Выбор оборудования
Оборудование для сварки представляет собой инструменты, которые с помощью высоких температур делают герметичный стык. При этом аппараты бывают разные для полипропиленовых и стальных изделий. Но классификация предусматривает две основные разновидности.
Виды сварочных приборов:
- Механические. Это профессиональное оборудование, которое уместно использовать при большом объеме работ.
- Ручные. Ими выполняют сварку в домашних условиях. Их применяют для труб небольшого диаметра.
Механический агрегат состоит из рамы для опоры, блока и гидроагрегата. С двух сторон прибора размещены захваты. Посередине их можно наблюдать вкладыши. Они используются, чтобы правильно распределить давление и выполнить центровку.
 Аппарат для пайки труб продается в специализированных и строительных магазинах
Аппарат для пайки труб продается в специализированных и строительных магазинах
Для ручной спайки используют специальные утюги. Они работают, как обычные бытовые утюги, но внешний вид имеет серьезные отличия. В составе инструмента можно наблюдать плиту для нагрева, терморегулятор и ручку. Также предусматривают два отверстия для вставки элементов для спаивания. Благодаря тефлоновому покрытию пластик, когда плавится, к нему не пристает.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.
 Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
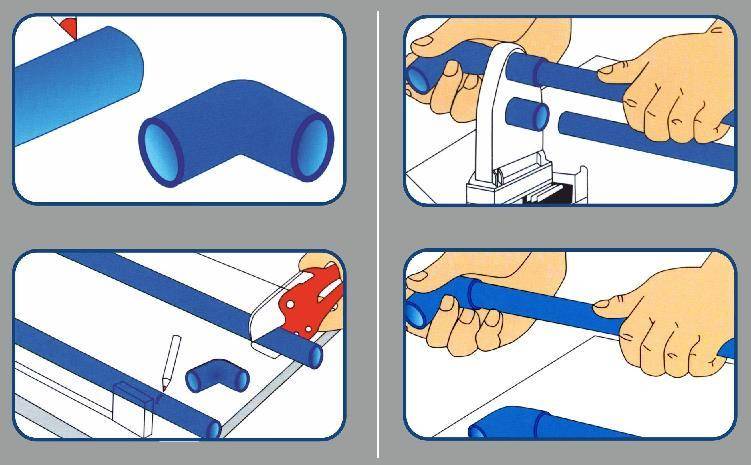
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.
 Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С. Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа
Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Инструменты для сварки
Сварка враструб в домашних условиях производится специальными устройствами. Чаще используют паяльник с нагревательным элементом в форме утюга с отверстиями для крепления съемных насадок. Конструкция аппарата компактная, он удобнее профессиональных с цилиндрическими нагревателями. Аппараты комплектуются насадками: с одной стороны находится греющая гильза, в нее вставляют край отрезка, с другой – дорн для разогрева контактной поверхности фитинга.
Паяльник для полипропиленовых труб
Фитинговое соединение полипропиленовых труб без сварки производится феном большой мощности или специальными мини-горелками. Верхний слой разогревается на глубину захода фитинга.
Для холодного метода используют специальный пистолет, который обеспечивает равномерную подачу растворяющего полипропилен состава. Клей очень токсичен, разъедает кожу, пользоваться им необходимо с большой аккуратностью. Для горячего водоснабжения такой метод монтажа не применяется.
Выбор аппарата для сварки полипропиленовых труб
При выборе конкретной модели сварочного аппарата руководствуются инструкцией
На какие параметры следует обратить внимание:
- размерный диапазон свариваемых деталей;
- стоимость агрегата;
- расход электроэнергии, ориентировочно мощность устройства должна в 7-10 раз превышать диаметр трубы.
Аппарат для пайки должен обеспечивать необходимый температурный режим. От мощности нагревательного устройства зависит скорость и глубина расплавления поверхности полипропилена.
Инструкция по сварке
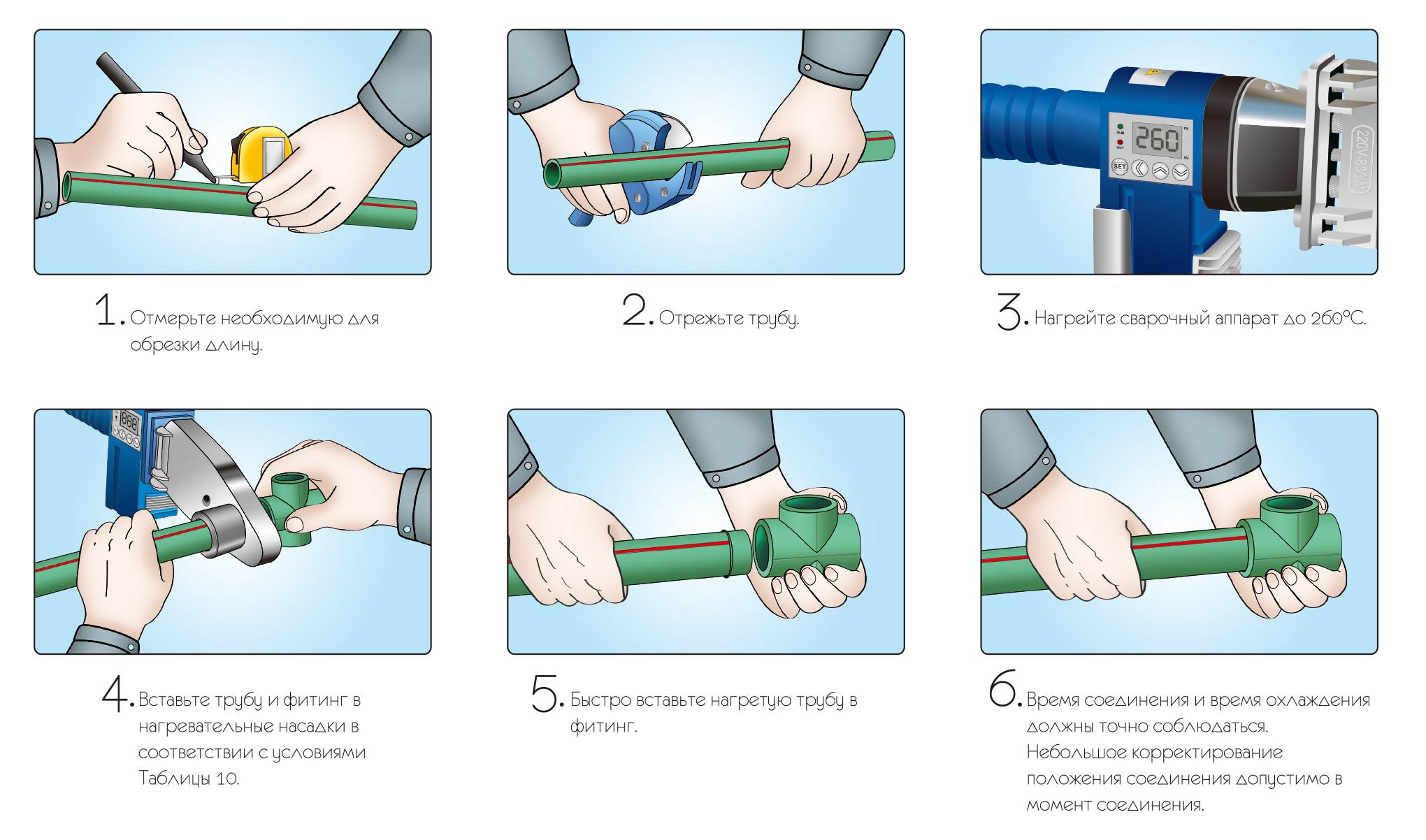
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
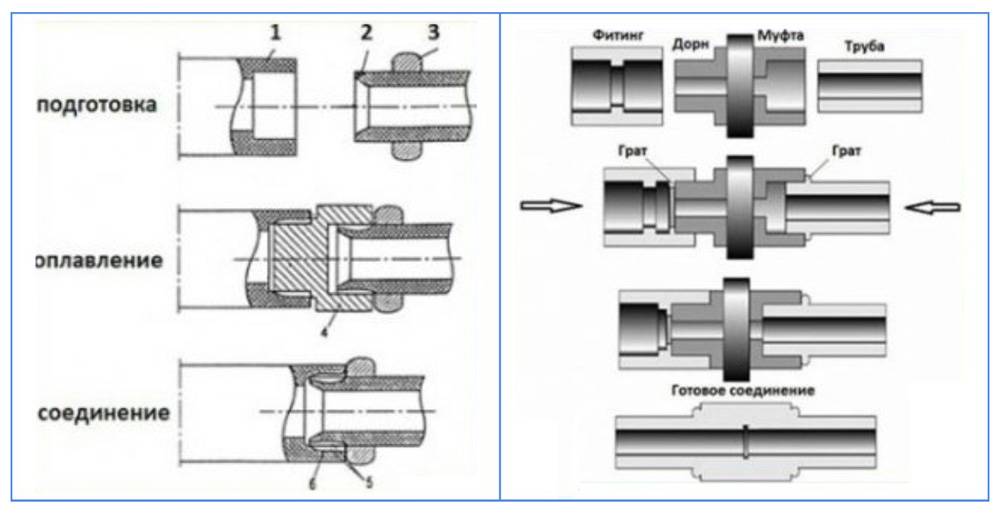
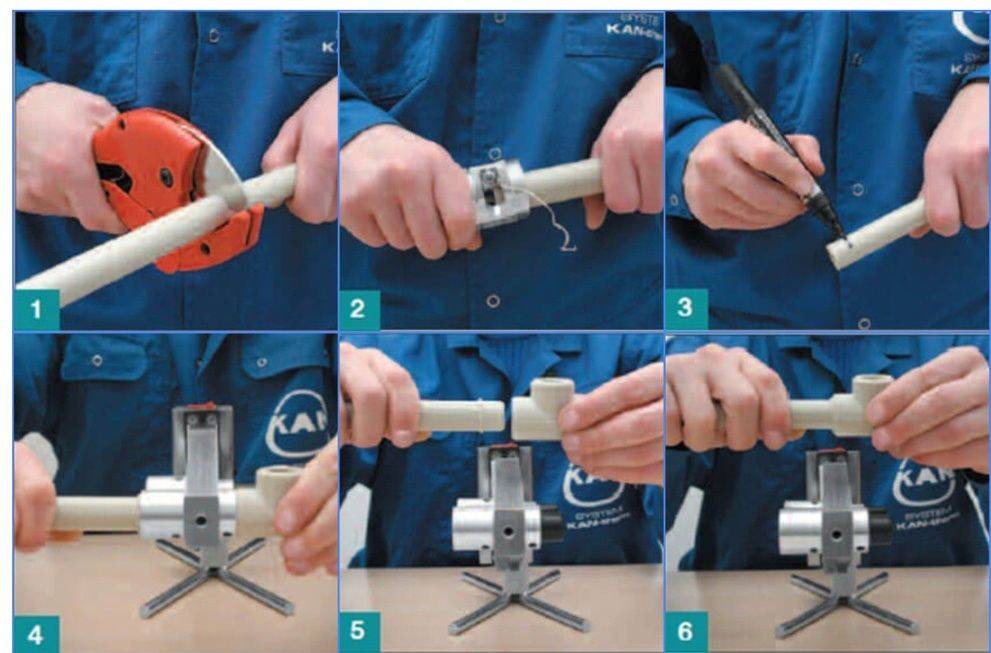
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
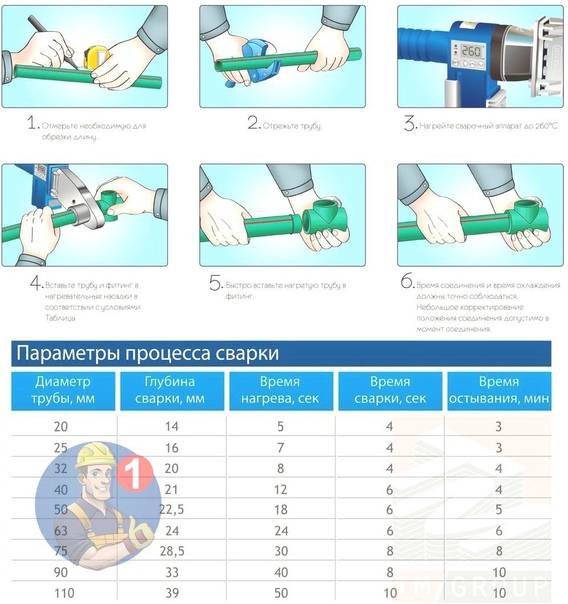
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.





Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
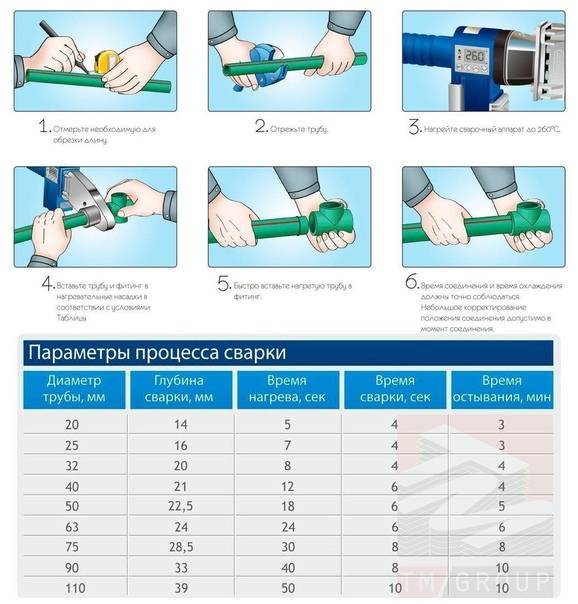
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Как подбираются насадки для пайки полипропиленовых труб
Насадки для паяльника
При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве
Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.
Сварка полипропилена: подготовка
Паяльник для труб Прежде чем приступать к непосредственно сварочным работам своими руками, следует хорошо подготовиться к процессу.
Необходимо приобрести все требуемое оборудование, в первую очередь, специальный полипропиленовый сварочный паяльник- аппарат для труб.
Отдельные виды таких приспособлений называют утюгом, из-за очевидного сходства с последним.
Устройство не относится к разряду дешевых, но его совсем не обязательно покупать. Многие строительные компании предлагают оборудование такого типа в аренду. Такое заимствование обойдется во много раз дешевле, тем более, если инструмент требуется разово, только на время текущего ремонта.
При приобретении аппарата для сварки труб следует обратить внимание на его оснащенность специальными тефлоновыми насадками. Они могут иметь различные размеры, что позволяет выполнять манипуляции с трубами разных диаметров
Что еще необходимо для работы?
Специальный резак. Обычно он идет в едином комплекте вместе с паяльником. Или его придется тоже взять в аренду, или приобрести.
- Шейвер понадобится, если вы купили трубы полипропиленовые армированные.
- Линейка.
- Обезжиривающий состав (для обработки поверхностей).
- Рулетка.
- Напильник.
- Нож.
- Фитинги.
Фитинги выпускаются огромным ассортиментом, самых разных модификаций и калибров.
Выбор подходящего зависит используемых технических узлов, количества подключений и конфигурации самого трубопровода в доме.
В роли данного элемента могут выступать различные конструкции. Для прямых участков изготавливаются муфты.
Чтобы осуществить поворот, применяют специальный угольник. В продаже имеются фитинги с резьбой: одна его часть присоединяется к полипропиленовой трубе, другая монтируется к металлической трубе или сантехническому узлу.
Вид и число требуемых фитингов должен быть продуман и определен заранее, поэтому желательно сделать чертеж планируемого трубопровода.
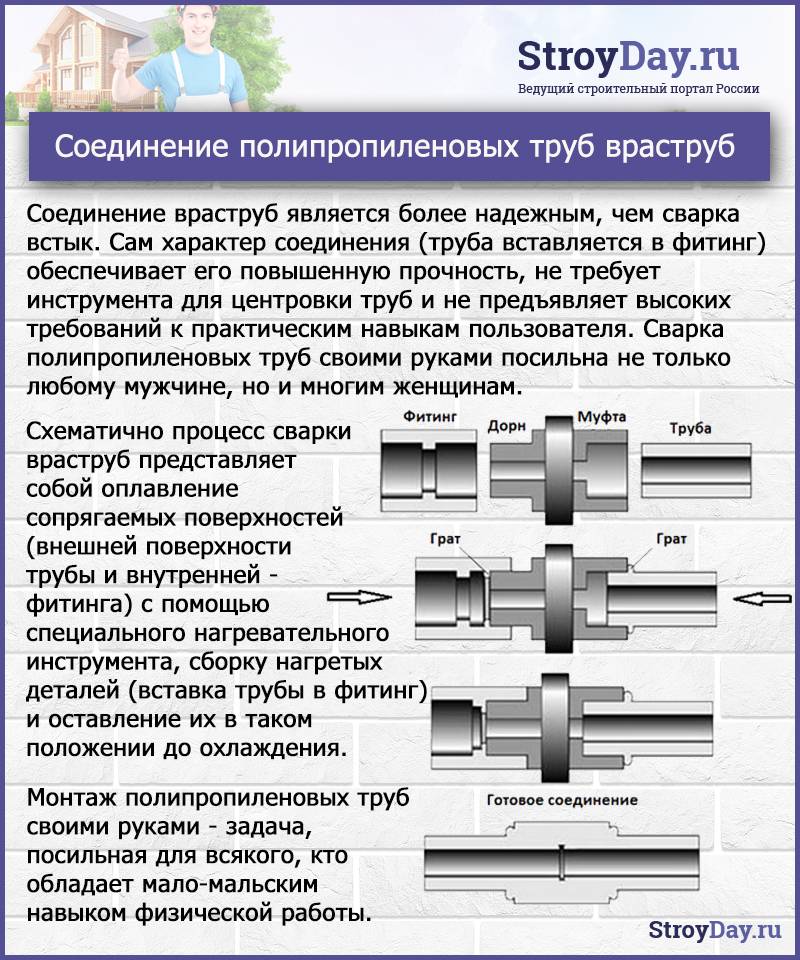
Сварка полипропиленовых труб: что это?
Самая важное свойство полипропилена — повышенная жесткость, невозможность изгиба. Благодаря данному качеству они и завоевали популярность
По этой причине для систем с различной конфигурацией промышленность выпускает широчайший ассортимент таких же фитингов. Это муфты, обходы, переходники, тройники, уголки и пр.








Главное условие для успеха операции — совпадение параметров (диаметра, толщины стенок) соединяемых элементов. С трубами эти фитинги соединяют с помощью пайки, или сварки. Оба элемента разогревают до температуры плавления и быстро, в горячем состоянии, состыковывают. Через 5-10 секунд их оставляют охлаждаться. В результате несложных действий получается абсолютно герметичное соединение.
При сварке используется диффузия материала, из-за которой происходит реполимеризация — процесс, при котором обе детали превращаются в одно целое, в монолит. На температуру нагрева влияет диаметр и толщина стенок стыкуемых деталей, а также материал, из которого сделан армирующий слой. Чтобы была возможность соединить полипропилен с металлом, выпускают комбинированные фитинги. Одна их часть металлическая, имеющая резьбу, другая сделана из полимера.
Свойство полипропилена
Полипропилен представляет собой продукт полимеризации 2 газов — этилена и пропилена. Они смешиваются в определенном соотношении. В итоге удается получить гранулы, из которых изготавливают трубы. Это делают экструзионным способом.
Характеристики материала приведены в таблице:
| Показатель | Значение |
| Рабочий диапазон температур | -10 — +90 градусов |
| Температура плавления пластика | 149 градусов |
| Номинальное давление | 1,5-2,5 атмосфер |
Указанные характеристики подходят для холодного водопровода. Благодаря армированию стекловолокном или алюминием удается получить изделия, которые годятся для батарей и горячего водоснабжения.
Монтаж компрессионным фитингом
Для проведения работ потребуются специальные фитинги с зажимными кольцами. В комплекте с ними идет обжимной ключ такого же диаметра. Небольшая пошаговая инструкция:
- подготовка поверхности включает обезжиривание, зачистку края, вырывание поверхности среза до прямого угла;
- синяя гайка надевается на подготовленную поверхность;
- обжимное кольцо располагается к отрезку утолщенным концом;
- после того, как конец до упора погружается в фитинг, зажимное кольцо максимально продвигают;
- синяя гайка уплотняется с помощью зажимного ключа.
Монтаж полипропиленовых труб компрессионным фитингом
Такой метод сборки системы подходит для горячего и холодного водоснабжения.
Как происходит процесс сваривания
Диффузионная сварка полипропилена подразумевает состыковку двух разогретых частей. Эти детали в последствие соединяются. В результате происходит взаимопроникновение материалов (так называемая диффузия) на месте стыка.
Сварочник при работе позволяет четко контролировать температуру нагрева. Для стыка рекомендуют брать элементы из одинакового материала.
Физические и химические показатели сварного стыка, которые демонстрирует полипропилен, такие же, как у основного трубного материала. Поэтому система, соединяемая таким методом, будет функционировать надежно и долго.
Какой дом Вам нравится больше?
Дом из бруса 14.72%
Кирпичный дом 9.04%
Бревенчатый дом 5.81%
Дом из газобетонных блоков 18.06%
Каркасный дом 36.43%
Дом из пеноблоков 15.94%
Проголосовало: 3118
Есть несколько способов сварки, которые подбирают в соответствии с размерами монтируемой системы. Это: стыковой, раструбный и спаивание седел.
Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:
- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Преимущества и недостатки труб ПНД
Полиэтилен низкого давления – органический полимер этилена. Обозначается РЕ или ПЭ. Имеет белый цвет (тонкослойные изделия – прозрачны). Понятие «полиэтилен низкого давления» не имеет отношения к плотности материала или условиям эксплуатации, а характеризирует условия производства.
Трубы ПНД красят в черный, серый, синий или черный с синими полосками цвет. Синий цвет или синяя полоска обозначает, что трубы можно использовать для трубопроводов питьевой воды.
Сфера применения ПНД – для водопроводов холодной воды, некоторых агрессивных сред (за исключением разбавленной азотной кислоты), канализационных систем. Диаметры доходят до 1600 мм. Очень широко распространены для трубопроводов холодной воды и канализации.
Преимущества ПНД как материала для трубопроводов:
- долговечность – первые пластиковые трубопроводы из ПНД уже отработали более 50 лет;
- небольшая цена;
- морозостойкость – выдерживают замерзание с водой зимой и оттаивание весной и сохраняют целостность;
- химическая инертность – стоек даже к концентрированным щелочам и кислотам; вода в трубах не приобретает неприятного запаха или привкуса;
- коррозионная стойкость;
- гладкие стенки с малой адгезией препятствуют оседанию на стенках солей;
- безвредность для человека;
- экологичность – безвредное производство, легкая утилизация;
- прочность;
- гибкость – легко гнется (при нагреве можно согнуть даже руками);
- высокая ударная вязкость, пластичность и, как следствие, стойкость к гидравлическим ударам, отсутствие хрупкости, способность восстанавливаться после деформации;
- простое обслуживание – пластик легко мыть, он не нуждается в регулярной окраске и антикоррозионной обработке;
- небольшой вес облегчает перевозку, складывание, монтаж;
- легко монтируются – нет необходимости в сложном оборудовании (например, сварочном аппарате); легко режутся; легко стыкуются разными способами.
Недостатки ПНД:
- самый «неудобный» недостаток – слабая устойчивость к ультрафиолету. ПЭ разрушаются на свету и неприменим к открытой прокладке на свету под открытым небом. Конечно, можно прокладывать в чехлах и коробах – но это лишние затраты и потери времени; впрочем, 2-3 сезона в огороде трубы «проживут»
- невысокая термостойкость – ПЭ трубы можно использовать только для холодной воды и при температуре максимум до 60°С (в отличие от полипропиленовых и труб из сшитого полиэтилена, которые можно применять для систем отопления), как следствие – длинные подвешенные участки трубы из РЕ иногда провисают в жару;
- не очень высокая эстетичность – не в наших вкусах черно-полосатые или черные трубы в ванных и кухнях;
- рабочее давление до 20 МПа ограничивает применение полиэтилена в промышленности;
- армированные трубы имеют меньшую гибкость.
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.
Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
Чего надо избегать во время сваривания
В момент соединительных работ фитинга и частей пластиковой конструкции, они должны прилегать плотно, чтобы исключить зазор превышающий 1 мм, иначе между внутренними упорами и торцом будет промежуток, который негативно повлияет на дальнейшую эксплуатацию всей системы.
Не совершайте ненужных силовых действий, в момент соединения деталей, потому что это приведет тому, что внутренний упор трубы и её торцом будет образован грат, который создаст препятствие для проводимости жидкостей внутри ее.









Способы укладки
Вопрос разводки ПП систем становится первым при монтажных работах. При этом приходится решать, скрывать трубную систему в стены, или тянуть ее открытым методом. Особенно критично это для малогабаритных квартир, ведь коммуникации занимают много пространства.
Открытый монтаж – это протяжка магистрали поверх стены или пола.
При возможности сооружение прячут под декоративную постройку. Преимущества в данной ситуации следующие:
- Возможность прокладывать трубопрокат из любого материала.
- Простые монтажные действия.
- Простая компоновка.
- Невысокая стоимость.
- Возможность постоянно контролировать трубную систему.
Недостатки таких конструкций такие:
- Непрезентабельный внешний вид.
- Существенные потери полезной площади. Это очень болезненно для маленького помещения, где пара лишних сантиметров – это дополнительное место, где станет сантехника. Скрытый монтаж – это сооружение, которое отличается эстетичным видом, так, как магистраль проходит в стене или полу.
Этот вариант позволяет обойтись без потери полезного пространства. Но он и не лишен недостатков, в виде:
- возможность брать трубопрокат только из определенных материалов;
- трудоемкие подготовительные работы. Более сложный монтаж;
- невозможность провести ремонт без разборки и разрушения сооружения.
Как производить разводку ПП сетей
После того, как определен способ прокладки трубопровода, и мы знаем размеры сантехнических приборов, можно разработать разводку системы, которую нужно будет проложить в квартире или в доме.
Эти правила простые:
- Трубные изделия не должны пересекаться.
- Канализация и водопровод протягивается максимально близко.
- Вся система должна быть простой.
- Расположенные вертикально отводы оснащают гибкими шлангами.
- Профессиональные мастера называют ПП сортамент самым подходящим вариантом для обустройства разводки любой магистрали. Основной их характеристик данных товаров является простой монтаж, а именно спайка, которую можно выполнить самому.
Как выбрать сварочный аппарат чтобы паять полипропиленовый трубопрокат
Выбор аппарата для сварки – дело нетрудное, если внимательно изучить рекомендации специалистов. Если выполняется сварка магистрали диаметром до 63 мм, то в таких действиях предусматривается использование муфт и раструбов. Если детали для состыковки больше объема в 63 мм, то для сварки полипропиленовых труб лучше применить стыковой способ.
Трубный сортамент, не превышающий 40 мм, варим, используя аппарат для раструбной сварки полипропиленовых труб. Когда сечение магистрали больше 49 мм, то скрепить элементы помогает приспособление, имеющее центрическое устройство.
Оборудование, выполняющее сварочные работы с полипропиленовыми трубопроводами, условно делят на такие виды:
- Механические. Эти приспособления применяют для магистралей большого объема.
- Ручные. Данный вид агрегатов превосходно подходит для самостоятельного применения. Им можно соединять магистрали с объемом до 125 мм.
Какой сварочник выбрать, следует решать, исходя из особенностей сооружаемой системы
Так же важно, чтобы в комплекте состоял набор насадок. Это позволит работать с магистралями различного объема
Помимо сказанного начинающему мастеру понадобится знать – не стоит покупать дешевые инструменты
Как правило, на них насадки оснащают некачественным покрытием. Соответственно, спаять качественное сооружение таким агрегатом невозможно
Помимо сказанного начинающему мастеру понадобится знать – не стоит покупать дешевые инструменты. Как правило, на них насадки оснащают некачественным покрытием. Соответственно, спаять качественное сооружение таким агрегатом невозможно.
Домашнему мастеру стоит выбрать специальный агрегат для сварки небольшого размера. Этого вполне хватит для потребностей бытовой магистрали.
Сварка полипропиленовых труб своими руками – не является сложным заданием, если изучена вся методика, и начинающий мастер имеет желание сделать эту работу. Любой электросварочный аппарат станет отличным помощником. А купив к нему полный набор нужных насадок, можно существенно сэкономить финансы и время.




