Сварочно-технологические свойства электродов ГОСТ 9466
Сварочно-технологические свойства электродов должны удовлетворять следующим требованиям:
- дуга должна легко возбуждаться и стабильно гореть;
- покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования чехла или козырька, препятствующих нормальному плавлению электрода при сварке во всех пространственных положениях, рекомендованных для электродов данной марки;
- образующийся при сварке шлак должен обеспечивать правильное формирование валиков шва и легко удаляться после охлаждения;
- металле шва не должно быть трещин, надрывов и поверхностных пор;
Максимальные размеры и число внутренних пор и шлаковых включений в металле шва не должны превышать норм, указанных в стандарте
При проверке сварочно-технологических свойств электродов выполняют сварку одного одностороннего таврового образца и одного двухстороннего. Вместо одностороннего таврового образца, если оговорено в ТУ на электроды, выполняют трубный стыковой образец. Односторонний тавровый образец разрушают для контроля наличия внутренних дефектов. Трубный образец подвергают радиографическому контролю или послойной обработке. На двусторонних тавровых образцах проверяют склонность швов к образованию трещин.
Сварку угловых швов тавровых образцов производят за один проход
При получении неудовлетворительных результатов проверки поп. 4.6 стандарта, а также по п. 4.7 стандарта в части прочности или коэффициента массы покрытия проводят повторную проверку на удвоенном количестве электродов, отобранных от партии. Результаты повторной проверки являются окончательными и распространяются на всю партию
При получении неудовлетворительных результатов проверки по п. 4.7 стандарта в части содержания влаги в покрытии или по п. 4.8 стандарта в части размеров и количества пор (п. 3.12), выявленных в металле шва или наплавленном металле при проверке сварочно-технологических свойств, допускается повторное прокаливание всех электродов контролируемой партии с последующей проверкой соответствующих показателей.
При получении неудовлетворительных результатов проверки по п. 4.8 стандарта в части химического состава наплавленного металла, механических и специальных свойств и характеристик металла шва, наплавленного металла или сварного соединения допускается повторное выполнение соответствующих проб и удвоенного числа образцов для проверки показателей, по которым был получен неудовлетворительный результат.
Результаты повторной проверки являются окончательными.
Прокалка сварочных электродов
Прокалка производится для уменьшения содержания влаги в покрытии и, как следствие, снижения количества водорода в наплавленном металле, а так же для улучшения сварочно-технологических свойств .
Режим прокалки указывается на этикетке (коробке)
Режим прокалки включает: температуру прокалки, время выдержки. Температура прокалки электродов с основным видом покрытия должна быть не менее 340 С
Срок хранения прокаленных электродов в обычных условиях (температура не ниже +15С и влажность не более 60%) не более 5 суток, в термо шкафах при температуре 80-115 С срок хранения не ограничен.
Количество прокалок не более 3-х раз.
Нарушение режимов прокалки и сроков хранения приведет к появлению пор и снижению ударной вязкости металла сварных швов.
Технологии изготовления
Для изготовления электродов используют следующие материалы:
- особенная проволока определенного диаметра;
- мел и добавки;
- натриевые или калиевые глыбы.
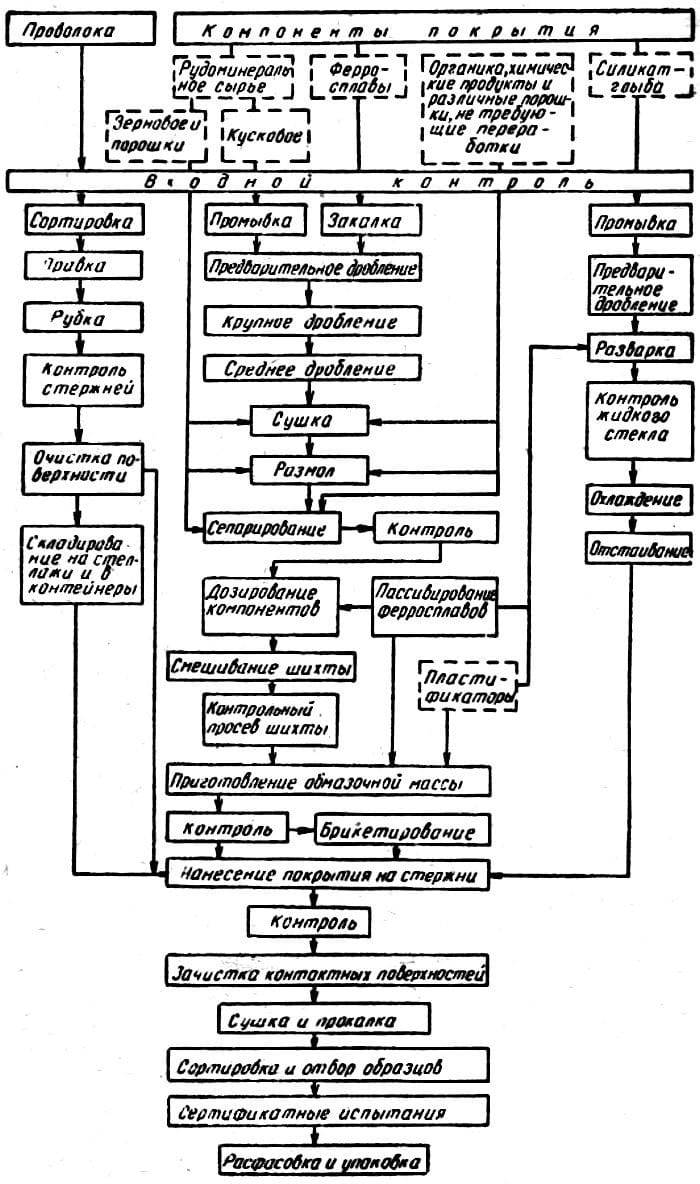
Технология изготовления сварочных электродов.
Заводы по производству электродов, в большинстве своем, используют следующую технологию. Кусковые материалы промывают, очищают от пустой породы, загрязнений в специальных моечных машинах, а затем дробят в дробильных камерах.
На следующем этапе электродные материалы высушивают в сушильных установках, размалывают в шаровых мельницах.
Электродную проволоку режут на заготовки актуальной длины при помощи правильно-рубильных станков. Активные ферросплавы пассируют в автоклавах в процессе варки жидкого стекла, используемого в качестве связующего вещества для обмазочной массы.
Далее готовят шихту, обмазочную массу, дозируя компоненты согласно рецепту.
Обмазка готовится из двух частей: сухой и мокрой. Сухие компоненты смешиваются в смесителях, обмазочная или мокрая масса готовится в противоточных или бегунковых смесителях, а брикеты формируются на брикетировочных прессах.
Приготовленную обмазочную массу наносят на проволоку двумя способами: путем обмакивания или опрессовкой. Выбор способа обмазки определит особенности изготовленных электродов.
При обмакивании электродную заготовку погружают в емкость с обмазочной массой и медленно извлекают наружу. Такой способ характерен для мини-производств.
Опрессовку осуществляют путем проталкивания проволоки через специальное оборудование – электродный пресс для производства электродов. Обмазка наносится на проволоку в цилиндре установки за счет высокого давления. Далее они протаскиваются вместе с обмазочной массой через специальные отверстия.
На заметку! Данный метод изготовления расходных материалов для сварки считается более современным и совершенным, потому что позволяет изготовить большие партии товара. Но при его использовании электроды потребуется просушить.
Сушка наделит обмазку высокой прочностью, но изделия потребуется прокалить в специальных печах, чтобы она крепко держалась на них.
Виды обмазки
В настоящее время применяются четыре вида обмазки.
- Основное с маркировкой «Б».
- Кислое – «А».
- Целлюлозное – «Ц».
- Рутиловое – «Р».
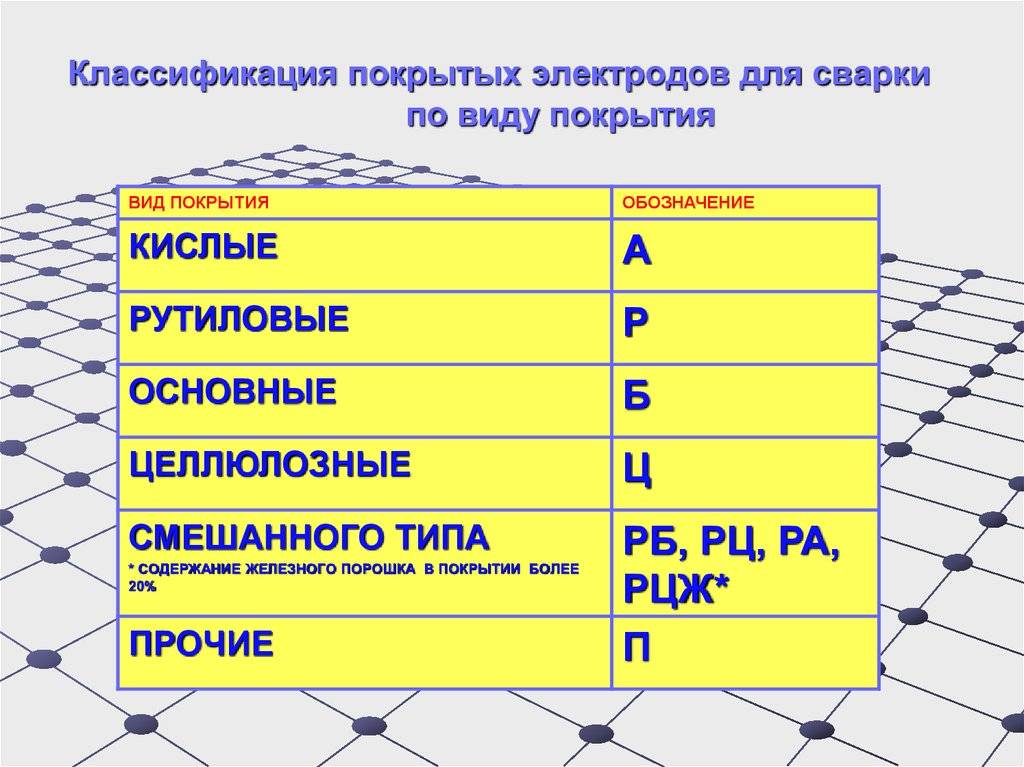
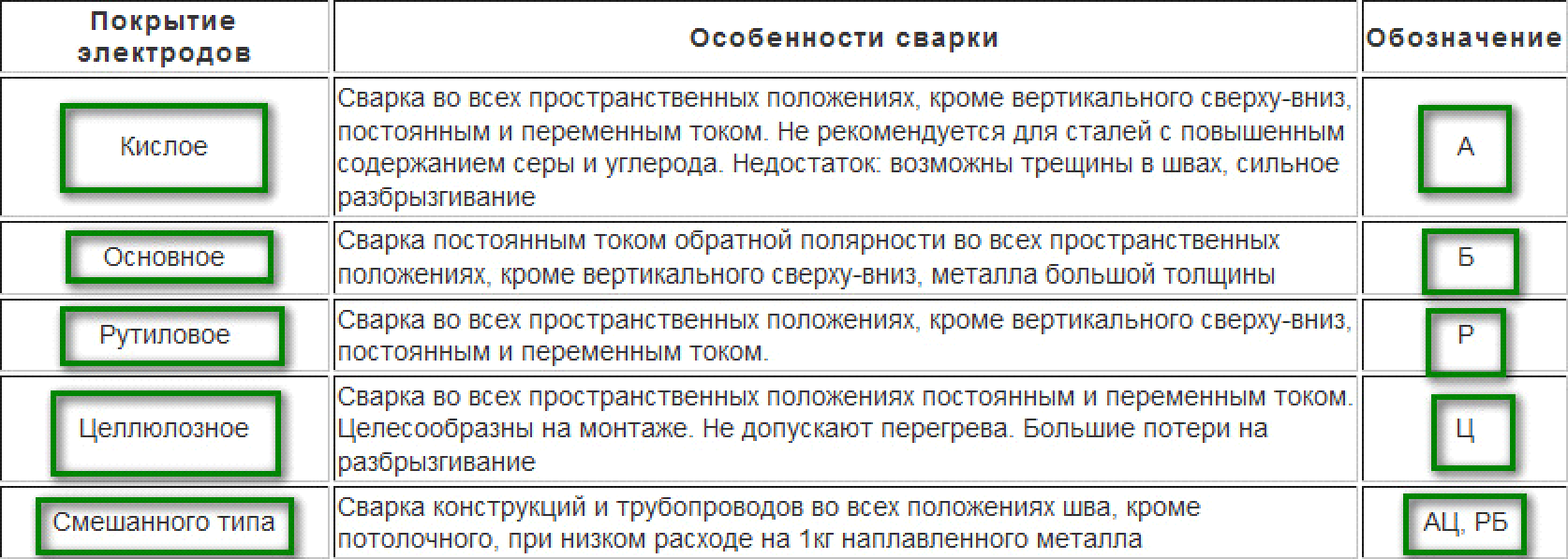
Есть смешанные виды, к примеру, АР – кисло-рутиловое, РБ – рутилово-основное, РЖ – рутиловое смешанное с железным порошком и РЦ – рутилово-целлюлозное.
Чаще всего для ручной сварки инвертором используют сварочные электроды с основным или рутиловым покрытием. К первой категории относятся электроды марки УОНИ. Их обычно используют в тех случаях, когда нужно получить сварочный шов высокого качества. То есть, шов должен отвечать высокой прочности, ударной вязкости и высокому показателю пластичности. При этом швы из сварного электрода УОНИ гарантируют, что внутри сварного материала не будут образовываться трещины кристаллического типа, плюс электроды данного типа не подвержены старению. Поэтому специалисты рекомендуют их применять для сварки ответственных конструкций, которые будут эксплуатироваться в жестких условиях.
Есть у УОНИ и свои отрицательные стороны. Влага на электродах, ржавчина на торце проволоки, масляные или жирные пятна на обмазке, ржавчина на соединяемых металлических изделиях – все это гарантия появления внутри сварочного шва раковин, которые снижают его качество. К тому же работать с этими электродами можно только на постоянном токе с обратной полярностью.
Сварочные материалы с рутиловым покрытием используются в основном для соединения деталей из низкоуглеродистой стали. Их ярким представителем является марка МР. Вот положительные характеристики данной категории.
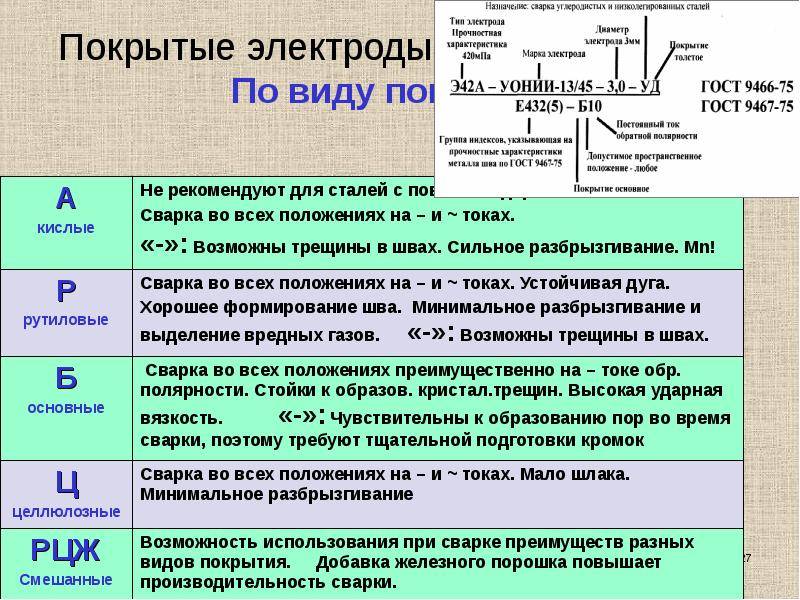

- Могут работать как на постоянном, так и на переменном токе.
- Разбрызгивание металла минимальное.
- С помощью электродов данного типа могут получаться высококачественные сварочные швы, сделанные в любом положении заготовок.
- Шлак после сварки легко отходит.
- С помощью МР можно варить и ржавые изделия, и даже сильно загрязненные.
- Легкий розжиг даже при низком показателе вольт-амперной характеристики инвертора.
Когда перед новичком стоит вопрос, как правильно выбрать электрод для сварки, то оптимальный для него вариант – это марка МР.
К рутиловым покрытиям относятся марки АНО. Их используют для соединения изделий из углеродистой стали, к примеру, для сварки трубопроводов. Все остальные характеристики точно такие же, как и у МР.
Почему опытные сварщики не любят пользоваться электродами с рутиловой обмазкой? Во-первых, они их называют бенгальскими огнями. Во-вторых, это мягкая и быстрая сварка, а для хорошего прогрева металла нужна медленная сварка. Поэтому профессионалы отрицательно относятся к ним, а для новичков – это в самый раз.
Реализация
Изучить рынок сбыта электродов в регионе и за его пределами необходимо до запуска производства. Реализовывать готовую продукцию можно посредством ее предложения:
- розничным строительным магазинам;
- оптово-розничным базам;
- оптовым компаниям;
- строительным компаниям и производствам;
- заводам по изготовлению металлоконструкций;
- строительным торговым площадкам.
Производство электродов является высококонкурентным, однако предложение качественной продукции по доступным ценам, своевременность и бесперебойность поставок, использование системы скидок и льгот для оптовых покупателей и постоянных клиентов позволит достаточно быстро окупить вложения и выйти на прибыль. Рекомендуем посмотреть существующих производителей электродов и произвести конкурентную разведку.
Читайте нас в Яндекс Дзен и подписывайтесь во Вконтакте.
24.01.2020
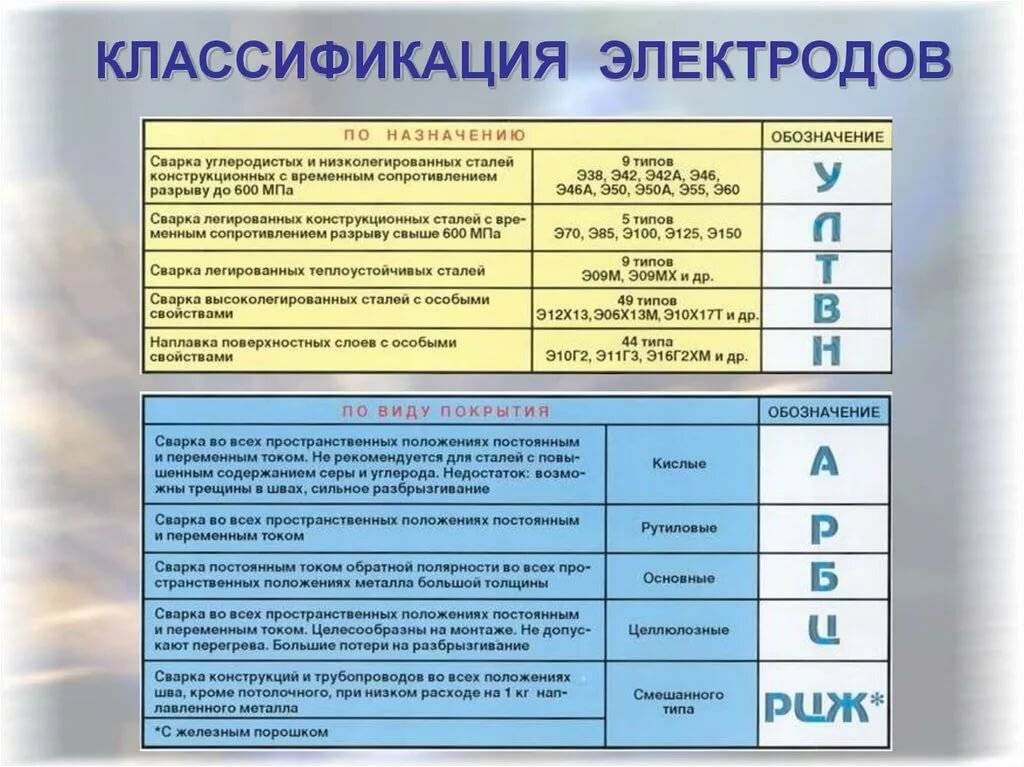
Классификация стальных покрытых электродов для ручной дуговой сварки
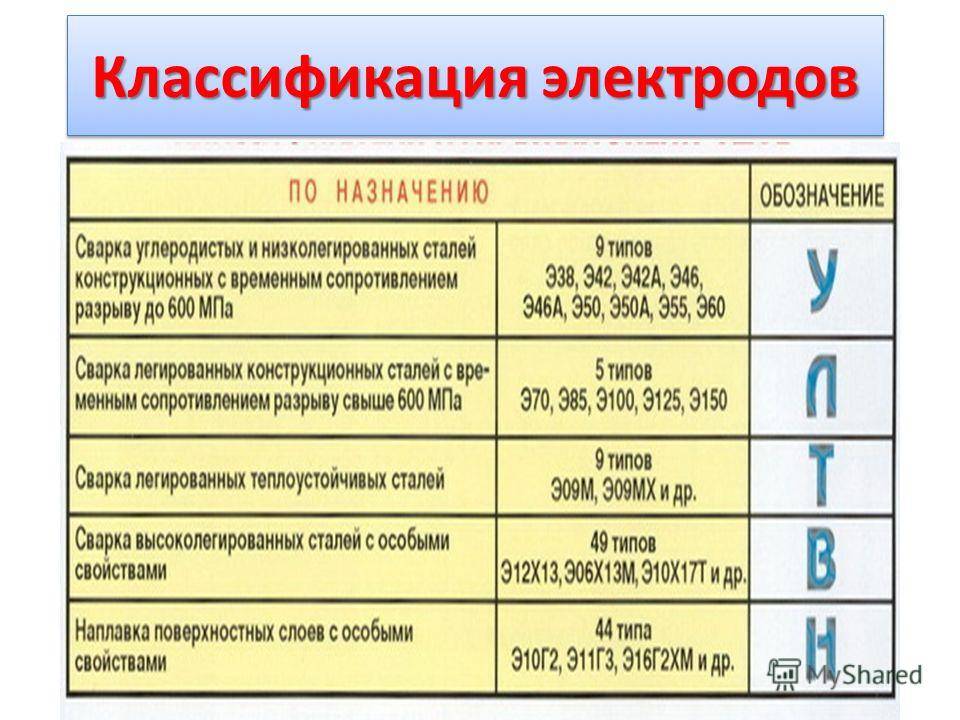
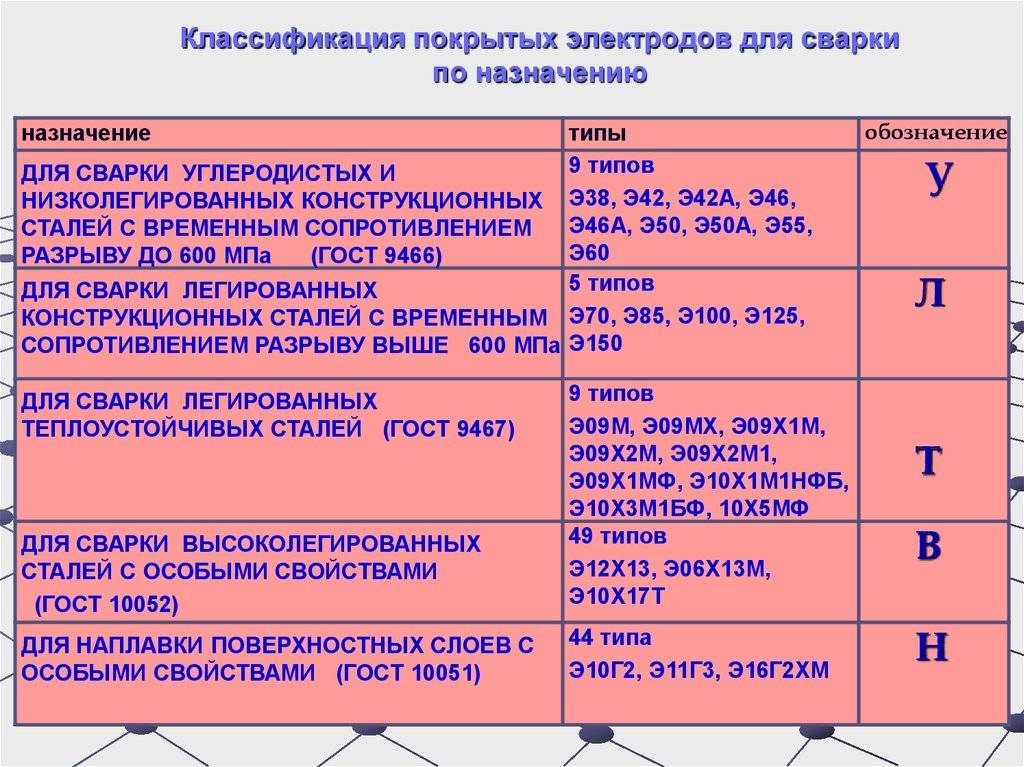
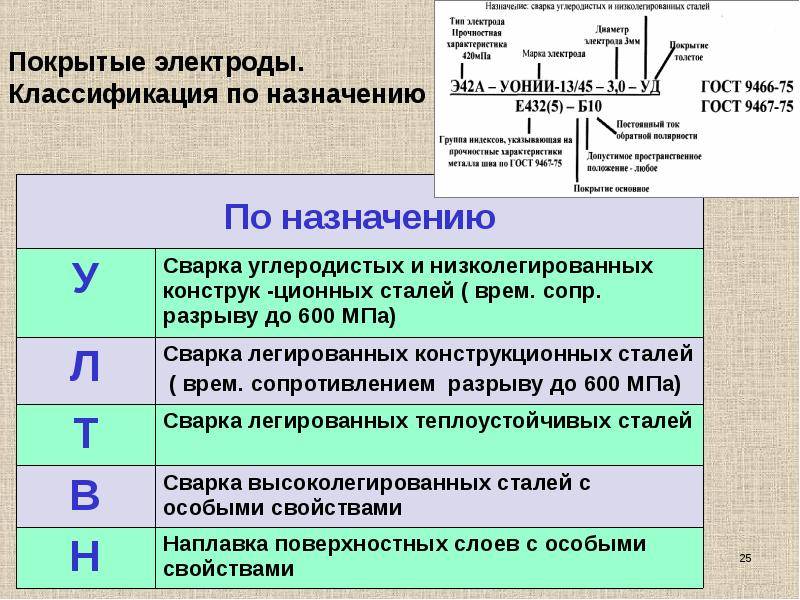
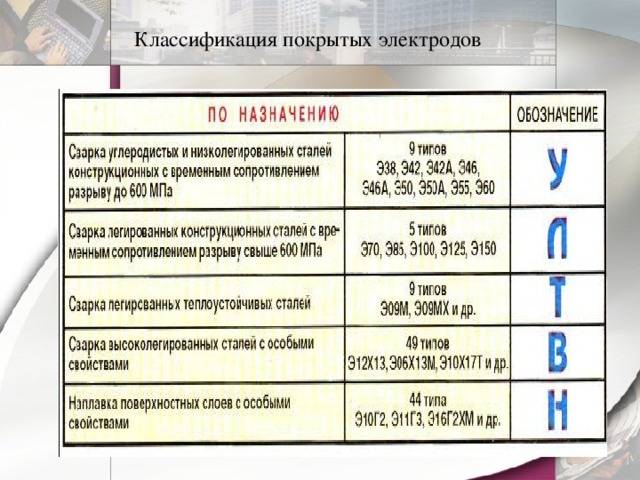
Классификация покрытых электродов, в зависимости от их назначения
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями
ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые
электроды для дуговой сварки делятся на следующие группы:
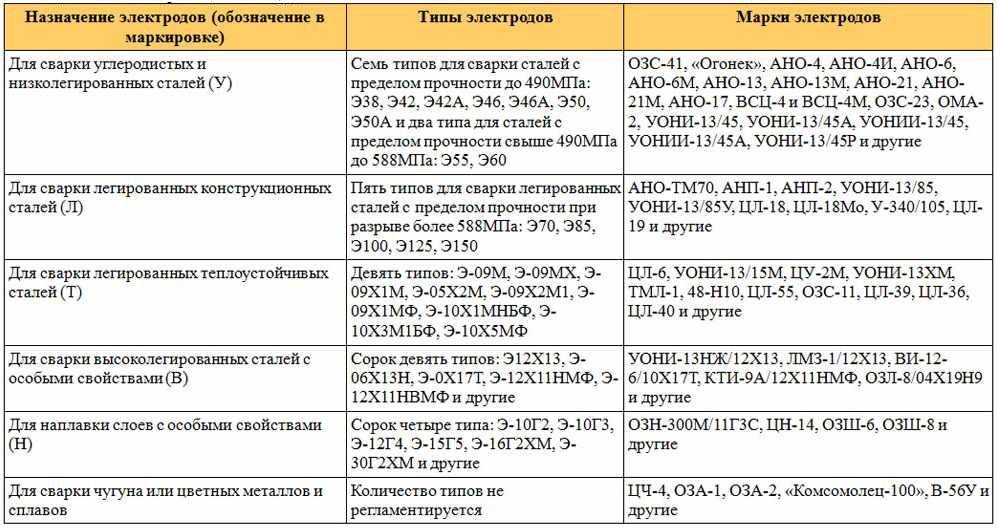
У – для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным
сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются
следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
Л – электроды данной группы применяют для сварки легированных сталей, а также
для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа.
Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
Т – данные электроды предназначены для сварки легированных теплостойких сталей.
В – электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052).Н
– электроды для наплавки поверхностных слоёв с особыми свойствами.
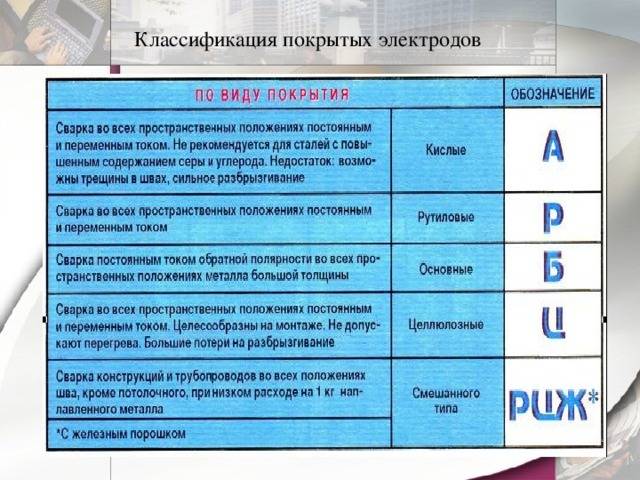
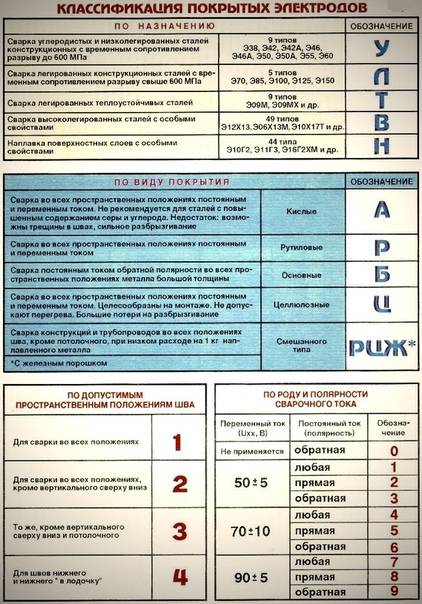
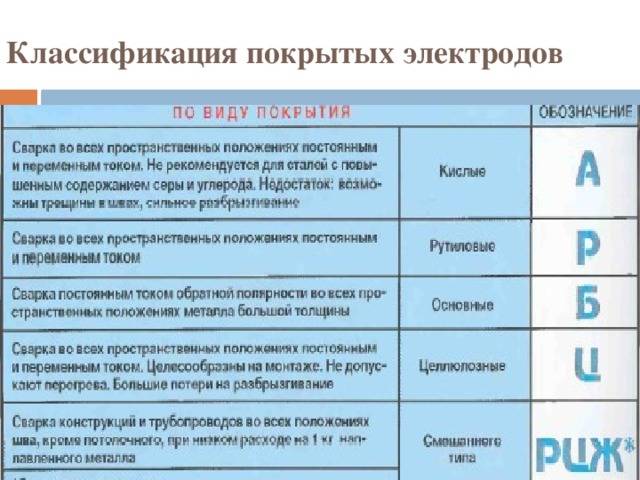
Классификация электродов, в зависимости от вида покрытия
А – электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия
состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды
обладают высокой токсичностью из-за содержания оксида марганца, но, при этом,
обладают высокой технологичностью.
Б – основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.).
В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия
для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций,
ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами
с основным покрытием, получается сварной шов с высокой пластичностью. Данные
электроды используют для сварки ответственных сварных конструкций.
Р – электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3,
МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший
название этой группе электродов. Рутиловые электроды для ручной дуговой сварки
менее вредные для здоровья, чем другие. При сварке металла такими электродами
толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет
использовать данные электроды для выполнения швов в любом положении.
Ц – группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.).
Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк,
ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно
использовать для выполнения сварки в любом положении. Преимущественно они используются
при сварке металлов малой
толщины. Недостатком их является пониженная пластичность сварного шва.
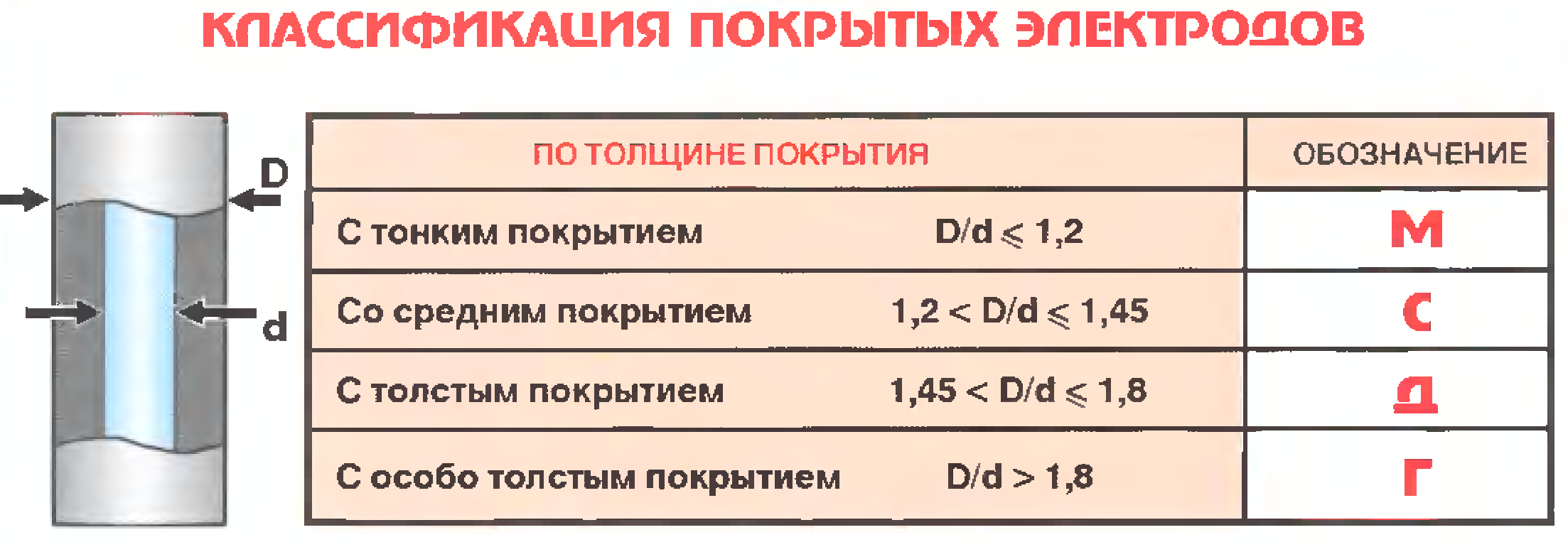
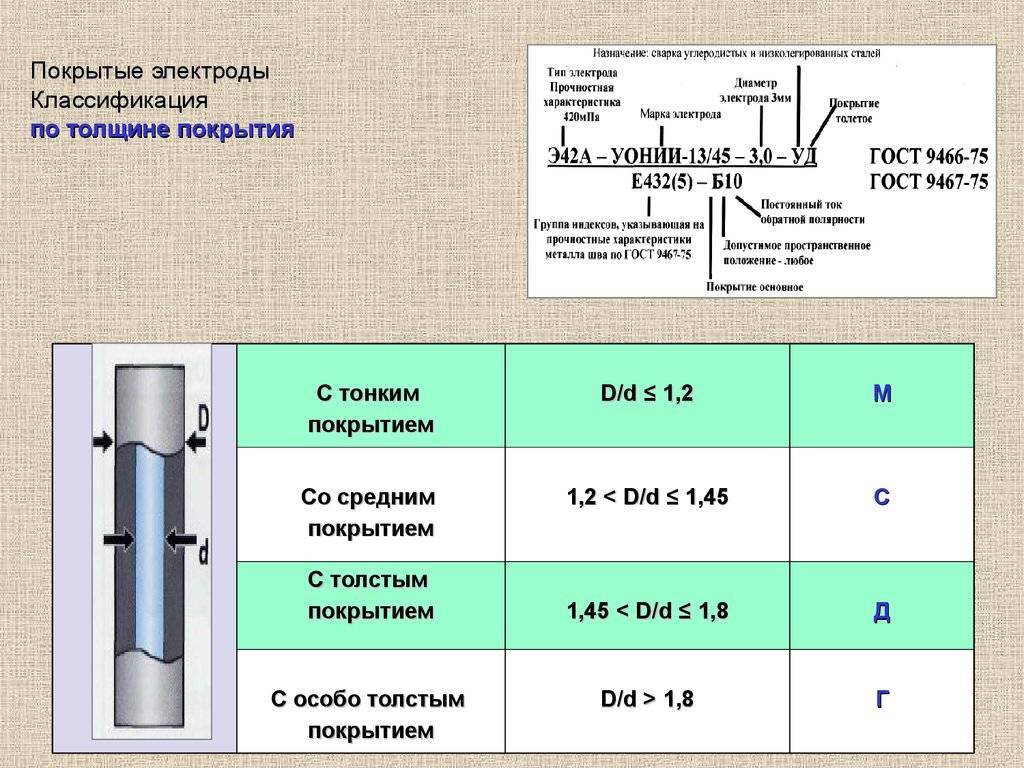
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру
электродного стержня d), электроды подразделяются на группы:
М – с тонким покрытием (соотношение D/d не более 1,2).
С – со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45).
Д – с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8).
Г – электроды с особо толстым покрытием (соотношение D/d более 1,8).
Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность
изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние
поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В
зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше
номер группы, тем лучше качество электрода и выше качество
сварки.
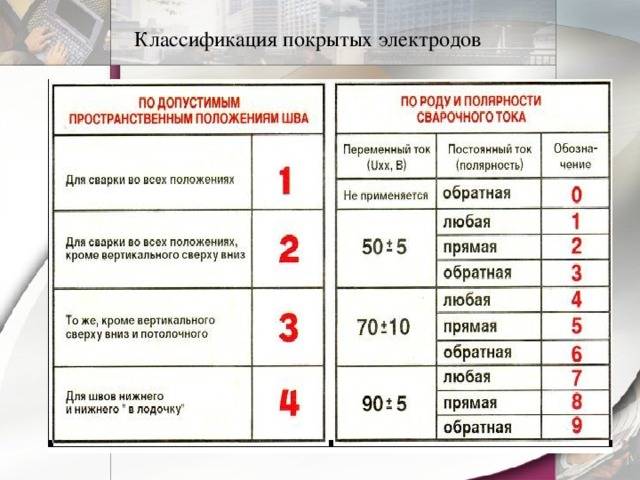
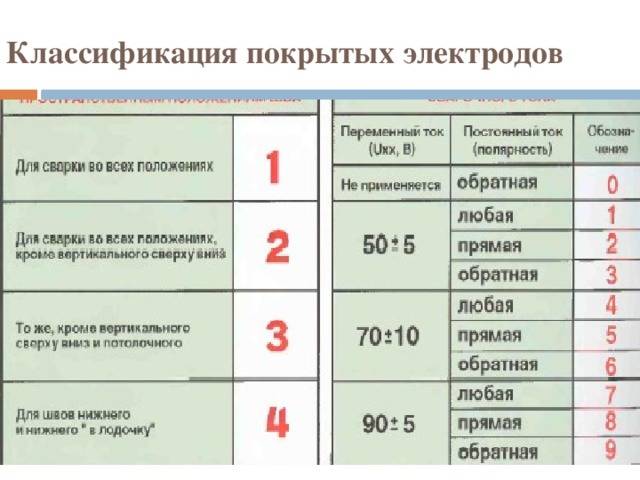
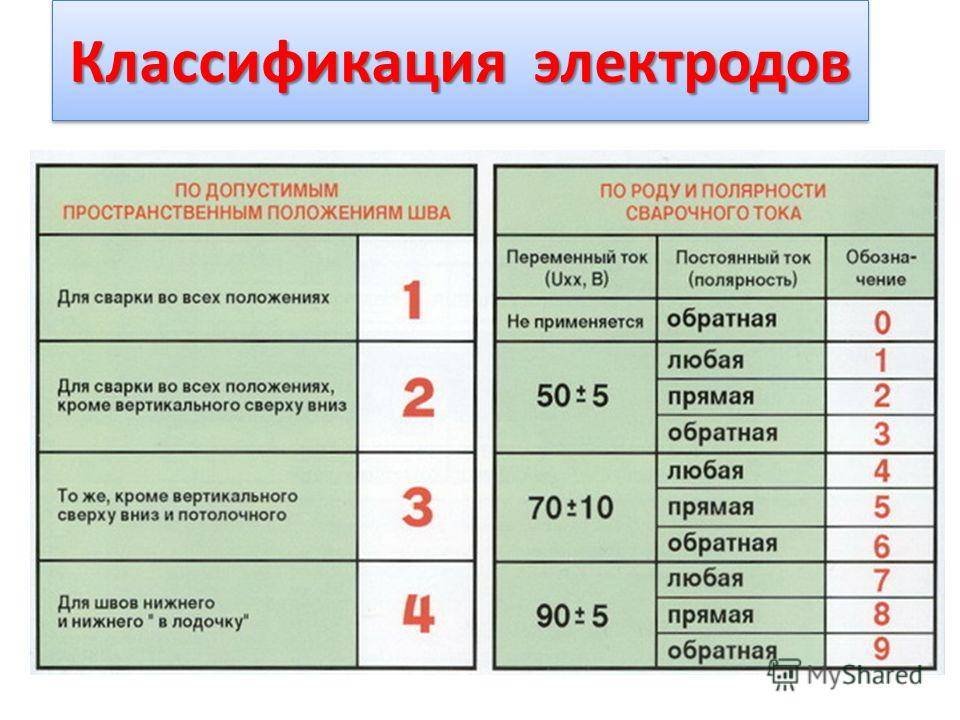
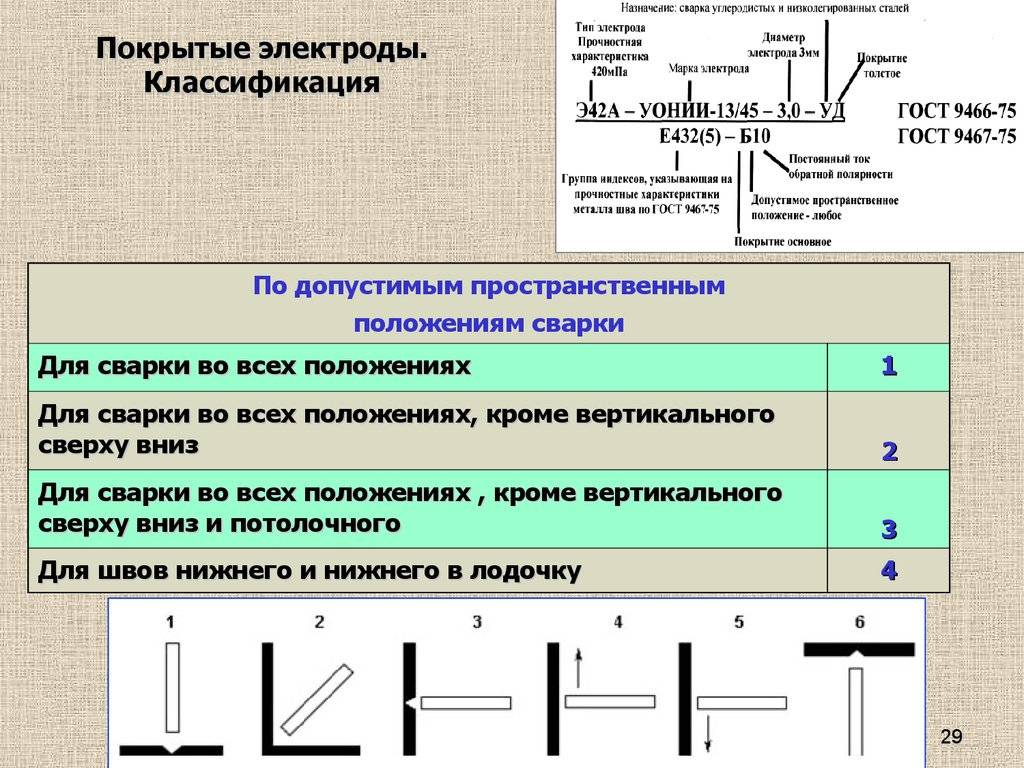
Классификация электродов по пространственному положению при
сварке
Различают 4 группы электродов, в зависимости от допускаемого пространственного
расположения свариваемых деталей:
1 – допускается сварка в любом положении;
2 – сварка в любом положении, кроме выполнения вертикальных швов сверху вниз;
3 – сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных
снизу вверх;
4 – сварка в нижнем положении и нижнем “в лодочку”.
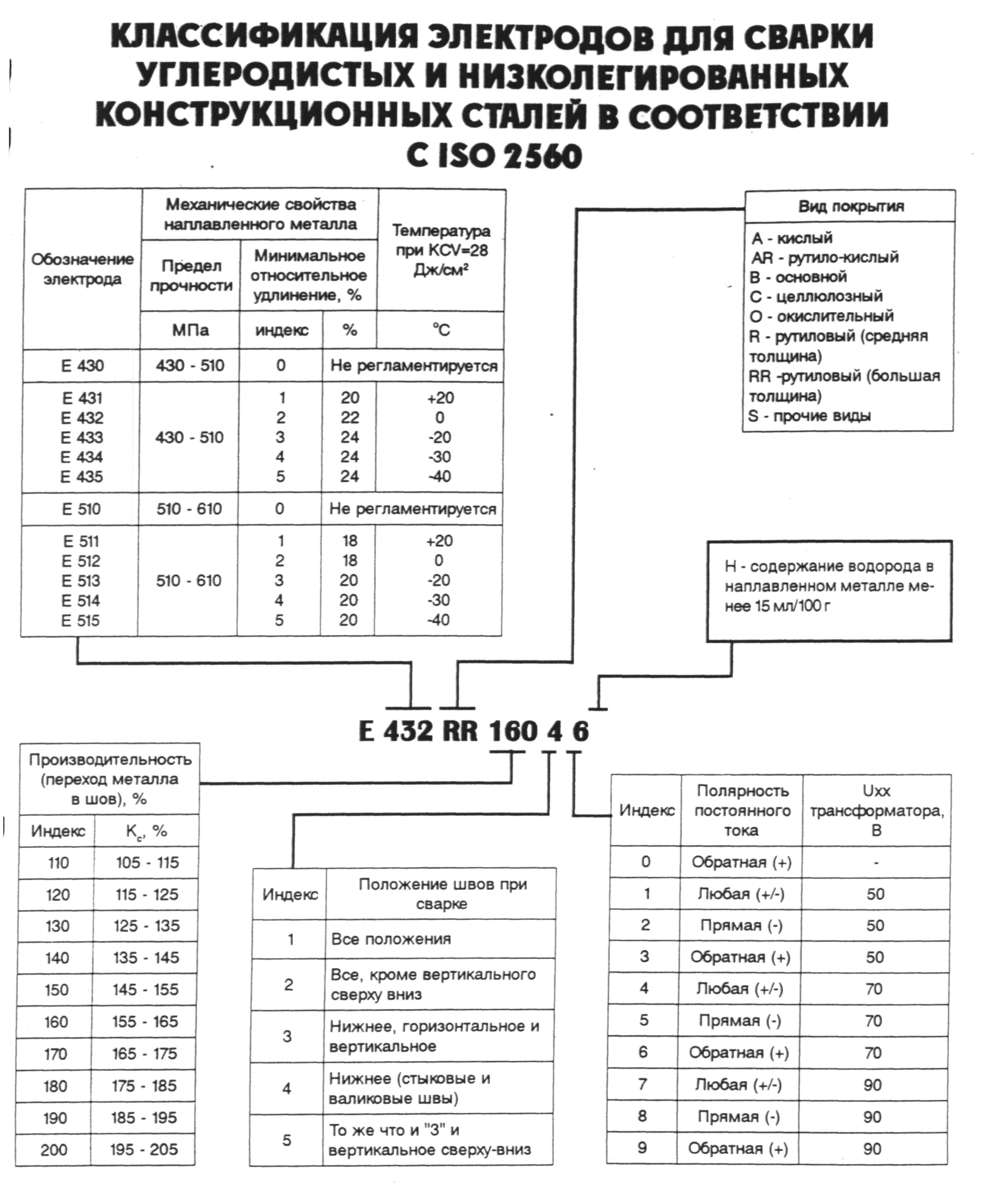
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию
электродов в зависимости от полярности сварочного тока, напряжения холостого
хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды
делятся на десять групп и обозначаются цифрами от 0 до 9.
Состав, описание и характеристики электродов
По действующим российским стандартам рутиловые электроды относятся к типам Э-42 и Э-46. Изделие представляет собой стержень, выполненный из сварочной проволоки марки Св-08 или Св-08А определенного диаметра и длины, на поверхность которого нанесено специальное покрытие необходимой толщины. В его состав входят элементы, количество которых указано в таблице:
| Наименование элемента | Содержание в % |
| Оксид титана | 45÷48 |
| Полевой шпат | 20÷25 |
| Ферромарганец | 15 |
| Магнезит | 10÷15 |
| Декстрин | 2÷3 |
| Жидкое стекло | 10÷15 |
Использование оксида титана в покрытии позволяет получать шов без трещин и пор. Покрытие надежно защищает от воздействия вредных элементов, находящихся в воздухе. Дуга без проблем зажигается первоначально даже без прикосновения к металлу и при повторном зажигании. Это свойство позволяет выполнять короткие швы и прихватки. Колебания длины дуги не отражаются на качестве получаемого шва. В процессе сваривания не происходит разбрызгивания материала, т. к. перенос металла в изделие осуществляется мелкими каплями. Шов имеет плавный переход к основному металлу. Это уменьшает концентрацию напряжений. Покрытие выделяет нетоксичные материалы, что положительно сказывается на здоровье сварщика. Шлаковая корка отделяется легко. Электродами с рутиловым покрытием можно выполнять соединение частей конструкций и деталей во влажных условиях, где температура транспортируемой среды не превышает 300 градусов, а также кромок, загрязненных органическими соединениями и прокрытых ржавчиной. Это позволяет ремонтировать резервуары и трубы водоснабжения и канализации без особой подготовки. Колебания длины дуги не отражаются на качестве шва.

Средние показатели технических характеристик приведены в таблице:
| Наименование | Единица измерения | Показатель |
| Производительность | г/мин | 12÷16 |
| Коэффициент наплавки | г/А·ч | 11÷15 |
| Расход электродов на 1 кг наплавленного металла | кг | 1,4÷1,7 |
Размеры расходных материалов:
| Размеры выпускаемых отечественными производителями электродов в мм | |
| Диаметр | Длина |
| 2,0; 2,5; 3,2; 4,0; 5,0; 6,0 | 300; 350; 450 |
Свойства электродов отражаются на получении технических характеристик металла шва, указанных в таблице:
| Наименование | Единица измерения | Значение |
| Предельная прочность | МПа | 410÷450 |
| Ударная прочность | Дж/см2 | 80÷147 |
| Относительное удлинение | % | 20÷22 |
Классификация стальных покрытых электродов для ручной дуговой сварки
Классификация покрытых электродов, в зависимости от их назначения
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые электроды для дуговой сварки делятся на следующие группы:
У — для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
Л — электроды данной группы применяют для сварки легированных сталей, а также для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа. Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
Т — данные электроды предназначены для сварки легированных теплостойких сталей. В — электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052). Н — электроды для наплавки поверхностных слоёв с особыми свойствами.
Классификация электродов, в зависимости от вида покрытия
А — электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды обладают высокой токсичностью из-за содержания оксида марганца, но, при этом, обладают высокой технологичностью.



Б — основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.). В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций, ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами с основным покрытием, получается сварной шов с высокой пластичностью. Данные электроды используют для сварки ответственных сварных конструкций.
Р — электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3, МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший название этой группе электродов. Рутиловые электроды для ручной дуговой сварки менее вредные для здоровья, чем другие. При сварке металла такими электродами толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет использовать данные электроды для выполнения швов в любом положении.
Ц — группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.). Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк, ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно использовать для выполнения сварки в любом положении. Преимущественно они используются при сварке металлов малой толщины. Недостатком их является пониженная пластичность сварного шва.
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру электродного стержня d), электроды подразделяются на группы:
М — с тонким покрытием (соотношение D/d не более 1,2). С — со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45). Д — с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8). Г — электроды с особо толстым покрытием (соотношение D/d более 1,8).
Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше номер группы, тем лучше качество электрода и выше качество сварки.
Классификация электродов по пространственному положению при сварке
Различают 4 группы электродов, в зависимости от допускаемого пространственного расположения свариваемых деталей:
1 — допускается сварка в любом положении; 2 — сварка в любом положении, кроме выполнения вертикальных швов сверху вниз; 3 — сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных снизу вверх; 4 — сварка в нижнем положении и нижнем «в лодочку».
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию электродов в зависимости от полярности сварочного тока, напряжения холостого хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды делятся на десять групп и обозначаются цифрами от 0 до 9.
Производители сварочных электродов
На российском рынке расходных материалов представлен широкий выбор электродов, выпускающихся отечественными производителями. Технологические мощности производств позволяет закрыть потребности физических лиц и предприятий различной сферы деятельности.
Российские изготовители электродов делятся на 3 категории:
- Крупные производства, которые снабжают материалами основную часть покупателей.
- Заводы класса «импорт».
- Предприятия малого бизнеса, изготавливающие продукцию для удовлетворения собственных потребностей.
Перечислим несколько производственных компаний, выпускающих электроды:
СВЭЛ – Алтайский завод сварочных электродов.
Современное предприятие, производящее широкий диапазон продукции с покрытием.
Белореченский электродный завод «Рамсес».
Сварочные материалы выпускают в соответствии с госстандартами, изделия сертифицированы.
«Электрод-Бор».
Изготавливает универсальные сварочные электроды.
Продукция российских производителей востребована в различных сферах деятельности, активно покупается не только в магазинах нашей страны, но и за рубежом.
Расшифровка сварочных электродов.
Подбор расходников
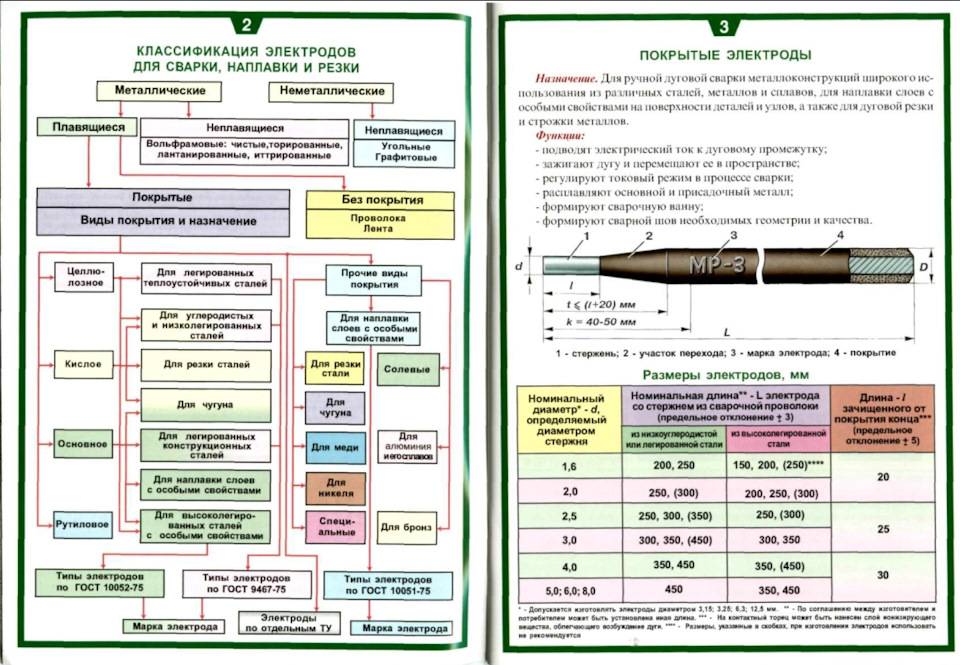
Виды сварочных материалов
Электроды, использующиеся в работах с дуговой ручной сваркой, делятся на:
Неплавящиеся.
Производятся из разных видов материалов, отличающихся тугоплавкостью: вольфрам, графит, уголь. Предназначены для розжига и сохранения сварочной дуги. Места соединения заготовок заполняются присадками, созданными при помощи ручного поднесения расходника, который плавится.
Плавящиеся.
Этот вид электрода расплавляется в процессе сварочных действий на поверхности конструкции. Производится из стали, чугуна, меди или другого металла. Конкретный вид сырья зависит от материала. Стержень выполняет функцию присадки, а также играет роль катода или анода. Бывают электроды покрытыми и непокрытыми.
По параметрам сварочного тока
Стержни сечением 4 мм. выбираются для сварки на простых сварочных устройствах. Их также применяют на наиболее производительных и мощных агрегатах.
Длина данного расходника – 35 и 45 см. Подходят для сварки тонких заготовок до 1 см. Функционируют на силе тока – 220А. Сварочными расходниками сечением от 5 до 12 мм. пользуются только в сварочных работах при наличии дополнительного освещения, созданного за счет мощных осветительных установок.

Пруток алюминиевый FoxWeld АL Мg 5 (ER-5356) 1.6 мм 5 кгИсточник yandex.ru
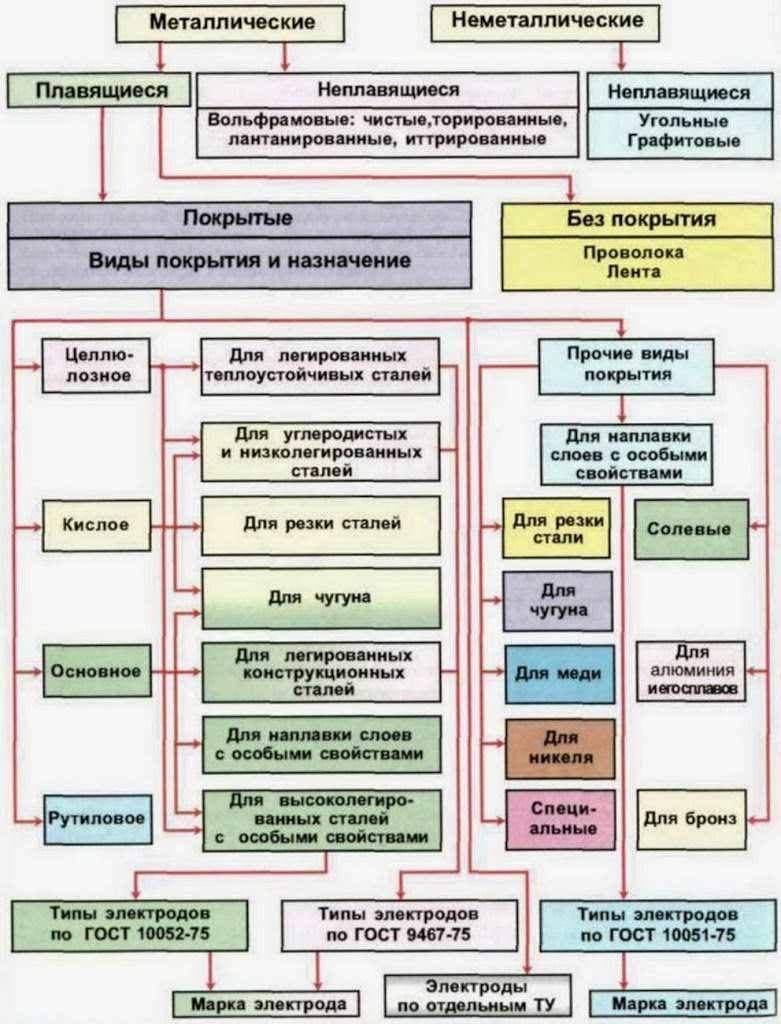
Виды сварочных электродов
Электроды используются в сварочном или заготовительном производстве для соединения деталей и порезки. Они представляют собой токопроводящий стержень, передающий ток от сварочного оборудования к месту сварки.


Сварочные электроды производятся различных типов, видов и марок. Они могут изготавливаться из металлических и неметаллических материалов. Бывают плавящиеся и неплавящиеся, с покрытием и без него. На стержни наносится несколько видов обмазки: рутиловая, основная, целлюлозная, кислая и их комбинации. Они используются для разных материалов, швов и режимов сварки.
Основные классы электродов по назначению:
- для конструкционных сталей с использованием дуговой сварки;
- для легированных теплоустойчивых сталей;
- для высоколегированных сталей;
- для цветных металлов;
- для сварки чугуна и нержавеющих сталей;
- для наплавки.
Виды электродов
- Легкое возбуждение дуги при стабильном горении.
- Формирование равномерного шва без наплывов, пор и трещин.
- Равномерное плавление сварочной ванны.
- Легкое удаление шлаковой корки после остывания.
Плавящиеся и неплавящиеся
Неплавящиеся – это графитовые, угольные, вольфрамовые, торированные, итрированные и лантанированные. Они обеспечивают только подачу тока и используются вместе с присадочной проволокой или прутом. Угольные позволяют накладывать аккуратные швы в ответственных деталях и делать порезку толстого металла.
Плавящиеся производятся из углеродистых и легированных сталей, цветных металлов и чугуна. Могут быть покрытыми и непокрытыми, в виде проволоки. Покрытие обеспечивает необходимые условия плавления. Металлический стержень плавящегося электрода при сварке формирует шов.
Электроды для точечной сварки
Контактная сварка выполняется на специальных аппаратах. Создается надежное соединение при минимальной деформации металла. Метод может использоваться для тонких деталей.
Технология сварки подразумевает подачу тока на электрод и одновременное сжатие стыкуемых заготовок в этой точке. Качество соединения зависит от правильного выбора формы и материала расходника. Работы ведутся с водяным охлаждением, что увеличивает срок службы стержней.
Электроды для контактной сварки классифицируются:
- в зависимости от формы и пятна контакта;
- по форме посадочного конуса;
- по длине;
- по режимам эксплуатации.
Контактирующая с металлом часть электрода имеет округлую форму с радиусом 50–100 мм. Детали с окалиной и загрязнениями соединяют насадками с небольшой рабочей поверхностью, чтобы увеличить усилие сжатия, которое разрушит окалину.
Увеличение контактной площадки снижает качество сварки. Возрастает плотность сварочного тока, что приводит к дефектам. При необходимости электроды чистят наждаком либо специальной пастой.
Материал для изготовления электродов контактной сварки должен быть с высокой электропроводностью, низким сопротивлением и выдерживать нагрев до высоких температур без потери свойств. Наконечник изготавливается из молибдена, вольфрама или сплавов меди с кадмием, магнием, цинком, никелем, бором, бериллием. Он припаивается либо запрессовывается в основание.
Форма бывает прямой и фигурной. Последняя используется в труднодоступных местах. По конструкции различают электроды:
- с цилиндрической рабочей частью и коническим хвостовиком;
- с конической посадочной и рабочей частью;
- со скошенным торцом;
- цельные и составные.
Хвостовик составного электрода выполняется из металлокерамических материалов с содержанием вольфрама и меди, которые обладают высокой теплопроводностью. Материалом также могут служить сплавы бронзы с хромом и цирконием.
Классификация сварочных электродов
Благодаря тому, что сейчас производится огромная масса их разновидностей, единую классификацию сделать достаточно сложно, поэтому, можно вывести основные параметры, по которым и определяют отличия. Стоит отдельно выделить:
- неметаллические, к которым относятся только неплавкие электроды из угля или графита;
- Металлические неплавящиеся, такие как итророванные, лантанированные, торированные и самые распространенные – вольфрамовые;
- Металлические плавящиеся без покрытия, которые зачастую выглядят как обыкновенная длинная проволока, сейчас применяются редко и в основном для сварки в защитных газах, которые и компенсируют недостаток покрытия;
- Металлические плавящиеся с покрытием – самый распространенный тип. Сюда относятся чугунные, стальные, медные, бронзовые, алюминиевые, нержавеющие и прочие сварочные электроды.
Стальные являются особенно большим ответвлением, благодаря наличию множества подвидов с разнообразными легирующими свойствами. По распространенности с ними могут сравниться только чугунные, у которых не так много видов, но которые широко используются в промышленности. Среди видов покрытия также имеется большое разнообразие, так что все это заслуживает отдельной квалификации.
Виды сварочных электродов




