Технические характеристики
Медь – мягкий и пластичный металл. Плотность меди составляет 8,92 г/см³ — это выше, чем у стали (7,85 г/см³). При большой пластичности медь тем не менее обладает большой прочностью. Медь хорошо работает при высоких и низких температурах (от -100° до +200°) и при этом не охрупчивается и не размягчается. Медь обладает высокой тепло- и электропроводностью.
Медь не подвержена коррозии (точнее – пассивируется тонкой оксидной пленкой), но плохо переносит агрессивные кислотные и щелочные среды.
Трубки из меди небольшого диаметра обладают прочностью, аналогичной прочности стальных изделий, при увеличении диаметра труб прочность падает. Пластичность металла позволяет выполнять изделия с тонкой и очень тонкой стенкой. Можно изготовить очень тонкие гибкие трубочки с тонкими стенками – диаметром от 3 мм, что делает медные изделия незаменимыми при изготовлении некоторых приборов, холодильного оборудования и климатической техники, химического оборудования, автотранспорта
Технологии и правила выполнения монтажа
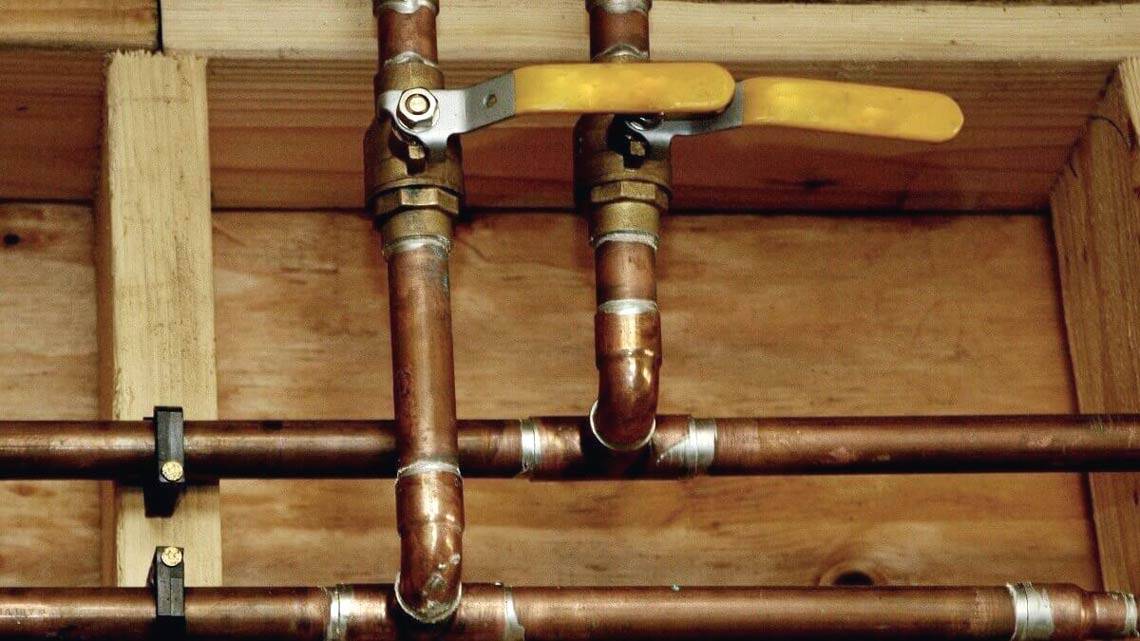
Для начала рассмотрим общие правила, касающиеся монтажа медных трубопроводов. Как известно, металл является прекрасным проводником. Чтобы обеспечить защиту от блуждающих токов, а также снизить риск возникновения коррозии, можно использовать изделия в полимерной оболочке.
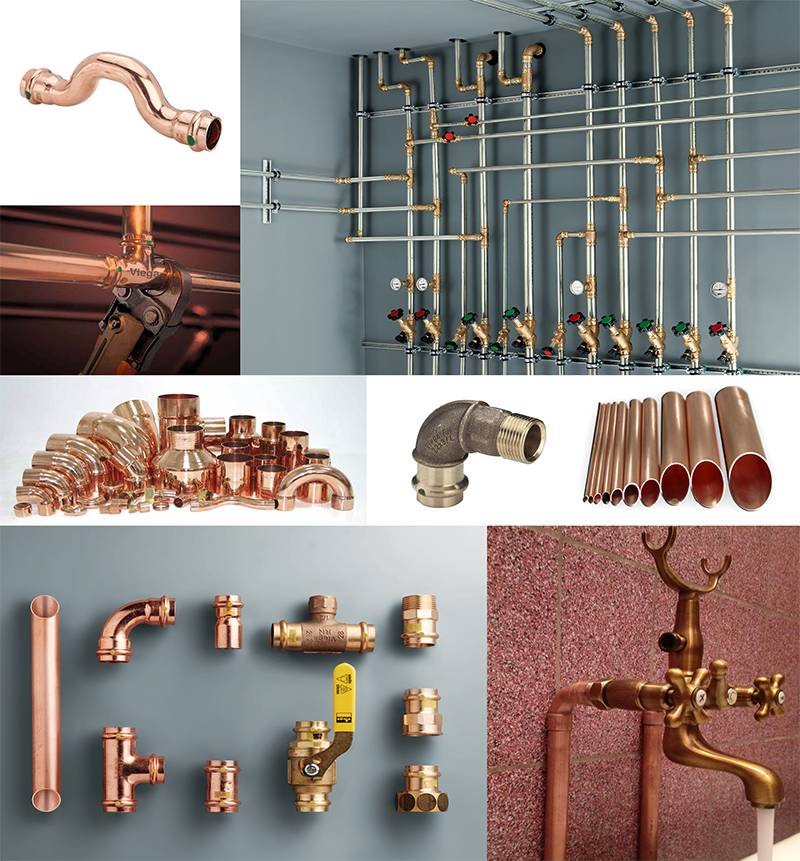
Галерея изображений
Фото из
В отличие от монтажа систем водоснабжения, установка отопительной сети допускает использование свинцового припоя в процессе пайки, так как вода является технической и не предназначена для питья
Контакт между медью и алюминием запрещен. Если невозможно избежать соединения этих двух металлов, между ними необходимо разместить диэлектрик – фитинг из бронзы, латуни или вставку из полипропилена
Латунь признана одним из лучших материалов для сборки медных отопительных сетей. Она близка по техническим характеристикам, не вызывает электрохимических реакций и стоит чуть дешевле
Рекомендуют подключать отопительные приборы биметаллические или изготовленные из меди. Существуют модели из других металлов, но адаптированные для соединения с медными трубами
Возможность применения свинцового припоя
Соединение медных и алюминиевых деталей
Использование латунных фитингов и переходников
Какие радиаторы лучше для систем из меди
В частной практике довольно редко, но в промышленности еще используется сборка трубопроводов из стали и меди. В этом случае рекомендуют сталь применять для стояков, а медь – для разводки, то есть стальные изделия по току теплоносителя должны находиться на первой позиции. Соединители из магния обязательны.
Существует несколько способов соединения изделий, выбор каждого из них зависит от конкретной ситуации:
- капиллярная пайка с припоем;
- компрессионные фитинги;
- прессованные фитинги;
- резьбовой монтаж.
Последний способ практически не используется, потому что потерял свою актуальность. Пайка и обжим отличаются степенью трудоемкости, техникой выполнения, наличием разных инструментов, но одинаково востребованы. Рассмотрим три популярных технологии устройства трубопроводов.
Особенности монтажа медной отопительной системы
Первый способ настолько прост в своем исполнении, что годится даже для мастера без опыта работы с изделиями из меди. При этом не нужно будет использовать какой-либо специфический инструмент: изделия из меди несложно смонтировать с помощью обыкновенных гаечных ключей, которыми затягиваются соединения
При выборе фитинга нужно обратить внимание на диаметр труб из меди
Чтобы выполнить монтаж качественной, надежной и долговечной отопительной конструкции, вам понадобятся следующие инструменты и материалы:
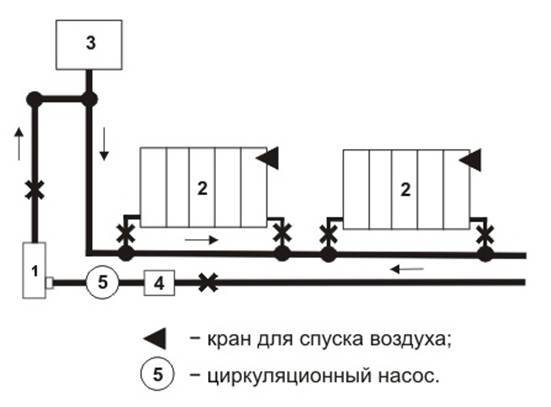
Однопроводная схема отопления.
- ножовка по металлу или труборез;
- ручной калибратор;
- горелка;
- гаечные ключи;
- пассатижи;
- напильник;
- шлифовальная мелкая шкурка;
- труборасширитель;
- пресс-клещи;
- пресс-фитинги;
- непосредственно арматура;
- фитинги для медных систем;
- припой и флюс для медных систем;
- фум-лента, герметизирующая резьбовые соединения.
При помощи приведенных выше материалов можно выполнить монтаж системы обогрева с использованием приспособлений из меди легко, качественно и достаточно быстро.
Припои
Твердые
Выпускаются в виде прутков (стержней). Температура плавления – порядка 900 0С. Применяются для пайки труб, которые в процессе эксплуатации будут подвергаться воздействию повышенных давлений и температур. В бытовом применении – это системы инженерных коммуникаций (водо- и газоснабжение, отопление), а также различные агрегаты (котельное оборудование, холодильные камеры и тому подобное).
В продаже имеются так называемые припои «самофлюсующиеся», при работе с которыми нет необходимости пользоваться специальными добавками (флюсами). К ним относятся, например, медно-фосфорные.
Мягкие
Имеют вид проволоки небольшого сечения (2 – 3 мм). В основе – свинец, олово с добавками серебра или чего-то другого. С такими припоями работают при температурах до 300 0С, чаще всего – при использовании в бытовых целях.
Флюсы
В свою очередь, подразделяются на низко- (до 400 0С) и высокотемпературные (более 450 0С). Они нужны для:
- повышения надежности «сцепки» материала (в данном случае – меди) и припоя;
- изоляции места пайки (предохраняют от доступа кислорода, который провоцирует окисление);
- обезжиривание участков, которые будут соединяться;
- улучшения «растекаемости» припоя;
- дополнительной очистки материалов в месте пайки от окислов.
Преимущества медных труб

Медь сотни лет используется для производства сосудов для хранения воды и водонакопителей. Поэтому трубопроводы из данного материала считаются элитными. Большой выбор труб и фитингов дает возможность применять медь для отопительных систем. Медные трубы в квартире – идеальный вариант для любой инженерной системы.
При правильном соединении части системы можно вмонтировать в стены и пол. Еще одно преимущество – после реакции хлора, находящегося в воде, с медью, образуется тенорит, который только увеличивает срок эксплуатации систем.
Медь совершенно непроницаема для кислорода, что важно для отопительной системы. Единственное ограничение – не желательно применять алюминиевые радиаторы (к стальным и биметаллическим это не относится). Трубы производятся из меди марки CU-DPH по DIN 1412, содержащей 99,90% меди и 0,015-0,040% фосфора
Трубы производятся из меди марки CU-DPH по DIN 1412, содержащей 99,90% меди и 0,015-0,040% фосфора
При приобретение следует обращать внимание на наличие клейма 0,015-0,040%, свидетельствующего, что изделие соответствует стандарту DIN. Часть системы, расположенную вне помещений, необходимо утеплять при помощи кожухов их пластика. Еще один вариант – приобрести трубы в кожухе
Еще один вариант – приобрести трубы в кожухе

Основные свойства труб, изготовленных из меди:
- плотность – примерно 9-10 г/см3, но может быть и больше, и меньше, на качество системы этот показатель не влияет;
- теплопроводность – очень высокая (394 Вт /м*К), что является веским доводом в пользу отопительной системы из меди;
- температура плавления – примерно 1000 градусов – такого уровня температура в трубах никогда не достигает;
- термическое расширение – медная труба длиной в пять метров при температуре 90 градусов удлиняется примерно на 0,5 см, то есть, коэффициент линейного расширения 0,017 мм/м*К;
- маленький коэффициент шероховатости — Кш = 1,5. 2)*10^-6 м, то есть, почти идеально гладкие, что увеличивает показатели пропускной способности и дает возможность применять трубы с маленьким диаметром.
Критерии выбора
Медные модели, ввиду своей высокой стоимости, должны подвергаться тщательному отбору.
Чтобы не ошибиться, необходимо познакомиться с основными критериями выбора:
Соответствие условиям использования. Главное преимущество изделий в их универсальности. Подходят как для водопровода, так и для отопительных систем, ведь они невосприимчивы к постоянному перепаду температур и высокому давлению. Могут выдерживать нагрузки до 40 атмосфер и температуру до 500 градусов Цельсия. Устойчивы к ультрафиолетовому излучению и имеют малый коэффициент расширения (в 7 раз меньше, чем у полимерных). Также, благодаря активным бактерицидным свойствам меди, она абсолютно безопасна для человека








Но стоит обратить внимание на то, что медь плохо реагирует на хлор, поэтому взаимодействие с ним быстро приведет трубы в негодность. Стоимость материала и установки. Стоимость меди в разы выше аналогов (примерно в 4 раза выше цены пластика)
Стоимость меди в разы выше аналогов (примерно в 4 раза выше цены пластика)
Но если брать в расчет все работы, связанные с установкой, и дополнительные элементы, то конечная стоимость работ выходит не выше, чем у металлопластика. Пресс-фитинг для пластика обходится гораздо дороже, нежели фитинг под пайку для меди. Следовательно, итоговая стоимость установки напрямую зависит от метража и количества крепежей. Срок службы. Безаварийный срок службы медного трубопровода составляет от 50 лет и выше, что является очень хорошим показателем. Удобство монтажа. Монтаж трубопровода проходит в несколько этапов: подготовка материала, его обработка и установка. Сам процесс занимает длительное время, ведь необходимо обрезать трубы, загнуть с помощью трубогиба, а также провести полный монтаж всех элементов. В конце все необходимо соединить с помощью фитингов (паячных и обжимных).
Не следует соединять медь с оцинкованной сталью, ведь из-за электролитических процессов медь попросту разрушится.
Принцип использования и установки отопления стальными трубами
Использование труб из стали целесообразно при необходимости больших диаметров и механической прочности. Осуществить прокладку труб довольно проблематично из-за сложности придания им требуемой геометричности. Кроме этого, рекомендуется произведение изоляции труб из-за их значительного коэффициента теплопроводности.
При наличии напольного котла с естественным циркулированием, оптимальным станет использование «черной» стали. Это сырье в водопроводной системе стремительно ржавеет. Но, в автономной системе отопления, с длительным циркулированием теплоносителя, быстрым кислородным испарением, срок службы черных труб может продлиться около 50-ти лет.
При использовании настенных котлов, оборудованных медным теплообменником и принудительной циркуляцией (насосом), применение стальных труб становится нецелесообразным. Это связано с неэстетичностью такой системы, коррозийным засорением тончайшего теплообменника и установочной дороговизной. Поэтому целесообразно произвести демонтаж стальных труб медным или пластиковым сырьем.
Для сборки стальных труб необходимо наличие устройства для нарезки труб и резьбы, разводного и газового ключа, ножовку, сварку, герметическую ленту для уплотнения всех соединений. При покупке неоцинкованных труб, их необходимо окрасить асфальтным лаком. При наличии заводской оцинковки, дополнительно обрабатывать трубы не нужно. Отдавая предпочтение открытой прокладке труб, необходимо позаботиться о крепежных хомутах. Точки крепления могут располагаться на расстоянии:
- 2,5 метров если внутренний диаметр труд составляет до 20 миллиметров;
- приблизительно 3-х метров значении диаметра от 25-ти миллиметров и выше;
- 4-х метров при внутреннем диаметральном значении в 40 миллиметров.
Для гибки стальных труб целесообразно применение гидравлического трубогиба, являющегося малогабаритным, удобным и легко транспортируемым до объекта устройством, экономно расходующим электроэнергию. Если такого инструмента нет, то возможно приобретение готовых стальных фитингов необходимой формы, обеспечивающих соединение прямых участков в трубопроводном изгибе. На сегодняшний день выбор фитингов является несложной задачей, так как производителями предлагается их достаточный ассортимент.
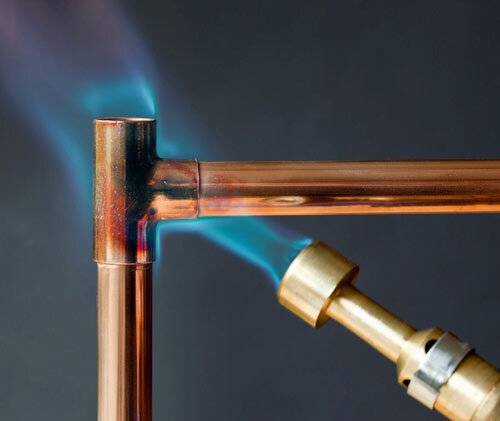
Монтаж медных труб пайкой
Чтобы осуществить пайку медных труб, нужно выполнить такие действия:
Труборезом или ножовкой отрезают кусок трубы нужной длины.
С окончаний трубы снимают изоляционный слой.
Все торцы после резки обязательно зачищают от заусенцев, чтобы предотвратить увеличение сопротивления напору воды.
Для улучшения адгезии при пайке, с рабочего участка трубы нужно снять оксидную пленку, используя мелкую шкурку. Желательно ту же процедуру выполнить и над фитингом.
Всю пыль с обрабатываемой поверхности нужно удалить сухой тряпкой.
Рабочую поверхность сначала покрывают флюсом. Он нужен, чтобы припой равномерно растекался по всей площади стыка.
Далее в фитинг монтируют торец медной трубы с соблюдением зазора между фитингом и ее стенкой в пределах 0,4 мм.
Место соединения для пайки начинают прогревать газовой горелкой. Как вариант, подойдет и паяльная лампа
Обратите внимание, что прогрев поверхности должен быть как можно более равномерным, чтобы отдельные участки трубы не были перегреты. Проверить качество прогрева можно, дотронувшись до шва припоем
Достаточной считается температура, при которой припой начнет плавиться.
Следующим шагом выполняют непосредственно пайку швов медных труб. При этом в оставленный зазор помещают припой
В процессе пайки очень важно, чтобы труба оставалась неподвижной. Ее нельзя трогать или вращать до полного отвердения припоя.
Более детально и наглядно процесс монтажа медного трубопровода своими руками можно увидеть на видео ролике. Так вы сможете справиться со всеми работами самостоятельно, не привлекая сторонних специалистов, и при этом получить надежную, полноценно функционирующую систему водоснабжения или отопления.
Монтаж медных труб отопления
Во время проведения работ придется резать и сгибать изделия, собирать узлы и соединения, паять или сваривать, обжимать фитинги. В дополнение к основным операциям нужно уметь калибровать и обрабатывать концы, удалять грат и заусенцы, наносить флюс, а затем очищать поверхность от его остатков и прочее. При монтаже не обойтись без следующих инструментов:
- трубореза;
- ручного калибратора;
- газовой горелки;
- набора гаечных ключей;
- напильников;
- флюса;
- припоя;
- уплотнительной ленты.
Сначала производится отбраковка труб с повреждениями, изломами, пережатиями. Их применение приведет к нарушению работы отопительной системы и снижению ее надежности. Заготовки нарезаются на труборезе или ножовкой с новым полотном. Крепление к стенам осуществляется с помощью кронштейнов, пластиковых и металлических хомутов с прокладками из резины.
Особенности выполнения операций
При подготовке необходимо следить за перпендикулярностью линии среза к оси трубы. Отклонение не должно превышать:
| Наружный диаметр, мм | Величина скоса, мм |
| 6-18 | 2 |
| 22-42 | 3 |
| 54-76 | 4 |
| 88-108 | 5 |
Используя дисковый труборез, нельзя прилагать большие усилия, лучше повысить скорость вращения. При разрезании отожженных изделий их концы могут деформироваться, что приведет к неравномерности монтажного зазора и невозможности пайки. Поэтому необходимо концы откалибровать, начиная изнутри, потом – снаружи. Во время спаивания припой может затечь в трубу, образуя там наросты (грат). Если их не убрать, увеличится гидравлическое сопротивление всей системы.
Высокая пластичность медных изделий позволяет соединять их раструбами без фитингов. Однако применение этого способа допускается для заготовок одинакового диаметра в отопительных системах с температурой теплоносителя не более 110 ⁰C. Для создания раструбов необходимо специальное оборудование.
Допустимый радиус изгиба заготовок с сечением до 15 мм не должен быть меньше 3,5 диаметра, а у более толстых – 4. При ручном сгибании радиус ограничивается 8 величинами, иначе возможно сплющивание стенок. Жесткие трубы рекомендуется предварительно нагревать.
Разъемные соединения
Для создания разборных стыков используются обжимные фитинги. Эти соединения не отличаются высокой надежностью и требуют периодического подтягивания. У труб с пластиковым покрытием концы очищаются от изоляционного слоя, а с торцов удаляются заусеницы.
Сначала надеваются накидные гайки, потом обжимные кольца. Затем производится затяжка. По мере закручивания гаек кольца начнут прижиматься к трубе, герметизируя стык. Главное – не переусердствовать, чтобы не нарушить форму концов, из-за чего возможно появление утечек. Герметизация переходных фитингов при соединении с устройствами из других металлов осуществляется лентой ФУМ. Поток воды при этом должен быть направлен к меди.
Паяные соединения
Способ основан на использовании капиллярного эффекта, под действием которого припой способен заполнять зазоры. Соединение производится фитингами с внутренним диаметром больше наружного размера трубы на 0,1-0,15 мм. Пайка бывает высоко- или низкотемпературной. Первая, как и сварка, применяется для стыковки толстостенных труб диаметром более 110 мм.
Низкотемпературная пайка осуществляется по следующему алгоритму:
- Концы труб очищаются от полимерного покрытия (если оно есть) и заусениц.
- Производится обработка места пайки и внутренних стенок фитинга мелкой наждачной бумагой.
- После очистки от пыли на поверхность наносится флюс.
- Концы труб вставляются в фитинг.
- Соединение нагревается горелкой или паяльной лампой.
После достижения необходимой температуры припой, положенный на поверхность, за счет капиллярного эффекта начнет плавиться и затекать в зазор между трубой и фитингом. Во время пайки и остывания конструкция жестко фиксируется. Чтобы прочность меди не снизилась, нельзя использовать принудительное охлаждение.
Когда целесообразно использовать медные трубы
Медные трубы обеспечивают высокую прочность к воздействию температур более 100˚С, существующих в системах центрального отопления, которые работают на твёрдотопливных котлах.
Можно проводить прокладку труб на стене, не теряя эстетичного вида.
Если система отопления и водоснабжения имеет много разветвлений и предполагает монтировать большое число фитингов, то это удешевляет монтаж при всех достоинствах медных труб и делает их применение более целесообразным по сравнению с другими материалами.
Долговечность медных труб сравнима со сроком эксплуатации дома, поэтому если нет ограничений в финансах — монтаж таких труб будет оправдан.
Монтаж медных труб отопления
При сборке трубопровода используются два вида соединений: при помощи фитингов и сварки. Через разборные или прессовые фитинги стыкуются трубы с отопительными приборами. Возможна установка и для соединения/разветвления труб, но чаще используется для этих целей сварка. При использовании отожженных труб в нужных местах их можно гнуть, уменьшая количество соединений. Для изгиба используют специальное приспособление – трубогиб, которое позволяет получить разные углы не уменьшая просвета трубы и не ухудшая проходимость системы. Гнуть медные трубы руками практически невозможно: хоть материал и пластичен, но изогнуть его вручную без уменьшения просвета не получается. Так что такой метод лучше не использовать.
Чтобы согнуть медную трубу используют специальное оборудование — руками это делать нельзя, так как уменьшается просвет трубы и ухудшается циркуляция
Для установки обжимных фитингов не требуется никакого специального оборудования: труба вставляется в соответствующий паз до упора, а затем при помощи гайки закручивается, прижимая материал трубы к корпусу фитинга. Для плотного прилегания могут понадобиться два ключа – подтянуть до полной герметизации. Это все требуемое оборудование. Но специфика обжимных соединений такова, что требуется постоянный контроль герметичности: периодически они начинают «капать». Потому такие соединения нельзя замуровывать.






Установка прессовых фитингов происходит при помощи специальных пресс-машин. Они стоят недешево (и аренда в том числе). Зато соединение получается герметичным и надежным, но неразъемным.
Более универсальным и надежным считается капиллярная пайка. Таким способом можно соединять участки труб одинакового диаметра напрямую: один из свариваемых концов развальцовывают – незначительно увеличивают диаметр, чтобы трубы можно было вставить одну в другую. Для этого используют специальное устройство. Место соединения зачищают при помощи металлической щетки или специальных губок (есть в продаже). Заем соединяемые поверхности обрабатывают флюсом – специальным составом, который улучшает «сцепление» металла с припоем. Обработанные трубы вставляют одна в другую. Просвет между ними при этом должен быть минимальным – доли миллиметра. Затем соединение разогревают при помощи сварной горелки. Когда материал нагреется до температуры плавления припоя, его вносят в пламя и расплавленным составом заливают имеющиеся щели. После того как шов заполнен, его остужают. Можно просто оставить его на воздухе, до остывания, а можно опустить в воду. В принципе, процесс не очень сложный, но требуется опыт, сноровка и тщательность исполнения: и развальцовка и сам процесс заполнения требуют точности и аккуратности. По такой де схеме паяются соединения со специальными медными фитингами под пайку.
Хорошо продемонстрирован процесс пайки медной трубы и такого же фитинга на этом видео, но тут предусматривается использование в водопроводной системе, а потому в качестве припоя использовано олово. Для отопления используют другие составы, имеющие температуру плавления не меньше 115оС. В остальном процесс такой же.
https://youtube.com/watch?v=N9QwpYEQpUw
Правила выбора труб из латуни
Выбор латунных труб должен основываться на определении следующих параметров:
- толщина стенки трубы. Латунные трубы могут изготавливаться несколькими методами: вытягиванием, прессованием и методом холодной катки. В зависимости от метода изготовления трубы могут толстостенными и тонкостенными. Трубы с большей толщиной стенки преимущественно используются для изготовления промышленных трубопроводов и трубопроводов высоким показателем давления. Тонкостенные используются в быту для сооружения систем водоснабжения, отопления и так далее;
Трубы с разной толщиной стенки
- форма. Изделия из латуни могут иметь круглое, овальное, квадратное, прямоугольное и так далее сечение. Круглая труба применяется для сооружения трубопроводов, а профильная (формы, отличной от круглой) – для сооружения каркасов, поделок, мебели и так далее;
Круглые и профильные латунные трубы
- диаметр. Размеры латунных труб изготавливаются в соответствии с ГОСТ 494-90. Диаметр может варьироваться от 3 мм до 100 мм, а длина 1 – 10 м. Самыми востребованными в быту являются трубы длиной 6 м и диаметром 32 мм, так как именно из них изготавливаются бытовые системы водоснабжения и отопления;
При определении диаметра важно учитывать основные характеристики трубопровода или уровень нагрузки при сооружении иных форм.
- состояние материала. Трубы, изготовленные методами холодной катки и вытягивания, могут быть мягкими, полутвердыми или мягкими и полутвердыми с повышенной эластичностью. Их целесообразнее использовать для сооружения мебели и иных поделок, а также прокладки теплого пола и иных аналогичных систем;
- точность изготовления. По ГОСТ трубы могут иметь нормальную, повышенную и высокую прочность. Изделия с высокой прочностью применяются для изготовления приборов, а трубы с нормальной и повышенной прочностью подходят для сооружения трубопроводов.
Основные характеристики латунных труб указываются в маркировке.
Определение параметров труб по маркировке
Нормативные требования и маркировки
В соответствии с государственным стандартом для измерения проката из меди используется метрическая система для обозначения наружного диаметра и дюймы, с помощью которых указывается внутренний размер труб. Именно последний вариант применяется, когда монтируются отопительные системы.
Стандартом для проката из меди служит ГОСТ 617-2006. В нормативном документе отражены требования к марке металла, толщина стенок и размер сечений труб. Все детали обозначаются маркировками. При ее расшифровке можно получить следующую информацию:
- Форму сечения. При установке систем отопления используются круглые трубы, поэтому в обозначении ставится «КР».
- Способ производства. Изделия, представляющие собой холоднодеформированную тянутую продукцию, обозначаются «Д». Такие трубопроводы производятся длиной 1,5-6 м. Прокат, изготовленный с помощью прессования, обозначается литерой «Г». В соответствии с нормативными стандартами его длина составляет 1-6 м.
- Точность изготовления, которая может быть нормальной и повышенной. Для обозначения используются буквы соответственно «Н» и «П».
- Длину. Индексом «НД» обозначается немерная продукция, литеры «МД» используются для маркировки мерных изделий, буквы «КД» применяются для кратных медных труб, а «БТ» — для проката в бухтах.
- Особые условия, к которым может относиться увеличенная длина изделия в бухтах. В этом случае используется «У». Наличие литеры «Б» обозначает, что продукция изготовлена с высокой точностью по отношению к длине. Если в маркировке присутствует буква «К» — это значит, что труба произведена с повышенной точностью относительно кривизны.
Система отопления создается чаще всего при использовании твердых неотожженных трубопроводов. Мягкая медная продукция, которая в процессе производства была подвергнута воздействию высокой температуры, применяется при монтаже теплого пола. Ведь отожженные изделия без труда гнутся в необходимом направлении.
Можно ли использовать лак для покрытия
Со временем, после долгого контакта меди с воздухом, происходит процесс ее окисления. В результате изделия теряют свой красноватый оттенок, становясь зелеными. Для того чтобы предотвратить подобные изменения, используют лак. Именно этим веществом покрывают медные трубы.
Процесс лакировки происходит следующим образом:
- Для начала нужно протереть медные трубы при помощи 10-процентного спиртового раствора соляной кислоты. После его нанесения детали необходимо отполировать сукном до блеска. Вслед за этим трубы нужно помыть чистой водой.
- После полного просыхания спиртового раствора необходимо воспользоваться двухкомпонентным акриловым лаком, который применяется также и для покраски автомобилей. Он не меняет оттенок труб. В зависимости от типа выбранного лака его разведение может осуществляться в соотношении 2:1 или 3:1. При этом дополнительно добавляется 10—15 процентов растворителя.
Фото 1. Двухкомпонентный акриловый лак марки Vika в комплекте с отвердителем, вес – 1, 28 кг, подходит для покрытия медных труб.
Высыхание акриловых лаков довольно быстрое. В случае применения растворителя, являющегося ингибитором, данный процесс может затянуться.
Важно! Специалисты отмечают, что алкидные лаки не применяются для обработки медных труб. Это связано с тем, что они могут взаимодействовать с частицами меди, образуя зеленые наслоения
Что касается однокомпонентных акриловых лаков, их следует применять лишь во внутренних помещениях. Это связано с тем, что такие вещества обладают невысокой стойкостью. Это же касается специальных комбинированных нитролаков.
Чтобы обеспечить максимальное качество и эффективность, следует осуществлять нанесение не менее 3 раз. При этом между каждым очередным слоем необходимо дожидаться полного высыхания предыдущего.
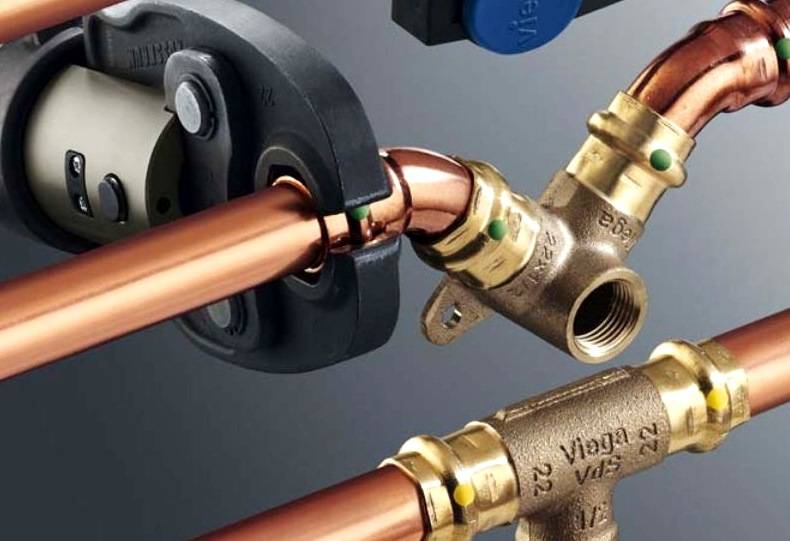
Пресс-фитинги
Пресс-фитинги незаменимы при соединении труб с элементами и установочными приспособлениями.
- Самый популярный вариант — прессованные латунные муфты с самоустанавливающейся втулкой диаметром от 16 до 32 мм.
- Дополнительно они покрыты слоем никеля. Могут использоваться пластмассовые прессованные муфты с корпусом из полифениленсульфона (PPSU) диаметром от 16 до 25 мм.
- Производители предлагают модели муфт с самоустанавливающейся втулкой, которая отделена от корпуса.
- Внешнее кольцо играет важную роль. Именно благодаря ему можно контролировать глубину введения трубы. Соединение герметизируется, когда гильза прижимается к трубе.
- Преимущества пресс-фитингов в использовании всегда одной и той же силы давления. Также важна скорость соединения и возможность нанесения утеплителей.
Внешний диаметр муфт ненамного больше диаметра трубы. Муфты также служат в качестве монтажной арматуры, то есть тройников, колен, развальцовки и т. д.
Муфты из полифениленсульфона (PPSU) обладают дополнительными преимуществами. Речь идет об устойчивости к нагрузкам и ударам, а также об отсутствии коррозии. Фитинги этого типа легче по сравнению с латунными моделями.
Некоторые фитинги имеют функцию контроля утечки. Для защиты уплотнительного элемента от повреждений предусмотрена цилиндрическая направляющая трубы, дополнительно обеспечивающая двойное прижатие.










Особенности медного проката
Для трубопроводов водоснабжения и отопления используют бесшовные изделия, изготовленные по трем технологиям:
- Холодная прокатка. Металл подвергается пластичному деформированию во время прохода через вращающиеся валки; температура процесса на 30% ниже температуры плавления меди. Отверстие получают способом прошивки заготовки при обработке, с последующей калибровкой до нужного размера.
- Холодное волочение. Способ позволяет получить изделие с высокой точностью в размере (по толщине). Заготовку протягивают через волочильное кольцо, после чего она вытягивается и приобретает необходимые параметры.
- Горячее прессование. Обработка меди происходит при высоких температурах и давлении, в закрытой пресс-форме. Трубный прокат получается методом экструзии (выдавливания через отверстие).
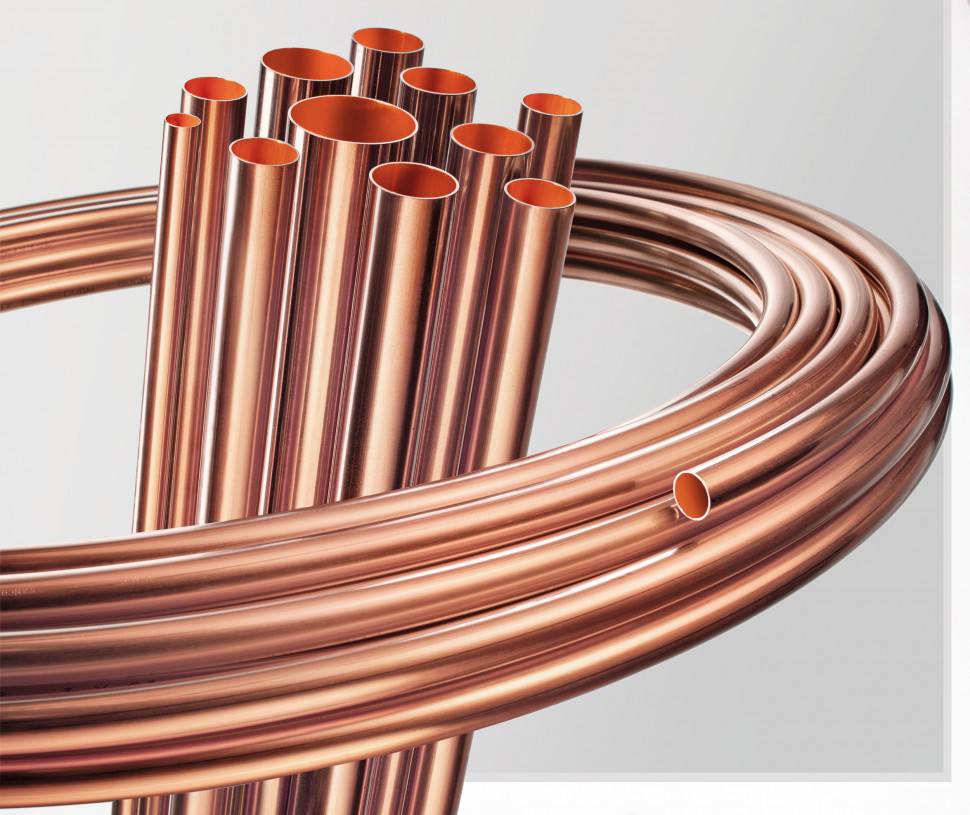
В результате на строительный рынок поступают медные трубы для отопления и водоснабжения следующего вида:
- Неотожженные (в отрезках), длиной от 1 до 6 м (с шагом в полметра).
- Отожженные. Трубы мелких сечений скатаны в бухты длиной от 10 до 50 м.
Медный прокат разного диаметраИсточник indclimat.ru
Маркировка медных труб основана на внутреннем диаметре. Для обозначения используются дюймы (в одном дюйме 25,4 мм), возможны следующие размеры:
- Диаметр варьируется от 6 до 350 мм.
- Толщина стенки зависит от диаметра и меняется в пределах от 0,5 мм до 3 мм.
На выходе производства, после формовки, штамповки или прокатки металла, получается неотожженная медная труба. Она характеризуется высокой прочностью, но плохой пластичностью; согнуть такое изделие при монтаже практически невозможно.
Благодаря отжигу медь становится пластичной. Процесс заключается в термической обработке, когда температура поднимается до +550-650°C, а затем прокат медленно остывает. В результате прочность на разрыв несколько уменьшается, но остается достаточной, чтобы с запасом выдерживать давление в системе водопровода. Зато отожженный металл приобретает ценные дополнительные качества:
- Становится более пластичным. Во время испытаний на разрыв отожженный прокат удлиняется в полтора раза, перед тем как порваться.
- Становится удобным для монтажных работ. Отожженные трубы гнутся и легко стыкуются.
Фитинги для медных трубИсточник siteapi.org
Интересно, что у трубного проката из меди стенка тоньше, чем у аналогичного стального. Поэтому при одинаковом наружном диаметре внутренний диаметр медных изделий больше, но они рассчитаны на такое же рабочее давление среды.
В производстве используется чистая медь (не менее 99,7%). Доля примесей не превышает 0,3%, но они способны оказать влияние на эксплуатационные характеристики труб. Добавки изменяют свойства металла следующим образом:
- Добавление железа, цинка, олова и свинца повышает такие важные механические свойства, как прочность, упругость, пластичность, податливость к обработке.
- Добавление серы, алюминия, сурьмы изменяет значение коэффициента теплопроводности.
- Фосфор повышает стойкость меди к коррозии. Марганец нейтрализует воздействие нежелательных примесей.
- Сочетание алюминия и бериллия увеличивает механическую стойкость и стойкость к износу.
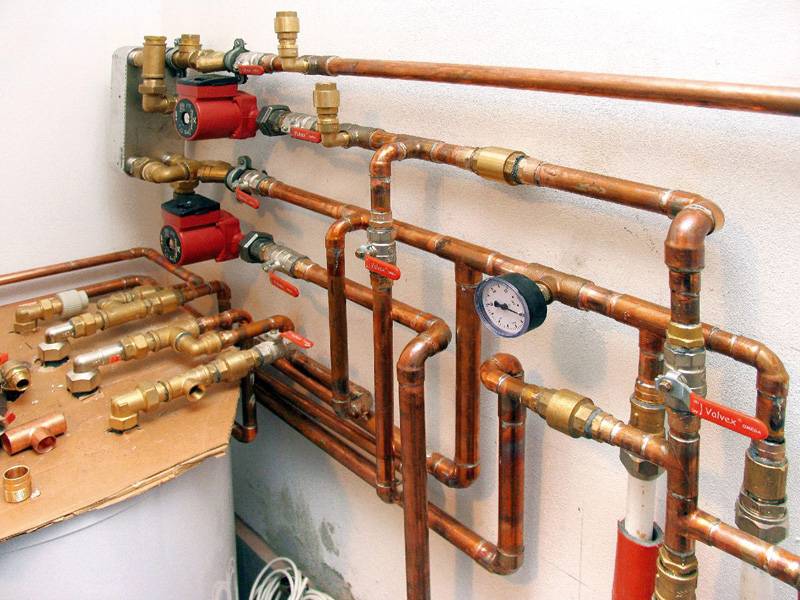
Внутренняя разводка системы водоснабженияИсточник сантехсоюз.рф




