Очистка поверхностей элементов соединения
Для очистки поверхностей труб и муфты непосредственно перед сваркой используются специальные растворители. Рекомендуется применять неразбавленные быстроиспаряющиеся средства. В качестве материала нанесения можно использовать обезжиривающие салфетки. Есть и некоторые ограничения по использованию чистящих средств для полипропилена. Так, не допускается обработка водоспиртовыми составами, так как их покрытие может ухудшить качество формируемого стыка. Обезжириванию подвергается исключительно зона будущей сварки. Чтобы муфта электросварная заняла и сохраняла в процессе сварки оптимальное для соединения положение, контуры и фиксации должны быть помечены маркером. При этом его след с чернилами не должен попадать прямо в сварочную зону.
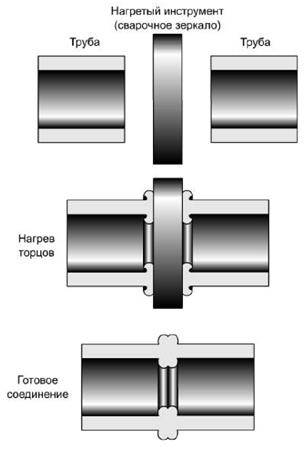
Метод сварки встык
Данный метод позволяет соединять полиэтиленовые трубы сварным швом при помощи специального оборудования для сварки в стык. Сварной шов (или «стык») равен по прочности на разрыв самой полиэтиленовой трубе. Сваркой нагретым инструментом соединяют ПЭ трубы диаметрами от 50 мм до 1600 мм включительно. Стандартные технологические режимы сварки рассчитаны на работы при температуре воздуха от -10оС до +30оС. Если температура воздуха на улице выходит на рамки стандартных температурных интервалов, то сварку полиэтиленовых труб необходимо проводить в укрытие, для соблюдения технологических параметров. Сварку напорных ПНД труб встык разделяют на два основных этапа: подготовительные работы и непосредственно сама сварка. Подготовительный этап включает в себя:
- проверку работоспособности и подготовку к работе сварочного оборудования,
- подготовку места для размещения сварочного оборудования,
- выбор необходимых параметров для сварки,
- закрепление ПЭ труб и центровка в зажимах сварочного аппарата,
- механическую обработку торцов свариваемых поверхностей у труб или деталей.
При подготовке оборудования подбираются вкладыши и зажимы, соответствующие диаметру свариваемой трубы. Рабочие поверхности нагревателя и инструмента для обработки ПЭ труб должны быть очищены от грязи и пыли. Работоспособность оборудования проверяется при визуальном осмотре узлов и комплектующих сварочного аппарата, а также при контрольном включении. У сварочной машины проверяют плавность хода подвижного зажима центратора и работу торцевателя. Размещение сварочного оборудования производят на заранее подготовленной и расчищенной площадке или трассе трубопровода после складирования на ней ПЭ труб. Если необходимо, то место сварки защищают при помощи тентов, чтобы оградиться от атмосферных осадков, песка и пыли. В сырую погоду рекомендуется устанавливать сварочное оборудование на деревянные щиты. А свободный конец полиэтиленовой трубы рекомендуется закрывать инвентарными заглушками для предотвращения сквозняка внутри трубы во время сварки.
Сборку свариваемых напорных ПНД труб и деталей, включающую установку, центровку и закрепление свариваемых концов, производят в зажимах центратора сварочной машины. Зажимы сварочного аппарата для ПЭ труб стягивают так, чтобы предотвратить проскальзывание труб и устранить, в пределах возможного, овальность на торцах. При сварке ПЭ труб большого диаметра встык, так как они обладают достаточно большим собственным весом, под свободные концы подставляют опоры, чтобы выровнять трубу и не дать возможности смещения свариваемого конца трубы. Последовательность проведения процесса сварки:
- вначале замеряют усилие необходимое для перемещения подвижного зажима с закрепленной трубой,
- устанавливают между торцами труб нагреватель, разогретый до необходимой температуры,
- проводят процесс оплавления, прижимая торцы ПЭ труб к нагревателю, создавая необходимое давление,
- торцы сдавливают некоторое время (по технологии сварки для данной полиэтиленовой трубы) до появления первичного грата высотой от 0,5 до 2,0 мм,
- после появления первичного грата снижают давление и выдерживают его в течении времени, необходимого для прогрева торцов труб,
- после окончания процесса прогрева отводят подвижный зажим центратора на 5-6 см назад и удаляют нагреватель из зоны сварки,
- после удаления нагревателя сводят концы полиэтиленовых труб до соприкосновения, создавая давление необходимое для осадки,
- давление осадки выдерживают в течении времени, необходимого для остывания стыка, а после проводят визуальный контроль полученного сварного шва по размерам и конфигурации наружного грата,
- после маркируют полученный сварной шов.
Выбор сварочного аппарата для полиэтиленовых труб
В каждых конкретных условиях эксплуатации необходимо выбирать свой способ сварки, как следствие, и соответствующий аппарат
В этом ракурсе стоит обращать внимание на следующие аспекты:. Водопроводчику, сантехнику в бытовых условиях или даже на производстве не нужен автомат и даже полуавтомат
С высокой долей вероятности ему хватит удобного и недорогого ручного устройства. Для прокладки магистральных трубопроводов важны автоматические станки
Водопроводчику, сантехнику в бытовых условиях или даже на производстве не нужен автомат и даже полуавтомат. С высокой долей вероятности ему хватит удобного и недорогого ручного устройства. Для прокладки магистральных трубопроводов важны автоматические станки.
Домашним мастерам вообще «заморачиваться» не приходится — достаточно приобрести простой паяльник.
Не самым опытным мастерам, которые имеют свободные средства, можно купить и полуавтомат. Результат будет качественным, а работа простой.
Если предполагается приобретать электромуфтовый аппарат, то будьте готовы тратиться на расходные материалы. При некачественных электромуфтах даже самое технологичное оборудование не поможет.
В заключение стоит напомнить, что к выбору важно подходить максимально серьезно и ответственно. Не стоит экономить на оборудовании, от надежности и характеристик, которого зависит качество выполненных работ
Способы сварки
Профессиональные монтажники трубопроводных систем различают несколько видов сварки пэ труб:
- стыковая сварка;
- сварка в раструб;
- электромуфтная сварка.
Стыковая сварка
Такой способ сварки считается наиболее распространенным типом соединения труб. Это обуславливается относительной дешевизной метода (паяльник для стыковой сварки имеет небольшую стоимость) и возможностью соединять трубы различных диаметров от 0,5 см до 120 см.
Для стыковой сварки потребуется пройти несколько этапов:
- подготовить трубы: нарезать в размер и снять фаску с концов;
- разогреть аппарат для сварки труб ПЭ;
- вставить концы труб в подготовленное оборудование и нагреть до нужной температуры;
- одновременно снять оба стыка и соединить между собой;
- подержать до остывания соединения.
Технология стыковой сварки
Сварка в раструб
Такой способ сварки не получил широкого распространения, хотя соединение труб является надежным. Сварка в раструб подразумевает соединение трубы не напрямую с другой трубой, как при сварке встык, а сварка с муфтой. Так как требуются дополнительные фитинги, то процесс, соответственно, становится дороже.
Наиболее часто такой способ применяется для монтажа трубопровода внутри помещения и при наличии большого количества различных изгибов и ответвлений.

Сварка в раструб
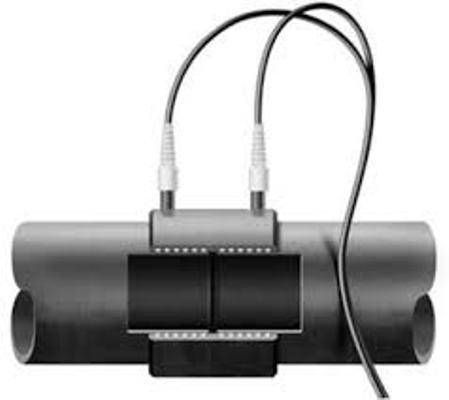
Электромуфтовая сварка
Электромуфтная или электромуфтовая сварка производится с помощью сварочного аппарата и специальных электромуфт. Такой способ соединения труб преимущественно применяется для монтажа длинных трубопроводов, когда произвести сварку встык невозможно и в зонах сейсмической активности.
На место соединения труб надевается муфта, которая подключается к станку для сварки и нагревается вместе с концами труб.
Электромуфтное соединение
Выбор наиболее подходящего метода сварки труб из полиэтилена обуславливается конструкцией системы и воздействием внешних факторов.
Необходимое оборудование для соедимнения
Выполнение каждого из методов соединения требует наличия определенного инструмента:
- Паяльника;
- Фасонные детали с электроспиралями.
Выбирая паяльник для сварки следует помнить, что они подразделяются в зависимости от формы рабочего органа на:
Приборы первого типа обычно используются для сварки труб встык в труднодоступных местах. Независимо от того какой из паяльников будет выбран необходимо учитывать и его мощность. Этот параметр подбирается следующим образом. Диаметр трубы в мм умножают на 10. Если предполагается соединение элементов диаметром в 50 мм, то следует приобретать паяльник мощностью в 500 Вт.
Современное оборудование для сварки ПНД труб сложно представить без электронной начинки. Имеется она и в паяльниках. Большинство моделей оснащены электронной регулировкой, позволяющей точно устанавливать температуру нагрева.
Для сварки ПНД труб также потребуются насадки к паяльнику. Они выпускаются с двумя видами покрытия:
Причем последнее отличается наиболее высокими прочностными характеристиками. Выбирая инструмент для выполнения сварки ПНД труб своими руками нужно помнить, что качественный шов можно получить только при использовании качественного оборудования.
Разъемное соединение и фитинги для него
Монтаж труб с использованием муфт не всегда отличается высокой надежностью, но все же используется довольно часто.
Такой способ имеет свои преимущества:
- Во-первых, для его выполнения не требуются специальные инструменты, может потребоваться только гаечный ключ и то при работе с тубами большого диаметра.
- Во-вторых, разъемное соединение может быть выполнено в местах, где сварка невозможна, например, под водой.
- В-третьих, этот способ рассчитан на быструю сборку трубопровода.
Для такого соединения могут использоваться латунные или фитинги ПНД сварные компрессионного типа в комплекте с заглушками и гибкими уплотнителями. Процесс подготовки аналогичен выполняемому при сварке.
Следующий шаг – то подготовка фитинга. Для этого отворачивается накидная гайка на несколько оборотов и в уплотнитель с усилием вставляется труба. Далее надевается цанга с эластичным кольцом и затягивается гайка.
Существует два способа выполнения разъемного соединения:
- Раструбное, с использованием резиновых уплотнителей;
- Фланцевое при помощи монтажных элементов.
Специалисты рекомендуют использовать второй способ, как более надежный и практически не уступающий сварке.
Монтаж труб с соединительными муфтами
Этот метод весьма надежный, а кроме того, он выполняется просто и не требует больших финансовых затрат. Сварные муфты ПНД выполняются из полиэтилена, поэтому имеют невысокую стоимость, но в то же время устойчивы к механическим воздействиям и перепадам температур.







Различные схемы соединения и виды фитингов
Еще одним плюсом использования таких соединительных элементов является их универсальность. Они могут применяться для сборки различных трубопроводов. Кроме того, для монтажа ПНД и металлических труб выпускаются специальные переходные муфты.
Каких ошибок следует избегать
Чтобы выполнить монтаж ПНД труб самостоятельно нужно иметь элементарные познания в сантехнике. Это поможет избежать ошибок при сборке. Одним из самых важных моментов является линейное расширение трубопровода. Без его выполнения в трубах возникает высокое напряжение, приводящее к уменьшению длительности эксплуатации системы.
Таблица технологической паузы
Если предполагается скрытая прокладка, то прежде, чем приступать к цементированию, необходимо увернуть трубы в изоляционный материл. Точно также поступают и при прокладке водопроводной системы, что позволяет избежать образования конденсата на поверхности. Выполняя сварку ПНД труб, нужно соблюдать определенные правила. Одним из них является умеренное затягивание переходников, чтобы избежать нарушения целостности системы.
Учитывая все перечисленные выше нюансы можно выполнить монтаж ПНД труб своими руками, не прибегая к услугам специалистов.
Качественное соединение гарантирует герметичность и долговечность трубопровода
Здравствуйте. Сегодня расскажу о том, как выполняется сварка труб ПНД при построении бытовых и промышленных трубопроводов. Тема представляет немалый интерес, так как трубы из полиэтилена низкого давления становятся все более востребованными по причине доступной стоимости, высокой прочности и продолжительного эксплуатационного ресурса.
Как выбрать ручной аппарат
 Если выбираемое оборудование планируется использовать в бытовых условиях, то лучше всего устанавливать выбор на ручных аппаратах, которые можно использовать для сварки труб, достигающих в диаметре 4 см. На фоне присущих им характеристик эти модели отличаются доступной ценой и достаточной функциональностью.
Если выбираемое оборудование планируется использовать в бытовых условиях, то лучше всего устанавливать выбор на ручных аппаратах, которые можно использовать для сварки труб, достигающих в диаметре 4 см. На фоне присущих им характеристик эти модели отличаются доступной ценой и достаточной функциональностью.
Принимая окончательное решение, потребитель должен помнить о том, что доступные на рынке насадки, которые можно использовать для аппаратов больших размеров, создают определенный дискомфорт при ручной сварке. Хотя в теории это и можно реализовать, однако все же обеспечить качественный результат при сварке труб, диаметр которых превышает 4-6 см, с использованием ручного аппарата довольно затруднительно.
Также необходимо обращать внимание и на такой параметр, как комплектация ручного инструмента. Прилагаемый к изделию «чемоданчик» может содержать не только насадки разного диаметра, но и набор предметов, которые могут найти применение в бытовых условиях:
- специальные перчатки;
- отвертки;
- гаечные ключи;
- уровень;
- рулетка;
- ножницы;
- другие предметы.
Также на этапе выбора необходимо обращать внимание на цену выбираемого оборудования. В продаже можно встретить модели, стоимость которых может составлять порядка 1 500-20 000 рублей
ЗУБР АСТ-800
Паяльный аппарат служит для сварки пластиковых деталей. Мощность в 800 Вт обеспечивает быстрый старт прибора и хороший темп склейки. Нагревательные насадки с антипригарным покрытием из тефлона предназначены для труб разного диаметра. Прилипание расплавленного пластика исключено. Корпус сварочной машинки оборудован индикаторами оповещения о включении в сеть и нагреве. Все детали хранятся в металлическом ящике, что исключает их потерю при транспортировке. Рукоятка из резины способствует надежному хвату. Устойчивость конструкции обеспечивается прилагаемой подставкой.
Покупатели данной модели выделяют следующие плюсы:
- Большой набор отличных сменных головок;
- Хорошо разогревается;
- Имеет дешевую стоимость;
- Надежен в использовании.
Также отмечают и минусы:
- Крупная и тяжелая конструкция;
- Корпус нагревается;
- Неудобная квадратная подставка.
Контроль качества – проверяем результат работы
Данная процедура проводится после окончания всех работ и призвана выявить наличие возможных дефектов, которые могли возникнуть в процессе монтажа трубопровода. Следует отметить, что под такое понятие как дефект, подходят неоднородности микро и макро типа. Данные «неприятности» могут возникнуть в результате нарушения технологии сварки и сборки.
Рекомендуем! Ручная дуговая сварка в среде аргона
Дефекты подразделяются на два типа:
- внутренний тип;
- внешний.
Также, необходимо отметить такой тип брака, как разрушающий и неразрушающий – они возникают в процессе воздействия сварного соединения на полиэтилен.
Сама проверка качества производится лабораториями, экспресс-методами, и специальными организациями, которые имеют сертификат отраслевого испытательного центра (проводят углубленные исследования). Если трубопровод прокладывался мастером в домашних условиях, то достаточно проверки швов на герметичность – производится пробный пуск воды и производится наблюдение за системой в течении 2-3 дней.
Сварочное оборудование для электромуфтовой сварки — применение, описание, видео
Электромуфтовое оборудование применяется для монтажа ПНД труб диаметром от 20 до 1200 мм с использованием электросварных фитингов.
Сварочный процесс осуществляется путем нагрева металлических спиралей впаянных в фитинг. Вследствие нагрева спирали, полиэтилен, в местах соприкосновения со свариваемыми элементами, плавится и образует единую однородную массу, которая при остывании и кристаллизации, образует герметичное соединение рассчитанное на постоянное давление до 16 атмосфер при транспортировке жидкостей и до 10 атмосфер при транспортировке газа.
Описание электромуфтового сварочного оборудования
1. Моноблок со встроенным дисплеем и пультом управления. Необходим для полного контроля и управления сварочным процессом. В зависимости от производителя и модели, может оснащаться системой протоколирования с автоматическим протоколированием до 10 000 протоколов.
2. Сканер пистолет, считывающий карандаш. Используется для считывания информации со шрих-кода электросварного фитинга. В зависимости от производителя и модели может иметь только ручной ввод данных со шрих-кода фитинга.
3. Сварочный кабель с контактами. Применяется для подачи напряжения на клеммы фитинга.
Видео. Процесс сварки с применением электромуфтового сварочного оборудования:
Нужна более подробная информация по сварочному оборудованию?
Свяжитесь с нами любым удобным для Вас способом
| По телефонам:+7 (909) 308-08-89+7 (960) 048-29-96 | По электронной почте:info@tattruba.ru | По факсу:+7 (843) 279-91-23 |
Способы соединения полиэтиленовых труб и их особенности
Существует несколько способов сварки ПНД труб, которые отличаются технологическими особенностями, применением различной аппаратуры и инструментов. Самыми востребованными методиками являются:
- сварка встык;
- электромуфтовый способ пайки;
- сварка враструб.
Стыковой метод
Востребованность стыкового метода сварки обусловлена дешевизной работ, низкой стоимостью приборов и широким диапазоном диаметров труб, которые можно соединить (5 -1200 мм).
Поэтапно технология выглядит так:
Подготовительные манипуляции. Нарезание труб необходимой величины, снятие фасок (скошенных краев трубы, которые препятствуют ровному соединению).
Выбор подходящих насадок и их монтаж в агрегат для пайки.
Разогрев прибора до оптимальной температуры.
Размещение окончаний труб на насадках и прогрев до необходимой температуры.
Одномоментное снятие срезов и их соединение между собой
Важно проследить за ровным соединением срезов и их фиксацией до застывания материала.
При качественно проведенных манипуляциях на выходе получится герметичное соединение пластика без каких-либо дефектов.
Сварка враструб
Технология сварки враструб менее распространена, чем сварка встык, но также надежна.
В процессе пайки срезы труб соединяют посредством пластиковых муфт — соединительных элементов трубопровода, которые необходимы для укрепления участков стыков и облегчения процесса сборки конструкции.
Рекомендуем ознакомиться: Для чего нужен вентиляционный грибок и как его установить?
Сварка враструб подходит для внутренних работ по обустройству коммуникационных систем.
Электромуфтовый способ
Данный метод сварки подразумевает применение специализированного оборудования – электрической муфты (аппарата для сварки ПНД труб с применением муфт и закладного нагревательного элемента).
Процесс выглядит следующим образом: электрическая муфта надевается на оба среза, которые необходимо скрепить, подключается к аппарату для сварки и нагревается, затем образовавшийся на стыке шов остывает.
Сварка труб
Стыковую сварку можно применять к полиэтиленовым трубам, состоящими из идентичного материала и обладающими одинаковыми поперечными сечениями. Аппарат стыковой сварки ПНД труб применяется для изделий, толщина стенок которых не менее 0,5 сантиметра. Температура при сварке находится в диапазоне – от минус 15 до 45 градусов.








Перед началом процесса следует проверить овальность соединяемых труб. Она должна находиться в пределах нормы. Одинаковым должен быть диаметр и толщина стенок. Чтобы трубы были установлены в необходимом положении, требуется механическая обработка их торцов. Это можно сделать с помощью торцевателя, который в своем составе содержит аппарат для стыковой сварки ПНД труб. Обрезка осуществляется таким образом, чтобы была возможность плотного соприкосновения торцов деталей.
Ручные зеркала
Сварка ручными нагревательными элементами подходит для новичков, однако ее нельзя воспринимать как полноценную операцию по соединению изделий из ПНД. Надежная сварка напорного трубопровода требует точного выравнивания труб относительно друг друга, тщательной обработки деталей торцевателем и соблюдения равномерного прижимного усилия соединяемых частей.
Ручные зеркала нельзя использовать при сварке труб ПНД, которые будут транспортировать твердые, жидкие и газообразные среды под давлением.
Преимущества ручных нагревателей – небольшой вес, микропроцессорный регулятор температуры и поверхность из тефлонового покрытия, которая не допускает прилипания составных деталей и повышает износостойкость.
Сварка ПНД труб имеет свои нюансы и тонкости. Для ее выполнения необходимы особые знания, навыки и опыт работы в этой области
Перед проведением работ важно уметь определить оптимальный способ сварки в зависимости от ситуации. От этого зависит качество, надежность и долговечность всей итоговой конструкции
Сварочное оборудование для полиэтиленовых труб
Современный ассортимент оборудования для сваривания полимерных труб разнообразен и богат. Он классифицируется следующим образом:
- в зависимости от условий эксплуатации и области применения;
- по качеству сварного соединения;
- по мощности;
- по назначению;
- по габаритным размерам и т. д.
При сваривании полиэтиленовых труб встык требуется стыковое сварочное оборудование. Инструмент для стыковой сварки бывает:
- ручным;
- полуавтоматическим;
- автоматическим.
Рассмотрим особенности каждого вида более подробно:
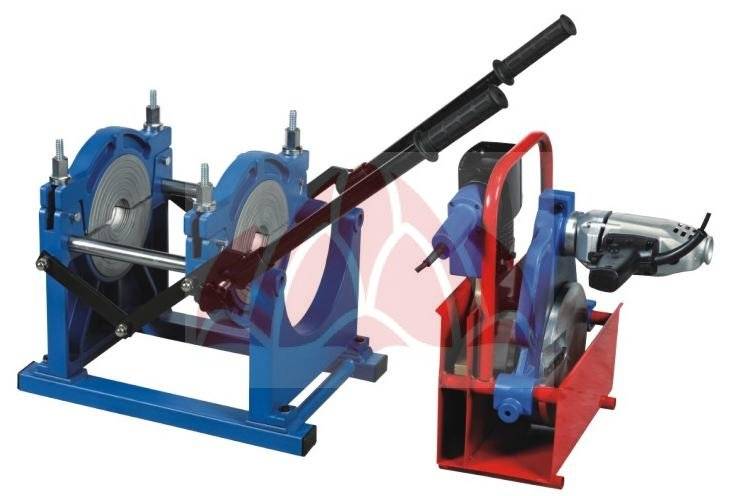
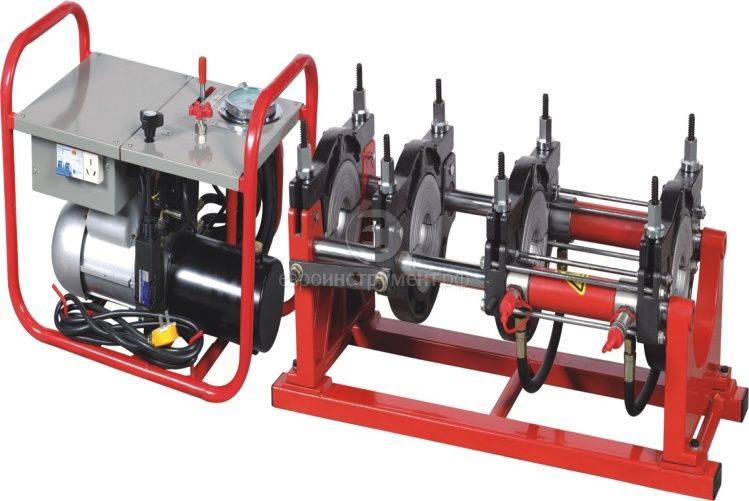
- Ручное оборудование для сварки полиэтиленовых труб подходит для стыкового сваривания труб небольшого диаметра. Параметры сварки выставляются сварщиками согласно таблицам сварки, а сам процесс сваривания труб происходит вручную.

Ручной сварочный аппарат
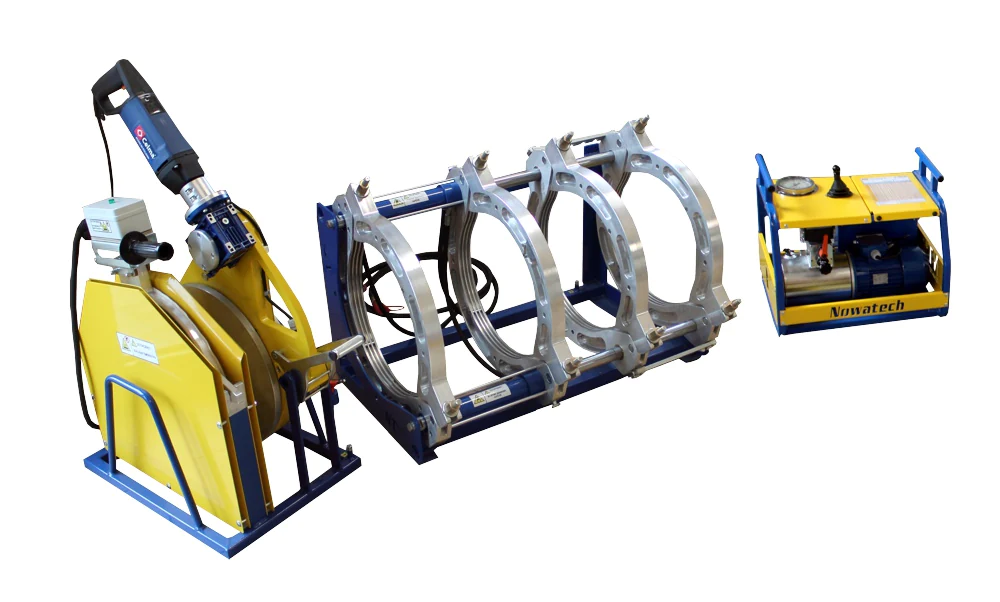
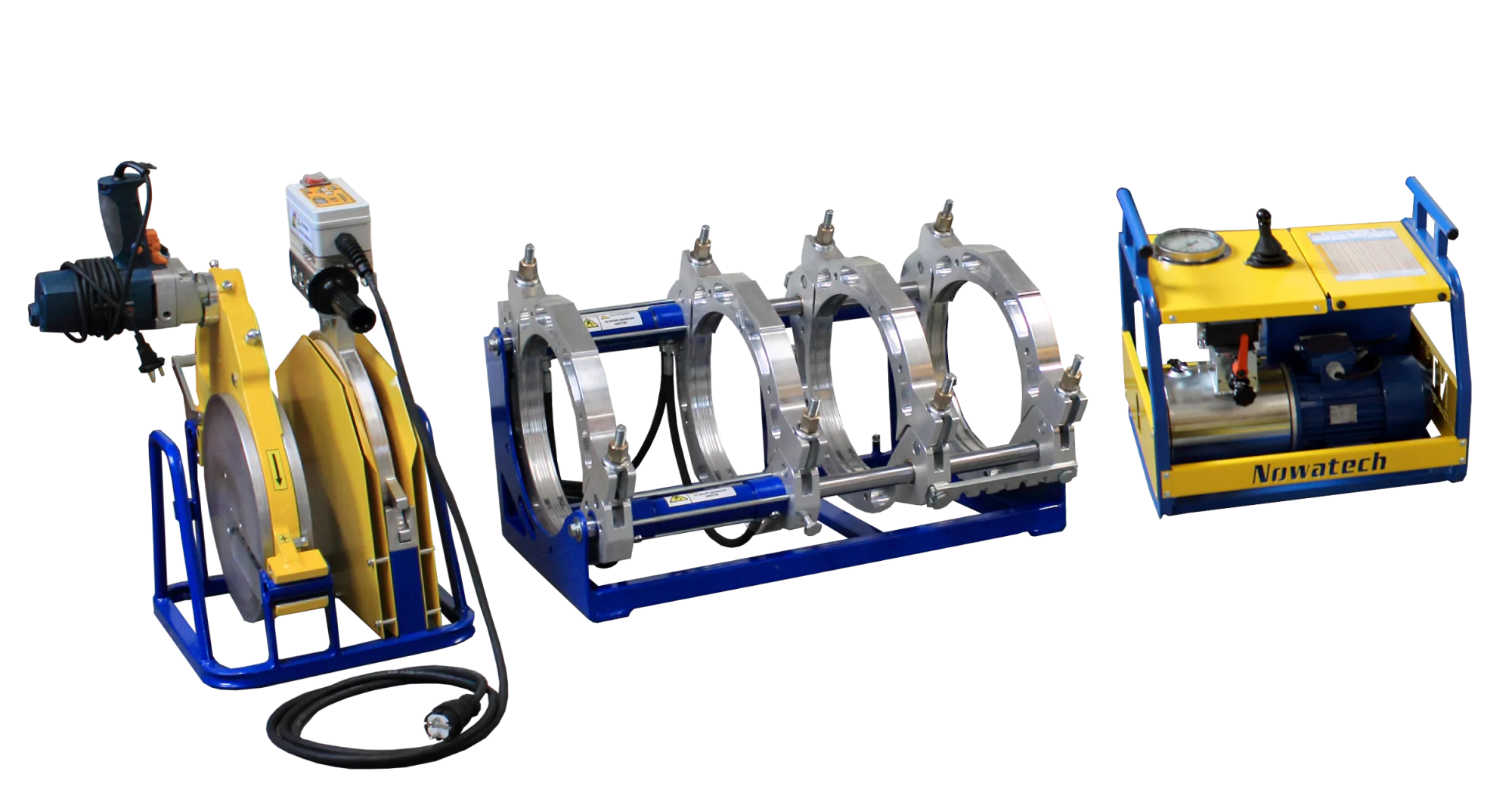
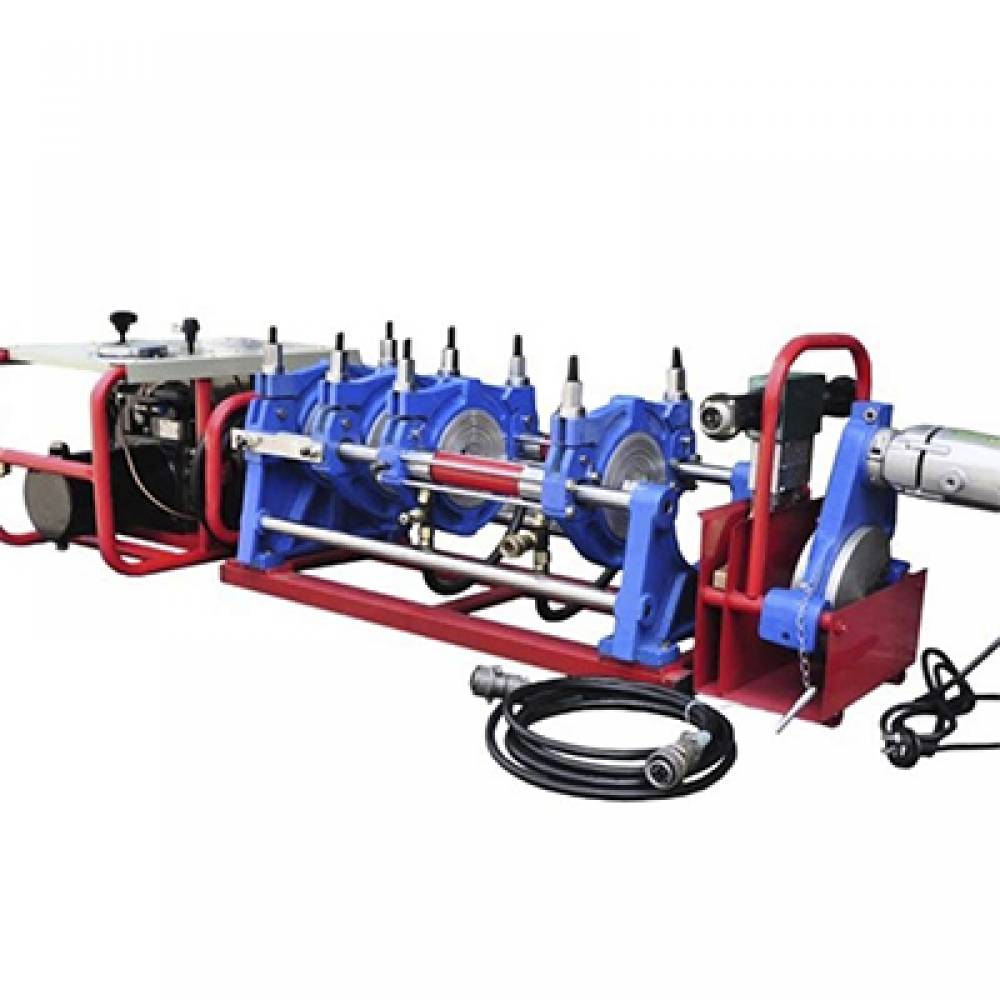
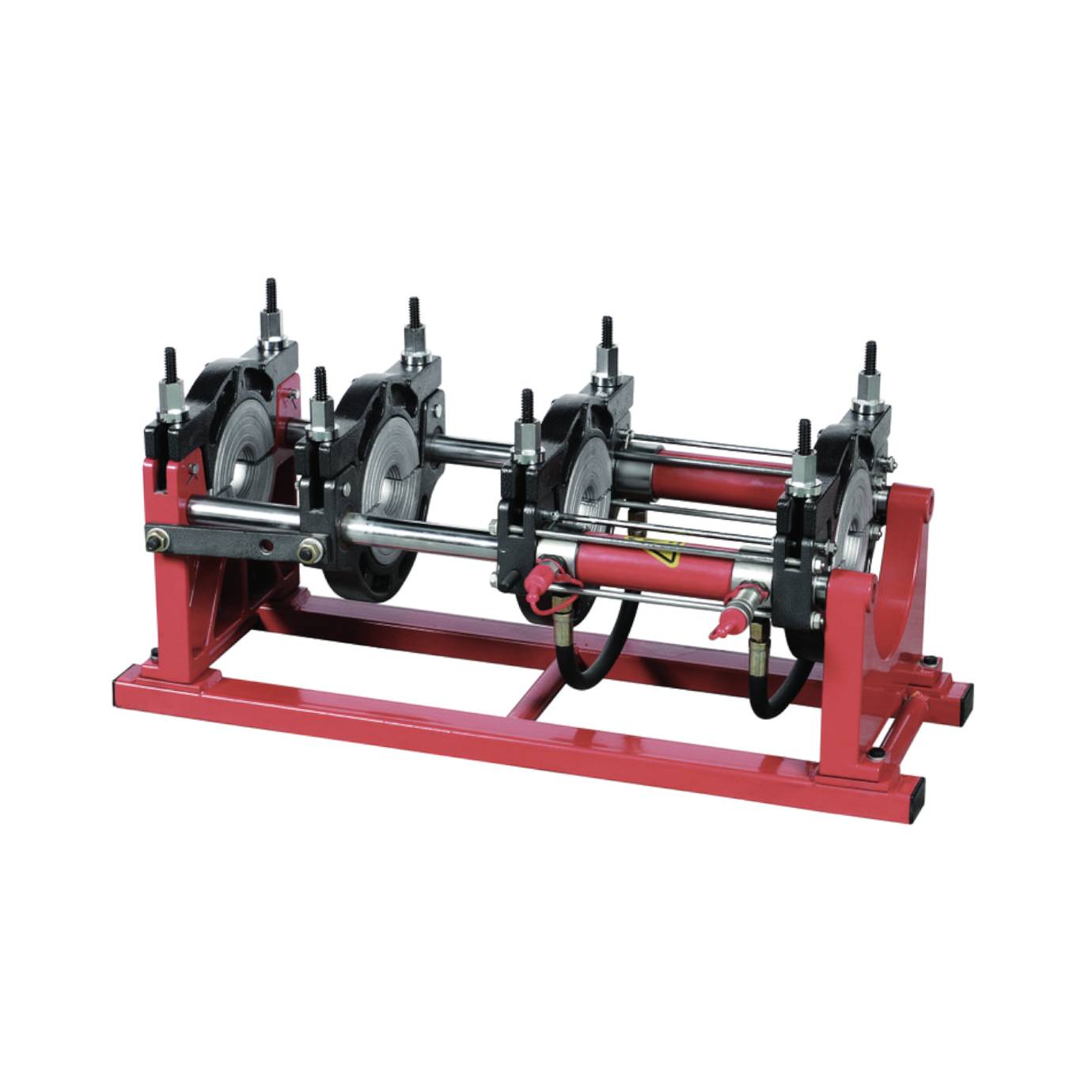
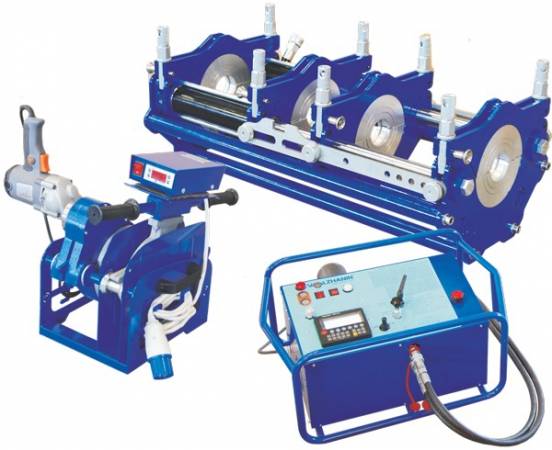
- Конструкция полуавтоматических агрегатов включает в себя гидравлическую систему. Параметры сварки при работе с таким оборудованием задаются сварщиками вручную, но соединение труб осуществляется посредством гидравлического центратора: это ведет к упрощению и облегчению человеческого труда. Полуавтоматическое оборудование позволяет сваривать полиэтиленовые трубы большего диаметра.

Полуавтоматический аппарат для сварки
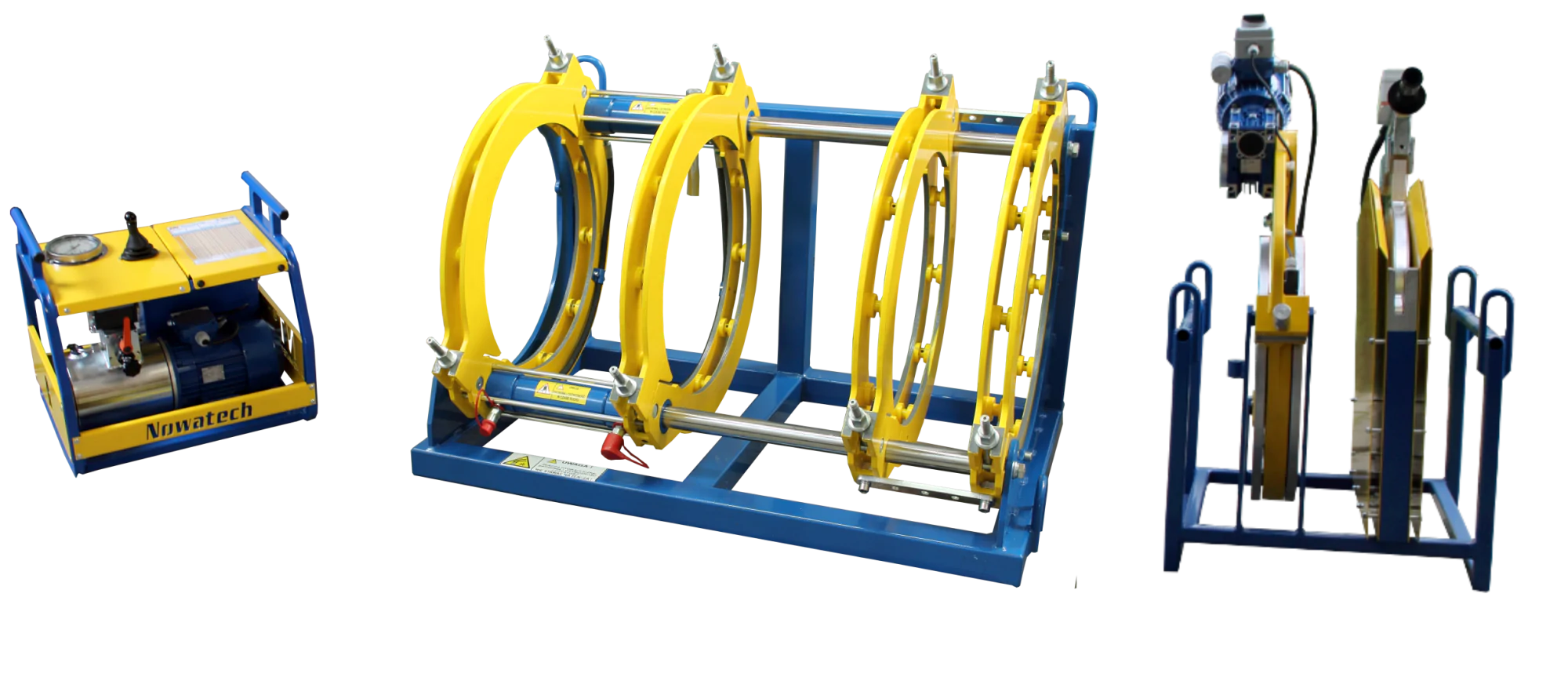
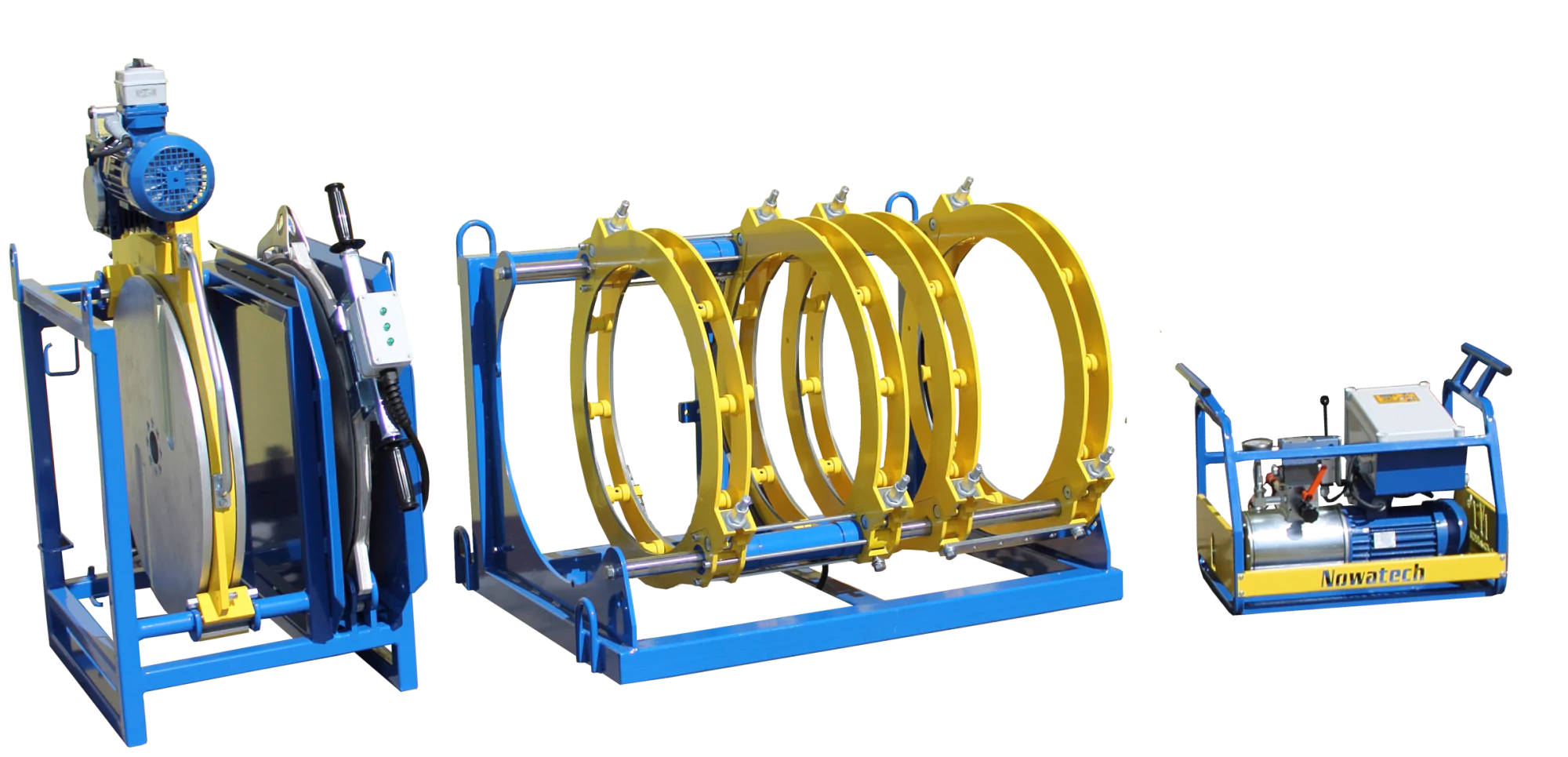
- Самым передовым сварочным оборудованием считается автоматическое сварочное оборудование для полиэтиленовых труб, например, SUVI или CNC-машины. Процесс сварки в данном случае полностью автоматизирован и происходит благодаря компьютерному управлению: после введения сварщиком характеристик труб (диаметр, материал изготовления, SDR) режим сварки устанавливается автоматически. Процесс сваривания протекает также самостоятельно, без человеческого вмешательства.
Совет от профессионала:
Работы на автоматическом оборудовании позволяют исключить ошибки, которые возможны при ручном выставлении параметров сварки, что ведет к улучшению качества свариваемости шва и выгодно отличает такой агрегат от других видов сварочных стыковых аппаратов.

Аппарат с нагревательным элементом автоматического типа
Критерии выбора
При выборе паяльника следует обращать внимание не только на его стоимость и бренд, но и на технические качества. Итак, что необходимо учитывать?
Электрическая мощность
Основной характеристикой, на которую стоит обращать внимание при выборе паяльника, является его мощность, поскольку от этого зависит максимальный диаметр труб и последующая их сварка. К примеру, инструмент на 1,5 кВт способен соединять трубы от 20 до 50 мм, а вот более мощный прибор на 1,7 кВт, может спаять детали до 63 мм
К примеру, инструмент на 1,5 кВт способен соединять трубы от 20 до 50 мм, а вот более мощный прибор на 1,7 кВт, может спаять детали до 63 мм.
В комплекте с инструментом идет специальный чемодан и дополнительные инструменты
Комплектация устройства
Паяльники выпускаются в виде комплектов со вспомогательными приспособлениями и приборами. Они поступают в продажу вместе с основным устройством в специальном кейсе.
Комплектация зависит от модели и марки производителя. Но, чаще всего в набор входят:
- подставка или струбина для паяльника;
- насадки различного диаметра;
- ключи для замены деталей;
- резак;
- рулетка;
- уровень;
- маркер.
Наличие терморегулятора и его конструкция
Терморегулятор отвечает за установку и поддерживание рабочей температуры. Мастер может выставить диапазон от 220 до 350 градусов.
Благодаря встроенному терморегулятору, мастеру не придется регулярно своими руками выстраивать нужную температуру
Соотношение цены и качества
Оборудование с одинаковыми техническими параметрами у разных производителей стоит по-разному. Цена определяется репутацией бренда, типом аппарата и комплектацией.
Лидерами на этом сегменте рынка являются зарубежные компании: Rothenberg, Dytron, Brima, Kern и Candan. Среди отечественных производителей спросом пользуются товары «Энкор», «Энергомаш», «Калибр».
Среди специалистов существует негласный рейтинг стран-изготовителей сварочных приборов для пластиковых труб.
Первенство по праву принадлежит европейским брендам Rothenberg (Германия) и Dytron (Чехия).
Цена на чешские паяльники Dytron базовой комплектации стартуют от 200 у.е., что в 3-4 раза дороже аналогичных моделей турецкого или китайского производства
Несмотря на дороговизну, европейские товары удерживают лидерство продаж благодаря надежности, прочности, неприхотливости и удобству эксплуатации. Оборудование отличается легким весом, компактностью, механической выносливостью, длительным периодом службы и многообразием модельного ряда.
Достойная альтернатива чешским и немецким аппаратам – ручные паяльники турецкого производства. Хорошо себя зарекомендовали: Candan, Cobra и Valtec.
Умеренная ценовая политика (от 30-40 у.е.) наряду с хорошими технико-эксплуатационными характеристиками вывели Candan в топ-продаж среди паяльников ПП-труб бытового пользования
Наиболее доступную ценовую нишу занимают китайские и российские агрегаты. Стоимость дешевых моделей стартует от 15-20 у.е. Качество исполнения часто «хромает», непостоянностью работы отличаются термостаты – разброс показаний достигает 10°. Такая погрешность чревата разгерметизацией спаянных элементов.







Однако среди китайско-российской сборки встречаются конкурентоспособные аппараты, например, паяльники «Энергомаш», Wester и Sturm (немецкая разработка, производимая в Китае).
Стыковое соединение
Особенность работы аппаратом стыковой сварки заключается в следующем. Полипропиленовые изделия должны быть одинакового диаметра и толщины. Торцы труб должны быть идеально зачищены и плотно прилегать друг к другу.
Они должны быть соосны и иметь возможность перемещения вдоль оси под действием мышечных усилий человека, электрических или гидравлических сил.
Технология
Сначала соединяемые торцы полимерных труб одновременно нагревают до температуры плавления пластика, затем плотно соединяют.
Расплавленный пластик из разных деталей взаимопроникает друг в друга при сжатии. В этом положении трубы фиксируют до полной полимеризации расплавленного слоя полипропилена. В результате получается монолитное неразъемное соединение.
Процесс выглядит очень простым, так оно и есть при работе с трубами малого диаметра. Но при использовании полипропиленовых изделий среднего и большого диаметра в обязательном порядке потребуется технологическое оборудование.
Только с ним можно обеспечить требуемую чистоту и точность торцов, соосность, необходимое давление для соединения стыка.
Оборудование
Аппарат стыковой сварки в частном домостроении используется редко, разве что при прокладке наружных инженерных сетей.
Внешне он выглядит, как станок. У него есть направляющие, по которым перемещаются хомуты с трубами. Они имеют винтовую или червячную передачу. Для фиксации полипропиленовых труб разного диаметра к хомутам прилагаются секционные вкладыши.
Кроме этого в комплект оборудования входит электромеханический торцеватель, который представляет собой двусторонний дисковый нож. Он одновременно производит зачистку торцов соединяемых труб.
Торцеватель обычно устанавливается на откидном шарнире, но может быть и съемным. Откидных шарниров бывает два, на втором располагается плоский круглый нагреватель. Если он один, то имеется приспособление для крепежа. Шарниры так же устанавливаются на направляющих.
На его место сдвигается нагреватель и устанавливается между стыками. Трубы должны плотно прижаться к нему, но без усилия. Затем производится нагрев стыков до заданной температуры.
На последнем этапе происходит процесс сжатия. Нагреватель убирают, изделия сдвигают навстречу друг другу по направляющим обеспечивающим их соосность. Требуемое давление создается механическим способом через червячную передачу, либо гидравлическим.
Оборудование стыковой сварки дорогое, используется при строительстве магистральных пластиковых трубопроводов среднего и большого диаметра.
Wester DWM 1500LE

Устройство предназначено для соединения труб из термопластика в любом положении. Питается от стандартной электрической сети в 220В. Мощность по техпаспорту составляет 1500 Вт. Подходит к трубам диаметром до 63 мм. Особенностью сварочника является возможность состыковывать детали с разной толщиной стенок. Поддерживает температуру от 0 до 300°С. 6 насадок подходят для самых ходовых труб.
Модель имеет следующие достоинства:
- Подходит для приводящих и отводящих разветвлений ГВС и ХВС;
- Благодаря металлическому кейсу можно упаковывать не до конца остывший паяльник;
- Нагрев регулируется механически;
- Светодиодная индикация способствует визуальному контролю за состоянием машинки;
- Компактные размеры позволяют работать в стесненных условиях.
Недостатки сварочника:
- Шаткая жестяная подставка с некачественным покрытием;
- Необходим перерыв для охлаждения.




