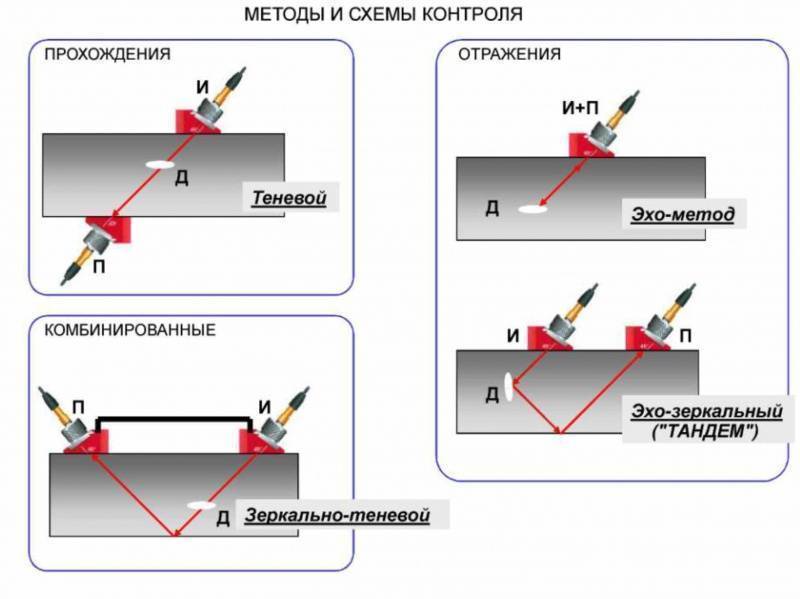
Принцип дефектоскопии
Диагностика сварных соединений включает разные методы исследований, основанных на физических свойствах металлов, структурных превращениях на границе фазового перехода. На исследуемые участки воздействуют радиоволнами, ультразвуком, магнитным электростатическим полем, красителями. Разнородные структуры по-разному воспринимают воздействие. Принципы выявления дефектов подбирают под металл. К примеру, немагнитящиеся легированные стали, цветные металлы нельзя проверить в магнитном поле. Эхолокация неэффективна для крупнозернистых структур.
Дефектоскопией сварных соединений называют комплекс методов контроля качества визуально или с использованием специальной аппаратуры для выявления дефекта. Принцип дефектоскопов, методика диагностики утверждаются стандартами. По результатам дефектоскопии определяется прочность (эксплуатационная надежность) сварных швов после завершения работы.
Капиллярный
Относится к методам неразрушающего контроля и основан на капиллярном проникновении индикаторной жидкости в капилляры поверхностного слоя материала контрольного объекта с целью ее выявления.
Цель:
- обнаружение поверхностных и сквозных дефектов;
- определение протяженности трещин, расположения дефектов, ориентации по поверхности образца.
Капиллярный способ позволяет контролировать изделия любой формы и размера из металлов и их сплавов, пластмасс, керамики, стекла. Различают:
- основные способы контроля, основанные на использовании капиллярных явлений;
- комбинированные, включающие сочетание нескольких методов неразрушающего контроля, различных по их физической сущности, один из которых – капиллярный.
Используемое оборудование:
- дефектоскоп капиллярный;
- прибор контроля;
- вспомогательные средства;
- дефектоскопический ультрафиолетовый облучатель;
- дефектоскопические материалы.
Перед проведением исследования проводится предварительная очистка поверхностей и полостей контрольного образца.
Проверка швов на герметичность
Метод применяется для сварных изделий, предназначенных для хранения и транспортировки жидкостей и газов. Способы проверки:
- аммиаком;
- керосином;
- пневматические и гидравлические испытания;
- вакуумирование.
Явление капиллярности (поднятие жидкости при определенных условиях по капиллярным трубкам) лежит в основе испытания керосином. Под капиллярными трубками в сварных швах подразумеваются поры и трещины. Наличие дефектов определяется по желтым пятнам, проявляющимся на меловом или каолиновом покрытии сварного шва.
Пневматические испытания
Этим способом проверяются трубопроводы и емкости, работающие под давлением.
Для герметизации малогабаритных сосудов используют заглушки. В сосуд под давлением, на 10-20% превышающим рабочее, подается инертный газ или азот. Сосуд погружается в емкость с водой. Дефектные места обнаруживаются по выходящим пузырькам воздуха.
Крупногабаритные сосуды герметизируют и наполняют газом повышенного давления. На сварные швы наносят мыльный раствор. Появление на поверхности шва пузырьков указывает на наличие дефектов.
Гидравлические исследования
Применяется для проверки на прочность и плотность сварных швов в водопроводах, газопроводах, котлах и сварных изделиях, работающих под давлением.
Перед испытанием контрольную емкость герметизируют заглушкой и заполняют с помощью насоса водой под избыточным контрольным давлением, превышающим рабочие цифры в полтора-два раза. В течение периода, заданного техническими условиями, делается выдержка, затем давление снижается до рабочего. Околошовная зона (15-20 мм от шва) простукивается специальным молотком.
Участки с обнаруженной течью помечаются и завариваются после слива воды. Проводится повторный контроль.







Вакуумирование используется при невозможности пневматического или гидравлического контроля. Суть метода – создание вакуума и обнаружение проникания воздуха через дефекты. Для контроля применяется вакуумная камера. Проверяемый участок образца смазывается мыльным раствором. В неплотностях сварного соединения образуются мыльные пузырьки.
Это интересно: Недорогой сварочный инверторный аппарат Ресанта САИ 250: разбираемся по пунктам
Причины образования дефектов
Изъяны при сварке возникают по объективным и субъективным причинам. Каждый вид металлопроката характеризуется свариваемостью. Этот показатель зависит от компонентного состава сплава, способа производства проката. Для плохо свариваемых деталей в технологические карты сразу закладывается большой процент брака.
Основные виды дефектов сварных соединений:
- нарушение целостности металла;
- деформация конструкций или деталей из-за возникновения внутренних напряжений;
- нарушение формы сварного шовного валика;
- несоблюдение геометрических параметров наплавочного валика;
- структурные изменения металла (размера зерна в области фазового перехода сварного соединения).
Внешние дефекты не так опасны, как внутренние, невидимые. Они выявляются неразрушающими методами контроля. Самостоятельно делать ответственные сварные швы рискованно. Лучше обратиться к профессионалам.
Основные причины нарушения целостности сварных шовных валиков и зоны термовлияния:
- некачественная обработка стыков: плохо зачищенная окалина, ржавчина, остатки оксидной пленки, жирные пятна, загрязнения;
- применение наплавочной проволоки или электродов, не соответствующих основному металлу;
- неисправность сварочного аппарата;
- неправильная установка рабочих параметров: силы тока, напряжения на регуляторах сварочника;
- неправильная укладка деталей, не учитывается коэффициент линейного расширения;
- несоблюдение интервала между электродом и деталью, не поддерживается определенная длина дуги.
Методы контроля проникающими веществами
Капиллярная дефектоскопия
Капиллярные методы НК предназначены для обнаружения открытых дефектов, выходящих на поверхность: трещин, пор, раковин, непроваров и других несплошностей поверхности изделий без их разрушения. Различают два основные метода капиллярной дефектоскопии: цветной и люминесцентный. Этими методами контролируют детали различной формы из аустенитных, титановых, алюминиевых, медных и других немагнитных материалов. Эти методы позволяют выявлять:
– трещины сварочные, термические, усталостные;
– пористость, непровары и другие дефекты типа открытых несплошностей различной локализации и протяженности, невидимые невооруженным глазом и лежащие в пределах чувствительности и надежности дефектоскопических средств.
Течеискание
Пузырьковый метод с использованием вакуумных камер
Вакуумный контроль сварных швов применяют в тех случаях, когда применение других способов почему-либо исключено. В частности, этот метод широко применяется при контроле сварных днищ резервуаров, газгольдеров, цистерн, гидроизоляционных ящиков. Он позволяет обнаружить отдельные поры диаметром до 0,004 0,005 мм, а производительность при его использовании достигает 40 – 60 м сварных швов в час. Вакуум создают при помощи переносной вакуум-камеры, которую устанавливают на наиболее доступной стороне проверяемого участка шва, предварительно обильно смоченной мыльным раствором. В результате разности давлений по обеим сторонам шва воздух будет проникать в камеру при наличии неплотностей в сварном соединении. В местах трещин, непроваров, газовых пор образуются стойкие мыльные пузырьки, хорошо видимые через прозрачный верх камеры. Отметив расположение дефектов мелом, цветным карандашом или краской, впускают атмосферный воздух, камеру снимают и сделанные отметки переносят на сварной шов.
Контроль швов газоэлектрическими течеискателями
В настоящее время применяют два вида газоэлектрических течеискателей: гелиевые и галоидные. Чувствительность газоэлектрических течеискателей к выявлению неплотностей в швах очень высока, но ввиду сложности конструкции и значительной стоимости изготовления их применяют только для контроля особо ответственных сварных конструкций.
Принцип работы гелиевого течеискателя основан на высокой способности гелия при определенном вакууме проходить сквозь неплотности сварных швов. При контроле сварные швы снаружи испытуемой емкости обдувают из резинового шланга тонкой струёй гелия, находящегося под небольшим давлением в специальном сосуде – газометре. При наличии неплотностей в швах гелий или его смесь с воздухом попадает из емкости в масс-спектрометрическую камеру, в которой поддерживается высокий вакуум. При попадании гелия в масс-спектрометрическую камеру в ней возникает ионный ток, который подается на индикаторы – миллиамперметр и сирену. Величина отклонения стрелки миллиамперметра позволяет судить о размерах дефекта.
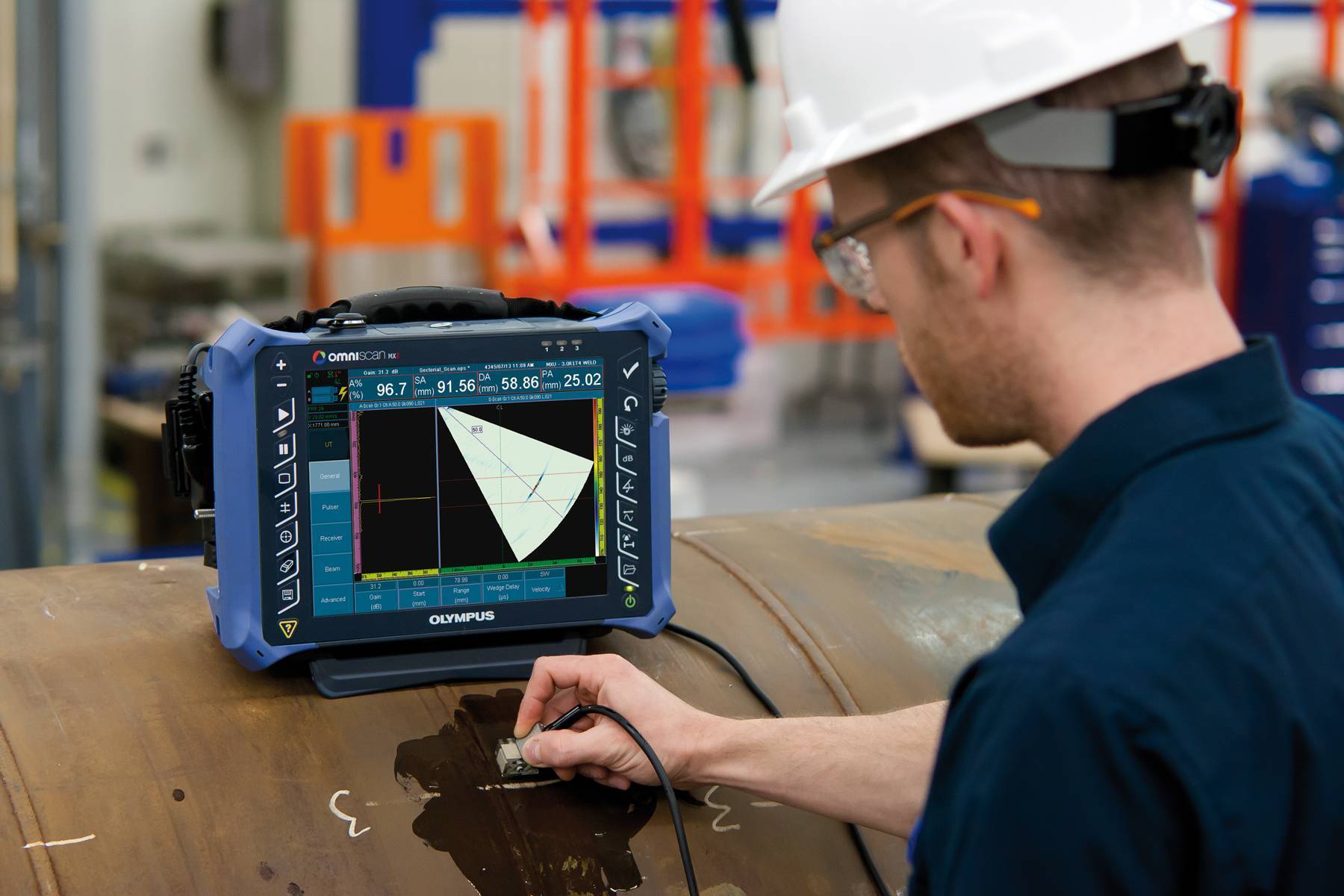
Ультразвуковая дефектоскопия
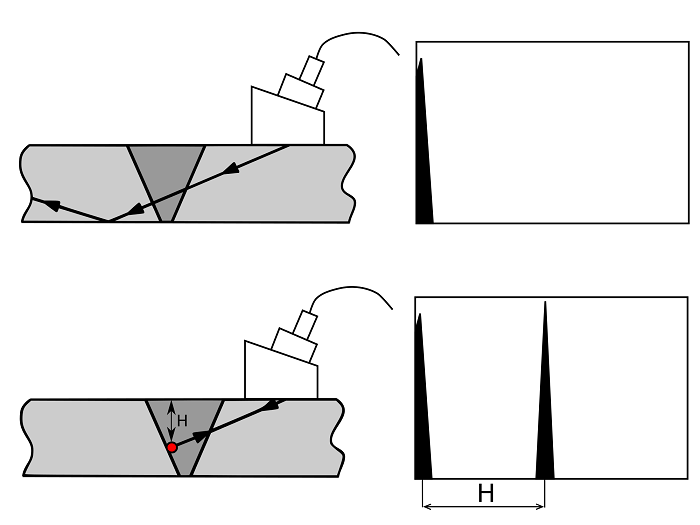 Для контроля качества сварки применяют ультразвук. Принцип действия аппарата основан на отражении ультразвуковых волн от границы соединения двух сред с различными акустическими свойствами.
Для контроля качества сварки применяют ультразвук. Принцип действия аппарата основан на отражении ультразвуковых волн от границы соединения двух сред с различными акустическими свойствами.
Датчик и излучатель плотно прикладывают к исследуемому материалу, после чего устройством вырабатывается ультразвук. Он проходит через весь металл и отражается от задней стенки, возвращаясь, попадает на приемный сенсор, который в свою очередь преобразует ультразвук в электрические колебания. Прибор представляет полученный сигнал в виде изображения отраженных волн.
Если внутри металла присутствуют какие-нибудь изъяны, датчик зафиксирует искажение отраженной волны. Опытным путем установлено, что различные дефекты сварки по-разному себя проявляют на ультразвуковом дефектоскопе. Это позволило провести их классификацию. При соответствующем обучении специалист может точно определить вид брака в шве.
Способ контроля качества сварных соединений ультразвуком широко распространился благодаря простоте и удобству применения, относительно недорогому оборудованию, безопасности использования по сравнению с радиационным методом.
Минусом способа является трудность расшифровки графического изображения. Контроль качества соединения может сделать только сертифицированный специалист. Его проблематично использовать для контроля крупнозернистых металлов типа чугуна.
Радиационный
Метод радиационной дефектоскопии основан на свойстве проникновения излучения через непрозрачные тела и его воздействия на различные индикаторы. Применяют рентгеновское и гамма-излучение – коротковолновые электромагнитные колебания.
Виды радиационного контроля:
- радиографический;
- радиоскопический;
- радиометрический.







Электромагнитный (вихревых токов) метод
Основан на регистрации изменения взаимодействия собственного электромагнитного поля катушки с электромагнитным полем вихревых токов, наводимых этой катушкой в контролируемом объекте. Применяется для обнаружения поверхностных дефектов в магнитных и немагнитных деталях и полуфабрикатах. Метод позволяет выявлять нарушения сплошности, в основном трещин, на различных по конфигурации деталях, в том числе имеющих покрытия. На основе метода вихревых токов разработаны приборы для измерения толщины листов и покрытий, диаметра проволоки и прутков. Применяют на заводах и ремонтных предприятиях. В условиях эксплуатации применяют для профилактического контроля лопаток турбин газотурбинных двигателей, сварных и литых узлов элементов конструкций и др.
Приведенный краткий обзор позволяет сделать вывод, что для контроля металлов и металлоизделий имеется достаточный арсенал методов и средств неразрушающего контроля.
Следует отметить, что методы НК не являются универсальными. Каждый из них может быть использован наиболее эффективно для обнаружения определенных дефектов. Так, например, с помощью радиационных методов можно выявлять внутренние дефекты в виде пустот и пор в деталях, изготовленных из различных материалов, однако нельзя обнаружить весьма опасные тонкие усталостные трещины. Для этой цели требуется применить другой, чувствительный к поверхностным трещинам метод, например капиллярный, магнитный или вихревых токов. Поэтому для контроля деталей ответственного назначения применяют два или несколько различных методов.
Применение комплексного контроля изделий в условиях производства и эксплуатации позволит повысить качество и надежность техники. Систематическое проведение НК на различных этапах технологического процесса и статистическая обработка результатов этих испытаний позволят устанавливать и устранять причины брака. При этом контроль становится активным методом корректировки технологического процесса.
Характеристики и причины основных дефектов сварки
Не в каждом случае качество сварки соответствует установленным требованиям. Классификация дефектов сварных соединений в полном составе изложена в ГОСТ 30242-97. Но среди всех обозначенных в документе изъянов выделяют основные, которые чаще обычного выявляются при контроле и обследовании соединительных стыков.
Трещины
Для сварочных швов наибольшую опасность представляют трещины. Они способны спровоцировать мгновенное разрушение металлических конструкций и привести к трагическим последствиям.
Причинами появления трещин могут быть:
- неправильное расположение стыков;
- резкое охлаждение места сварки;
- неправильный выбор материалов;
- кристаллизация металла вследствие чрезмерно высоких температур.
По размеру различают микро- и макротрещины, по типу образования – поперечные, продольные и радиальные.
Вне зависимости от видов и причин возникновения трещины – это недопустимые дефекты сварных соединений металла.
Подрезы
Это образующиеся на наружной поверхности шовного валика продольные углубления. Если на шве есть подрез, то в месте его появления уменьшается сечение шва, а также образуется очаг концентрации напряжения.
Превышенная величина сварочного тока – основная причина появления таких дефектов. Довольно часто наблюдаются подрезы в горизонтальных швах.
Наплывы
Это натекший на поверхность избыток металла, который не имеет должного сплавления с соединяемой поверхностью. Часто наплыв возникает при сварке стыковых или угловых швов в горизонтальном положении. Образуется при недостаточном прогреве основного металла, избытка присадочного материала, наличия окалин на соединяемых кромках.
Прожоги
Такие дефекты являют собой сквозное отверстие, возникшее вследствие вытекания из сварочной ванны расплавленного металла. В данном случае с другой стороны отверстия как правило образуется натек.
Прожог может быть вызван слишком медленным передвижением электрода по линии сваривания, повышенным сварочным током, неплотным прилеганием к основному металлу прокладки или же недостаточной ее толщиной, большим зазором между соединяемыми кромками.
Непровары
Если на сварочном шве обнаружены локальные несплавления между основным и наплавленным металлом, то дефект такого типа называют непровар. Он существенно понижает прочностные свойства шва и соответственно всей конструкции.





Причины непроваров состоят в следующем: чрезмерно высокая скорость сваривания, некачественная подготовка кромок к сварному процессу, наличие ржавчины, окалин и других загрязнений на соединяемых поверхностях.
Кратеры
Образующиеся вследствие обрыва сварочной дуги углубления в соединительном валике называют кратерами. Такие изъяны существенно уменьшают сечение стыка, что негативно сказывается на прочности. Кратер опасен тем, что внутри него могут находиться усадочные рыхлости, приводящие к появлению трещин.
Свищи
Поверхностные дефекты в виде полости. Понижают прочность соединительного стыка и провоцируют образование трещин. Свищи имеют произвольную форму, могут возникать как на внешней поверхности, так и внутри шва.
Пористость
Поры – это заполненные газами полости, образующиеся при повышенном газообразовании внутри металла. Возникают при наличии разнообразных загрязнений на свариваемых поверхностях, при повышенной скорости сварки, а также повышенной вместительности углерода в используемом присадочном материале.
Посторонние включения
Качество шва существенно ухудшают сторонние включения – оксидные, шлаковые, вольфрамовые, флюсовые и другие включения. Главная ошибка, приводящая к их наличию – неправильный режим сварки. Любое из присутствующих включений понижает прочность и надежность соединения и подлежит устранению.
Свойства рентгеновских лучей
Лучи могут проходить через плотные непрозрачные тела, но чем выше плотность этих тел, тем ниже пропускание лучей. Проходимость зависит и от длины лучей. При большой длине им сложнее пройти сквозь плотные поверхности. Во время прохождения лучи поглощаются той поверхностью, с которой соприкасаются. Чем выше плотность, тем больше поглощение.

Принцип рентгенографическогой контроля сварных швов
Некоторые химические вещества при контакте с излучением получают видимое свечение. После окончания воздействия свечение прекращается, но некоторые вещества сохраняют заряд свечения еще на некоторое время. Это свойство является основой для создания рентгеновских снимков в данном методе. Воздействие лучей на светочувствительную часть фотопластинок создает изображение внутреннего состояния шва.
При воздействии лучей на клетки организма они производят определенные воздействия, которые зависят от типа ткани и интенсивности полученной дозы. Это может использоваться в медицине, но также имеет и обратный эффект, который проявляется в лучевой болезни.
Лучи могут ионизировать воздух, расщепляя составные части воздушной массы на отдельные частицы, имеющие электрический заряд. Из-за этого воздух может проводить электричество.
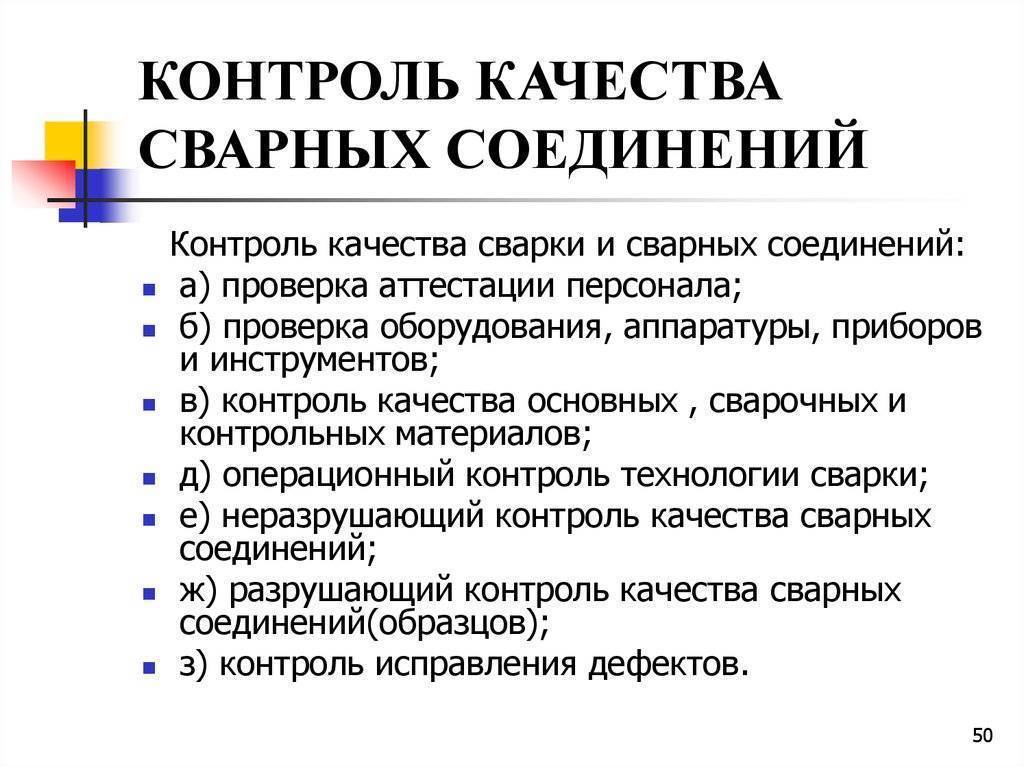
Специальные испытания
Контроль режима сварки включает в себя:
- контроль технологических образцов;
- контроль основных параметров приборами.
Контроль технологических образцов при точечной (рельефной) и шовной сварке состоит из следующих этапов: внешнего осмотра, разрушения образцов, металлографических исследований, рентгеновского просвечивания, механических испытаний и контроля швов на герметичность. Контроль внешним осмотром осуществляется невооруженным глазом, через лупу и с помощью мерительных инструментов. Внешним осмотром выявляются наружные дефекты сварных соединений, глубина вмятины от электродов и шаг точек шва.
Размеры отпечатков от электродов (роликов) не являются критерием оценки качества сварного соединения и правильности установленного режима. Однако изменение размеров отпечатков при неизменной настройке машины свидетельствует о нарушении условий сварки и возможном изменении качества соединений. Отпечатки точек должны иметь круглую форму (в отдельных случаях допускается некоторая овальность), отпечатки шва – равномерную чешуйчатость.
Глубина вмятины от электродов измеряется индикатором часового типа с ценой деления 0,01 мм. Допустимые ее размеры определяются толщиной деталей и материалом.
На поверхности точек и швов не должно быть выплесков металла. Поверхности точек и швов черных металлов обычно имеют цвет побежалости, что не является дефектом. Потемнение поверхности точек и швов легких сплавов говорит о необходимости зачистки электродов (роликов) или ухудшении качества подготовки поверхности.






Для определения качества сварки образцы и пробы подвергаются разрушению в тисках или других приспособлениях. Если соединение состоит более чем из двух деталей, то разрушение производится для каждой пары соединяемых листов. Разрушение сварных соединений должно происходить по основному металлу в зоне термического влияния или литому металлу (при скручивании точек). При скручивании сварных точек по излому определяются диаметр литого ядра, а также наличие внутренних дефектов: выплесков, трещин, раковин и пр.
Металлографические исследования макроструктуры сварных соединений производятся для определения размеров литой зоны, глубины вмятин от электродов, а также для выявления дефектов в литой зоне и в зоне термического влияния. Исследование макроструктуры выполняется на шлифах, которые изготовляются резкой образцов перпендикулярно поверхности по центру сварной точки или вдоль и поперек шва.
Диаметр ядра точек или ширина литой зоны шва определяется на макрошлифах по линии соединения. Для герметичных швов определяется величина перекрытия литых зон.
Рентгеновское просвечивание образцов применяется для выявления внутренних дефектов сварных соединений: пор, раковин, трещин, выплесков, для определения диаметра ядра или ширины литой зоны шва.
Прочность соединений определяется по результатам механических испытаний образцов на срез (разрыв) и реже на отрыв (точечные соединения) и ударную вязкость (соединения стыковой сварки). Образцы испытываются на специальных машинах в лаборатории механических испытаний. Механические испытания образцов обычно производятся при отработке нового режима сварки и проверке стабильности работы сварочных машин.
Параметры режима сварки контролируются с помощью специальных приборов
Контроль ведется периодически, основное внимание следует уделять измерениям сварочного тока, особенно при сварке легких сплавов
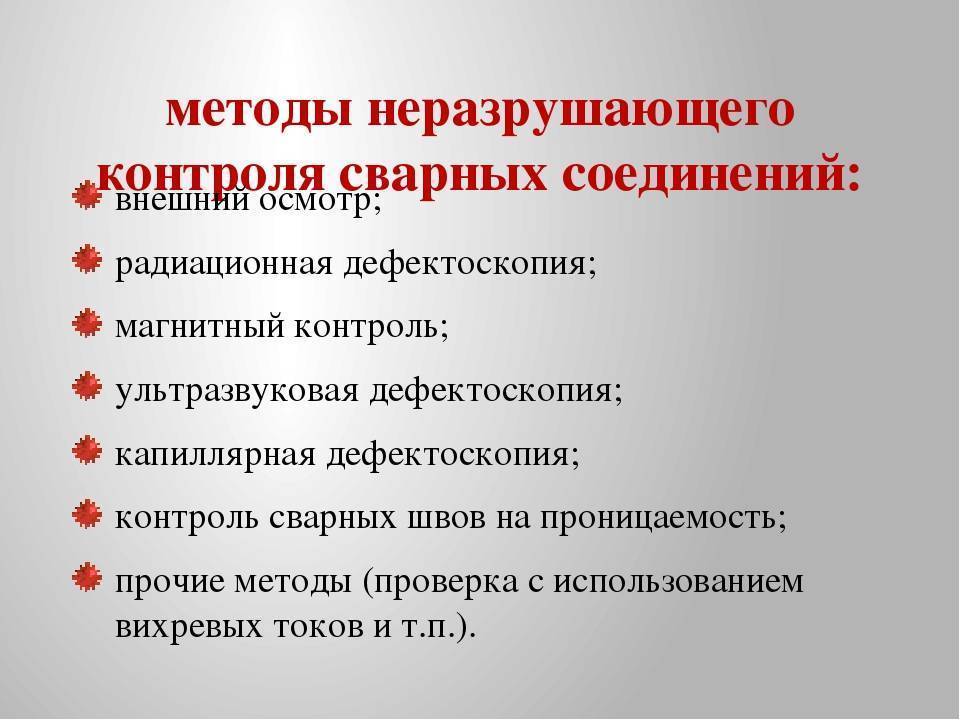
Методы неразрушающего контроля качества сварных соединений
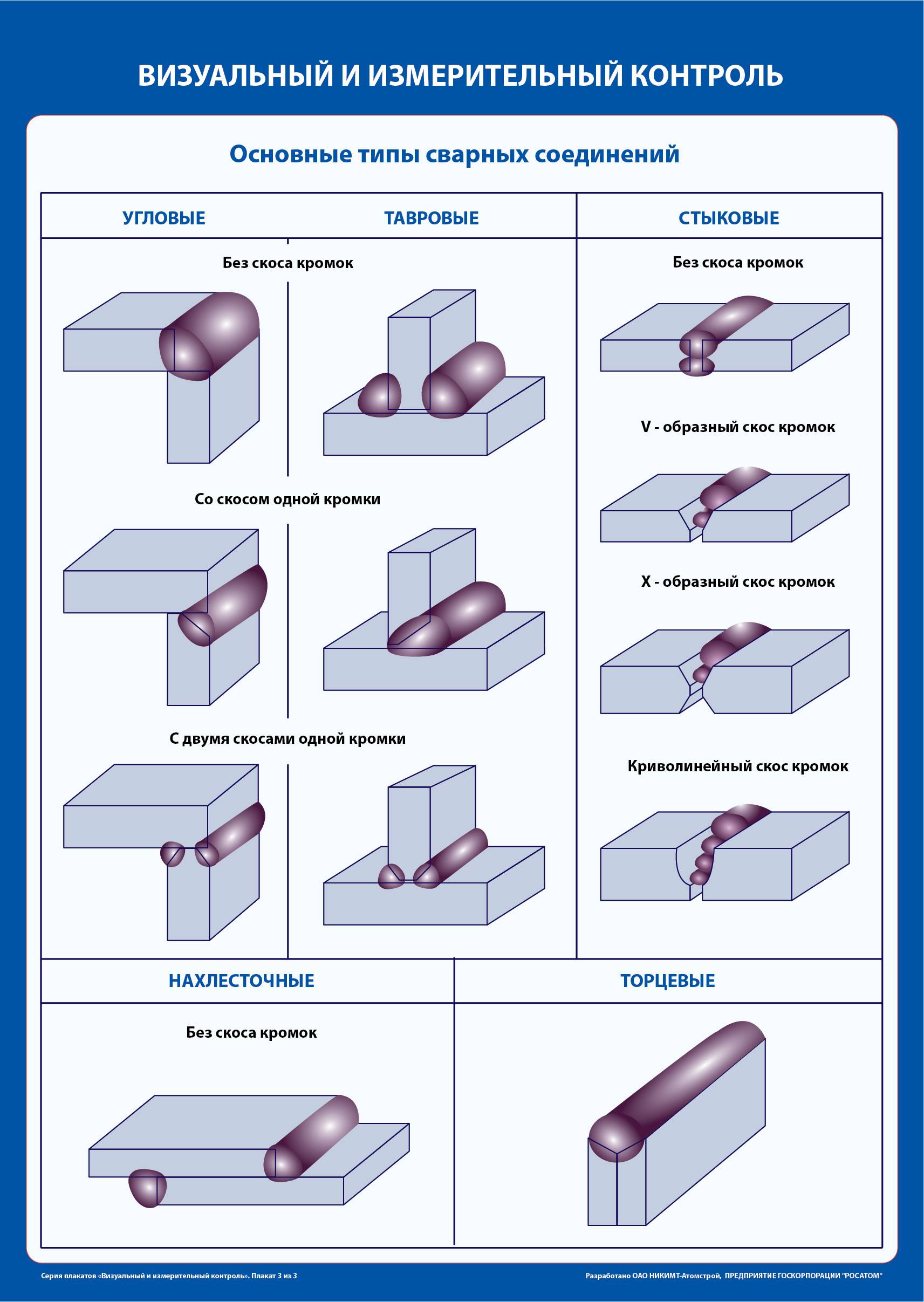
Визуальный контроль и измерения
Визуально-оптический контроль – это один из методов неразрушающего контроля оптического вида. Он основан на получении первичной информации об объекте при визуальном наблюдении или с помощью оптических приборов. Это органолептический контроль, т.е. воспринимаемый органами чувств (органами зрения) ГОСТ 23479-79 “Контроль неразрушающий. Методы оптического вида” устанавливает требования к методам контроля оптического вида. Визуальный метод контроля позволяет обнаруживать несплошности, отклонения размера и формы от заданных более 0,1 мм при использовании приборов с увеличением до 10х. Визуальный контроль, как правило, производится невооруженным глазом или с использованием увеличительных луп 2х до 7х. В сомнительных случаях и при техдиагностировании допускается увеличение до 20х.
Визуальный контроль выполняется до проведения других методов контроля. Дефекты, обнаруженные при визуальном контроле, должны быть исправлены до проведения контроля другими методами.
Радиографический контроль
Радиационный вид неразрушающего контроля в соответствии с ГОСТ 18353-79 делится на методы: радиографический, радиоскопический, радиометрический. Радиографический метод контроля основан на преобразовании радиационного изображения контролируемого объекта в радиографический снимок. Требования к радиографическому контролю регламентированы ГОСТ 7512-82 “Контроль неразрушающий. Сварные соединения. Радиографический метод”.
Схема просвечивания рентгеновскими лучами:
1 – рентгеновская трубка; 2 – кассета; 3 – фотопленка; 4 – экраны.
Метод ультразвуковой дефектоскопии
Данный метод относится к акустическому виду неразрушающего контроля (ГОСТ 3242-79), применяется при толщине металла шва не менее 4 мм. Он основан на использовании ультразвуковых волн, представляющих собой упругие колебания материальной среды с частотой выше 0,5-0,25 МГц (выше той, которую способны воспринимать слуховые органы человека). В этом методе контроля (ГОСТ 14782-86) используется способность ультразвуковых волн отражаться от границы раздела двух сред, обладающих разными акустическими свойствами. Когда при прохождении через сварной шов ультразвуковые волны встречают на своем пути дефекты (трещины, поры, шлаковые включения, расслоения и т. д.), они отражаются от границы раздела металл–дефект и могут быть зафиксированы при помощи специального ультразвукового дефектоскопа.
Магнитные методы контроля
Магнитные методы контроля основаны на принципе использования магнитного рассеяния, возникающего над дефектом при намагничивании контролируемого изделия. Например, если сварной шов не имеет дефектов, то магнитные силовые линии по сечению шва распределяются равномерно. При наличии дефекта в шве вследствие меньшей магнитной проницаемости дефекта магнитный силовой поток будет огибать дефект, создавая магнитные потоки рассеяния.
Прохождение магнитного силового потока по сварочному шву:
а – без дефекта; б – с дефектом
В соответствии с ГОСТ 18353-79 в зависимости от способа регистрации потоков рассеяния различают три магнитных метода контроля: магнитопорошковый, индукционный, магнитографический. Наиболее распространен магнитопорошковый метод или магнитопорошковая дефектоскопия (МПД).
Вихретоковый контроль
Методы вихретокового контроля основаны на регистрации изменения электромагнитного поля вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте контроля. Вихревые токи – это замкнутые токи, индуктированные в проводящей среде изменяющимся магнитным полем. Если через катушку пропускать ток определенной частоты, то магнитное поле этой катушки меняет свой знак с той же частотой. Интенсивность и распределение вихревых токов в объекте зависят от его геометрических, электромагнитных параметров и от взаимного расположения измерительного вихретокового преобразователя (ВТП) и объекта. В качестве преобразователя используют обычно индуктивные катушки (одну или несколько). Синусоидальный или импульсный ток, действующий в катушках ВТП, создает электромагнитное поле, которое возбуждает вихревые токи в электропроводящем объекте. Электромагнитное поле вихревых токов воздействует на катушки преобразователя, наводя в них ЭДС или изменяя их полное сопротивление. Регистрируя напряжение на зажимах катушки (трансформаторный вихретоковый метод) или ее сопротивление (параметрический вихретоковый метод) получают информацию о свойствах объекта и о положении преобразователя относительно него.
Пневматические испытания сварных изделий
Пневматическое испытание представляет собой проверку сжатым газом или паром,
который подаётся в контролируемое сварное изделие. В качестве сжатого газа обычно
используют воздух, азот, или инертные газы. Если позволяют габариты сварного
соединения, то его можно погрузить в воду и по выходящим из сквозных дефектов
пузырькам газа выявляют места расположения дефектов.








Сварные стыки на крупногабаритных сосудах и трубопроводах рекомендуется контролировать
при помощи пенного индикатора, который наносят на сварные швы. Пенный индикатор,
получивший наибольшее распространение – это обычный водный раствор мыла. Если
испытание происходит при низких температурах, то в качестве индикатора применяют
смесь мыльного раствора и глицерина или льняное масло.
На рисунке ниже представлена схема пневматического испытания:

При пневматических испытаниях необходимо строгое соблюдение правил безопасности.
На подводящей магистрали обязательно наличие запорных и предохранительных клапанов.
И кроме рабочего манометра в схему обязательно должен быть включён контрольный
манометр. При испытании под давлением обстукивание и исправление дефектов в
сварных швах не допустимы, т.к. представляют собой опасность для человека.
Системно-структурный анализ технологического процесса
Системно-структурный анализ технологических процессов сварочного производства выполняется с целью оценки степени соответствия анализируемого технологического процесса его регламентируемому уровню.
Во время аттестации сварочного производства на соответствие стандартам и с целью оценки технических возможностей стабильного выпуска продукции, отвечающей нормативным документам.
Выполняется и оценивается оптимизация применяемых технологических процессов, анализируется организационное и конструкторско-технологическое обеспечение технологических процессов.
Показатели технологического процесса:
– производительность – среднее количество изделий, выработанных в ходе технологического процесса, за фиксированный промежуток времени;
– средняя доля годных изделий, выпущенных в ходе технологического процесса к общему количеству изготовленных изделий;
– средняя доля бракованных изделий;
– интенсивность срывов технологического процесса – отношение количества операций, при выполнении которых наблюдался срыв, к общему числу операций в единицу времени (срыв – событие, заключающееся в прекращении нормального функционирования системы, непредусмотренное техническими условиями или графиком работы);
– среднее время производительной работы на одной операции;
– среднее время простоев производственной системы на одной операции;
– надёжность технологического процесса – способность функционирования без срывов в течение заданного промежутка времени в соответствующих условиях эксплуатации.
Стандартизация и метрологическое обеспечение средств и методов контроля качества сварных конструкций:
1) стандарты:
– общего назначения;
– на средства контроля;
– на методики контроля различных видов продукции определенными методами;
2) метрологическое обеспечение – установление и применение научных и организационных основ, технических средств, правил и норм, необходимых для достижения единства и требуемой точности измерений;
3) метрологическая проверка – осуществляется при разработке технических заданий на измерительные приборы.




