Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.
Разметка глубины посадкиИсточник files.builderclub.com
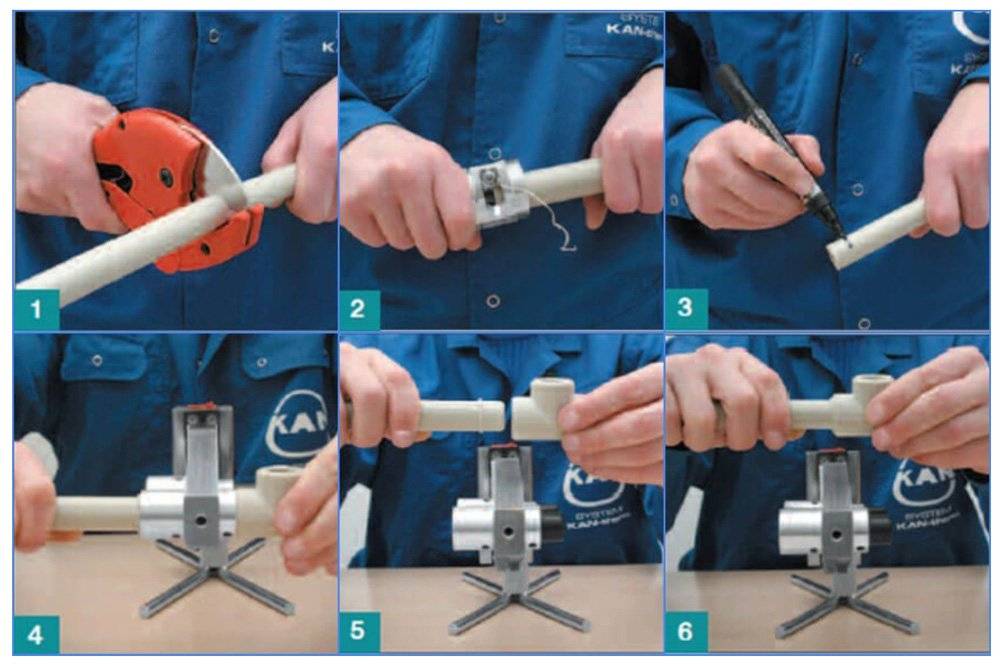
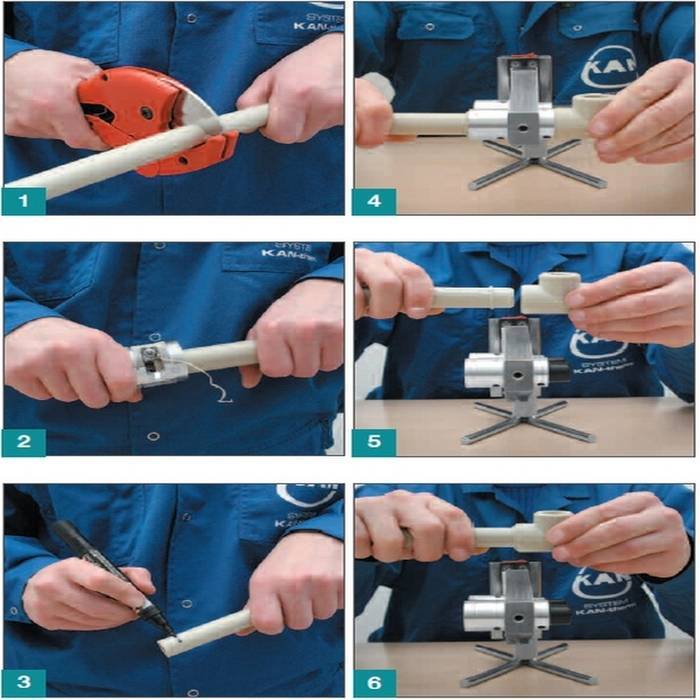
Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.
О секретах подгонки труб в этом видео:
Уменьшение риска образования дефектов на стыке труб
Рекомендации, которые помогут повысить качество пайки, предупредить образование дефектов:
- на сложных участках с ограниченным доступом необходимо работать в паре с помощником: один мастер работает с трубами, второй – с инструментом;
- для монтажа коммуникаций с фитингом рекомендуется воспользоваться шаблоном, это позволит быстрее определять глубину пайки, не выполняя замеры каждый раз;
- не следует каждый раз отключать паяльник, скорость работы с ним высокая, а потому часто достаточно 10-20 минут на выполнение 1-2 стыков;
- фаска по возможности снимается на всех трубах, ее размер – 2мм х45°, что означает длину стороны и угол наклона;
- внутреннее армирование позволяет избежать зачистки, что выгодно отличает его от поверхностного;
Ошибка, связанная с неправильным выбором материала
Если для обустройства системы были выбраны бюджетные трубы из полипропилена низкого качества, даже самый качественный монтаж не сможет защитить владельцев здания от поломок. Фитинги и трубы лучше всего покупать у одной и той же известной компании, выбирать надежного поставщика и тому подобных. Помните – скупой платит дважды.
Еще одна проблема из этой категории – попытка скрепить две качественные трубы от разных производителей. Химический состав двух изделий может быть разным, поэтому такие трубы будут вести себя по-разному при нагреве. Добиться надежного соединения практически невозможно при таких условиях.
Обвязка полипропиленовыми трубами инструктаж
Обвязка радиаторов может выполняться при помощи самых различных труб, но специалисты рекомендуют использовать полипропиленовые. Шаровые краны для обвязки покупаются также полипропиленовые, они могут быть прямыми и угловыми, этот вариант самый простой и недорогой. Латунная арматура стоит дороже, да и установка ее сложнее.
Обвязка из полипропилена выполняется таким образом:
- муфта с накидной гайкой вставляется в мультифлекс, который легко соединяется с любым выходом;
- сами трубы крепят к стенам на удобной высоте, они не должны плотно прилегать к поверхности, лучше оставлять зазор в 2-3 см. Крепят трубы при помощи специальных скоб, которые к стене фиксируются гвоздями или саморезами.
К радиаторам обвязка полипропиленом может осуществляться и при укладке труб в стену, в таком случае на поверхность они выходят только в местах подключения.
Обвязка радиаторов может выполняться при помощи самых различных труб, но специалисты рекомендуют использовать полипропиленовые.
Крепеж для батарей может быть самым различным, чаще всего это штыревое соединение, которое фиксируется на поверхности стены. Могут применяться и угловые кронштейны, которые также позволяют подвесить радиаторы на необходимой высоте. Для панельных батарей крепеж поставляется в комплекте, для секционных — необходимо покупать отдельно. Обычно для одной секции достаточно двух кронштейнов либо штырей.
Соединение кранов осуществляется таким образом:
- кран разбирается, в радиатор вворачивается штуцер и накидная гайка;
- специальным ключом гайка плотно закручивается.
Как видим, процесс этот предельно простой. Чтобы выполнить подобную работу, необходимо только приобрести специальный сантехнический ключ для американок, без которого просто установить кран вряд ли получится.
Для установки батарей и выполнения их обвязки требуются следующие материалы и инструменты:
- набор специальных ключей;
- уплотнители для резьбовых соединений;
- пакля и резьбовая паста;
- нити для резьбы.
Особенности подключения радиаторов
Монтаж отопления отличается некоторыми особенностями:
- Необходимо соблюдать расстояние от радиатора до подоконника 100 мм. Если зазор между батарей и низом подоконника отличается, то тепловой поток нарушается, эффект отопительной системы будет низким.
- От поверхности пола до батареи расстояние должно составлять 120-150 мм, в противном случае происходит резкий перепад температур.
- Чтобы теплоотдача оборудования была правильной, расстояние от стены должно составлять от 20 мм.
При этом учитываем, что на установку и эффективность радиаторов отопления большое влияние оказывает метод монтажа: под подоконником в открытом виде эффективность системы отопления максимальная — 96-97%, в нише в открытом виде — до 93%, в частично закрытом виде — 88-93%, в полностью закрытом виде — 75-80%.
Отопительный радиатор может устанавливаться при помощи самых различных способов, его обвязка выполняется металлическими, полиэтиленовыми, полипропиленовыми трубами
Важно при монтаже правильно расположить не только трубы, но и сами батареи, выполнить подключение в соответствии со всеми рекомендациями и нормами. В этом случае отопительная система будет работать очень эффективно, не потребует проведения ремонтных работ. Поделитесь полезной статьей:
Поделитесь полезной статьей:
Инструмент для монтажа полипропиленовых труб
| Фотография инструмента | Название |
| сварочный аппарат, для работы в домашних условиях рекомендуется использовать агрегаты, предназначенные для сварки труб ПП небольшого и среднего диаметра — до 63 мм. | |
| Труборез — идеальное устройство для отсечения полипропилена. | |
| Шейвер — предназначен для удаления слоя армировки. | |
| Торцеватель нужен для качественной стыковки трубы | |
| Маркер для разметки труб. | |
| При помощи строительного уровня и карандаша нарисуйте на стене направление труб | |
| Рулетка — один из главных инструментов в стройке. | |
| Обезжириватель нужен для удаления нечистот с поверхностей сварочных стыков. |
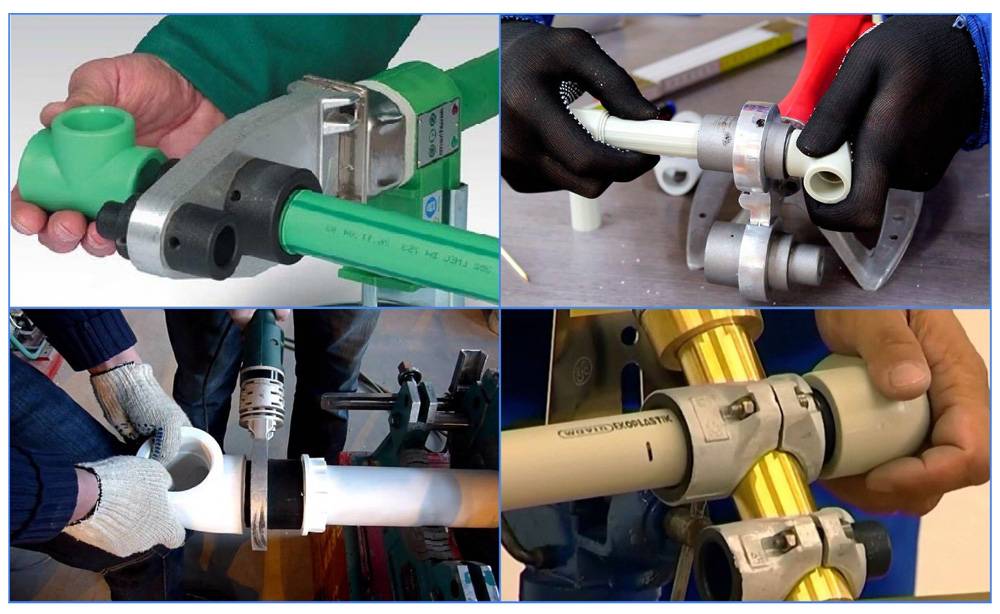
Паяльник можно приобрести или взять в аренду. Не всегда под рукой имеется торцеватель или шейвер. Однако эти инструменты понадобятся для работы с армированными трубами. Так, шейвер предназначен для удаления армировки. Его ножи расположены параллельно оси трубы. Благодаря этому осуществляется удаление среднего слоя коммуникаций. Торцеватель используется для подготовки труб, удаления слоя армировки. Такой инструмент обрабатывает торец, дополнительно он создает фаску.
Для выполнения разметки используются маркер и рулетка. Причем необходимо определить не только места резки изделий, но и участков, которые будут заводиться в насадки сварочного аппарата
Паяльные машины для сварки труб
Устроены такие аппараты достаточно просто. Главные узлы:
- блок регулировки и контроля температуры;
- ручка для фиксации устройства;
- опора, позволяющая избежать прямого контакта поверхности, на которой установлен сварочный аппарат, и нагревательного элемента.
В комплект входят насадки, которые отличаются диаметром, а еще перчатки, мелкий инструмент. Комплектация меняется в зависимости от модели аппарата. Чем она шире, там выше цена.
Виды паяльников для полипропилена
Существуют ручные и механические паяльники. Однако в бытовых условиях используют первый из вариантов. Это обусловлено простотой конструкции, легкостью эксплуатации, небольшими габаритами.
Пайка полипропиленовых труб своими руками выполняется с помощью 2 видов устройств:
- мечевидный паяльник;
- цилиндрический.
Цилиндрический паяльник
Мечевидный паяльник
Дорны и гильзы для двух видов паяльников.
Размеры насадок на паяльник Паяльники отличаются по форме нагревательного элемента. На плите мечевидных устройств предусмотрено несколько отверстий, что позволяет производить установку различных насадок, которые состоят из 2 частей: дорна и гильзы. Они предназначены для нагрева торцевых участков коммуникаций. Так, на дорн насаживается соединительный элемент, гильза предназначена для нагрева торцевого участка трубы.
Цилиндрические устройства отличаются по конструкции от мечевидных, что обусловлено наличием нагревательного элемента в форме цилиндра. В этом случае используются насадки обжимного типа. Они надеваются на металлический цилиндр, прочно фиксируются. С двух сторон таких насадок предусмотрен дорн и гильза. Принцип пайки такой же, как и в случае с мечевидным аналогом.
Критерии выбора сварочных аппаратов
Мощность. Для работы с коммуникациями диаметром не более 75 мм следует приобрести аппарат мощностью до 1000 Вт. Его возможностей достаточно для обеспечения высокого качества шва. Однако в быту чаще используют метод пайки для фиксации труб диаметром до 50 мм. В этом случае можно использовать агрегаты мощностью до 700 Вт. Причем нужно помнить, что пусковые токи при включении намного выше, поэтому должен быть предусмотрен запас по мощности (20-30%).
Вид нагревательного элемента: плита, цилиндр. В быту используют первый из вариантов, с ним проще работать








Это важно, если нет опыта монтажных работ такого вида.
Количество, тип и размер насадок. Определяют, какие изделия нужно паять
Учитывают диаметр коммуникаций. В наиболее простых моделях предусматривается возможность одновременно паять 2-3 трубы и даже больше, столько же фитингов. На нагревательном элементе в данном случае имеется 2-3 отверстия.
Производитель.
На строительном рынке можно найти оборудование производства разных стран: России, Китая, Турции, Чехии. Последний из вариантов стоит дороже, такие аппараты отличаются высоким качеством сборки, надежностью. Сварочные аппараты могут иметь погрешность при измерении температуры. В результате действительный показатель часто не соответствует заданному.
Основные этапы технологии сварки полипропиленовых труб
Разогрев материала труб
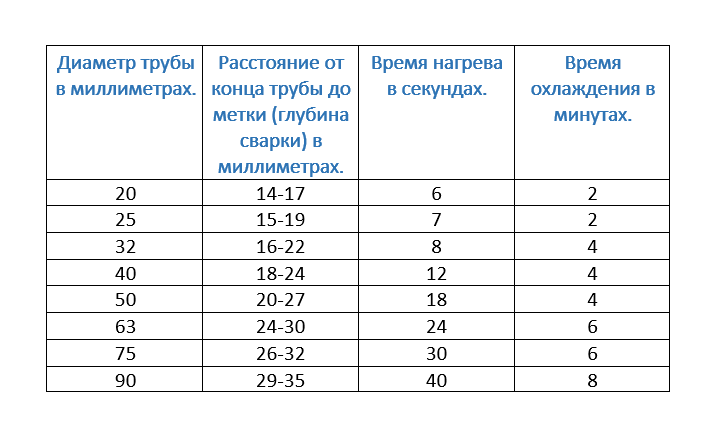
Инструмент, необходимый монтажнику для создания соединений, – это специальный паяльник с регулятором температуры или без него. Для обеспечения надежного сцепления необходима температура нагрева, приближенная к 260 градусам. Рекомендуемое оптимальное время прогревания полипропилена зависит от диаметра труб: 20 мм – 8 сек, 25 мм – 10 сек, 32 мм – 12 сек и т.п. При перегреве возникают оплывы полипропилена, и, как следствие, нарушается проходимость труб. Соответственно, недогрев может привести к непрочности соединения, т.е. со временем такой дефект ведет к протеканию в месте фиксации труб.
Соединение труб и фитингов
Пока разогретый материал труб сохраняет пластичность, необходимо качественно, без перекосов состыковать полипропиленовые трубы, после этого уложить их на ровную поверхность.
Остывание готового стыка
Время для остывания приблизительно равно времени разогрева полипропиленовых труб с учетом диаметра труб. Сокращение временного периода может впоследствии привести к деформации стыка труб.
Универсальный способ пайки тента
С приходом теплого времени года потребность в тентах увеличивается. Выставив на свой придомовой участок либо взяв на пикник небольшой тент, вы можете обнаружить неприятный сюрприз – дыру. Стоит ли после этого покупать новый тент или можно как-то исправить ситуацию?
Для пайки нам понадобиться строительный фен, на котором будет специальная щелевая насадка, а также заплатка с валиком. После предварительной очистки места повреждения и заплатки от пыли и жира, необходимо положить тент на ровную поверхность. Приложив к нему заплатку, начинаем разогревать обе поверхности при помощи щелевой насадки, попутно скрепляя валиком. Чем лучше вы разогреете поверхности, тем лучше они пристанут друг к другу
Но здесь крайне важно не переборщить и не прожечь дыру
Немного о процессе пайки
Для сваривания труб и фитингов из полипропилена чаще всего используют метод термической полифузии. Суть его состоит в том, чтобы нагреть свариваемые части до определенной температуры и быстро их соединить. Для разогрева частей используют специальный прибор, именуемый в народе «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
Некоторые производители нагревателей для пайки пластиковых труб устанавливают на один прибор сразу два нагревательных элемента. (Это характерно для недорогих моделей китайского и турецкого производства). Для каждого из них предусмотрен отдельный включатель, и мощности каждого такого элемента хватает для разогрева труб и фитингов конкретного диаметра. Не следует использовать два нагревательных элемента одновременно, чтобы не перегревать пластик, не перегружать сеть и не расходовать лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый в случае поломки первого.
Если прибор для сварки оснащен двумя нагревательными контурами, их можно включать одновременно в начале работы, чтобы быстрее разогреть инструмент. Затем один из контуров следует отключить.
Применение прибора для сварки труб из полипропилена особых навыков не требует. Однако начинающим монтажникам следует немного потренироваться перед началом работы
Разогретый материал труб на некоторое (очень короткое) время сохраняет пластичность. В эти секунды нужно соединить элементы и зафиксировать соединение, одновременно устраняя перекосы. Только по окончании фазы «фиксации», когда материал утратит эластичность, можно положить соединенные трубы на стол.
Оптимальной температурой для нагрева полипропиленовых труб считается температура в 260 градусов. В процессе нагрева необходимо прогреть материал трубы достаточно сильно, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следует следить за временем нагрева. В зависимости от диаметра труб оно может составлять:
- 8-9 секунд для труб диаметром 20 мм;
- 9-10 секунд для труб диаметром 25 мм;
- 10-12 секунд для труб диаметром 32 мм и т.п.
Если труба не разогрета до необходимой температуры, соединение будет слишком слабым, со временем там образуется протечка. Перегрев трубы может привести к появлению оплывов и снижению ее проходимости.
В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
Существуют модели приборов для пайки полипропиленовых труб с рукояткой регулировки температуры или без нее. Возможность варьировать температуру была продиктована скорее маркетинговыми соображениями изготовителя, чем практической необходимостью. Профессионалы рекомендуют выставить температуру правильно (260 градусов) и в дальнейшем ее не изменять, ориентируясь на время нагрева. Поэтому старые модели «паяльников», в которых отсутствует регулятор температуры нагрева, вполне пригодны для качественной сварки полипропиленовых труб.
Трубы прогреты и соединены, теперь важно правильно их остудить. Для завершения фазы «фиксации» необходимо столько же времени, сколько и для нагрева. Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения
Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов
Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения. Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов.
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
- Загрязнения в месте соединения элементов
- Небольшое количество воды, попавшее на материал в процессе сварки
- Длительное позиционирование частей трубы
- Использование неподходящего или некачественного материал
- Несоблюдение правил монтажа и т. п.
Избежать этих ошибок не сложно, если при сварке соблюдается аккуратность, осторожность и высокий профессиональный уровень исполнителей
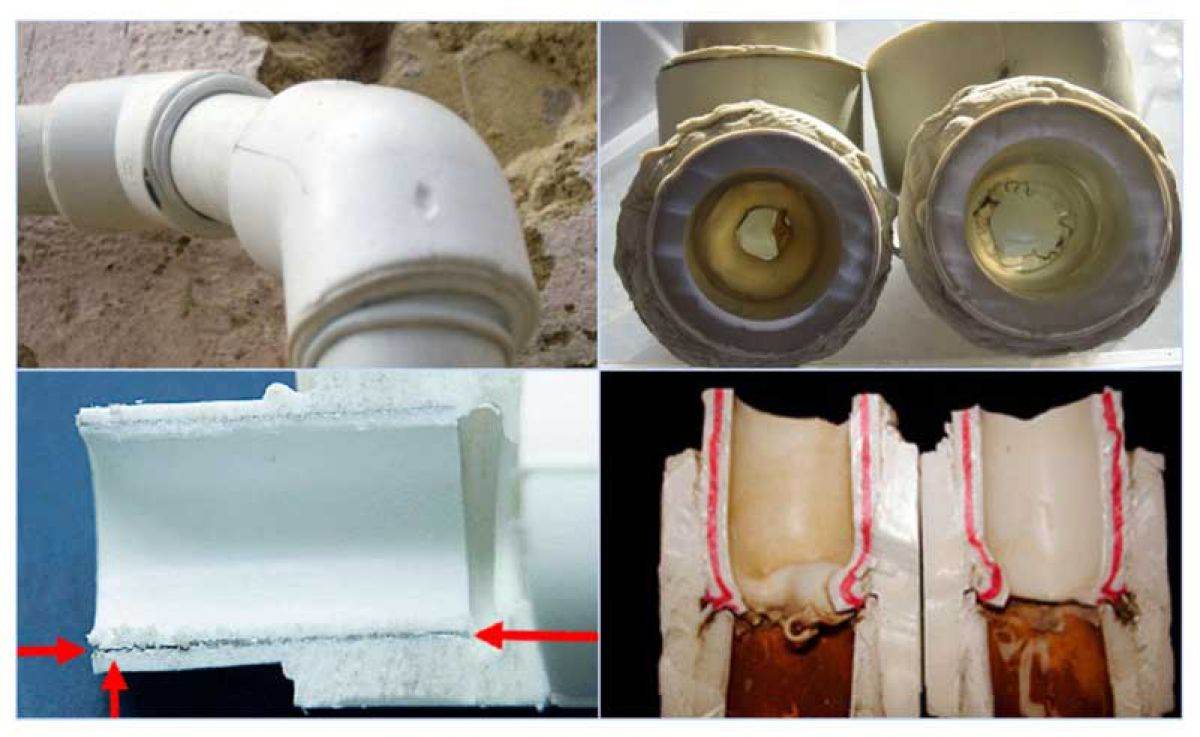
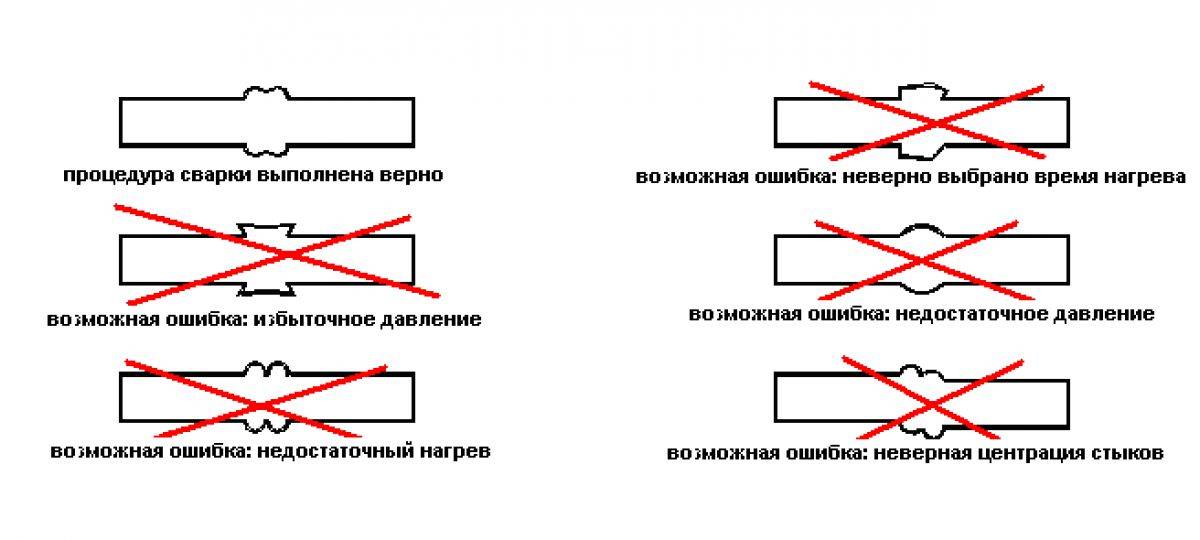
На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленовых труб встык. Чтобы избежать таких ошибок, необходимо соблюдать технологию монтажа
Это интересно: Столешница для ванной комнаты под раковину: виды, выбор, установка
Хитрости пайки пластиковых труб

Как не запаять пластиковую трубу — легко! Просто нужно использовать маркер для того, чтобы заранее размечать глубину входа трубы в фитинг.
Как спаять соединение в нужную сторону. Опять же, стоит воспользоваться маркером, чтобы сразу отметить в какую сторону должен смотреть отвод, тройник и т. д.
Из трубы идёт вода, как паять? Ничего проще нет, нужно воспользоваться бумажной салфеткой, куском туалетной бумаги или даже мякишем черного хлеба
Важно использовать такие средства, которые после спаивания хорошо растворятся в воде, и полностью выйдут из трубы. Просто заткните салфеткой трубу и продолжайте смело паять.
Как быстро очистить насадки паяльника? На поверхности насадок нанесено тефлоновое покрытие, поэтому прилипший от труб пластик нельзя отдирать ножом, гвоздем или наждачной бумагой
Просто установите насадки на подошву паяльника, а затем включите его в сеть, выставив максимальную температуру разогрева. Нужно подождать некоторое время пока пластик сам полностью выгорит.
Как сменить насадки прямо на горячем паяльнике? Используйте сантехнический ключ и шестигранник для того, чтобы быстро сменить насадки на разогретом паяльнике.

Мгновенная стыковка трубы и фитинга
Третья ошибка плавно проистекает из второй. Трубы нужно не только нагреть и спаять, но и дать им остыть.







Во время пайки трубы с фитингом своими руками, нельзя отпускать соединение сразу. Нужно 3-7 секунд держать их плотно друг к другу (время зависит от производителя и диаметра трубы).
Обратите внимание. Если сразу «спаять» стык и отпустить, то фитинг отойдет от трубы на несколько миллиметров. Однако большинство мастеров соединяют стык и сразу отпускают, переходя к другим делам
Стык не успевает окрепнуть. А изделие-то не остыло. Крепление получится слабое. В области, где производится пайка полипропиленовых труб, появляется сдвиг. Пропускающий воду
Однако большинство мастеров соединяют стык и сразу отпускают, переходя к другим делам. Стык не успевает окрепнуть. А изделие-то не остыло. Крепление получится слабое. В области, где производится пайка полипропиленовых труб, появляется сдвиг. Пропускающий воду.
Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали
На эстетику системы обращают внимание при наружной прокладке коммуникаций
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.
Разогрев деталейИсточник http://www.malolikto.ru/wp-content/uploads/2016/12/maxresdefault-4.jpg
Чтобы не допустить грубых ошибок, рекомендуется придерживаться правил:
- погрешность между деталями во время удерживания пальником должна сводиться к минимуму;
- недогрев деталей приводит к недостаточной вязкости, отсутствию качественного диффузного проникновения;
- перегрев вызывает чрезмерное расплавление края, загиб и залом стыкуемых участков, уменьшение внутреннего диаметра;
- расстояние между местом установки утюга и зоной монтажа составляет до 1,5 м;
- пайка труб из полипропилена в неотапливаемом здании не желательна, а также при минусовых температурах;
- при выставлении степени нагрева зеркала следует корректировать параметр с учетом температуры на объекте и диаметра трубы;
- температура стыкуемых элементов должна быть одинаковой, перепад недопустим.
При застывании шва детали удерживают в нужном положении. Прокручивание, искривление и другие деформации не допускаются. Исправить погрешности повторным разогревом зоны пайки нельзя. Некачественный шов подлежит обрезке, шлифовке с последующим свариванием. Спайка труб из полипропилена считается технически трудоемким процессом из-за сложности контроля качества швов. На разных участках трубопровода стыки должны получиться примерно одинаковыми.
 Подрезка размераИсточник bober.ru
Подрезка размераИсточник bober.ru
О перегреве торцов свидетельствует разжижение полипропилена и отекание. При соединении труб внешне дефект незаметен. Заподозрить брак можно посредством продувке или прогонки воды. Если оплавленные края завернулись, проход воды на участке снизился, напор упал. В зависимости от степени перегрева внутренний диаметр может уменьшиться в 2-3 раза. Полипропиленовая магистраль должна быть открытой для быстрого доступа к точкам пайки. Нельзя маскировать ее в пол, закрывать стяжкой.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.








При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Если произошло локальное повреждение трубы…
Локальным повреждением называют образовавшееся в пластиковой трубе отверстие с диаметром не более пятидесяти миллиметров. В этом случае действовать необходимо следующим образом:
- сначала нужно подготовить трубу, освободив её от воды;
- затем место повреждения очищают;
- после этого нужно подготовить усиливающую накладку или электросварную заглушку (она должна по своему размеру соответствовать повреждённому участку). Этот способ обойдётся дешевле, чем если бы вы меняли трубу описанным выше способом;
- на заключительном этапе производится сварка пластиковых труб: к ним приваривается накладка, которая размещается поверх повреждённого участка.
Ремонт — это состояние
Ремонт — это не процесс, а состояние. Его нельзя закончить, из него можно только выйти (Михаил Жванецкий)
Вначале мы искренне полагали, что сможем коротко рассказать про все способы ремонта полимерных труб. Получилось только немного затронуть «вершину айсберга». Если уместить весь материал на одной странице, ни один человек его не осилит.
Делая выбор в пользу доступности, пока ставим точку (точней, многоточие). Надеемся, нам удалось дать первое представление о ремонте пластиковых труб, как об алгоритме действий, от определения проблемы до её успешного решения. Мы обязательно продолжим раскрывать тему подробно и доступно для всех читателей.
Электромуфтовая сварка

Электромуфтовая сварка Особый вид муфтовой сварки, который заключается в применении особого оборудования. Такое соединение помогает добиться высокой прочности и долговечности готовой конструкции. Способ реализуется с помощью электромуфт, у которых внутри уже расположены нагревательные элементы.
Могут использоваться фитинги с нагревательными элементами во внутренней части. Спирали разогревают материал, делая его пластичным. Затем две детали стыкуются между собой и обеспечивается надежное монолитное соединение.
Инструменты для подобной сварки гораздо более дорогие, однако и функционально намного лучше. Использование электромуфт гарантирует отсутствие кольцевых валиков во внутренней части и обеспечит хорошее прохождение воды. Еще одно преимущество заключается в том, что такой способ не требует непосредственного применения сварочного оборудования. Это помогает производить работы в стесненных условиях.
Порядок проведения электромуфтовой сварки:
- Соединяемые части разрезаются в нужных местах.
- Торцы изделий, а также электромуфта очищаются от загрязнений.
- На поверхности оставляют соответствующие метки, которые должны будут помочь определить глубину вставки муфты.
- При помощи проводов электромуфта соединяется со сварочным оборудованием.
- На приборе мастер нажимает кнопку начала сварки, которая запустит нагрев элементов.
- Как только процесс завершится. Прибор самостоятельно выключит нагрев.
- Примерно через час соединение полностью остынет и его можно пускать в эксплуатацию.

Пробки на торцах Торцы неиспользуемых труб перед началом сварки лучше всего прикрыть специальными пробками, чтобы избежать охлаждения.
Во время сварки важно удерживать части в жестком положении. Это можно делать с помощью особых держателей или подставок
Итоговый сварной шов не должен быть толще, чем 0.5 толщины стенки.
Бандаж
Одним из самых быстрых способов является наложение бандажа из цементного раствора и бинта. Ремонт трубы своими руками проводят в следующем порядке:
- размешивают цемент с водой до получения однородной массы с консистенцией густой сметаны;
- пропитывают бинт в этом растворе;
- оборачивают бинтом проблемный участок несколько раз. При этом каждый новый виток должен на четверть перекрывать предыдущий;
- процедуру повторяют, добиваясь 3-4 слоев бандажа.

Бандаж поможет заделать течь в трубе — Фото 03
По истечении суток канализацией можно пользоваться снова. Такой раствор создает очень прочное соединение, поэтому этот способ можно применить и для стальных водопроводных труб. Не стоит только использовать его в местах резьбовых соединений, разобрать которые после полного схватывания состава будет проблематично. Комбинацию бинт-цемент можно заменить эпоксидным клеем и стеклотканью, в таком случае нужна тщательная подготовка поверхности.




