Контроль качества и безопасность работ

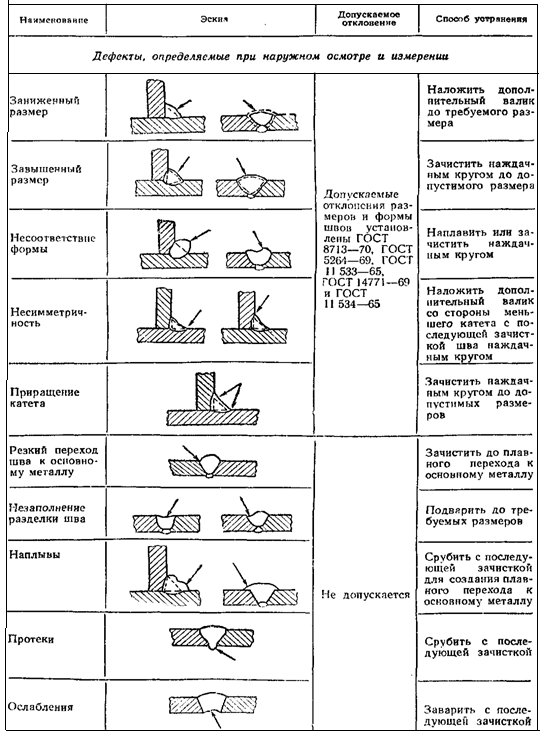
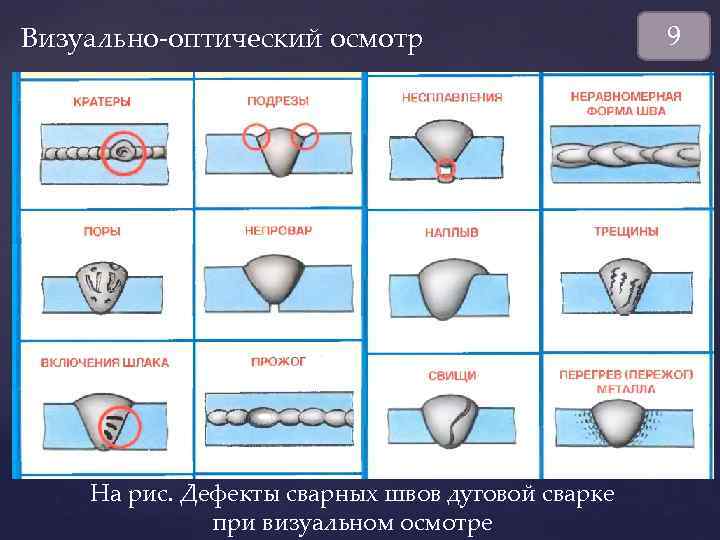
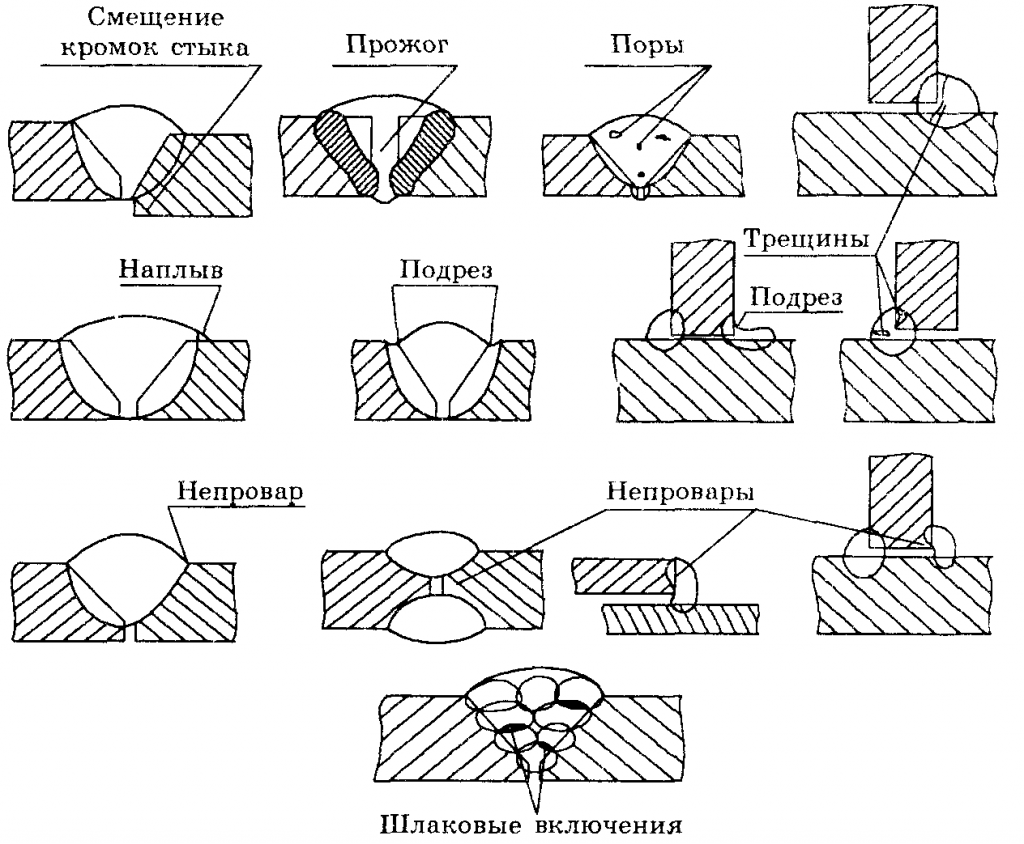
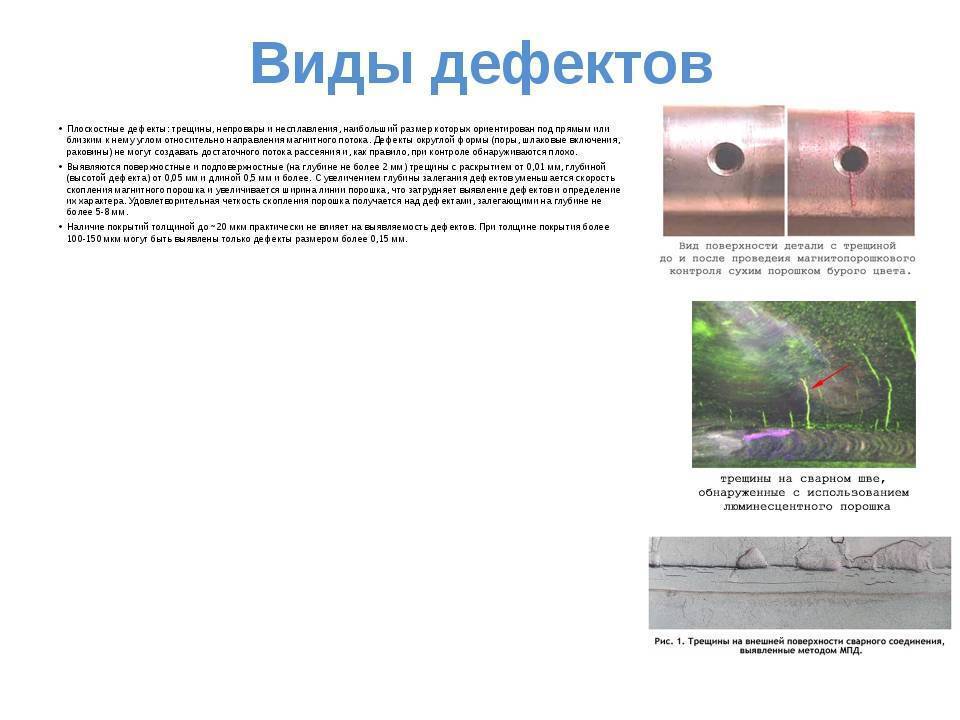
Самым простым и естественным способом контроля качества сварочного шва является его визуальный осмотр, в ходе которого вы сможете выявить не только наличие прожогов, трещин или подрезов, но и обнаружить не полностью проваренные участки.
Перед осмотром подлежащих контролю швов последние должны быть тщательно очищены от шлаков, образовавшихся в ходе сварки. Контроль геометрических размеров швов проводится по стандартным процедурам с использованием щупов, шаблонов и других измерительных приспособлений.
Для защиты от всех этих поражающих факторов необходимо:
- убедиться в надёжности изоляции металлических частей сварочного оборудования;
- организовать заземление корпуса вспомогательных электрических приборов (источников питания);
- использовать только хорошо просушенную спецодежду;
- при сварке использовать защитный щиток, полностью закрывающий лицо оператора.
Подготовка к сварочным работам
Перед началом сварочных работ нужно заблаговременно подготовить все необходимое оборудование и инструменты. Вам понадобится:
- сварка с кабелями и держателем;
- маска (чаще всего забывается);
- рукавицы или краги (холщевые, брезентовые, замшевые);
- щетка по металлу;
- молоточек для удаления шлака.
Визуально проверьте сварочные кабеля, не повреждена ли у них изоляция, иначе может произойти короткое замыкание или возникнет большой риск поражения током. Выберите для себя лучший вариант: сварочная маска или сварочный щиток с ручкой, так как каждый из них имеет свои преимущества (новичкам советуется использовать щиток). Рукавицы ни в коем случае не должны быть из легко воспламеняемого материала или синтетики. При попадании брызг они мгновенно плавятся (воспламеняются), тяжело снимаются и могут прикипеть к коже.
Ошибки в сварной обработке труб

Поскольку на практике просветная сварка труб сложная работа, у начинающих сварщиков часто происходит забраковка деталей. Избавиться от нее без практики и наработки личного опыта невозможно.
Ускорить обучение может разбор теории сварочного дела и стандартов по сварке на просвет.
Далее будут приведены ошибки в просветной обработке труб и способы их предотвращения.
И именно наработка опыта позволит предотвратить появление непроваров в будущем.
Опыт и интуиция важны в просветном сваривании, однако изучение техдокументации к заданию существенно облегчит выполнение работы.
Еще пара советов для предотвращения типичных ошибок:
- Несмотря на сложность, сваривание производится при короткой длине сварной дуги. Даже если хочется облегчить задачу, нельзя менять длину дуги. Сварка уже на среднем значении ухудшит качество соединения.
- В процессе сваривания пруток не отрывается. Отрыв присадочного прутка производится только при необходимости его обновления.
- От детали к детали нужно следить за настройками силы тока.
- Не стоит игнорировать подготовительный этап. Правильная зачистка и разделывание кромок облегчает работу.
- Работа проводится только сухими присадочными прутками.
- Не стоит проводить процесс сварки на просвет во время непогоды.
- Качество оборудования и дополнительных элементов тоже имеет вес в надежности результата.
Сопутствующие элементы и сварочные аксессуары
Чтобы сварочный процесс прошёл идеально, потребуется предусмотреть защитную форму одежды для мастера или иного исполнителя, который знает, как варить дуговой сваркой трубы. Все тело должно быть защищено от случайного попадания искры или иного раскалённого инородного предмета. В качестве предметов спецзащиты используют плотный тканевый материал из брезента, используемый для комбинезона рабочего. Руки, которые чаще всего соприкасаются с раскалёнными предметами, должны быть защищены перчатками из замши или другого плотного материала, который не имеет свойства к прожиганию от раскалённого предмета. Главным атрибутом для защиты лица и глаз, выступают маска с защитным стеклом или очками. Очки и маска должны быть оснащены специальным стеклом, которое предотвращает негативное влияние на область глаз и зрение в момент осуществления сварки.
Осушители газа
Осушители газа применяют при использовании влажного СО2. осушители бывают высокого и низкого давления. Осушитель высокого давления устанавливают до понижающего редуктора. Осушитель имеет малые размеры и требует частой замены влагопоглотителя. Осушитель низкого давления имеет значительные размеры, его устанавливают после понижающего редуктора, он не требует частой замены влагопоглотителя. Такой осушитель одновременно является ресивером газа и повышает равномерность подачи газа. В качестве влагопоглотителя используют силикагель и алюмогель, реже медный купорос и хлористый кальций. Силикагель и медный купорос, насыщенные влагой, поддаются восстановлению путем прокалки при температуре 250-300°С.
Прочие дефекты
Если величина сварочного тока превышает значения, рекомендуемые для данного диаметра проволоки, дуга начинает прорываться сквозь шлаковую корку, и как результат, поверхность наплавленного валика формируется неровной, с грубой чешуйчатостью. Сварочный ток является функцией скорости подачи проволоки. Высокий ток означает, что скорость подачи проволоки является высокой. Исходя из выбранного диаметра проволоки, также устанавливается и требуемое напряжение на дуге. Если для выбранного сварочного тока напряжение на дуге окажется недостаточным, то результатом такого соотношения будет нестабильная дуга.


Назад в раздел
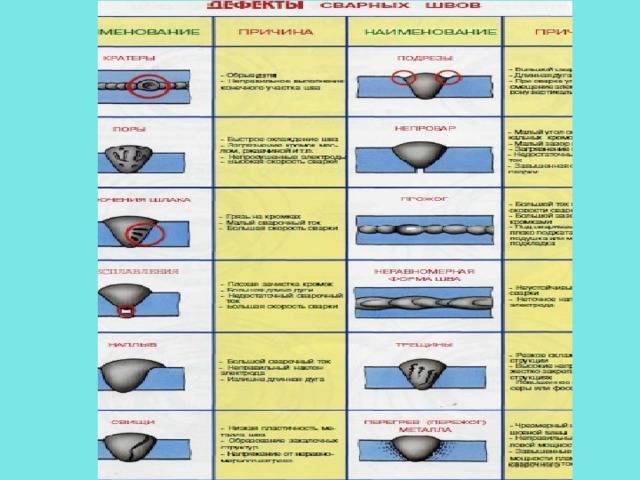
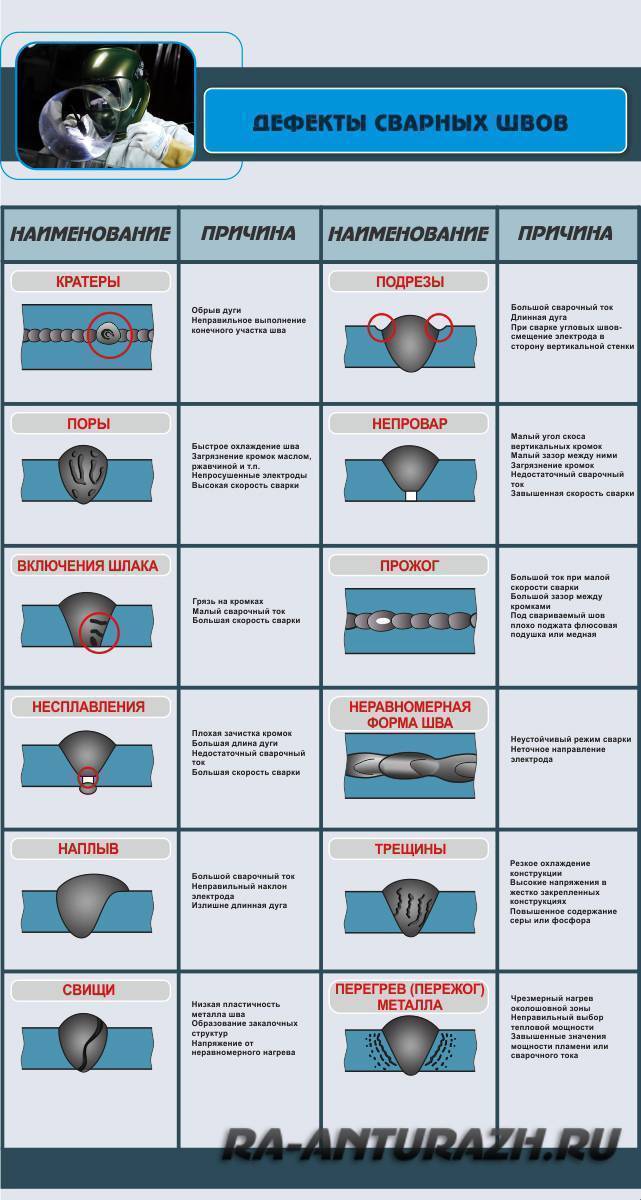
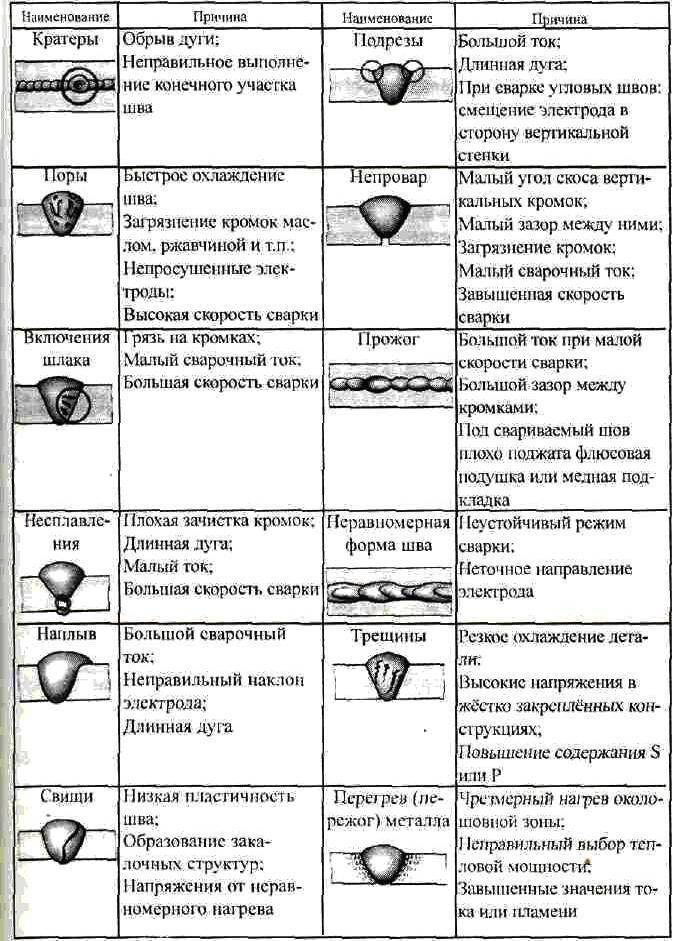
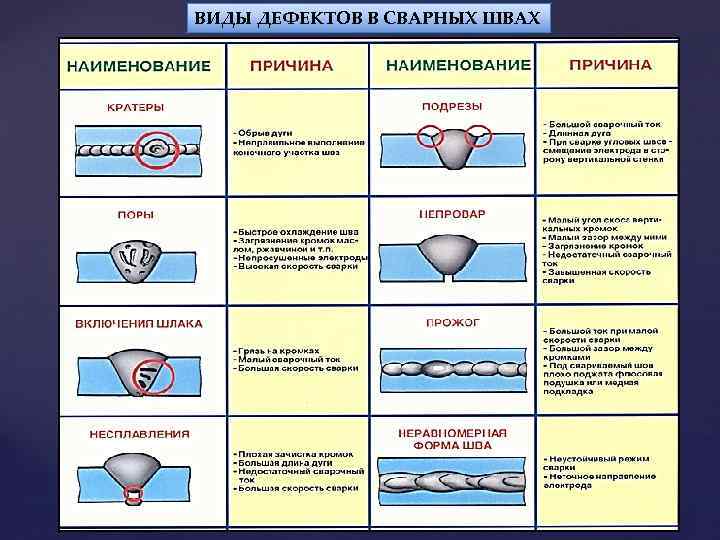
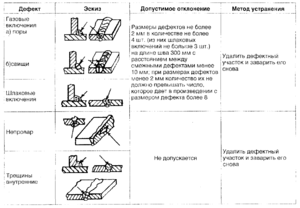
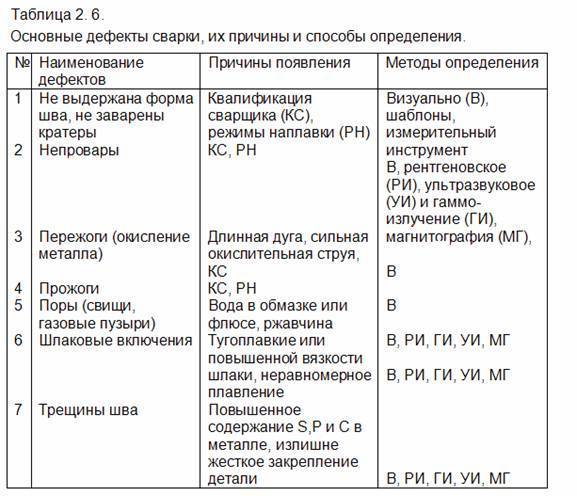
Таблица дефектов сварных швов.csv
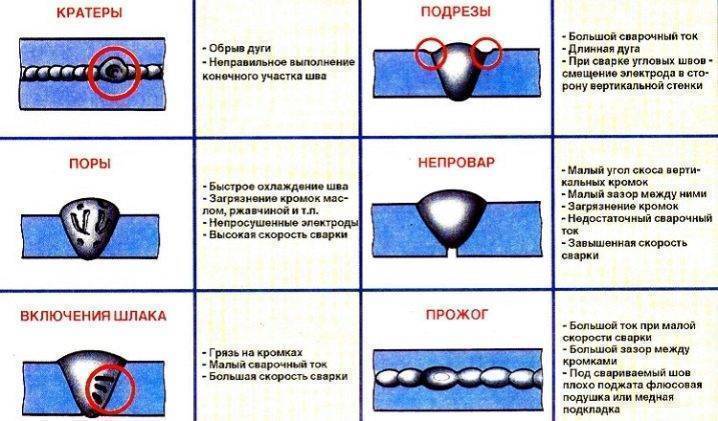
В таблицы коротко и ясно описано на что влияет конкретный дефект, можно посмотреть как он выглядит на фото или схематично, а так же, как его устранить и что не допускать для исключения возникновения дефекта сварного шва.
| Таблица дефектов сварных швов Welding-territory.ru | ||||
|---|---|---|---|---|
| Наименование | Изображение | Ущерб/Последствия | Устранение | Причины возникновения |
| Распространенные внешние дефекты | ||||
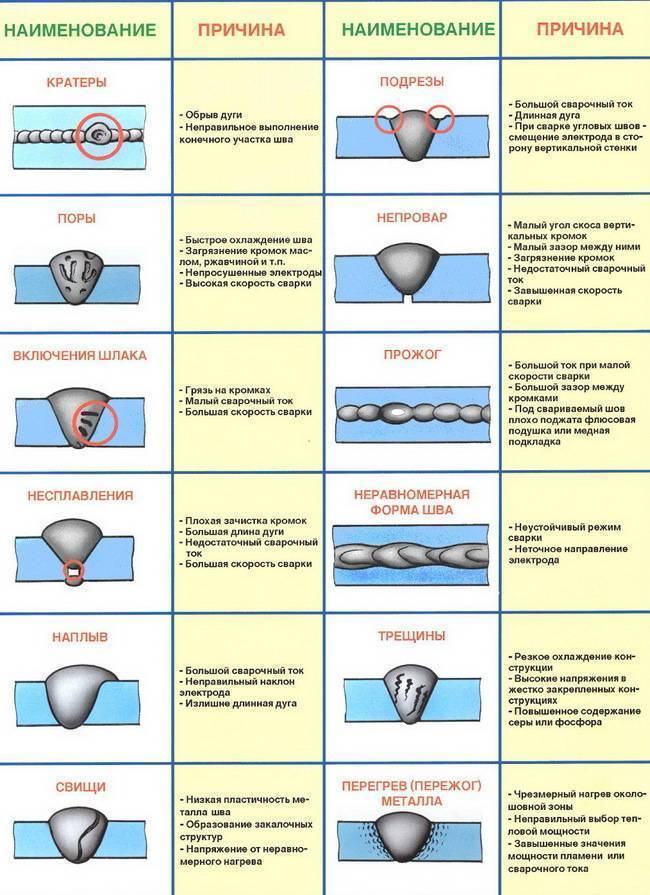
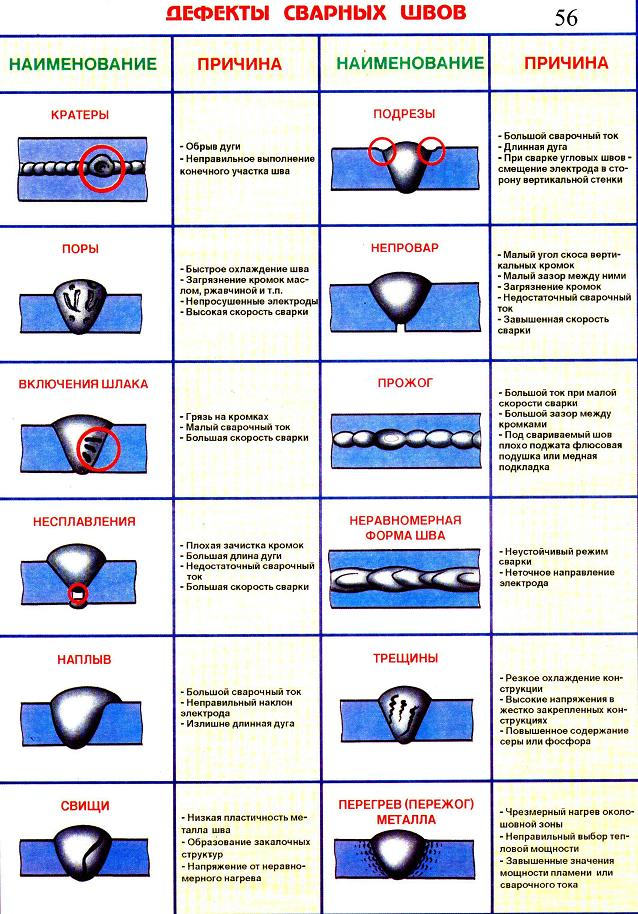
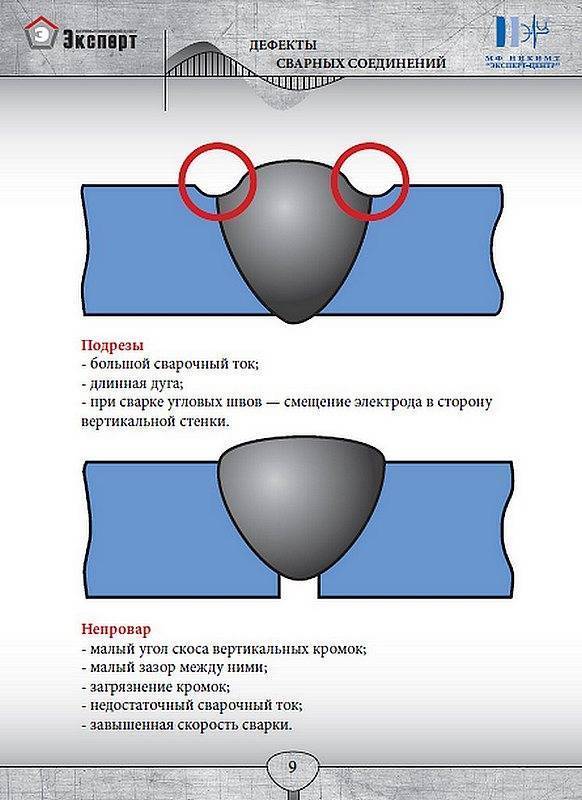
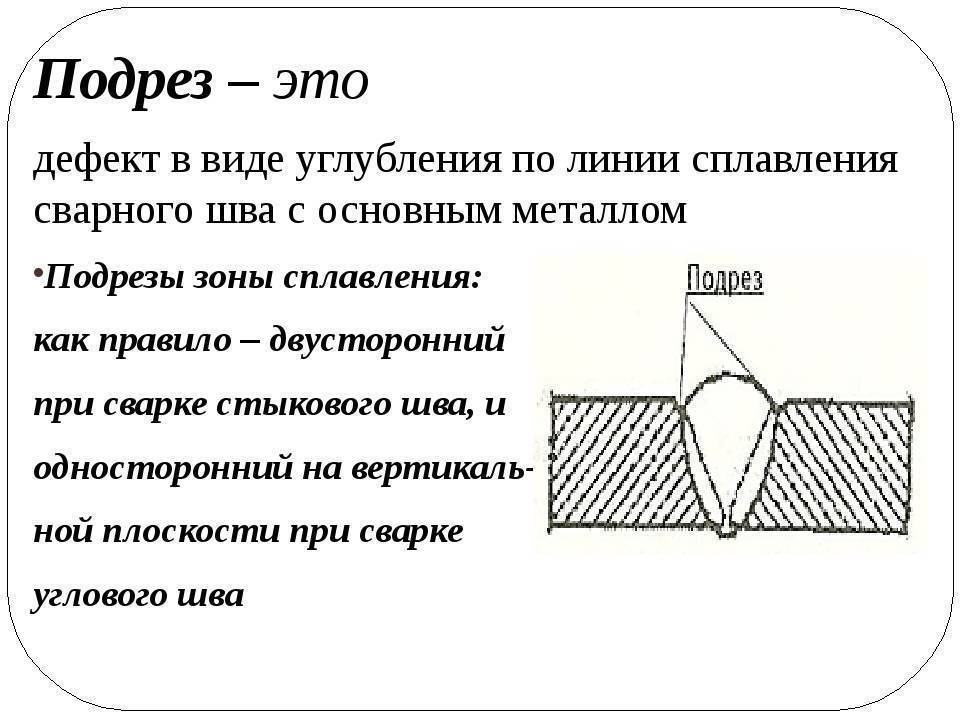
| Подрез | Местное снижение толщины металла, в следствии чего снижается прочность конструкции или отдельного участка. | Сглаживание УШМ области подрезов. При необходимости, подварка. | Не верные движения электродом, как правило характерны для сварщиков-новичков. Угловое соединение — смещение электрода в зону вертикальной полки, что приводит к подрезу. Большой размер сварочной дуги. Не целостность покрытия электрода. | |
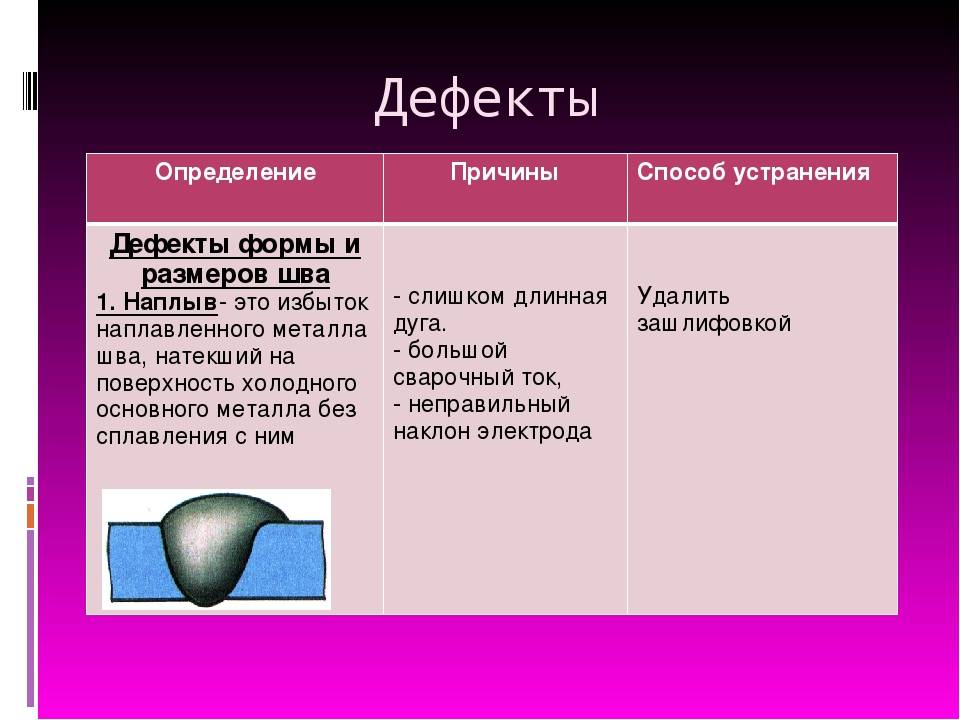
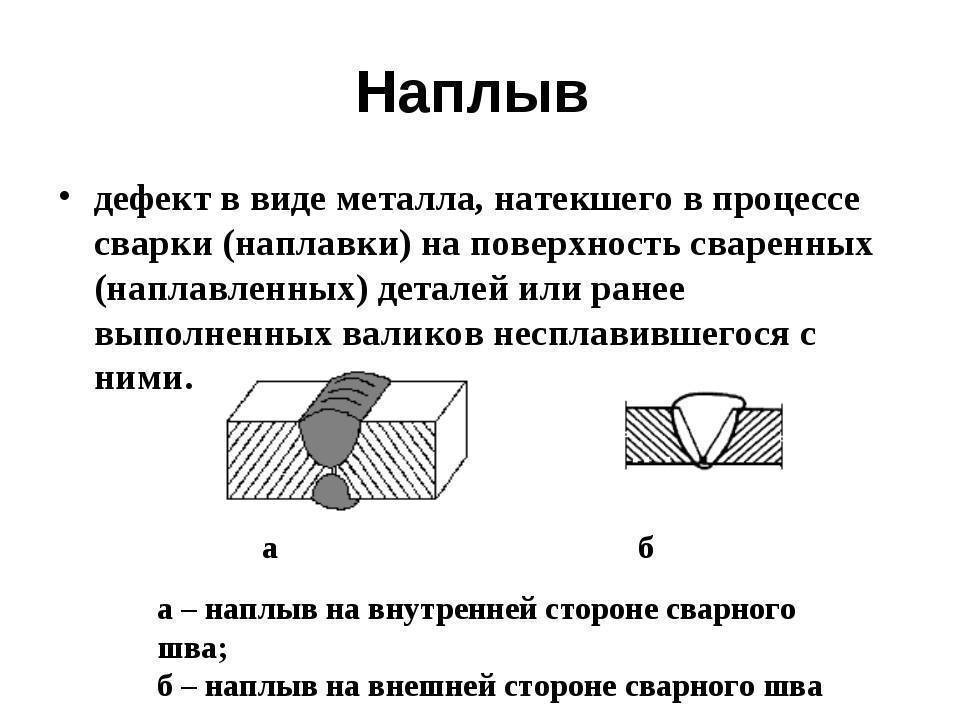
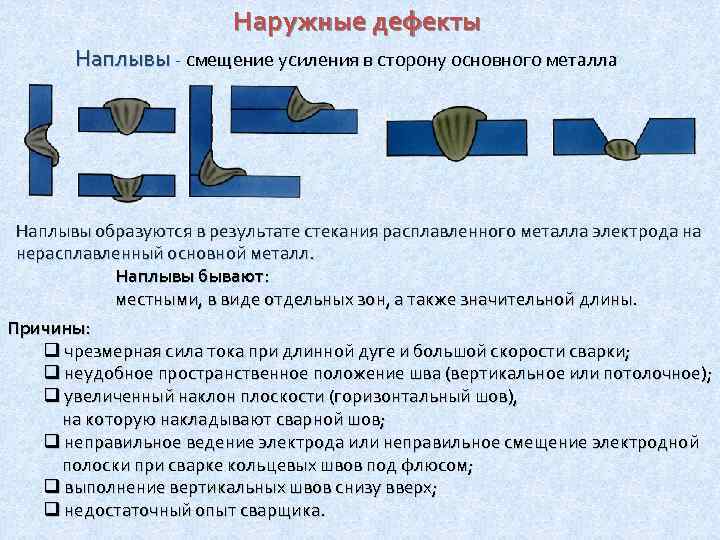
| Наплыв | Понижение выносливости и прочности сварного соединения следовательно конструкции в целом. | Зачистка проблемных участков | Резкое падение напряжения дуги; снижение скорости сварки; инородные теле в области сварки или окалина. | |
| Прожог | Как следствие — отсутствие герметичности; снижение прочности; образование слабого места сварки. | Зачистка и заварка отверстия | Недостаточное притупление; высокий сварочный ток; разный зазор на протяжении сварочного стыка; недостаточная скорость сварки. | |
| Не заваренный кратер | Являются причиной образования трещин. Причина образования свищей | Зачистка и заварка | Неверные действия сварщика. Резкий обрыв сварочной дуги. Автоматическая сварка без использования выводных планок для начала и конца сварки | |
| Окисление | Условно допустимый дефект. Допустим в дом случае, если нет запретов в соответствующей документации. | Зачистка области окисления. Допускается выполнять зачистку как УШМ так и металлической щеткой. | Недостаточное количество защитного газа; плохая подготовка кромок под сварку; высокий уровень вылета сварочной проволоки. Высокий нагрев металла; слишком рано сняли шлак. | |
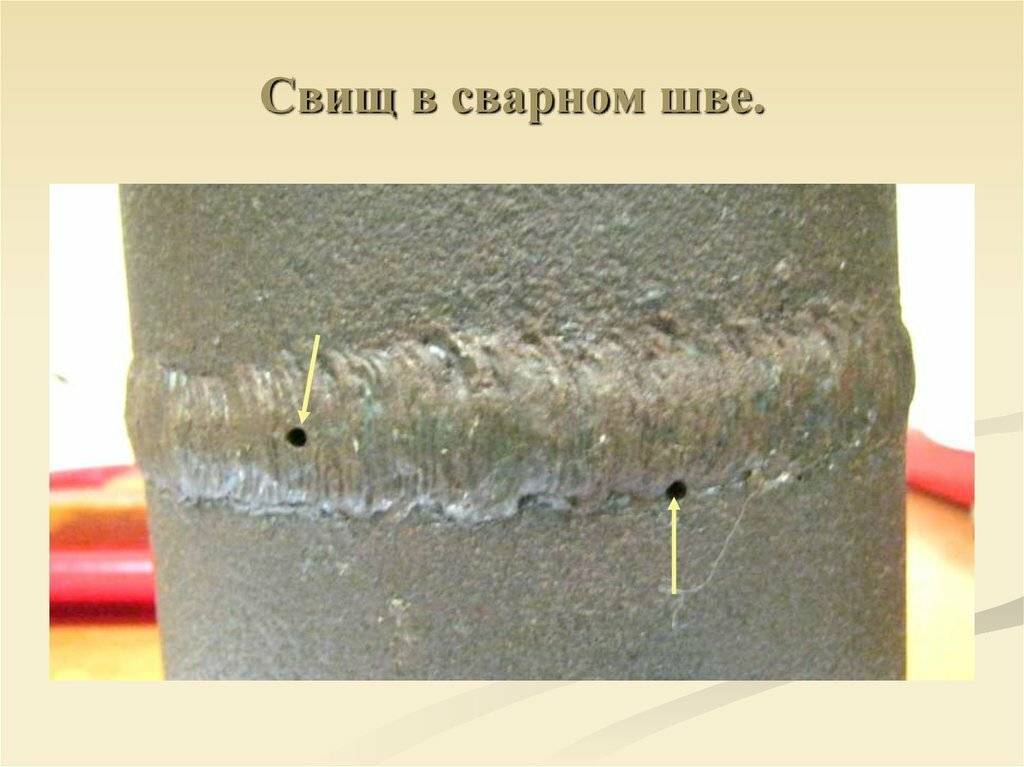
| Свищ | Снижение прочности; исключение герметичности. Риск развития трещин. | Обязательная переварка с предварительной зачисткой или высверливанием. | Плохая подготовка области сварки. Некачественный присадочный материал. Причиной образования свищей, также могут являться большие поры или не заваренный сварочный кратер | |
| Непровар | Падение сечения сварочного шва. Что в свою очередь служит скапливание напряжения, в последствие резкое снижение прочности конструкции или соединения. Незначительные непровары снижают прочности до 40%, а более серьезные аж до 70%. | Вырубка, вырезание, полная зачистка шва с последующей переваркой | Низкое напряжение дуги, некачественная подготовка кромок( окалина, ржавчина и прочее). Неверное притупление. | |
| Внутренние дефекты сварного шва | ||||
| Горячие трещины | Снижение прочности соединения и конструкции в целом или отдельного её узла | Зачистка и заварка | Некачественный материал. Превышающее нормы содержания в металле – серы, фосфора, никеля, водорода, углерода. | |
| Холодные трещины | Приводят к снижению прочности или вовсе к разрушению соединения, конструкции или её узла. | Зачистка и заварка проблемного участка | Как правило, данный дефект возникает в следствии недостаточной просушки свариваемого соединения, электродов и другого присадочного материала. В связи с чем, выделяется превышающе количество водорода, с последующим остаточным напряжением металла. | |
| Поры | Поры выстраенные цепочкой влияют на прочностные характеристики шва | Предварительная зачистка дефектного участка, с последующей заваркой | Недобросовестная зачистка сварного соединения перед сваркой; превышающее нормы количества углерода в металле; При высокой скорости сварки; недостаточная защиты сварочной ванны. | |
| Шлаковые включения | Значительное снижение прочности шва | Вырезка проблемного участка и переварка | Практически исключено при сварке в среде защитных газов. При других видах сварки поры могут возникать в следствии высокой скорости сварки или недостаточной защиты сварочной ванны. А так же при некачественной подготовки кромок или низкокачественных используемых присадочных материалов. Welding-territory.ru | |
| Оксидные включения | Серьезное снижение прочности сварного шва | Вырезка участка с оксидным включением, с последующей зачисткой и переваркой | Неудовлетворительная подготовка(зачистка) свариваемых кромок. Некачественная защита сварочной ванны. |
Если у вас есть персональное желание узнать о каком то конкретном дефекте, возможно которого нет в таблице или на этой странице — пишите своё желание через форму приведенную ниже. Мы обязательно расскажем вам в самой подробной форме!
Сварка стальных труб «на просвет» – пошаговая инструкция
«На просвет» варят трубы с толстыми стенками, в которых 2 мм – это только величина притупления.
Подготовка и разделка кромок
Абразивный способ — наименее надежный по причине внедрения абразивных частиц в металл, что препятствует качественной плавке, ведет к появлению трещин.
- Применяйте двустороннюю Y-подобную симметричную разделку с углом в 65 градусов, оптимальной величиной притупления и зазора в 2 мм.
- обработка на фрезере;
- ручная обработка скоса;
- резка при помощи абразивных кругов;
- обработка кромкорезами долбежного типа.
- Зачищайте места соединения свариваемых изделий до белого металла. Не должно оставаться неровностей, заусенцев, ржавчины.
- Проведите обработку поверхностей ацетоном или любым подобным ему веществом. Наличие жира, грязи, пыли препятствует качественному соединению молекул металла.
Центрирование и стыковка трубы
- Центрирование и стыковку изделий небольшого диаметра проводите путем фиксации с помощью подручных средств или воспользовавшись помощниками.
- Трубы большого размера (от 60 мм) центрируйте специальным оборудованием – центратором: внутренним или наружным. И тот, и другой обладают электрогидравлическим приводом. Внутренние являются более предпочтительными по причине того, что при их применении стык остается незакрытым. Это позволяет использовать автоматы для сварки, а также не ограничивает в манипуляциях при ручном соединении.
- Не допускайте отклонений при ручном способе центровки. Состыковать идеально без центратора – нереально, но старайтесь минимизировать отклонение.
- Соединив ровно трубы, приступайте к варке корневого шва.

Сварка корня
- Варите шов при следующих условиях:
- минимальный ток;
- обратная полярность;
- короткая электрическая дуга;
- сухие электроды;
- отсутствие ветра в трубе.
- Варите вертикальным способом, электрод перпендикулярен плоскости.
- Электродом расплавляйте кромки – между ними появится перемычка, которая называется сварочной ванной. Перед перемычкой находится так называемое технологическое окно.
- Внимательно следите за величиной технологического окна: на протяжении всего процесса оно должно оставаться одного диаметра.
- Делайте коренной шов высотой не более 1 мм. Обратный валик также не должен превышать эту величину.>
- Начало и окончание шва, участок перехода между электродами зачищайте для избегания образования пор в металле, наличие которых рано или поздно приведет к потере герметичности трубы.
Заполнение и облицовка сварного шва
После сварки корня заполняйте сечение шва целиком.
Используйте в зависимости от толщины стенок и материала однослойный или многослойный способ прохода.
Движение электрода при заполнении – треугольник: кромка 1 — кромка 2 — технологическое окно.
Обращайте внимание на прогрев кромок и корневого шва. Чем не больше прогрев, тем шире шаг заполнения.
После каждого слоя очищайте поверхность от шлака.
Если имеете навык, и, если позволяет диаметр стенки, выполняйте заполнение и облицовку одним проходом.
Способы, используемые до сварки
1. Рациональное конструирование предполагает уменьшение количества наплавленного металла в конструкции; назначение видов сварки с малой погонной энергией, например контактной; симметричное относительно центра тяжести сечения расположение швов; расположение швов на жестких элементах с целью уменьшения деформаций потери устойчивости; применение прерывистых швов.
2. Назначение начальных размеров и формы заготовок, их взаимное расположение с учетом последующей усадки (рис. 135, а).

3. Создание деформаций, обратных сварочным, путем закрепления изделий в приспособлениях. Закрепления снимают только после завершения сварки (рис. 135, б).
Деформация укорочения тонколистовых полотнищ может быть существенно уменьшена, если листы упруго собрать на приспособлении, имеющем цилиндрическую форму с выступающим пояском в зоне стыка (рис. 135, в). Зона шва, расположенная на большем диаметре, имеет перед сваркой увеличенную длину. После сварки она сокращается, напряжения при этом снимаются, а коробление листов заметно уменьшается. Данный способ используют сравнительно редко.
4. Создание деформаций, обратных сварочным, когда изделия сваривают без фиксации в приспособлении, например раскатка края обечайки перед выполнением кольцевого шва. Способ применяют редко.
5. Использование поля напряжения, мало изменяющегося в результате сварки, например сварка по кромке, отрезанной газом.
Основы обучения электросварке

Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны. Розжиг дуги можно осуществить одним из двух способов:
- Уткнув торцом электрод в деталь, в момент розжига дуги плавно отодвинуть его на несколько миллиметров (розжиг касанием). На холодном электроде новичку это проделать будет очень трудно, пока не наработается навык. Большую помощь окажет наличие в схеме инвертора системы высокочастотного розжига. Электрод с разогретым кончиком разжечь заново таким образом гораздо проще. Две основные ошибки новичка – это либо задержка (в этом случае электрод прилипает к детали), либо излишне резкий отвод электрода (дуга рвется). Все движения должны быть не только своевременными, но и плавными.
- Розжиг чирканьем подобен тому, как зажигают спичку – быстро проводя концом электрода по поверхности детали, его заставляют прогреваться, при этом не прилипая к поверхности. Разогревшийся электрод сможет разжечь дугу уже при поднесении к детали. Таким образом начинать сварку гораздо проще.
После того, как дуга разгорится, под ней начнет формироваться участок расплавленного металла (сварочная ванна). Наблюдая за происходящим в ней через защитное стекло, Вы сможете увидеть отделение газа через всплывающие пузырьки, яркие вначале и быстро темнеющие пятна шлака
Этому моменту уделите наибольшее внимание, чтобы понять, с какой скоростью нужно вести шов, чтобы в нем не оставалось пузырьков и вкраплений шлака
Ведение шва осуществляйте плавным движением электрода, удерживая электрод на постоянном расстоянии. Оптимальным для сварки является растояние не более 3 мм («короткая дуга»). При этом можно использовать меньший ток, а наклоном электрода хорошо регулируется поведение ванны. Есть три варианта ведения шва:



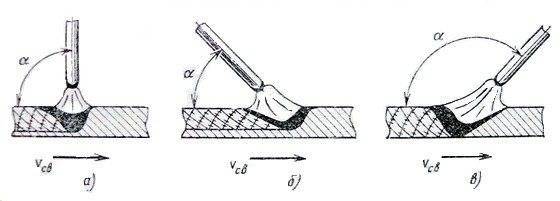
- Сварка под прямым углом (а) обеспечивает симметричную ванну, но наименее удобна. В основном она применяется в труднодоступных местах.
- Сварка углом вперед (б) обеспечивает большую глубину ванны в начале шва. Она используется при сварке потолочным, горизонтальным и вертикальным швом, при этом можно увидеть, как дуга выталкивает металл и не дает ему вытекать из сварочной ванны.
- Сварка углом назад (в) позволяет лучше видеть и контролировать процессы в сварочной ванне, но может применяться только в нижнем шве. Также этим образом делаются короткие временные швы – прихватки.
Измерение глубины подреза сварного шва
В большинстве случаев измерение подрезов сварных швов производится с помощью:
- специального прибора (глубиномера);
- универсального шаблона сварщика УШС-3, УШС-4.
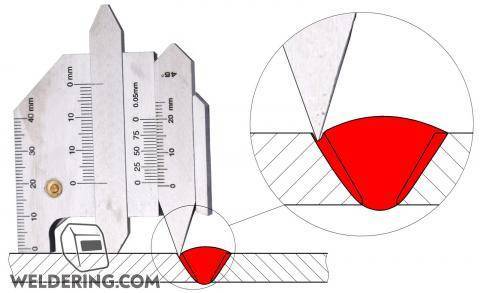
Прибор для измерения глубины подреза сварного шва
Прибор для измерения глубины подреза сварного шва представляет собой опорное основание 1 в котором закрепляется индикатор часового типа со специальным наконечником индикатора. Путем установки основания на ровную поверхность необходимо выставить 0 на индикаторе, после чего прибор передвинуть к месту измерения и установить наконечник индикатора в канавку. Размер устанавливается значением на шкале индикатора.
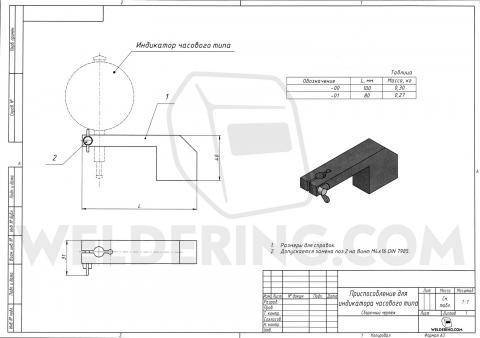
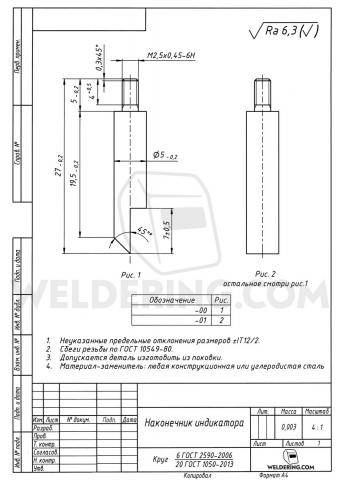
Кстати, конструкция прибора предусматривает два типа наконечников:
- с углом 45° – для измерения глубины подреза, углублений между валиками и чешуйчатости, вогнутости корня шва;
- плоский – для измерения высоты усиления сварного шва, выпуклости корня шва, смещение кромок свариваемых деталей.
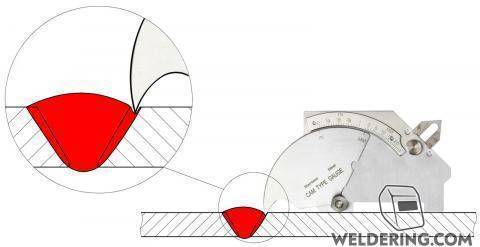
Измерение глубины подреза сварного шва универсальным шаблоном сварщика (УШС-3; УШС-4)
Измерение подреза при помощи универсального шаблона сварщика производится путем установки указателя 1 в канавку. Размер определяется напротив риски 2 по шкале 3.
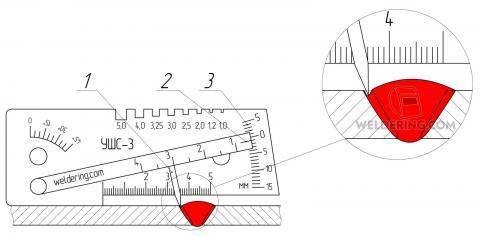
Принципиального отличия в методах проведения контроля нет, поэтому чем измерить подрез сварного шва зависит только от наличия того или иного мерительного инструмента.
Функции флюса сердечника порошковой проволоки
Состав флюса разрабатывается согласно области применения порошковой проволоки. Основной функцией флюса является очистка металла шва от таких газов как кислород и азот, которые оказывают отрицательное влияние на механические свойства шва. Для того чтобы снизить содержание кислорода и азота в металле шва во флюс проволоки добавляют кремний и марганец, которые являются раскислителями, а также способствуют улучшению механических свойств металла. Такие элементы как кальций, калий и натрий вводятся во флюс с целью придания шлаку свойств, способствующих улучшению защиты расплавленного металла от воздействия атмосферного воздуха при кристаллизации металла.
Кроме того, шлак обеспечивает:
– формирование поверхности шва требуемого профиля;
– удержание ванны расплавленного металла при сварке в вертикальном и потолочном положениях;
– снижение скорости остывания металла сварочной ванны.
Кроме того, калий и натрий способствуют получению более мягкой (стабильной) дуги и снижают разбрызгивание.
Легирующие элементы. Легирование металла шва через флюс порошковой проволоки является более предпочтительным по сравнению с легированием металла шва через проволоку сплошного сечения (вводить в сердечник порошковой проволоки легирующие компоненты технически проще дешевле, чем изготавливать проволоку сплошного сечения из легированного металла). Обычно используются следующие легирующие элементы: молибден, хром, никель, углерод, марганец и др. Добавка этих элементов в металла шва повышает его прочность и пластичность, и в то же время, предел текучести, а также улучшает свариваемость металла.
Состав флюса определяет будет ли порошковая проволока рутилового или основного типа (также как и в случае с покрытыми электродами).
Применяются также порошковые проволоки с повышенным содержанием металлического порошка (металл–корд). Во флюсе порошковых проволок этого типа содержится большое количество железного порошка, а также добавки кремния и марганца, которые обычно содержатся в проволоках сплошного сечения. Некоторые проволоки содержат также до 2% никеля, который повышает ударную вязкость при низких температурах.
Проволоки типа металл–корд применяются для сварки стыковых и угловых швов во всех пространственных положениях. Они обеспечивают высокую производительность наплавки. Сварной шов имеет гладкую поверхность и не покрыт шлаком, а это означает, что можно выполнять несколько проходов без предварительной очистки предыдущего валика.





Подготовка к работе
Соединение профильных труб без сварки преимущественно производится при помощи специализированных хомутов и болтов. С течением времени крепеж ослабляется, поэтому при уходе за изделием необходимо постоянно проверять прочность конструкции. Чтобы снизить проблемы при эксплуатации, для сборки конструкции применяется сварка.
Для получения прочного сварного шва требуется подготовить поверхность трубы. Для этого:
отрезки труб обрезаются по требуемой длине;

Использование болгарки для нарезки труб
Обрезать трубы рекомендуется специальными инструментами, например, ножовкой по металлу, что позволяет сделать срез максимально ровным.
- если необходимо соединить элементы под углом, то трубы тщательно подгоняются друг к другу, чтобы зазоров было как можно меньше. Это позволит увеличить качество сварного шва и, как следствие, надежность готового изделия;
- места, где предполагается расположение сварного шва, очищаются от ржавчины, заусенцев и иных посторонних налетов. Любое вкрапление отрицательно влияет на прочность шва. Очистку можно провести простейшей металлической щеткой или специализированной техникой, например, шлифовальной машинкой.

Подготовка поверхности перед сваркой
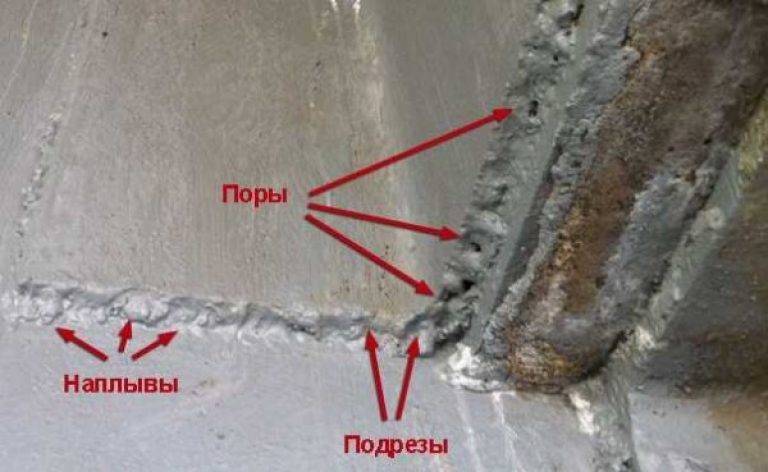
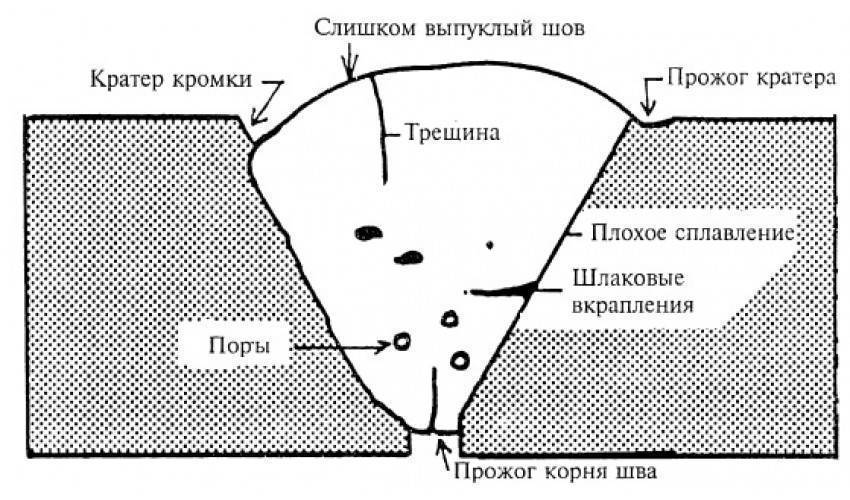
Поры: их форма, места расположения и причины появления
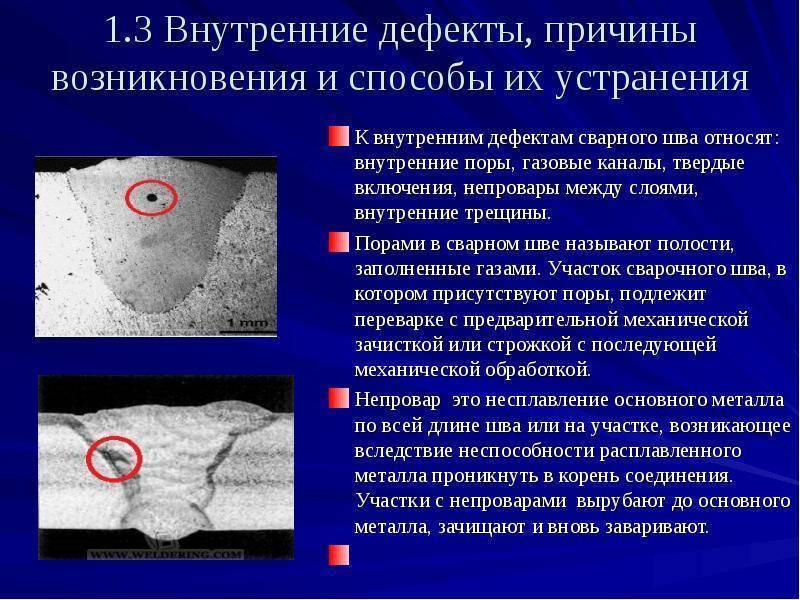
Дефекты сварных соединений и соединений в виде полостей в сварном соединении называют порами. Эти полости заполнены газом, который не успел выделиться наружу.
Различают следующие разновидности пор:
- Газовая полость — это образование произвольной формы, не имеющее углов, причиной появления которого явились газы, не успевшие покинуть расплавленный материал.
- Газовой порой называют газовую полость, имеющую сферическую форму.
- Группа газовых пор, которая располагается в металле сварного соединения, называется равномерно распределенной пористостью.
- Скопление пор — это три или более газовых полостей, расположенных кучно на расстоянии между собой, не превышающем тройной диаметр максимальной поры.
- Цепочкой пор называют ряд газовых полостей, которые располагаются линией вдоль сварного соединения с расстоянием между ними, не превышающем трех диаметров наибольшей из пор.
- Если дефектом является несплошность, вытянутая вдоль оси сварного шва и имеющая высоту, которая гораздо меньше длины, то она называется продолговатой полостью.
- Свищом называют трубчатую полость, которая располагается в металле сварного шва. Свищ вызывается выделением газа. Его форма и положение определяются источником газа и режимом твердения. Как правило, свищи образуют скопления в форме елочек.
- Газовая полость, нарушающая целостность поверхности сварного соединения, называется поверхностной порой.
- Если во время затвердевания вследствие усадки образуется полость — она носит название усадочной раковины. А усадочная раковина, расположенная в конце валика и не заваренная при последующих проходах, называется кратером.
Поры — дефекты сварных соединений, фото которых приведено ниже, появляются из-за наличия вредных примесей, как в основном металле, так и в присадочном. Поры могут образовываться из-за ржавчины и прочих загрязнений, которые не были удалены перед проведением сварки с кромок материала, повышенного содержания углерода, высокой скорости сварочного процесса, нарушений защиты сварочной ванны. Самой частой причиной возникновения пор является отсыревшее покрытие плавящегося электрода.
Наличие одиночных пор не представляет опасности, а вот их цепочка может негативно сказаться на прочностных характеристиках сварного соединения. Участок сварочного шва, пораженный этими дефектами, переваривают, предварительно механически его зачистив.
Сущность процесса сварки МИГ/МАГ
Механизированная дуговая сварка плавящимся электродом в среде защитного газа – это разновидность электрической дуговой сварки, при которой электродная проволока подается автоматически с постоянной скоростью, а сварочная горелка перемещается вдоль шва вручную. При этом дуга, вылет электродной проволоки, ванна расплавленного металла и ее застывающая часть защищены от воздействия окружающего воздуха защитным газом, подаваемым в зону сварки.
Главными компонентами этого процесса сварки являются:
– источник питания, который обеспечивает дугу электрической энергией;
– подающий механизм, который подает в дугу с постоянной скоростью электродную проволоку, которая плавится теплом дуги;
– защитный газ.
Дуга горит между изделием и плавящейся электродной проволокой, которая непрерывно поступает в дугу и которая служит присадочным металлом. Дуга расплавляет кромки деталей и проволоку, металл которой переходит на изделие в образующуюся сварочную ванну, где металл электродной проволоки перемешивается с металлом изделия (то есть основным металлом). По мере перемещения дуги расплавленный (жидкий) металл сварочной ванны затвердевает (то есть кристаллизируется), образуя сварной шов, соединяющий кромки деталей. Сварка выполняется постоянным током обратной полярности, когда плюсовая клемма источника питания подключается к горелке, а минусовая – к изделию. Иногда применяется и прямая полярность тока сварки.
В качестве источника питания используются сварочные выпрямители, которые должны иметь жесткую или пологопадающую внешнюю вольт-амперную характеристику. Такая характеристика обеспечивает автоматическое восстановление заданной длины дуги при ее нарушениях, например, из-за колебаний руки сварщика (это, так называемое саморегулирование длины дуги). Более подробно источники питания для сварки МИГ/МАГ изложены в статье Источники питания для дуговой сварки.





В качестве плавящегося электрода может применяться электродная проволока сплошного сечения и трубчатого сечения. Проволока трубчатого сечения заполнена внутри порошком из легирующих, шлако- и газообразующих веществ. Такая проволока называется порошковой, а процесс сварки, при котором она используется, – сварка порошковой проволокой.
Имеется довольно широкий выбор сварочных электродных проволок для сварки в защитных газах, отличающихся по химическому составу и диаметру. Выбор химического состава электродной проволоки зависит от материала изделия и, в некоторой степени, от типа применяемого защитного газа. Химический состав электродной проволоки должен быть близким к химическому составу основного металла. Диаметр электродной проволоки зависит от толщины основного металла, типа сварного соединения и положения сварки.
Основное назначение защитного газа – предотвращение прямого контакта окружающего воздуха с металлом сварочной ванны, вылетом электрода и дугой. Защитный газ влияет на стабильность горения дуги, форму сварного шва, глубину проплавления и прочностные характеристики металла шва. Более подробная информация о защитных газах, а также о сварочных проволоках приведена в статье Введение в дуговую сварку в защитных газах (TIG, MIG/MAG).
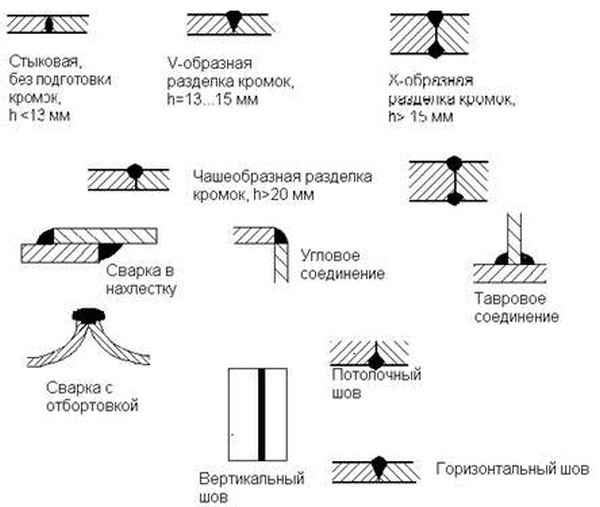
Способы сварки металлических труб
Получить качественное сварочное соединение труб можно несколькими способами. Многое здесь зависит от того, где именно будут использоваться трубы. Если это трубопровод и нужна полная герметичность соединения, то применим один способ, для монтажа опор теплицы, например, совершенно другой.

Варить трубы можно несколькими способами:
Встык — данный способ сварки труб наибольше всего распространён среди сварщиков. При его выполнении, трубы располагаются друг перед другом с небольшим зазором или без него
При этом очень важно тщательная подгонка труб, для того, чтобы их края были абсолютно ровными
Внахлёст — способ применим для сварки труб разного диаметра, когда одна труба надевается на другую. Это наиболее простой способ сварки металлических труб, друг с другом, который отличается своей простотой и скоростью выполнения.
Тавровое — данное соединение труб необходимо в том случае, когда требуется выдержать между трубами угол в 90 градусов.
Угловое — соединение применяется в тех случаях, когда угол между трубами составляет менее 90 градусов.
Для новичков, которые только взялись за сварку труб, существует несколько простых советов, они помогут варить металлические трубы качественно и без ошибок.
Подбор РДС

Настройка сварочного режима – основа качественного соединения деталей. Сварка на просвет не исключение. Существуют разные типы РДС, подходящие разным видам сварных работ.
При обработке труб, в выборе сварочного режима значение имеет толщина стенки трубы и используемые присадочные прутки. Сила тока подбирается к каждому типу детали отдельно. В этом поможет опыт, либо совет коллеги.



Касательно других пунктов сварочного режима:
- Применяется короткая длина сварной дуги.
- Скорость сваривания подбирается средняя. Повышенная скорость чревата пропусками, пониженная – прожигами в полотне шва.
- Полярность настраивается отрицательная.
- Тип тока – постоянный.
Важную роль в режиме сваривания играет мощность напряжения дуги. Однако она и несколько других показателей подбираются в соответствии с конкретной деталью. Многие характеристики сварных работ зависят от предпочтений мастера.
За ним нужно тщательно следить, так как с его помощью можно вовремя заметить, что качество шва нарушено.
Сваривание корня шва на просвет требует много практики. Подбор правильного режима сварки происходит опытным путем, а значит, чем больше сваривания труб будет проведено, тем проще будет определиться с настройками для конкретной детали.
На стадии, когда опыта еще нет, можно спрашивать рекомендации у мастеров старшего поколения.
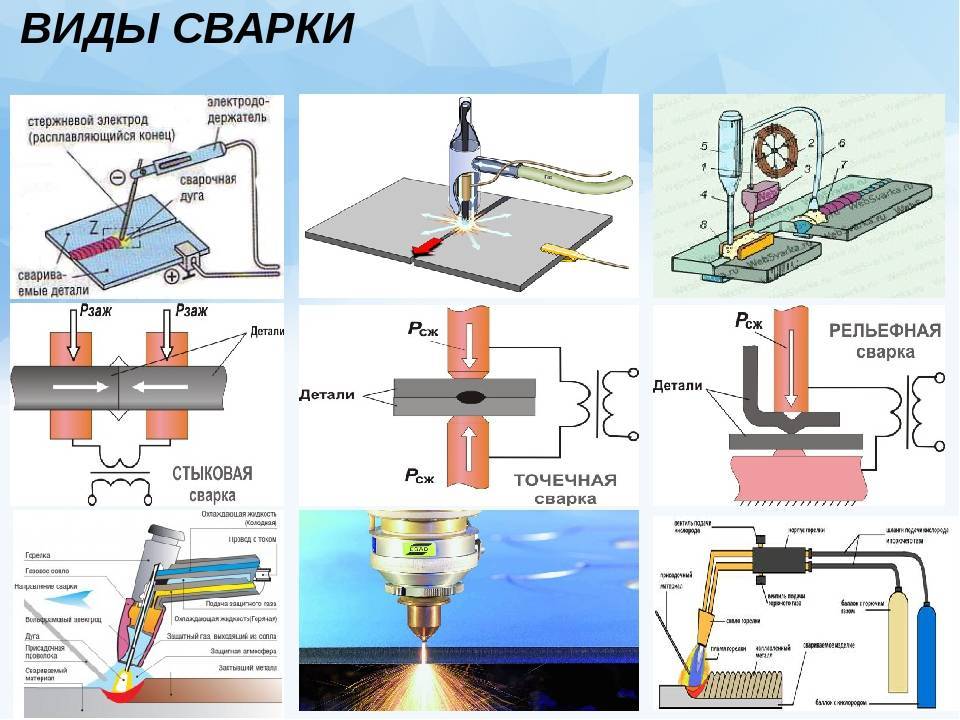
Распространенные виды сварки
Инверторные аппараты классифицируются по типу сварки, от чего зависят размеры и масса устройств. Миниатюрные модели инверторов соответствуют ручным видам сварки. Их применяют в бытовых условиях и в небольших домашних мастерских. Полуавтоматические инверторные приборы чуть больше по размеру и весу. Их мощность также имеет более высокий показатель. Такие модели можно использовать как в домашних условиях, так и на небольших производствах.
По типу назначения инверторные аппараты разделяются на бытовые, профессиональные и узкоспециализированные модели. Изготовлением бытовых конструкций в основном занимаются китайские производители. Но не всегда эти устройства отличаются высоким качеством и отличными характеристиками. Именно поэтому предпочтительнее выбирать брендовые аппараты. Что касается профессиональных и узкопрофильных устройств, их производством занимаются страны Европы, Россия и США.

В конструкциях профессионального типа инверторов применяются электроды разных видов, мощности и спектра возможностей, из-за чего их выбирают многие строительные компании. Высококвалифицированные сварщики, работающие самостоятельно либо на компанию, приобретают узкоспециализированные инверторы, благодаря которым получается работать с комфортом в самых сложных условиях.
Особое внимание начинающим мастерам следует уделить разновидностям швов, которые может сделать инверторный аппарат. В зависимости от расположения сварочные швы разделяются на горизонтальные, вертикальные, потолочные и наклонные
В процессе выполнения горизонтальных швов основная трудность заключается в том, что жидкий металл стекает вниз. Для создания вертикального шва специалисты делают соединения одним проходом. Потолочные швы являются наиболее трудными, так как сварочная ванна располагается кверху дном над человеком. Наклонный сварной шов также является сложным в исполнении, из-за чего специалисты рекомендуют делать соединения в один электродный прием.




