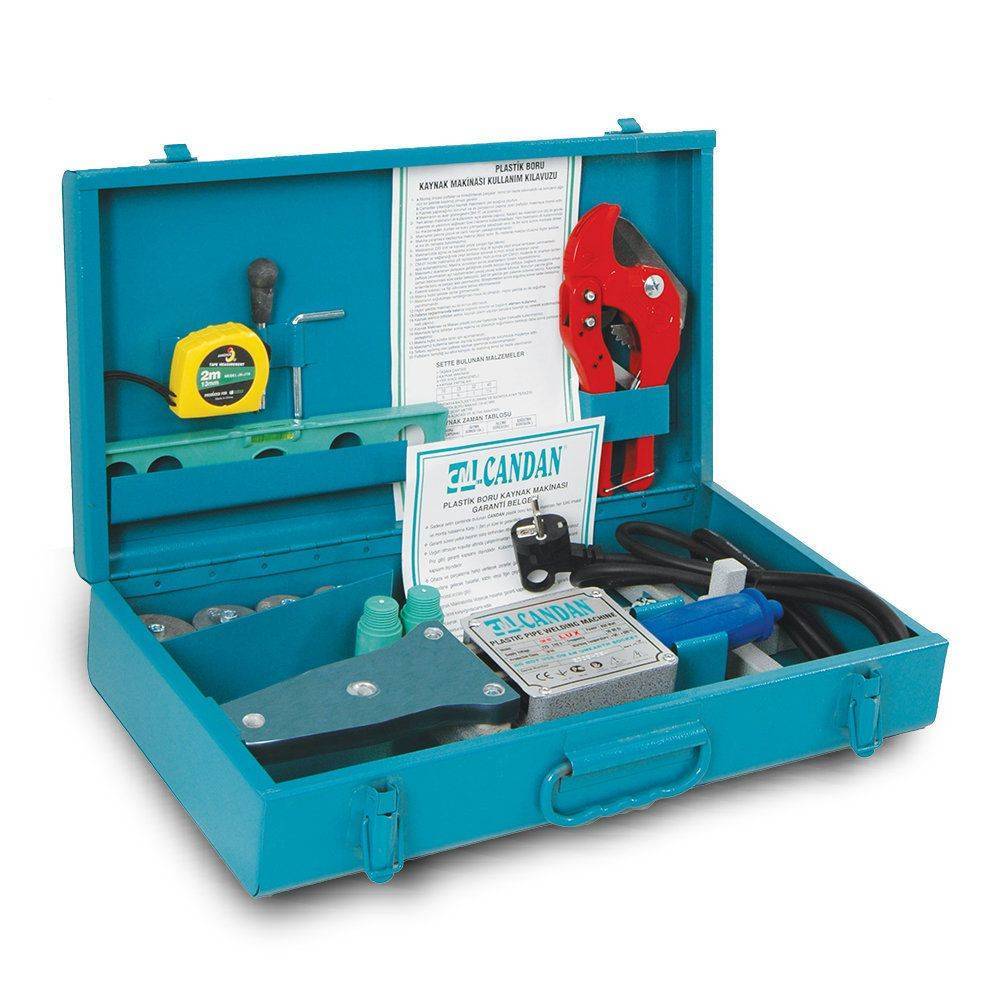
Помимо паяльника, для сварки и монтажа полипропиленовых труб понадобится ряд других инструментов.
- специальные ножницы для деталей из полипропилена;
- уровень, отвертка, рулетка;
- термоустойчивые перчатки;
- инструмент для снятия фасок.
В комплекте к паяльному аппарату должен идти ключ для закрепления насадок на нагревательном элементе.
Особенности эксплуатации:
- Заранее подготовить место, в котором будут проводиться работы. Для этого нужно выбрать ровную поверхность. Очистить ее от мусора, пыли. Грязь не должна попадать на нагретые детали, оснастку.
- У сварочных аппаратов для пластика есть ножки для установки на ровные поверхности. После удобного расположения оборудования нужно проверить его устойчивость. Покачивания приведут к созданию некачественного соединения.
- Подобрать оснастку нужного диаметра, закрепить ее на нагревательном элементе. Закрутить фиксирующие болты.
- Включить аппарат. Дать ему разогреться. Время нагрева — 20–30 минут. Когда он нагреется, на корпусе погаснет датчик температуры.
- После разогрева насадок на них одеваются заранее подготовленные торцы труб, муфты. Перед этим их нужно разрезать ножницами для полипропилена, очистить от пыли, обезжирить, подождать пока обезжириватель высохнет.
- Точное время нагрева деталей прописывается в техническом паспорте оборудования. Перегрев приведет к порче материала.
Запрещено выполнять повторный нагрев труб, если кажется, что они недостаточно прогрелись. Перед выполнением монтажа требуется внимательно изучить оснастку. Насадки бывают для внешней, наружной стороны деталей. Соединения труб производится с помощью муфт, которые обеспечивают высокий показатель герметичности, прочности.










Чтобы собрать трубопровод из полипропилена, нужно подготовить ряд инструментов. Главным из них является паяльник для пластика. С его помощью можно сделать герметичное соединение. Научиться пользоваться таким аппаратом сможет любой человек без практического опыта.
Технология соединения полипропиленовых труб
Качественное соединение изделий из полипропилена выполняется в несколько этапов. Изначально необходимо подготовить трубы и оборудование: на сварочном аппарате монтируются парные специальные насадки нужного диаметра. Как уже отмечалось, насадки имеют специальное антипригарное тефлоновое покрытие, которое уязвимо к воздействию твердых частиц. Если его поцарапать, то соединение ПП труб будет некачественным. Именно поэтому осуществлять очистку насадок посредством металлических предметов нельзя. Выполнять процедуру необходимо при помощи деревянных скребков или ветошью в прогретом состоянии.
На следующем этапе вы должны отрезать трубы под прямым углом при помощи специальных ножниц.
Далее необходимо приступить к очистке поверхностей, подвергающихся сварке. Используемые для этого вещества должны соответствовать типу трубы. Работая с изделиями, армированными алюминием, для очистки участка сварки нужно применять специальные зачистные устройства. Если в трубе в качестве защитного слоя присутствует стекловолокно, то зачищать ее не обязательно
Отдельное внимание нужно уделить средству, которое используется в качестве обезжиривателя
Важно выбирать исключительно этиловый, изопропиловый или изобутиловый спирт. Использовать в качестве обезжиривателя водку, ацетон, бензин нельзя, поскольку поверхность изделия попросту разрыхлится
Использовать в качестве обезжиривателя водку, ацетон, бензин нельзя, поскольку поверхность изделия попросту разрыхлится.
После того, как поверхность будет хорошо очищена и обезжирена, нужно одновременно надеть фитинг (муфту) и трубу на сварные насадки.

Длительность прогрева деталей учитывается исходя из диаметра труб. Примерные цифры представлены в таблице.








| Ширина сварочного пояса, мм | Диаметр трубы, мм | Время нагрева, секунды | Время остывания, минуты | Время соединения, секунды |
| 33 | 110 | 50 | 8 | 12 |
| 30 | 90 | 40 | 8 | 11 |
| 28 | 75 | 30 | 8 | 10 |
| 26 | 63 | 24 | 6 | 8 |
| 23 | 50 | 28 | 4 | 6 |
| 20 | 40 | 12 | 4 | 6 |
| 18 | 32 | 8 | 4 | 6 |
| 15 | 25 | 7 | 2 | 4 |
| 14 | 20 | 6 | 2 | 4 |
Температурный режим задается на панели прибора для сварки полипропиленовых труб. Если применяется утюг, то температура должна равняться 260°С. Для того, чтобы нагревательный элемент достиг нужной температуры потребуется примерно 6-8 минут. После того, как материал станет пластичным, детали нужно снять с насадок и вставить на необходимую глубину одну в другую.

Пайка полипропиленовых труб своими руками – процесс, который требует максимальной сосредоточенности на работе, иначе малейшая оплошность может привести к некачественному соединению
Поэтому очень важно, чтобы описываемая процедура — пайка полипропиленовых труб, инструкция его технологии были выполнены с точностью




