Ремонт алюминиевого радиатора
Запаять алюминиевую деталь – трудоемкий процесс. Как же запаять алюминиевый радиатор? Перед ремонтом, нужно подготовить много инструментов, которые продаются в специализированных магазинах.

За счет оксидной пленки алюминия, сплав плохо крепится на трещине, поэтому придерживайтесь такого процесса:
- найдите поврежденную поверхность;
- растопите и смешайте канифоль с железными опилками;
- на повреждение нанесите полученную смесь и растушуйте накаленной паяльной лампой;
- когда флюс окутает поверхность, прибавляйте часть полученной смеси. Таким образом разрушится оксидная пленка;
- если разрыв большой, то пускаем в ход соединение висмута и олова;
- чтоб шов был более надежным, используем плавень – это состав из хлористого калия и лития, криолита, обычной соли, сернокислого натрию.
Полученная смесь греется накаленным паяльником. По окончанию работы проверяем ее результат. В радиатор вливаем воду с марганцовкой, ждем пару часов. Если сочиться нигде не будет, то все сделано правильно. Работаем в перчатках и в хорошо проветриваемом помещении.

Сложности в ремонте алюминиевых батарей

Строение алюминиевой батареи отопления.
Главная проблема в работе с алюминием – это его химические свойства. Этот металл мягкий, но он способен окисляться при малейшем воздействии с внешней средой. В результате химической реакции с кислородом образуется налет, так называемая оксидная пленка, которая не дает достаточно прочно спаять поверхности изделия между собой. Но эта пленка также и защищает алюминий от коррозии и разрушения, тем самым делая его очень практичным промышленным металлом.
Итак, чтобы успешно совершить пайку алюминиевых радиаторов, вам необходимо счистить оксидный налет перед проведением работ.
Как удалить оксидную пленку
Чаще всего для снятия налета используют флюсы. Последние представляют собой смеси, в состав которых входят неорганические и органические вещества, нацеленные на удаление оксидной пленки, а также защиты поверхности металла от окисления во время пайки, улучшения сцепления припоя с поверхностью.
Флюс не вступает в химическую реакцию с припоем. Исключением выступают лишь особые флюсы, которые специально разработаны для реактивно-флюсовой пайки.
Флюс можно изготовить как самостоятельно, так и приобрести в специальном магазине. Последние могут включать в себя: цинк, кадмий, висмут. Самодельные аналоги называют плавнями.
Принцип и технологические особенности процесса пайки
Отличие пайки алюминия заключается в особенностях его химических свойств. При взаимодействии с кислородом на поверхности металла возникает оксидная термоустойчивая пленка. Поэтому при пайке алюминия используются ряд дополнительных операций по удалению оксидной пленки. Удаление пленки способствует прочному соединению припоя с поврежденной поверхностью.
Перед тем, как запаять медный или алюминиевый радиатор, очищают внутреннюю поверхность устройства от накипи. С помощью металлической щетки удаляют загрязнения с его наружной поверхности.
Очистка радиатора от накипи
Для удаления накипи используют специальные чистящие средства. В домашних условиях используют раствор лимонной либо уксусной кислоты. Чистящий раствор готовят из расчета на 500 мл воды 1-2 столовые ложки кислоты.
Для очистки от накипи чистящий раствор заливают в радиатор. После нескольких минут ожидания устройство встряхивают и удаляют раствор. При необходимости процедуру повторяют несколько раз.
Для повышения чистящего эффекта решетку снаружи подогревают с помощью газовой горелки.
Очистка радиатора от грязи
Для удаления загрязнений с наружной поверхности используют металлическую щетку. Загрязнения от нефтепродуктов удаляют с помощью специальных чистящих средств.
После очистки радиатор ополаскивают чистой водой и тщательно высушивают на открытом воздухе. При работе в помещении используют обдувку установки струей горячего воздуха.
Порядок пайки
Правильная организация процедуры пайки алюминия предполагает основательную подготовку, без проведения которой не удастся добиться нужного результата. Перед тем как самому паять радиатор, следует внимательно ознакомиться с соответствующей инструкцией. В ней указывается, что подготовительный этап включает в себя зачистку восстанавливаемой зоны и приготовление паяльного состава требуемого качества.
Подготовительные операции
Перед началом пайки необходимо удалить старое покрытие и зачистить зону пайки
Перед тем как запаять алюминиевый радиатор с помощью флюса на основе канифоли, поврежденный участок подготавливается согласно следующей инструкции:
- Удаляются остатки старого покрытия и следы загрязнения.
- Зона пайки зачищается посредством абразива.
- Сразу вслед за этим ее обезжиривают растворителем.
Прежде чем запаять радиатор, потребуется заранее приготовить флюс в металлическом тигле. Для этого канифоль сначала расплавляется газовой горелкой, после чего в расплав добавляются мелкие опилки железа, взятые в соотношении 1:2 (они выполняют функцию абразива). Одновременно с этим подготавливаемый состав перемешивается до состояния однородной массы.
Устранение небольших дефектов
По завершении подготовительных операций переходят к самому процессу пайки:
Паяльником захватывается небольшое количество припоя.
Круговыми плавными движениями он наносится на заранее обработанное флюсом место.
В процессе обработки важно внимательно следить за тем, чтобы слой припоя распределялся по поверхности по возможности равномерно.
При спаивании содержащиеся в припое опилки счищают с поверхности оксиды, а добавленная ранее канифоль перекрывает канал доступа кислорода. В результате создаются все условия для получения надежного контакта между различными металлами. Этот метод подходит только для небольших повреждений, размер которых не превышает нескольких миллиметров. На больших площадях флюс быстро остывает и не обеспечивает хороший прогрев места пайки.
Восстановление значительных повреждений
Для восстановления значительной площади радиатора потребуется специальный состав – плавень
С необходимостью восстановления значительных по площади алюминиевых поверхностей приходится сталкиваться довольно часто. Потребуется специальный паяльный состав, называемый «плавнем». Перед его применением проводится подготовка обрабатываемой поверхности батареи, как это делалось для небольших участков.
Исходные компоненты для приготовления плавня:
- хлориды калия и лития;
- обычная поваренная соль;
- сульфат натрия;
- криолит.
Подготовленная в определенной пропорции смесь сначала основательно перетирается в ступке до состояния пудры. После этого она пересыпается в тигель, где тщательно перемешивается до однородной массы, годной для получения расплава.
Порядок пайки с использованием плавня:
- Поврежденный участок тщательно прогревается посредством газовой горелки.
- На подготовленное место тонким слоем наносится порция плавня.
- Повреждение пропаивается оловянно-свинцовым припоем с добавкой малых количеств висмута.
При работе со спецтехникой (газовой горелкой) важно не перегреть восстанавливаемый участок, чтобы не прожечь его. Сила пламени подбирается с тем расчетом, чтобы его хватало только на равномерный прогрев поверхности алюминиевого изделия
Ремонт радиаторов сложной конфигурации
Пайка автомобильного радиатора
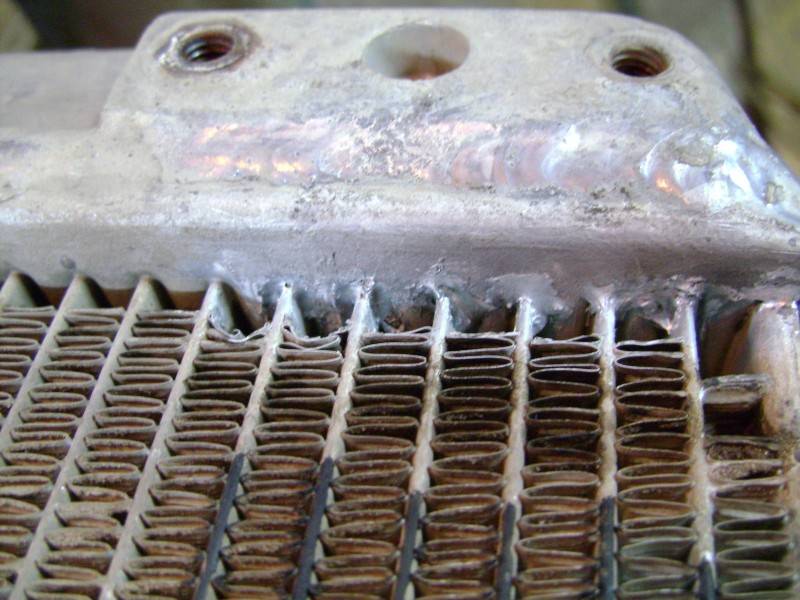
Возможны ситуации, когда требуется восстановить (распаять) алюминиевый радиатор автомобиля, имеющий множество труднодоступных мест. В этом случае методы, основанные на применении железно-канифольного флюса и приготовленного своими руками плавня, не подходят. Тонкостенные трубки медного или латунного радиатора автомобиля, например, из-за особенностей конструкции паять очень непросто. В указанной ситуации рекомендуется использовать низкотемпературный припой (НТП) с одновременной проклейкой восстанавливаемой поверхности. В перечень рассмотренных подготовительных операций следует добавить необходимость обжима плоскогубцами поврежденного участка радиатора или печки, что позволит уменьшить размеры отверстия.

![[инструкция] пайка алюминия в домашних условиях](https://eurobion.info/wp-content/uploads/6/0/4/604bec7593311d09555298cb62277772.jpeg)






По ходу пайки обрабатываемая зона сначала тщательно прогревается газовой горелкой, после чего в ее пламя вносится пруток НТП. Периодически проводя им по этому месту, нужно постараться сделать так, чтобы частички припоя цеплялись за края повреждения и постепенно «затягивали» его. На завершающей стадии потребуется герметизировать зону дефекта, используя для этого специальный высокотемпературный клей. С его помощью удается «заделать» все оставшиеся мелкие неровности и изъяны.
Порядок пайки
Правильная организация процедуры пайки алюминия предполагает основательную подготовку, без проведения которой не удастся добиться нужного результата. Перед тем как самому паять радиатор, следует внимательно ознакомиться с соответствующей инструкцией. В ней указывается, что подготовительный этап включает в себя зачистку восстанавливаемой зоны и приготовление паяльного состава требуемого качества.
Подготовительные операции
 Перед началом пайки необходимо удалить старое покрытие и зачистить зону пайки
Перед началом пайки необходимо удалить старое покрытие и зачистить зону пайки
Перед тем как запаять алюминиевый радиатор с помощью флюса на основе канифоли, поврежденный участок подготавливается согласно следующей инструкции:
- Удаляются остатки старого покрытия и следы загрязнения.
- Зона пайки зачищается посредством абразива.
- Сразу вслед за этим ее обезжиривают растворителем.
Прежде чем запаять радиатор, потребуется заранее приготовить флюс в металлическом тигле. Для этого канифоль сначала расплавляется газовой горелкой, после чего в расплав добавляются мелкие опилки железа, взятые в соотношении 1:2 (они выполняют функцию абразива). Одновременно с этим подготавливаемый состав перемешивается до состояния однородной массы.
Устранение небольших дефектов
 По завершении подготовительных операций переходят к самому процессу пайки:
По завершении подготовительных операций переходят к самому процессу пайки:
Паяльником захватывается небольшое количество припоя.
Круговыми плавными движениями он наносится на заранее обработанное флюсом место.
В процессе обработки важно внимательно следить за тем, чтобы слой припоя распределялся по поверхности по возможности равномерно.
Восстановление значительных повреждений
 Для восстановления значительной площади радиатора потребуется специальный состав — плавень
Для восстановления значительной площади радиатора потребуется специальный состав — плавень
С необходимостью восстановления значительных по площади алюминиевых поверхностей приходится сталкиваться довольно часто. Потребуется специальный паяльный состав, называемый «плавнем». Перед его применением проводится подготовка обрабатываемой поверхности батареи, как это делалось для небольших участков.
Исходные компоненты для приготовления плавня:
- хлориды калия и лития;
- обычная поваренная соль;
- сульфат натрия;
- криолит.
Подготовленная в определенной пропорции смесь сначала основательно перетирается в ступке до состояния пудры. После этого она пересыпается в тигель, где тщательно перемешивается до однородной массы, годной для получения расплава.
Порядок пайки с использованием плавня:
- Поврежденный участок тщательно прогревается посредством газовой горелки.
- На подготовленное место тонким слоем наносится порция плавня.
- Повреждение пропаивается оловянно-свинцовым припоем с добавкой малых количеств висмута.
Ремонт радиаторов сложной конфигурации
 Пайка автомобильного радиатора
Пайка автомобильного радиатора
Возможны ситуации, когда требуется восстановить (распаять) алюминиевый радиатор автомобиля, имеющий множество труднодоступных мест. В этом случае методы, основанные на применении железно-канифольного флюса и приготовленного своими руками плавня, не подходят. Тонкостенные трубки медного или латунного радиатора автомобиля, например, из-за особенностей конструкции паять очень непросто. В указанной ситуации рекомендуется использовать низкотемпературный припой (НТП) с одновременной проклейкой восстанавливаемой поверхности. В перечень рассмотренных подготовительных операций следует добавить необходимость обжима плоскогубцами поврежденного участка радиатора или печки, что позволит уменьшить размеры отверстия.
По ходу пайки обрабатываемая зона сначала тщательно прогревается газовой горелкой, после чего в ее пламя вносится пруток НТП. Периодически проводя им по этому месту, нужно постараться сделать так, чтобы частички припоя цеплялись за края повреждения и постепенно «затягивали» его. На завершающей стадии потребуется герметизировать зону дефекта, используя для этого специальный высокотемпературный клей. С его помощью удается «заделать» все оставшиеся мелкие неровности и изъяны.
Почему трудно устранять дефекты у алюминия
Алюминий — третий по распространенности химический элемент на нашей планете и сочетает в себе массу великолепных качеств: прочность и хорошую теплопроводность при очень малой массе. Он незаменим тогда, когда требуется изготовить изделие большой площади с интенсивной теплопередачей.
Однако при всех своих неоспоримых достоинствах, у алюминия есть большой минус — он трудно поддаётся ремонту. Поэтому пайка алюминиевого радиатора автомобиля или отопительной системы превращается в большую проблему.

Дело в том, что этот металл относится к химически активным. Высокую стойкость к коррозии обеспечивает прочная оксидная плёнка, предохраняющая алюминий от атмосферного воздействия.
Именно эта плёнка и нарушает процесс пайки. Чтобы добиться соединения металла с металлом, нужно его нагреть. При этом обязательно образуется слой оксидов, который воспрепятствует контакту. Задача мастера, когда встаёт вопрос как запаять алюминиевый радиатор, разорвать этот круг.
Кстати, в случае с медью действует тот же принцип. Медные изделия ценятся именно из-за своей стойкости к ржавчине, но уникальная способность к самозащите от коррозии оборачивается проблемой при ремонте.
Материалы и инструменты для пайки алюминиевых радиаторов
Для того чтобы запаять радиатор охлаждения , соты которого выполнены из алюминия, понадобятся:
- мощный паяльник;
- припой (оловянно-свинцовый или сплав олова с висмутом);
- опилки железа;
- канифоль;
- огнеупорная емкость (тигель).
Желательно, чтобы паяльник обладал мощностью более 100 Вт. В противном случае он попросту не в состоянии будет прогреть алюминий. Что касается припоя, то для заделывания мелких трещин (отверстий) подойдет оловянно-свинцовый сплав. Если же повреждения значительные, то целесообразно использовать припой, состоящий из 5 частей висмута и 95 частей олова. Такой сплав можно без проблем приобрести в магазинах, где торгуют радиодеталями. Обычно, он имеет вид проволоки и маркируется как ПОСВ-33 или ПОСВ-50.
Ремонт алюминиевого и медного радиаторов
Материалом для изготовления большинства устройств служит медь и алюминий. Эти металлы отличаются высокой теплопроводностью и стойкостью к действию высоких температур.
Особенности медной пайки
Радиаторы из меди обладают характерным красно-розовым оттенком. Изделия из меди легко поддаются пайке. Простота процесса позволяет ремонтировать изделия из меди в домашних условиях.
Недостатком меди служит подверженность коррозии и высокая стоимость.
Особенности алюминиевой пайки
Алюминий обладает высокой антикоррозийной стойкостью и небольшим весом. Изделия из алюминия имеют серебристый цвет.
Выполнение пайки радиатора в домашних условиях
Пайка радиаторов системы охлаждения является классическим методом ремонта. Она применялась еще в начале прошлого века. В то время радиаторы изготавливались из меди или ее сплавов (обычно латунь). Технология пайки в то время была отработана. Медный чайник могли отремонтировать в любом городе. Процесс пайки выполняется при температуре плавления используемого припоя. Для выполнения пайки требуются следующие материалы и инструменты:
- мощный паяльник на 220 Вольт (лучше использовать молоткового типа мощностью 250 или 200 Ватт, при отсутствии – минимум на 100 Ватт);
- наждачная бумага средней зернистости;
- активный флюс;
- припой оловянно-свинцовый ПОС-60 или ПОС -40;
- растворитель для очистки поверхности.
Предварительно ремонтируемую поверхность радиатора очищают от посторонних загрязнений. Далее в случае необходимости для обеспечения доступа к месту пайки аккуратно удаляют охлаждающие ребра. Затем производят чистовую зачистку при помощи наждачной бумаги.
Паяльник (если он новый) предварительно залуживают. Для этого на его разогретое до рабочей температуры жало наносят активный флюс, далее на жало паяльника расплавляют припой. В случае отсутствия активного флюса можно использовать таблетку аспирина. При этом желательно не вдыхать «термоядерные» испарения от таблетки.
Далее активный флюс наносят на зачищенное место. После этого на жало паяльника наносят большую каплю припоя и производят процесс пайки. Он требует наличия небольшого опыта. Возможно, потребуется время, чтобы выполнить качественную пайку.
Порядок пайки
Правильная организация процедуры пайки алюминия предполагает основательную подготовку, без проведения которой не удастся добиться нужного результата. Перед тем как самому паять радиатор, следует внимательно ознакомиться с соответствующей инструкцией. В ней указывается, что подготовительный этап включает в себя зачистку восстанавливаемой зоны и приготовление паяльного состава требуемого качества.
Подготовительные операции
Перед началом пайки необходимо удалить старое покрытие и зачистить зону пайки
Перед тем как запаять алюминиевый радиатор с помощью флюса на основе канифоли, поврежденный участок подготавливается согласно следующей инструкции:
- Удаляются остатки старого покрытия и следы загрязнения.
- Зона пайки зачищается посредством абразива.
- Сразу вслед за этим ее обезжиривают растворителем.
Прежде чем запаять радиатор, потребуется заранее приготовить флюс в металлическом тигле. Для этого канифоль сначала расплавляется газовой горелкой, после чего в расплав добавляются мелкие опилки железа, взятые в соотношении 1:2 (они выполняют функцию абразива). Одновременно с этим подготавливаемый состав перемешивается до состояния однородной массы.






Устранение небольших дефектов
 По завершении подготовительных операций переходят к самому процессу пайки:
По завершении подготовительных операций переходят к самому процессу пайки:
Паяльником захватывается небольшое количество припоя. Круговыми плавными движениями он наносится на заранее обработанное флюсом место
В процессе обработки важно внимательно следить за тем, чтобы слой припоя распределялся по поверхности по возможности равномерно
При спаивании содержащиеся в припое опилки счищают с поверхности оксиды, а добавленная ранее канифоль перекрывает канал доступа кислорода. В результате создаются все условия для получения надежного контакта между различными металлами. Этот метод подходит только для небольших повреждений, размер которых не превышает нескольких миллиметров. На больших площадях флюс быстро остывает и не обеспечивает хороший прогрев места пайки.
Восстановление значительных повреждений
 Для восстановления значительной площади радиатора потребуется специальный состав – плавень
Для восстановления значительной площади радиатора потребуется специальный состав – плавень
С необходимостью восстановления значительных по площади алюминиевых поверхностей приходится сталкиваться довольно часто. Потребуется специальный паяльный состав, называемый «плавнем». Перед его применением проводится подготовка обрабатываемой поверхности батареи, как это делалось для небольших участков.
Исходные компоненты для приготовления плавня:
- хлориды калия и лития;
- обычная поваренная соль;
- сульфат натрия;
- криолит.
Подготовленная в определенной пропорции смесь сначала основательно перетирается в ступке до состояния пудры. После этого она пересыпается в тигель, где тщательно перемешивается до однородной массы, годной для получения расплава.
Порядок пайки с использованием плавня:
- Поврежденный участок тщательно прогревается посредством газовой горелки.
- На подготовленное место тонким слоем наносится порция плавня.
- Повреждение пропаивается оловянно-свинцовым припоем с добавкой малых количеств висмута.
При работе со спецтехникой (газовой горелкой) важно не перегреть восстанавливаемый участок, чтобы не прожечь его. Сила пламени подбирается с тем расчетом, чтобы его хватало только на равномерный прогрев поверхности алюминиевого изделия
Ремонт радиаторов сложной конфигурации
 Пайка автомобильного радиатора
Пайка автомобильного радиатора
Возможны ситуации, когда требуется восстановить (распаять) алюминиевый радиатор автомобиля, имеющий множество труднодоступных мест. В этом случае методы, основанные на применении железно-канифольного флюса и приготовленного своими руками плавня, не подходят. Тонкостенные трубки медного или латунного радиатора автомобиля, например, из-за особенностей конструкции паять очень непросто. В указанной ситуации рекомендуется использовать низкотемпературный припой (НТП) с одновременной проклейкой восстанавливаемой поверхности. В перечень рассмотренных подготовительных операций следует добавить необходимость обжима плоскогубцами поврежденного участка радиатора или печки, что позволит уменьшить размеры отверстия.
По ходу пайки обрабатываемая зона сначала тщательно прогревается газовой горелкой, после чего в ее пламя вносится пруток НТП. Периодически проводя им по этому месту, нужно постараться сделать так, чтобы частички припоя цеплялись за края повреждения и постепенно «затягивали» его. На завершающей стадии потребуется герметизировать зону дефекта, используя для этого специальный высокотемпературный клей. С его помощью удается «заделать» все оставшиеся мелкие неровности и изъяны.
Как работает системы охлаждения двигателя
Охлаждающая жидкость от двигателя входит в верхний контур системы. При входе в систему теплоноситель имеет высокую температуру. По ячейкам решетки горячий теплоноситель спускается в нижний контур.
На пути из верхнего контура в нижний теплоноситель остывает. Охлаждение происходит в результате прохода охлажденного воздуха сквозь решетку. Остывшая жидкость из нижнего контура подается к двигателю. Для принудительного охлаждения двигателя используется вентилятор.
В качестве теплоносителя используется вода либо смесь воды с этиленгликолем (антифриз). Такие смеси не замерзают даже при температуре -40° С. При отрицательных температурах наружного воздуха антифриз превращается в густую массу. Гелеобразная масса не разрушает систему охлаждения при замерзании.
Применение антифриза позволяет использовать жидкостную систему охлаждения в зимнее время.
Ремонт медных радиаторов

Достаточно иметь довольно мощный паяльник, оловянно-свинцовый припой ПОС-60 или ЗИЛ-2 (для латуни можно использовать ПОС-40) и флюс (канифоль, разбавленная спиртом).
Электрический прибор вряд ли подойдёт для того, чтобы паять трубки или припаивать латунные патрубки к бачкам радиатора. Чаще всего используют устройства, которые нагреваются в печи или в пламени паяльной лампы. Способ пайки таким паяльником своеобразен:
- детали, которые необходимо спаивать, предварительно нужно зачистить и нагреть феном, паяльной лампой или на печи;
- горячая деталь должна быть хорошенько обработана флюсом для устранения с ее поверхности оксидных пленок;
- припой к месту шва доставляют не на жале паяльника, а прямо подачей оловянного прутка;
- разогретым паяльником его распределяют по месту спайки.

Если течь обнаружена в одной из охлаждающих трубок, можно использовать для устранения неисправности газовую горелку. Чтобы подобраться к поврежденному месту и произвести работу качественно, нужно аккуратно удалить пластинки оребрения. Сделать это можно, применив специальную абразивную насадку к портативной дрели. Сразу можно и очистить поврежденное место.
Нагревая трубку горелкой, необходимо охватывать как можно большую площадь, чтобы обеспечить достаточную температуру для наложения шва и при этом не перегреть медную трубку. Припой в виде прутка или паяльной проволоки вводится в зону пайки, когда деталь будет разогрета до нужной температуры и обработана флюсом.
Пайка радиаторов кондиционера автомобиля осуществляется аналогично, с той лишь разницей, что нужно стравливать хладагент из системы, соблюдая меры предосторожности. Вообще работы по ремонту трубок и радиаторов лучше доверить специалистам, если нет опыта в пайке
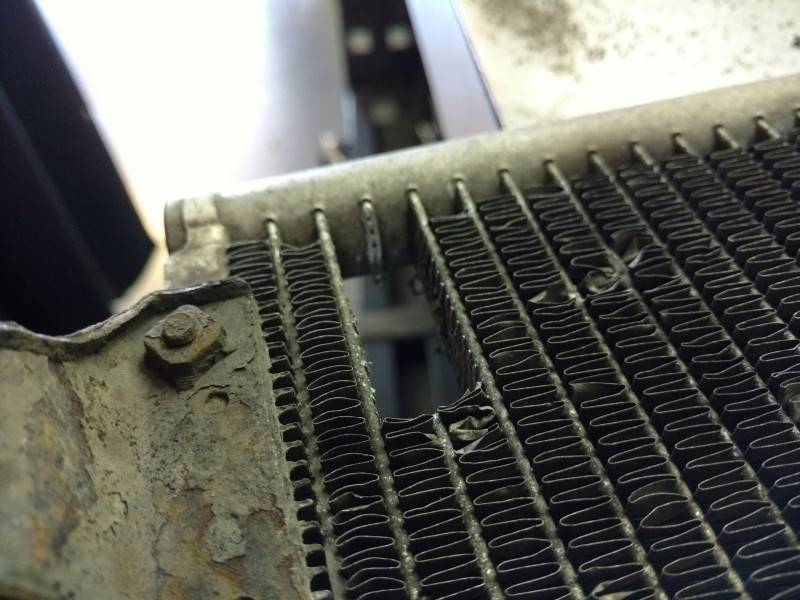
Трудности пайки алюминиевых радиаторов
Пайка алюминиевого радиатора паяльником осложняется формой самого изделия. В зависимости от того где случилась поломка, место может быт труднодоступным, обладать поверхностью предрасполагаемой к растеканию металла и так далее. Осложняется все и высокой активностью металла, приводящей к окислам. При разогревании алюминия до нужной температура очень сложно отследить, как хорошо он прогрелся, так как металл почти не меняет цвет в этой время. Это может привести к переплавлению основного металла.
Способы пайки алюминиевых радиаторов
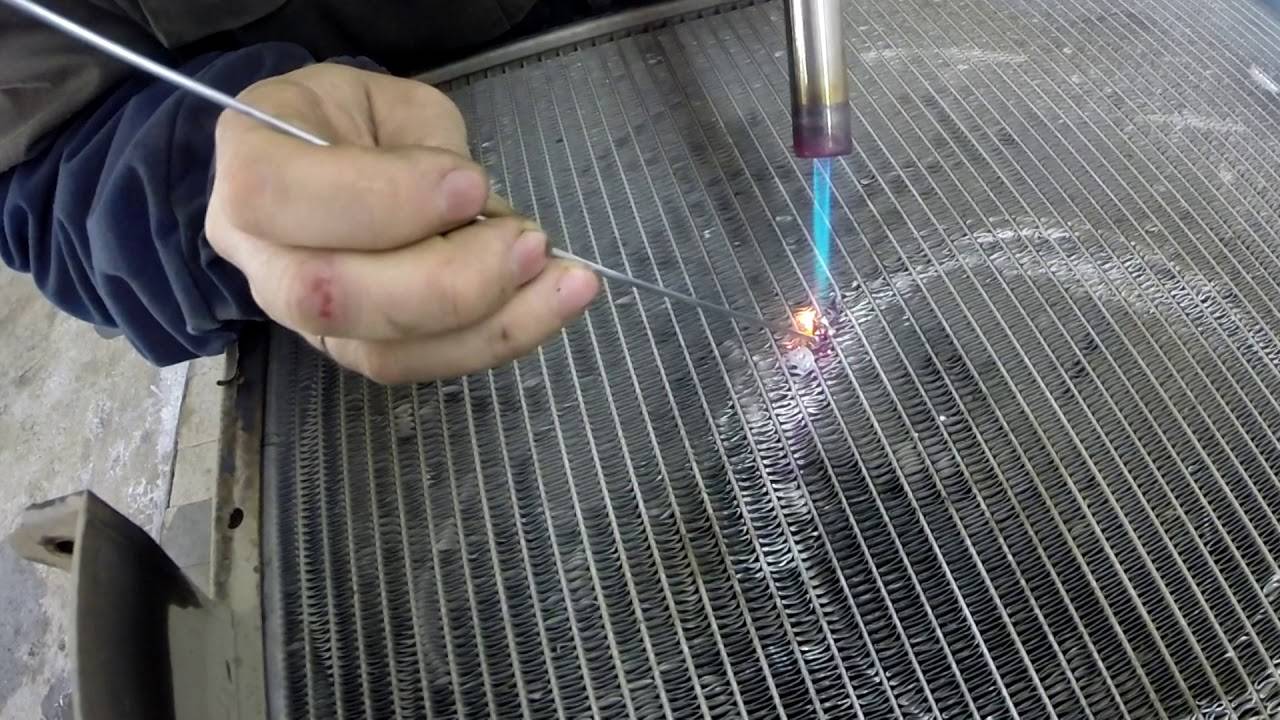
Существует два основных типа пайки, использующегося при работе с алюминиевыми радиаторами. Первым является использование паяльника, что более доступно, но менее эффективно и удобно. Второй способ – пайка алюминия газовой горелкой дает более эффективный результат, но обходится дороже, а также далеко не у всех имеется соответствующая техника, так как она имеет относительно высокую стоимость.

Пайка алюминиевого радиатора газовой горелкой
В качестве флюса при каждом из способов могут использовать в качестве припоя:
- Кадмий;
- Олово;
- Висмут;
- Цинк;
- Комбинированный флюс;
- Специализированные марки для алюминия.
Подготовка к пайке
Пайка алюминиевого радиатора охлаждения начинается с подготовительного процесса. В первую очередь следует заняться поверхностью основного металла. Здесь идет механическая обработка, чтобы снять частички грязи, пыли и прочих ненужных элементов. После этого следует обработать все растворителем. Это может быть бензин, ацетон или что-либо схожее. Эти процедуры должны помочь избавиться от оксидной пленки.
Пайка алюминиевого радиатора автомобиля требует правильного выбора флюса. Если его требуется приготовить самостоятельно, то это следует сделать еще до разогрева металла. В ином случае нужно просто подготовить его на рабочем месте, чтобы удобно было пользоваться.






![[инструкция] пайка алюминия в домашних условиях](https://eurobion.info/wp-content/uploads/8/3/7/83779d8c8309d514c20c7fc9b8835c17.jpeg)


Пошаговая инструкция по пайке
Когда все подготовительные процедуры завершены, то можно приступать к нанесению флюса на поверхность основного металла. флюсом нужно покрыть практически всю поверхность пайки. Это требуется сделать для того, чтобы максимально изолировать от влияния кислорода из воздуха, так как он приводит к появлению сложно разрушаемых оксидов. Если флюс не жидкий и работа ведется паяльником, то его нужно предварительно расплавить перед нанесением. При использовании газовой горелки его можно плавить уже на основном металле.
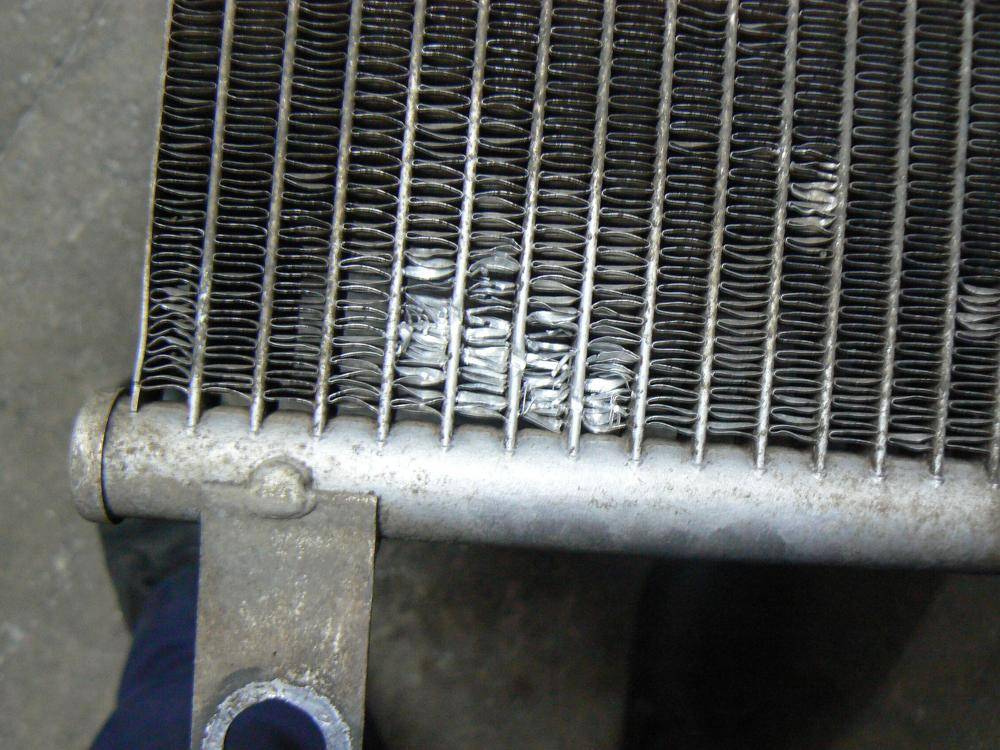
После этого берется небольшая часть припоя и наносится на поверхность под температурным воздействием. Расплавленный металл будет сильно растекаться, так что нужно действовать аккуратно и не брать слишком много припоя. Нанесение нужно делать аккуратными круговыми движениями, равномерно распределяя количество материала по всей поверхности. Он должен распространиться не только на проблемном месте, но и захватить близлежащую область.
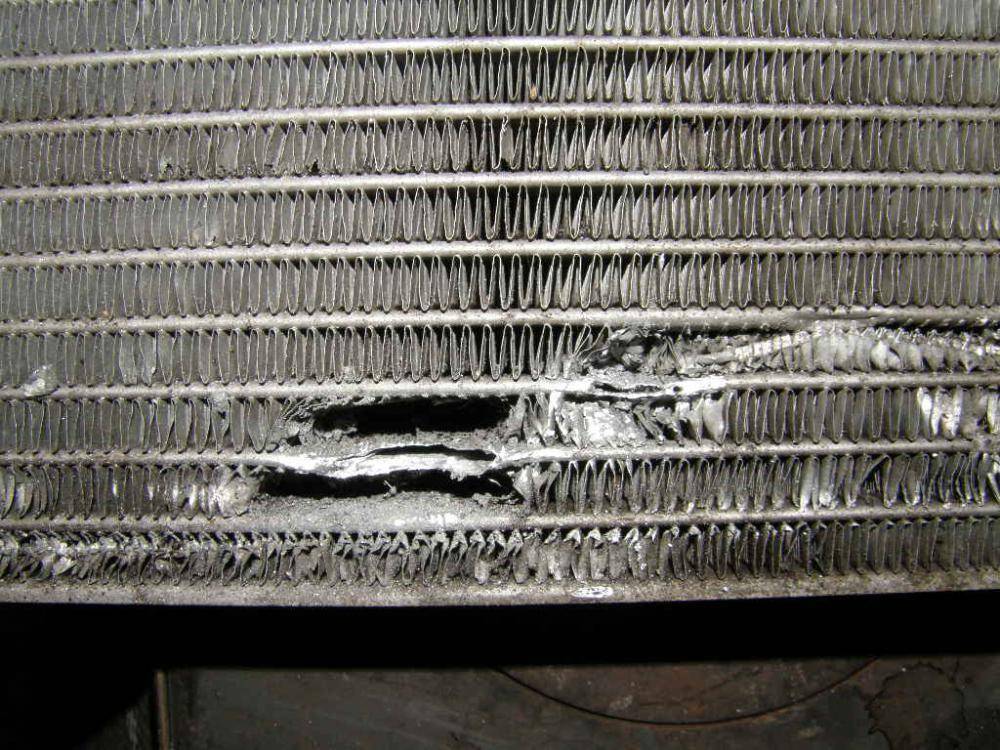
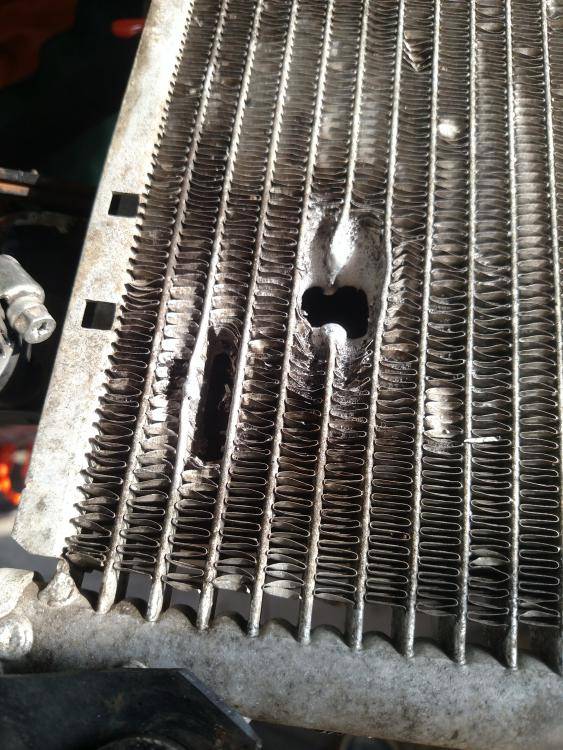
Пайка алюминиевого радиатора оловом и прочими видами припоев может иметь свои отличительные нюансы, но принцип проведения процедур практически всегда одинаковый. Сложности вызывают крупные сколы и дыры. Их приходится запаивать в несколько проходов. Понемногу на край поверхности наносится металл припоя. Он остывает и после этого наносится еще один слой, постепенно заволакивая все отверстие. Проблема состоит в том, что припой имеет более низкую температуру плавления, чем основной металл и может быстро расплавиться.
Таблица режимов пайки
У каждого припоя есть своя температура плавления, что заставляет мастера подбирать свои температурные режимы для каждого из них. Здесь приведены основные используемые марки:
Марка | Режим пайки | Максимальные параметры прочности получаемых швов, кгс/мм2 | ||
| АМц | АМг6 | Д20 | ||
| П-300-А | 440° С | 11 | 22 | – |
| П-425-А | 12 | 20,8 | 20,8 | |
| 34А | 550° С | 9-10 | – | 28,8 |
| В-62 | 510° С | 12 | – | 23,8 |
Техника безопасности
Во время пайки нужно обеспечить хорошую вентиляцию, естественную или искусственную, чтобы как можно меньше дышать парами металла. Паяльник и горелка никогда не должны оставаться долгое время включенным, когда не используются или без присмотра. Это может привести к возникновению пожара.
Флюс
Перед тем как паять радиатор, придется позаботиться и о флюсе. Именно он обеспечивает надежное соединение припоя и ремонтируемой металлической поверхности. Флюс можно либо купить либо изготовить самостоятельно. Приобрести его можно в любом магазине, специализирующемся на продаже радиодеталей. На упаковках российских флюсов, предназначенных для пайки алюминия, обычно имеется соответствующая надпись. Также их название может содержать маркировку Ф-59А, Ф-61А, 34А и др.
Как запаять радиатор автомобиля в домашних условиях, не покупая флюс? Можно ли его сделать самостоятельно? Да, флюс можно приготовить своими руками. Он, конечно, не будет обладать такими же свойствами, как заводской, но со своей задачей справится. Для его изготовления потребуется всего два ингредиента: канифоль и железные опилки.
Канифоль наверняка найдется у вас дома, а стружку можно получить, обработав любую железную деталь напильником. Все это нужно смешать в небольшой огнеупорной посудине и разогреть на огне. Полученная смесь – простейший флюс для алюминия.
Чтобы получить более прочное соединение припоя и металла, можно изготовить так называемый плавень. Для этого необходимо смешать следующие вещества в таких пропорциях:
- калий хлористый – 56%;
- литий хлористый – 23%;
- криолит – 10%;
- крупная пищевая соль – 7%;
- натрий сернокислый – 4 %.
Ингредиенты нужно измельчить, смешать и ссыпать в герметичную стеклянную посуду. Хранят плавень в месте, защищенном от прямых солнечных лучей.




