Методы крепления
Обычно зазор оставляют, однако если он не требуется, можно приваривать техникой лодочка. Когда люфт нужен — варят угловыми швами.
Таким образом, выделяют 2 метода приварки:
- шов с одной стороны по трубе — встык. Подходит для воротникового типа изделия;
- по двум сторонам стенки трубы. Сразу фланец фиксируют с лицевой стороны, а после этого с внутренней. Варить с внутренней стороны необходимо для уплотнения шва. Этим методом фиксируют плоские фланцы.
Провести такие работы достаточно сложно. При сварке используют несколько типов швов — вертикальные, потолочные, горизонтальные. Проводить такие работы должен высококвалифицированный сварщик.
Способы крепления
Есть две методики приварки диска:
- приварка встык. По данной технологии обычно устанавливают воротниковые фланцы. Сварочный рубец образуется по всему кругу проката в одном месте. Шов создают с внешней стороны;
- приварка надетого кольца на трубу по двум сторонам: внутренней и внешней. Фланец надевают на трубу примерно на половину его толщины. Сначала выполняют приварку снаружи, потом, для создания более плотного шва, изнутри.
Работа по установке элементов в трубопроводные сети требует опыта: новичкам сварку не доверяют. Ошибка может привести к разрушающим последствиям: разгерметизации основного сборочного узла, разрыву магистрали под высоким давлением.
Рассмотрим правила монтажа фланцевых соединений
- При монтаже фланцевых соединений устраняют все перекосы, удаляют лишние зазоры.
- Прихватывают фланцы точечной сваркой.
- Отверстия для шпилек или болтов размещают напротив друг друга.
- Если трубопровод используется при высокой температуре, то резьбу на шпильках или болтах необходимо прографитить, чтобы не допустить их «схватывания» с гайками при эксплуатировании.
- Подбираем необходимые прокладки правильной формы и размеров по ГОСТу.
- При установке фланцев гайки должны быть с одной стороны, а болты с другой.
- Гайки затягиваются поочередно по диагонали (крест-накрест), чтобы обеспечить параллельность поверхностей уплотнения.
- В трубопроводах с агрессивными субстратами на фланцевые узлы устанавливают защитные кожухи.
Технологические способы при сварке достаточно схожи, единственное, они могут различаться в зависимости от крепления патрубка.
Также не стоит забывать, что сложность работы зависит от изначально намеченного чертежа, а также чтобы крепление соответствовало правилам монтажа фланцевых соединений.
Имейте в виду, что зачастую после работы над фланцевым соединением оставляют небольшой зазор. В случае, когда в люфте нет необходимости, применяется метод сварки, именуемой «сварка в лодочку». Также используют метод сварки под названием «угловая сварка». Этот метод находит применение при сварке в местах люфта в 4-5 мм.
Приварка фланца к трубе происходит с каждой из сторон. Вначале снаружи, после, для более плотного шва — изнутри. Такой метод сварки чаще всего используют для плоских фланцевых деталей.
Также используется метод по сварке одной стороны — внешней. Но он применим в основном для воротникового фланца, когда необходимо приварить фланец встык.
GardenWeb
Категория: Сварочные работы
Плоские фланцы приваривают к трубам сваркой двух видов. При давлении в трубопроводе до 10 кгс/см2 фланцы приваривают без образования скоса на фланце (рис. 1, а). При давлении в трубопроводе до 25 кгс/см2 фланцы приваривают с образованием скоса на фланце, как показано на рис. 1, б.
Рис. 1. Виды приварки фланцев к трубам: а — при давлении в трубопроводе до 10 кгс/см2, б — при давлении в трубопроводе 16 и 25 кгс/см
Высота шва принимается от 5 до 10 мм, в зависимости от диаметра трубы, а расстояние от торца трубы до края фланца — на 1 мм больше.
Приваривать фланцы к патрубкам рекомендуется в приспособлении (рис. 2), предложенном инж. С. Н. Лисициным и А. Д. Бон-даренко. Приспособление состоит из нижнего неподвижного фланца 1 и верхнего 2, поворачивающегося на шарикоподшипнике.
Патрубок с прихваченным фланцем устанавливают на приспособлении, и сварщик начинает сварку. При образовании кратера он плотно опирает электрод чехольчиком обмазки в стык свариваемых деталей, держа электрод с наклоном 40—45° к горизонтальной плоскости и плавно поворачивая верхний фланец левой рукой по мере плавления электрода. Электрод остается неподвижным, а шов обрадуется при поворачивании свариваемых деталей. Сварка производится непрерывно, без обрыва дуги. Таким же способом сваривают внутренний шов.
Рис. 2. Приспособление для приварки фланцев: а — приварка наружного шва, б — приварка внутреннего шва; 1 — патрубок С нижним неподвижным фланцем, 2 — верхний вращающийся на шарикоподшипнике фланец
Сварочные работы — Приварка фланцев
gardenweb.ru
Особенности сварки швов в различных положениях
Выбор способа сварки (правого или левого) зависит от положения шва в пространстве. При сварке вертикальных швов снизу вверх целесообразнее использовать левый способ (рис. 15).
В отдельных случаях вертикальные швы можно сваривать снизу вверх и правым способом — так называемым сквозным валиком (рис. 16). При этом сварщик прожигает в металле сквозное отверстие и снизу заполняет его наплавкой на нижнюю кромку. В этом случае скоса кромок не делают. Детали собирают с зазором, равным половине толщины свариваемого металла, и устанавливают в вертикальное положение. Шов формируется сразу на всю толщину металла, причем с обеих сторон стыка одновременно образуется выпуклость (усиление) шва. Металл шва в этом случае по плотности не уступает шву, сваренному в нижнем положении.
Горизонтальные швы легче выполнять правым способом, при котором газовый поток пламени направлен непосредственно на них и тем самым препятствует стеканию металла сварочной ванны. Сварочную ванну располагают под некоторым углом, облегчающим формирование шва (рис. 17).
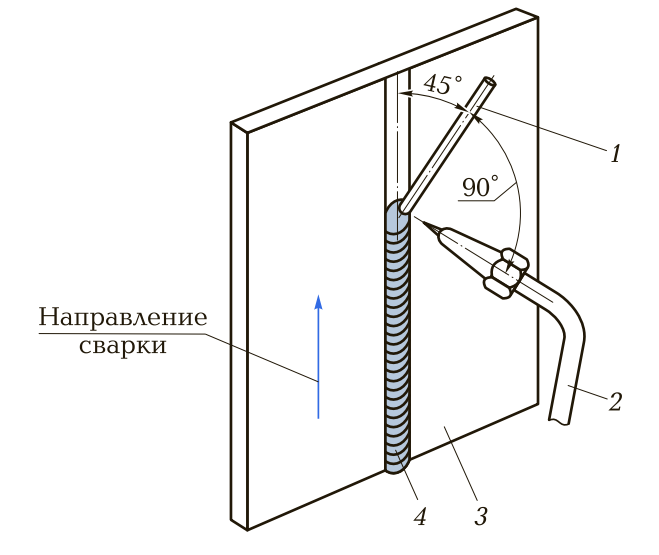
Рис. 15. Схема сварки вертикального шва снизу вверх (левый способ): 1 — присадочный пруток; 2 — горелка; 3 — деталь; 4 — шов

Рис. 16. Схема сварки сквозным валиком: 1 — стык; 2 — присадочный пруток; 3 — горелка; 4 — сварочная ванна; 5 — шов; 6 — газовое пламя
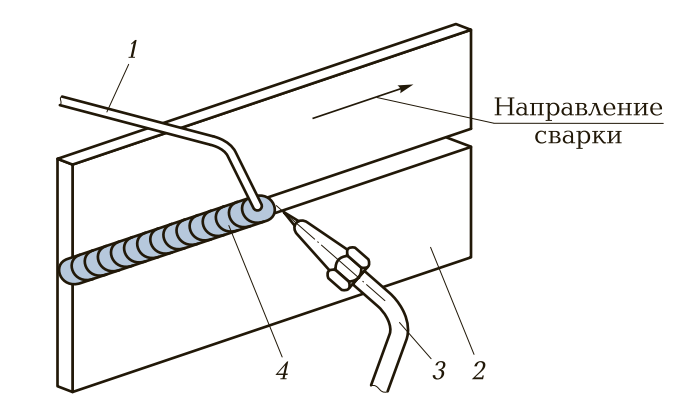
Рис. 17. Схема сварки горизонтального шва: 1 — присадочный пруток; 2 — деталь; 3 — горелка; 4 — шов
Потолочные швы легче выполнять правым способом, так как при этом конец присадочного прутка и давление газового потока препятствуют стеканию металла. Получение таких швов левым способом приводит к натекам металла и некачественному формированию валика. При потолочной сварке следует применять более «мягкое» пламя, не раздувающее металл.









Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.

По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.
Виды сваривания фланцев
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.
- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии. Приварка раструбной детали производится с внешней стороны угловым швом. Нужно сохранять люфт в 1,6 м, чтобы нейтрализовать эффект теплового расширения.
- Сквозной – или свободно вращающийся. Приварка сквозной трубы к фланцу по ГОСТ не производится, так как сквозной вариант применяется специально для того, чтобы деталь можно было заменить по мере необходимости. На фото – сквозное фланцевое соединение.
- Глухой – плоский диск с отверстиями. Это приспособление необходимо для заглушки концов трубопровода. Элемент неразборной, однако он только закрепляется, а не сваривается.
- Плоский – кольцо и пластина одинакового размера. Приварка плоского фланца к трубе заключается в креплении кольца, в то время как пластина остается свободного вращающейся. Он выдерживает давление до 2,5 МПа.
- Накидной – для его использования кромки труб должны быть идеально ровными, так что он не настолько универсален, как воротниковые модели. Накидной приваривается угловыми швами с внешней и с внутренней стороны.
- Резьбовый – используется на трубопроводах небольшого диаметра, где возможно сделать резьбу. Сварка при его установке используется крайне редко.
Инструкция по сварке разными способами
Существует 2 техники сварочных работ:
- Встык. Перед началом нужно точно подогнать детали, чтобы между ними не было зазоров. Используется, когда нужна высокая точность, например, при замене части листа. В этом случае выполняется единый шов, затем его зачищают.
- Внахлест. Одна деталь накладывается на другую. Можно не подгонять кромки друг к другу. Не требует большого опыта от сварщика, в отличие от предыдущего способа.
Рекомендуем к прочтению Что такое автоматическая сварка
Ручной метод сваривания в камере
Если нужен непосредственный контроль процесса, сварка происходит в комнате, которая заполняется газом. Специалист работает в скафандре с индивидуальной системой дыхания. Это сложная работа, которая требует высокой квалификации.

Ручной метод сваривания в камере позволяет контролировать процесс.
С неплавящимся электродом
В качестве защитной среды используются инертные газы: аргон, гелий. Может использоваться присадочная проволока для заполнения шва. Она должна быть изготовлена из того же материала, что и деталь. Она может подаваться вручную или с помощью автоматических приборов.
С плавящимся электродом
Проволока или металл должны быть близки по химическому составу к свариваемой конструкции. Они расплавляются, и получается крепкое, ровное соединение. Такой способ обеспечивает глубокое проплавление при маленькой сварочной ванне. За счет этого вырастает коэффициент полезного действия.

Электроды расплавляются и получается прочное соединение.
Импульсно-дуговая сварка
Этот метод заключается в наложении импульсов дополнительного тока на основной. Это позволяет сделать дугу устойчивой, а значит, металл по всей длине после проплавки имеет одинаковое качество.
Использование трехфазной дуги
При этом способе электрический разряд подается между тремя электродами, расположенными настолько близко, что теплая энергия действует в плавильном пространстве. Каждая из трех дуг имеет свою длительность горения. Последовательность задается чередованием фаз электрической дуги.

Сварка трехфазной дугой имеет ряд технологических преимуществ.
При принудительном формировании шва
Существуют устройства, удерживающие сварочную ванну. Они нужны, чтобы правильно сформировать место соединения деталей. Это могут быть вращающиеся диски, медные ползуны. Применяемые детали охлаждаются водой.
С дугой, управляемой магнитным полем
Это новый способ контроля процесса, при котором горение управляется напряженностью вокруг сварочной ванны. Во время сварки создаются области с густыми и редкими линиями индукции. Электрический разряд отклоняется между ними.

Сварка с дугой, управляемой магнитным полем, широко применяется для соединения металлов.
С вольфрамовым электродом
Это самый распространенный вид неплавящихся электродных материалов. Подходит для большинства металлов, в том числе для титана, бронзы, золота.
Другие варианты сварки
Отдельно можно выделить сварочные работы под флюсом. В процессе плавки он сгорает и выделяет защитный газ. После этого образуется безвредный шлак.
Гнездовая сварка
Особенность данного способа в том, что внешняя поверхность трубы и внутренняя поверхность фитинга,
изготовленных из одинакового ПЭ материала, нагреваются неклеящимися алюминиевыми формами одновременно.
После тщательной плавки поверхностей нагревающая форма удаляется, а труба и фитинг прикрепляются друг к другу.
Расплавленные поверхности соединяются и охлаждаются до однородного состояния.
В принципе, соединять можно лишь материалы одного типа (ПЭ и ПЭ).
Хотя трубы малого диаметра и фитинги также можно соединить при помощи данного метода.
Он часто используется в соединении PPRC сантехнических труб и фитингов.
Диаграмма 2. Техника гнездовой сварки
Рабочее давление
Это давление, с которым транспортируется по системе жидкость (газ, пар и т. д.). Следовательно, чем выше рабочее давление в системе, тем с более высокими прочностными характеристиками необходимо выбирать крепеж. В свою очередь, необходимые прочностные характеристики крепежа обеспечиваются правильным выбором материала, режимами термической обработки и т. д. Таким образом, в диапазоне температур от -40 до + 400 °С, и при давлении до 100 кгс/см2 рекомендуется применять крепеж, изготовленный из стали 35, в то время как увеличение давления до 200 кгс/см2 требует применение крепежа из стали 20X13.
Нормативные документы
Для всех вышеперечисленных случаев применимы пункты 3.2.14, 3.2.15 и 3.2.16 Правил устройства и безопасной эксплуатации технологических трубопроводов (ПБ 03-108-96). В них говорится следующее:
Проектирование и работы должны вестись так, чтобы в дальнейшем располагать возможностью контролировать сварной шов и, при необходимости, выполнять его термическую обработку. Если для проекта используются трубы с толщиной металла менее 8 мм, то от одного сварного шва до другого следует отступать, как минимум, 50 мм, если более 8 мм — 100 мм. Во всех остальных случаях между сварными швами должно быть расстояние, троекратное номинальному значению толщины материала.
Приварка фланца к трубе
До сварочных работ проводится подготовка кромок. Места швов зачищают до блеска
При самостоятельной сборке узлов учета или врезке запорной арматуры важно учитывать толщину уплотняющей прокладки, диск устанавливают с учетом толщины резины. Головки болтов на фланцах располагаются только с одной стороны
Концы выступают минимум на 3 витка резьбы. Зеркало диска всегда располагается выше шва и кромки, край проката не должен выходить за плоскость диска. Приваривать фланец к трубе ровно помогают прихватки соединения, когда диск обездвижен, можно приступать к швам.










При давлении до 10 МПа производится приварка без скоса, при высоком, до 25 МПа – со скосами.
Для приварки фланцев к стальным трубопроводам применяют вращатели. Они придают узлу мобильность, улучшают доступ к рабочей зоне, облегчают процесс сварки. В процессе сварки электрод остается неподвижным, узел постепенно проворачивается вокруг оси. На вращателе производят финишную зачистку швов, грунтовку и покраску фланцевого узла.
Важные моменты сборки фланцевого соединения:
- необходимо крепить диск перпендикулярно к трубопроводу, для проверки используется контрольный треугольник и щуп, допустимое отклонение 2% от наружного диаметра;
- оси болтовых отверстий на двух дисках должны совпадать, соосность проверяется уровнем и отвесом. Допустимые отклонения: а) 1 мм для отверстий диаметром от 18 до 25 мм; б) 2 мм для диаметров до 41 мм.
 Допустимое отклонение диска — 2% от наружного диаметра
Допустимое отклонение диска — 2% от наружного диаметра
Техника «лодочка» применяется для соединений без люфта, кромки провариваются на большую глубину. Если зазор в пределах 1,5 мм, приварка производится поперечными колебательными движениями, электрод держат под углом 30° к поверхности трубы. Люфт 4–5 мм оформляется угловым швом большими стежками (катетами). При большом зазоре допускается две проходки.
Ширину и высоту валика определяют по размеру проката. На внешней стороне трубы делают толстый наплавочный валик, на внутренней – минимальный, чтобы он не изменял сечение потока.
Приварка стального плоского диска производится сначала с внешней, затем с внутренней стороны проката. Зачистка соединений производится слева направо.
Нормативные документы
Для всех вышеперечисленных случаев применимы пункты 3.2.14, 3.2.15 и 3.2.16 Правил устройства и безопасной эксплуатации технологических трубопроводов (ПБ 03-108-96). В них говорится следующее:
Проектирование и работы должны вестись так, чтобы в дальнейшем располагать возможностью контролировать сварной шов и, при необходимости, выполнять его термическую обработку. Если для проекта используются трубы с толщиной металла менее 8 мм, то от одного сварного шва до другого следует отступать, как минимум, 50 мм, если более 8 мм — 100 мм. Во всех остальных случаях между сварными швами должно быть расстояние, троекратное номинальному значению толщины материала.
Приварка фланцев к трубопроводу по ГОСТ
Монтаж фитингов приварным способом требует опыта, поэтому непрофессионалам его не доверяют. Неправильная техника спровоцирует разгерметизацию стыковых участков, что резко повысит вероятность прорыва магистрали.

При установке стального диска в трубопровод, ГОСТ допускает разные типы сварных швов: вертикальный, горизонтальный, потолочный.
Обычно при работах сохраняют зазор в стыке. Ширина люфта варьируется в пределах нескольких миллиметров. Если он не нужен, применяют технику сварки «в лодочку». При ее выполнении кромки проваривают на большую глубину. Риск затекания расплавленного металла незначителен.
Металлоизделие фиксируют угловым швом, когда нужно оформить люфт больше 4-5 мм.
Параметры сварочного рубца зависят от размера трубы в поперечнике. Типовая ширина внутреннего шва идентична толщине стенки магистрали. Его высота, как правило, составляет полсантиметра (максимальное значение ‒ один сантиметр). Наружный шов несимметричен, потому что его создание требует большего наплавления металла.
Стандартное приваривание реализуют сначала с внешней, потом с внутренней стороны. Эта техника подходит для плоских фланцевых конструкций. Если металлоизделие (например, воротникового типа) устанавливают сваркой встык, делают прикрепление с одной стороны.
Собирая фланцевое соединение следят, чтобы диск крепился строго перпендикулярно трубопроводу. Допускается сдвиг примерно на 2% от внешнего диаметра. Также проверяют, чтобы совпадали оси крепежных отверстий на двух кольцах. Соосность контролируют с помощью отвеса и уровня, допуская отклонение не больше 1-2 мм.
Изолирующие фланцевые соединения на газопроводе
Центральный склад-магазин и монтажный участок
пос. Кряж, ул. Спутника/ул. Курганская (846) 340-03-41, 330-37-01, 246-53-78
ООО”Стройкомплект” является сертифицированным производителем ИФС(изолирующее соединение газопроводов, изолирующее фланцевое соединение). Сертификат соответствия № С-RU.АE56.В.00987 TP 0681219 выдан органом по сертификации. Срок действия с 06.06.2011 по 05.06.2016. .
Возможен спецзаказ на изготовление комплектующих и ИФС(изолирующее фланцевое соединение, изолирующее соединение газопроводов) с Ду до 300.
ИФС(изолирующее фланцевое соединение), изолирующее соединение газопроводов) представляет собой прочноплотное соединение двух участков трубопровода, которое посредством электроизолирующей прокладки и втулок препятствует прохождению электрического тока вдоль трубопровода. ИФС(изолирующее фланцевое соединение, изолирующее соединение газопроводов) состоит из трех фланцев. В качестве уплотнителя-изолятора между ними применена прокладка паронитовая ПОН-Б. Соединение фланцев обеспечивается шпильками, которые изолируются от фланца фторопластовыми втулками. Для подключения электроизмерительных приборов в конструкции ИФС(изолирующее фланцевое соединение, изолирующее соединение газопроводов) предусмотрены три винта.
Teхнические характеристики:
Условное давление среды (Ру) 10, 16, 25 кгс/см2 Температура среды: от -30 до 250 °С Сопротивление при напряжении 1кВ, не менее 5 МОм
Соответствует ГОСТ 12816-80 Сертификат № РОСС RU.АЮ96.В03259 от 12.04.05 Лицензия № АЮ96.В00415 от 07.05.01
Рис.1 Изолирующее фланцевое соединение
Teхническое описание:
ИФС(изолирующее соединение газопроводов, изолирующее фланцевое соединение) представляет собой прочноплотное соединение двух участков трубопровода, которое посредством электроизолирующей прокладки и втулок препятствует прохождению электрического тока вдоль трубопровода. Конструкция ИФС(изолирующее соединение газопроводов, изолирующее фланцевое соединение) показана на рис1. ИФС(изолирующее соединение газопроводов, изолирующее фланцевое соединение) состоит из трех фланцев (поз. 1 и 3). В качестве уплотнителя между ними применена прокладка паронитовая ПОН-Б (поз.5). Соединение фланцев (поз. 1 и 3) обеспечено шпилькой (поз. 4), которая изолируется от фланца (поз. 1) втулкой фторопластовой (поз.2). Для подключения электроизмерительных приборов в конструкции ИФС(изолирующее соединение газопроводов, изолирующее фланцевое соединение) предусмотрены три винта (поз.6).







Приварка фланца к трубе по ГОСТ
Технология сварки в принципе одинакова, за исключением крепления патрубков. Однако необходимо учитывать и сложность конструкции – рекомендуется уточнять чертежи, и соответствие требованиям по креплению.
В большинстве случаев необходимо сохранение зазора в стыке. Если люфт не нужен, допускается техника сварки в лодочку. Если люфт должен быть большим – более 4–5 мм, изделие приваривают угловыми швами. Все это, естественно, влияет на расценки.
Размеры шва зависят от трубопровода. Ширина внутреннего шва обычно равна толщине стенки, высота – от 0,5 до 1 см, что определяется сечением трубопровода. Внешний шов требует большего наплавления металла, поэтому он несколько несимметричен.

Приварка производится с 2 сторон: сначала с наружной, а затем, для уплотнения шва – с внутренней. Такой метод более всего подходит для плоских фланцевых деталей. Сварка с одной стороны осуществляется, если изделие приваривается встык, как в случае с воротниковым фланцем.
Приспособление для приварки фланцев к трубам подходит не всякое. Обычно рекомендуется аппарат Лисицына и Бондаренко. При сварке электрод здесь остается неподвижным, а проворачивается трубопровод.
На видео процесс сварки рассматривается более подробно.
источник
Способы дуговой сварки под флюсом
Различают одно- и двухэлектродный способ сварки. Одноэлектродная выполняется
проволокой диаметром 1,6-6мм. При толщине металла до 20мм допускается односторонняя
сварка, но предпочтительнее её вести с обеих сторон.
Двухэлектродная сварка бывает двух вариантов: с поперечным и последовательным
расположением электродов. Обе эти схемы представлены на рисунке:
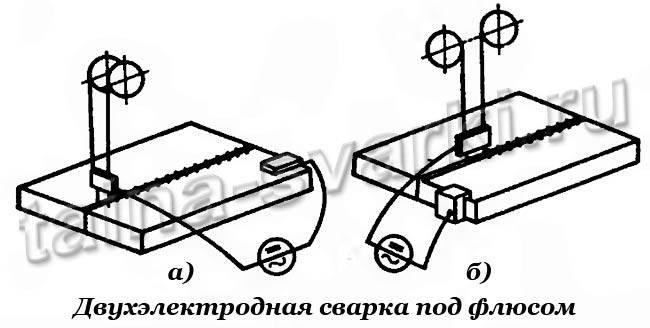
На рисунке а) изображена сварка с поперечным расположением электродов, а на
рисунке б) с продольным.
Первый вариант целесообразно применять при сварке протяжённых швов, когда трудно
обеспечить постоянный зазор между свариваемыми кромками. Например, в судостроении.
В этом случае дуги направлены не на зазор между кромками, а на сами кромки,
благодаря чему глубина проплавления уменьшается, и протекание сварочной ванны
предотвращается.
Второй вариант сварки более производителен и экономичен, а получаемый шов менее
склонен к образованию пор из-за лучшего удаления газов из зоны сварки и имеет
повышенную стойкость к образованию трещин из-за замедленной скорости охлаждения.
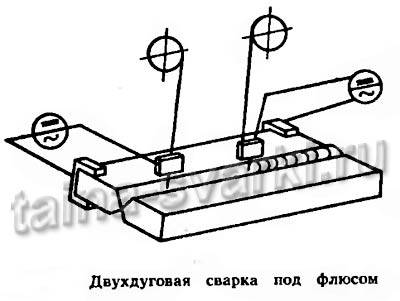 Многодуговая
Многодуговая
сварка выполняется двумя или более независимыми дугами с общей, либо раздельными
сварочными ваннами. На рисунке показана схема двухдуговой сварки под флюсом.
С помощью первой дуги металл проплавляют на требуемую толщину, а вторая дуга
расширяет проплавленную область и помогает сформировать необходимую форму шва.
Расстояние между электродами, в большинстве случаев, составляет 20-40мм. Второй
и последующий электроды перемещаются в жидком шлаке, который получился после
прохождения первой дуги. Многодуговая сварка резко увеличивает производительность
и чаще всего применяется она при
автоматической сварке труб под флюсом.




