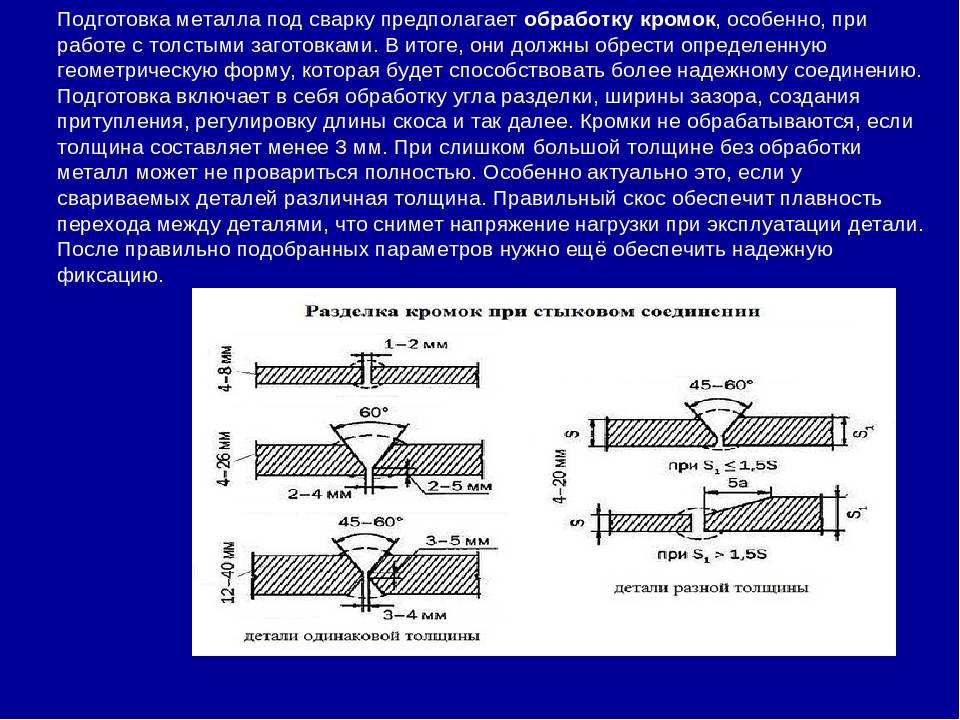
Особенности газовой сварки
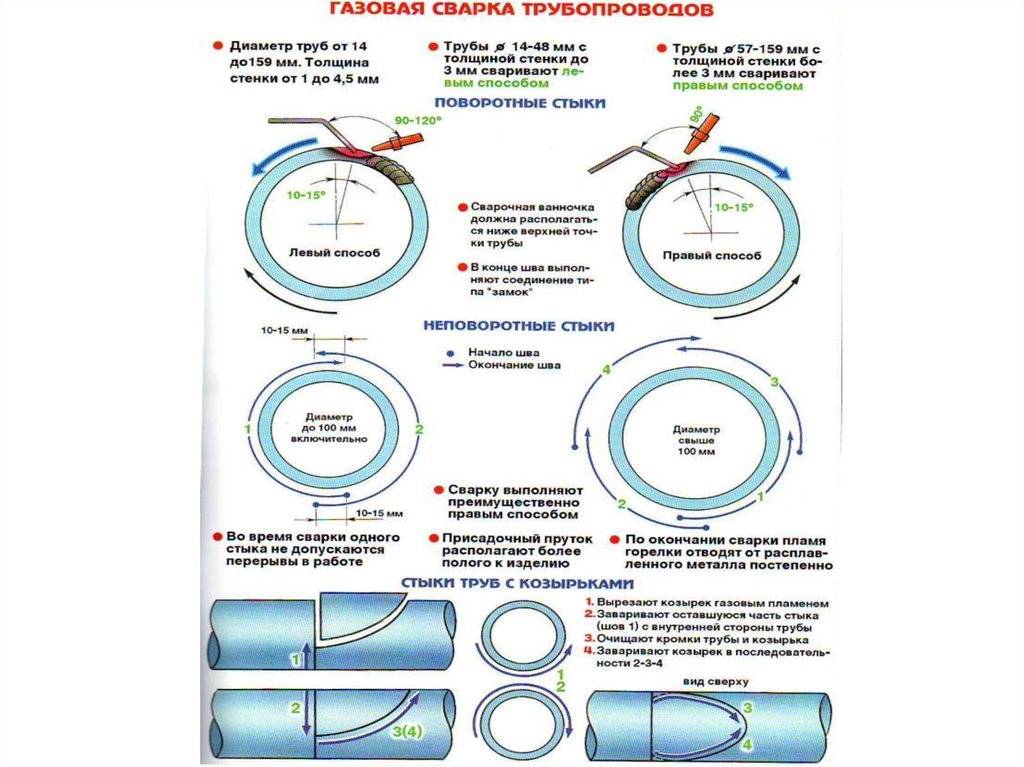
При выполнении газовой сварки трубы соединяют стыковым способом с образованием выпуклого шва. Размер выпуклости шва, как правило, зависит от диаметра трубы, а также от толщины стенок.
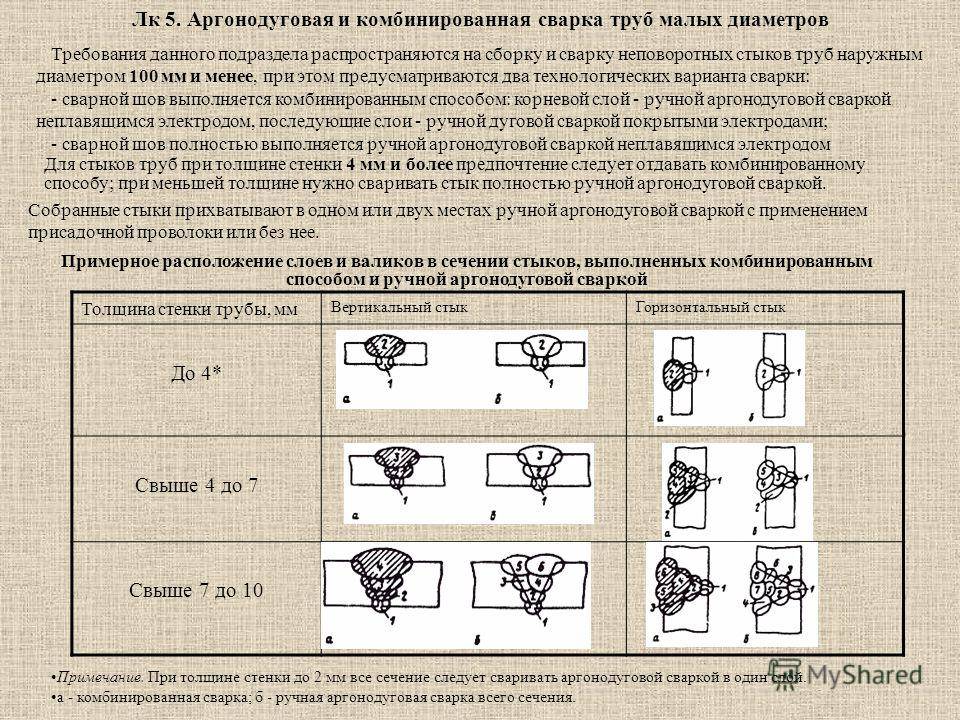
При сваривании труб с толщиной стенки до 3 миллиметров, швы выполняют без скоса кромок, оставляя стыковой зазор в размере половины толщины стенки свариваемого изделия.
Если толщина свариваемых труб больше указанного значения, то необходима предварительная операция по выполнению скоса с углом до 45 градусов. Во время работы необходимо следить, чтобы расплавленный металл не попадал внутрь, чтобы не сократить диаметр трубопровода.
Как правило, газовая сварка труб осуществляется поворотным методом, при этом необходимо придерживаться нижнего положения шва.
Однако выполнение данного условия возможно не всегда, поэтому допустимо проведение сварки в потолочном и вертикальном положениях.
Основными инструментами для проведения газовой сварки являются горелка и резак. В конструкции горелки предусмотрено устройство для подведения газов – кислорода и ацетилена.
Эти два газа поступают в камеру смешения, а затем в сопло горелки. При помощи регуляторов сварщик имеет возможность регулировать количество поступления того или иного газа.
Процесс сварки осуществляется за счет нагрева соединяемых кромок до температуры плавления. В этом же пламени, которое разогревает кромки, расплавляется присадочная проволока, металл которой заполняет зазор между свариваемыми элементами.
6.Контроль качества сварного шва.
- Самый распространенный метод контроля сварки – внешний осмотр. В процессе осмотра выявляют наличие трещин, прожогов, подрезов, непроваров и пр.
- Перед началом осмотра сварные швы должны быть очищены от шлака. Осмотру подвергаются все швы без исключения.
- Для проверки геометрических параметров швов используются шаблоны, щупы, стандартные измерительные инструменты.
- Герметичность швов проверяется водой (гидравлическое испытание) или газом (пневматическое испытание).
Для сварки полипропиленовый труб своими руками необходимо приобрести специальное оборудование. Плазменная сварки имеет множество преимуществ. Каких – читайте в этой статье.
Техники сварки трубопроводов
Сварка трубопроводов (ГОСТ стандарт) имеет список различных техник.
- Электрическая дуговая. Здесь, источник нагрева — это электрическая дуга и постоянный или переменный ток. Первый имеет преимущество над вторым. При постоянном токе уменьшается разбрызгивание металла, и шов получается более качественным. Но вот при использовании переменного тока эффект магнитного дутия становится совсем незаметным.
- Простая электрическая, где источником нагрева становится шлак, через который проходит ток.
- Электронно-лучевая, где металлы плавятся при помощи потока электронов. Данную технику используют для сварки высокоактивных и тугоплавких металлов в среде космической и авиационной промышленностей.
- Лазерная. Здесь используется мощный пучок фотонов, который и расплавляет металл.
- Газовая. Самый распространённый способ, где металл плавится при помощи газовой горелки, шов получается аккуратным и плотным, поэтому данный способ лучше всего использовать для сварки газовых труб.

Но такая сварка как электронно-лучевая никаким другим способом не может быть заменена, поэтому она является самой распространённой в своей среде.
Применение автоматической сварки при строительстве трубопроводов
В последнее время при строительстве трубопроводов все чаще применяется автоматическая сварка труб под флюсом.
Осуществление этого процесса сопровождается рядом сложностей:
- В процессе происходит затекание металла образующегося шва вовнутрь трубы, поэтому необходимо либо применять технологические подкладки, либо проводить сваривание корневого шва ручной сваркой;
- Возможно растекание расплавленного металла по поверхности детали, особенно если производится заваривание стыков у труб небольшого диаметра.
Невозможность контроля процесса формирования шва в процессе осуществления сварки.
Для того чтобы избежать названных негативных моментов, разработаны особые технологии сваривания поворотных стыков с использованием сварочных автоматов.
Для обеспечения высокого качества сварного соединения используют:
- Сварку с использованием подкладного кольца;
- Сварку, допускающую свободное формирование корневого шва с внутренней стороны трубопровода и принудительное формирования наружного шва.
- Двустороннюю сварку под флюсом;
- Сварку, проводимую в среде углекислого газа.
На практике, чаще всего, используется метод автоматической сварки с применением подкладного кольца. Перед проведением сварки разрезное кольцо шириной 25-40 мм вставляют одну трубу, добиваясь плотного соединения и производя прихватку ручной сваркой.
Затем на выступ свободной части кольца надевают вторую трубу и прихватывают ее конец, следя, чтобы зазор между деталями не превышал 1 мм.
Так может быть собрано несколько подобных секций, которые потом подаются на установку автоматической сварки. Сварка каждого из стыков осуществляется в два слоя.
После того, как будет заварен первый слой, сварочный автомат передвигается к следующему стыку, а первый тем временем проходит подготовку под сварку вторым слоем, которая заключается в очищении шва от шлаков.
Все большее распространение приобретает и технология сваривания поворотных стыков в среде углекислого газа.
Значение свариваемых деталей
Большую роль для получения качественного и прочного соединения играют свариваемые детали. Основное значение здесь имеет неоднородность толщины различных элементов конструкции, подлежащих объединению, шероховатость поверхностей, которые обрабатывают перед сваркой.
Данный государственный стандарт раскрывает следующие аспекты, которые нужно учесть при производстве изделия:
- При изготовлении тройников из стальных труб следует применять швы и типы соединений, заданные для отростков с трубами, а в случае сборки крестовин, переходов с трубами – соответствующие сборки трубы с трубой или же трубы с фланцем.
- Если толщина различная, однако не превышает значений разницы (см. табл. 1), допускается сварка таким же способом, как и для элементов одинаковой толщины. Тем не менее размеры шва, типы кромок необходимо выбрать по толщине большей детали. Чтобы переход от одного элемента к другому был плавным, допускается положение поверхности шва под углом.
- В том случае, если разница в толщине стенок соединяемых труб превышает значения, приведенные в таблице 1, то на детали, имеющей большую толщину, необходимо выполнить скос так, чтобы она соответствовала толщине более тонкой детали. Размеры сварного шва необходимо выбирать по детали с меньшей толщиной.
- Шероховатость поверхностей, подлежащих обработке, – Rz до 80 мкм.
- Подкладки, муфты, использующиеся при выполнении сварного шва, должны быть изготовлены из той же стали, что и свариваемые детали. Если же элементы из углеродистого металла, то возможно сделать их из стали 20 или 10.
- При выполнении контроля с помощью радиографии определяется зазор между свариваемой трубой и остающейся подкладкой – он не должен быть больше 0,2 мм. В случае если соединение не подлежит контролю радиографией, зазор не превышает 0,5 мм. До 0,5 мм и до 1 мм соответственно допускаются местные зазоры для обозначенных соединений.
- При сварке труб применяется расплавляемая вставка, зазор между ней и внутренней либо боковой гранью трубы не должен превышать 0,5 мм.
Таблица 1
| Толщина тонкой детали | Разница толщины |
| До 3 | 1 |
| От 3 до 7 | 2 |
| От 7 до 10 | 3 |
| От 10 | 4 |
Тщательная подготовка деталей до сварки и установление их соответствия техническим условиям этого ГОСТ позволит выполнить сварное соединение надлежащего качества.
ТОП-3 методики
Распространенная при прокладке различных трубопроводов метода состыковки зависит от размеров и подвижности деталей. Различают 3 методики ручной электродуговой сварки труб большого диаметра:
- электродами с покрытием;
- электродами в среде защитного газа;
- аргонно-дуговая.
Качество и состав соединяемого материала определяют режимы работы и значение тока:
- переменный;
- постоянный обратной полярности;
- постоянный прямой полярности.
Переменный ток применяют при сварке алюминия. Импульсная подача не позволяет дуге и металлу сильно разогреться и образовать прожоги.
Обратная полярность, когда на деталь подключают минус, дает больший нагрев и мощность. Металл трубы на стыке и электрод прогреваются сильнее.
Описание
Технология сварки трубопроводов ручная дуговая сварка обеспечивает наилучшее, прочное соединение. Для защиты шва от окисления используют флюс – обмазку электрода или среду газа.
При прохождении тока через стальной лист и электрод на его конце возникает электрическая дуга. Она начинает согревать кромки соединяемых труб и расплавлять их. Создается сварочная ванна из расплавленных металлов соединяемых деталей и электрода.
Рабочий направляет электродом жидкую ванну, смешивая металлы и создавая шов. Окислы и газы поднимаются на поверхность, образуя пленку. Шлак защищает горячий шов от контакта с воздухом и резкого охлаждения.
Инструкция
Зачистить кромки перед началом обработки, значит избежать внутренних дефектов. Следует проверить их угол разделки, выставить и зафиксировать в 3 – 4 местах, в зависимости от диаметра. Прихватки делаются той же маркой электродов, что будет производиться сварка корневого шва.
Следует соблюдать технику безопасности: одеть спецодежду, проверить исправность оборудования. Включив сварочный аппарат, настроить рабочие режимы.
ГОСТы: сварочные материалы
ГОСТ Р ЕН 13479-2010 Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением
ГОСТ Р 53689-2009 Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ Р ИСО 2560-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
ГОСТ Р ИСО 3580-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация
ГОСТ Р ИСО 3581-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия
ГОСТ 21448-75 Порошки из сплавов для наплавки. Технические условия
ГОСТ 21449-75 Прутки для наплавки. Технические услови
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия
ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 26467-85 Лента порошковая наплавочная. Общие технические условия
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ Р ИСО 14174-2010 Материалы сварочные. Флюсы д
ГОСТ 30756-2001 Флюсы для электрошлаковых технологи
ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции
ГОСТ 22366-93 Лента электродная наплавочная спеченная на основе железа. Технические условия.
Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.

Сварка фланцев
По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.
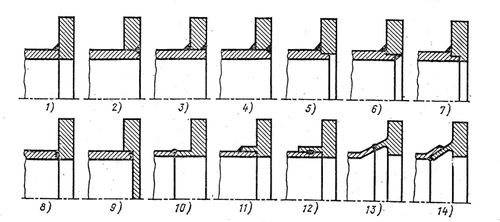
Виды сваривания фланцев
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.
- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии. Приварка раструбной детали производится с внешней стороны угловым швом. Нужно сохранять люфт в 1,6 м, чтобы нейтрализовать эффект теплового расширения.
- Сквозной – или свободно вращающийся. Приварка сквозной трубы к фланцу по ГОСТ не производится, так как сквозной вариант применяется специально для того, чтобы деталь можно было заменить по мере необходимости. На фото – сквозное фланцевое соединение.
- Глухой – плоский диск с отверстиями. Это приспособление необходимо для заглушки концов трубопровода. Элемент неразборной, однако он только закрепляется, а не сваривается.
- Плоский – кольцо и пластина одинакового размера. Приварка плоского фланца к трубе заключается в креплении кольца, в то время как пластина остается свободного вращающейся. Он выдерживает давление до 2,5 МПа.
- Накидной – для его использования кромки труб должны быть идеально ровными, так что он не настолько универсален, как воротниковые модели. Накидной приваривается угловыми швами с внешней и с внутренней стороны.
- Резьбовый – используется на трубопроводах небольшого диаметра, где возможно сделать резьбу. Сварка при его установке используется крайне редко.

Наружняя приварка фланца
Расценки на изделия заметно отличаются. Однако стоимость переделяетсяскорее размерами пластин, а не их конструкцией, и весом, конечно же. Согласно ГОСТ изготавливаются они из углеродистой, легированной или нержавеющей стали, а такжековкого чугуна. Расценки на металл и определяют стоимость приспособлений.
Правила и нормы
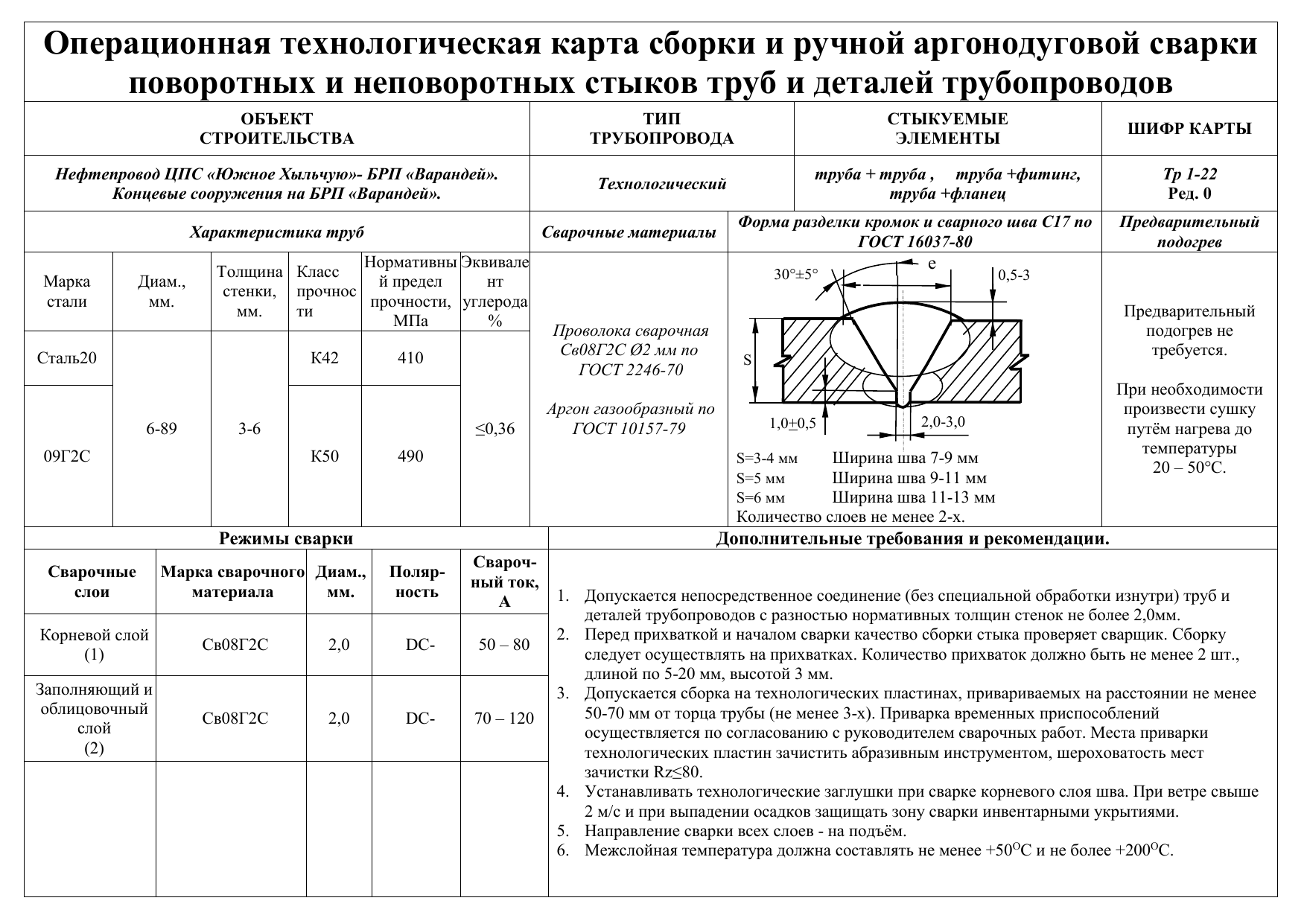
Нужно понимать, что для такого сложного технологического процесса необходимые точные нормы сварки стыков трубопроводов, которые определяются по СНиП 2.04.08-87. Основные правила и требования:
- Монтаж подразумевает смещение крайних кромок трубопроводов. Для расчета этого показателя используется формула 0,15S + 0,5 мм. Где S – это толщина стенок трубы;
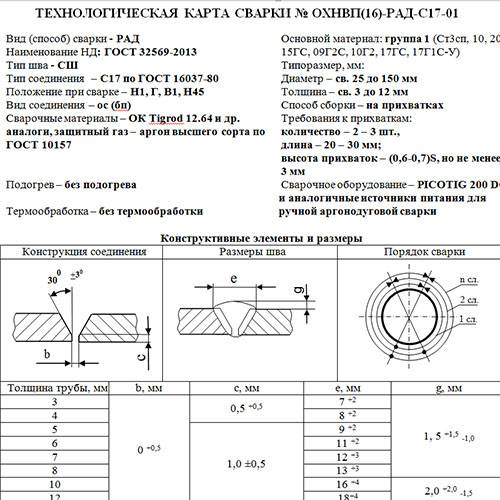
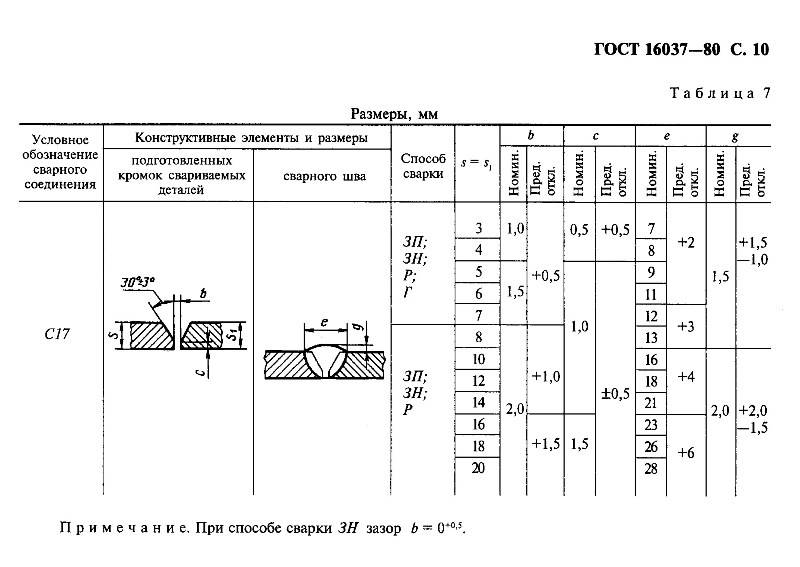
- Электродуговая сварка флюсом и электродами регламентируется ГОСТ 16037-80, если швы в неудовлетворительном состоянии – работа переделывается;
- Разрешается соединять кромки труб только с фасками до 5 мм;
- Ремонт и сборку в минусовую температуру проводить нельзя. Но при острой необходимости требуется подогрев монтажных материалов;
- Ручная сварка на толщине стенок от 6 мм производится двойным швом. Строительство на меньших размерах допустимо в один слой;
- Нормы времени, по которым проводится сварка металлических и пластиковых трубопроводов, определяется согласно ГОСТ к определенному материалу. Также большую роль играет мощность инвертора, которым проводится обработка.
Если требуется рассчитать показатель расхода электродов или других материалов, которые потребуются при соединении, то рекомендуем ознакомиться с данными ЕНиР ВСН 006-89. Для практического руководства, как производится сварка трубопроводов различного типа, необходимо ознакомиться со специальными брошюрами (Мустафин и прочие).
При этом также при желании можно посетить курсы сварочного дела (НАКС). В разных городах расценки на обучение разнятся. В среднем цена за обучение не менее 50 долларов за семестр.
Как правильно?
Ответственные герметичные швы варятся за 3 прохода. Корневой, первый шов выполняется электродом диаметром 3 мм. Последующие 4 и 5 мм. Для хорошего формирования корня лучше всего подходят электроды с целлюлозным покрытием.
Следующие слои накладываются подходящими по марке трубы. При сварке второго слоя частично должен проплавляться и первый. Тогда не останется непроваров и шлаковых включений внутри шва.
При сварке высоколегированных труб на шов накладывается 3 слоя, один за другим. Температура между ними не должна превышать 150⁰C.
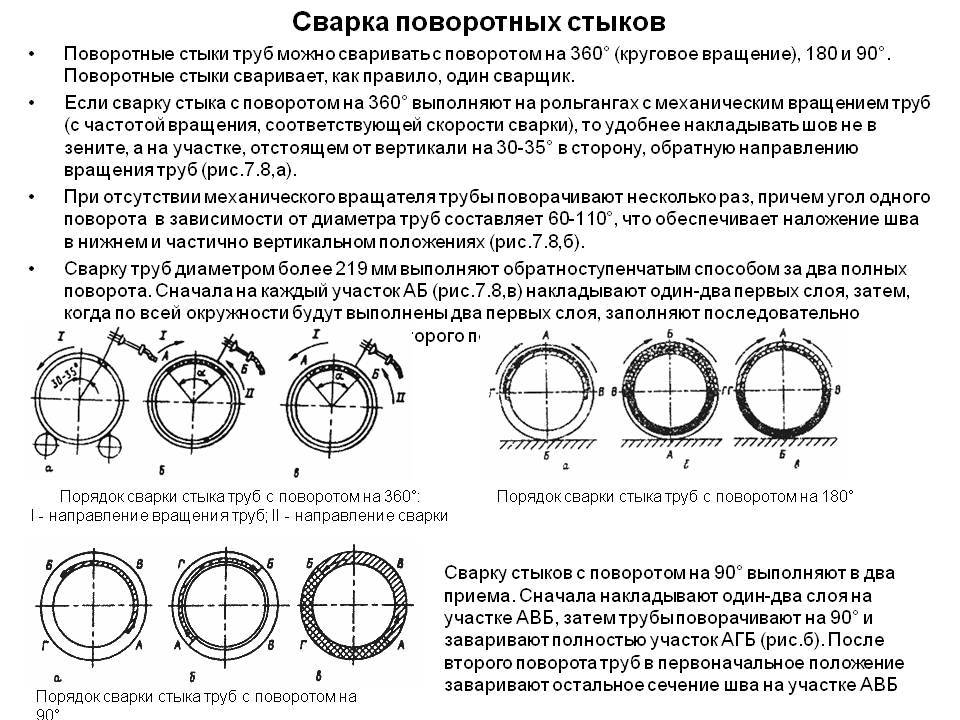
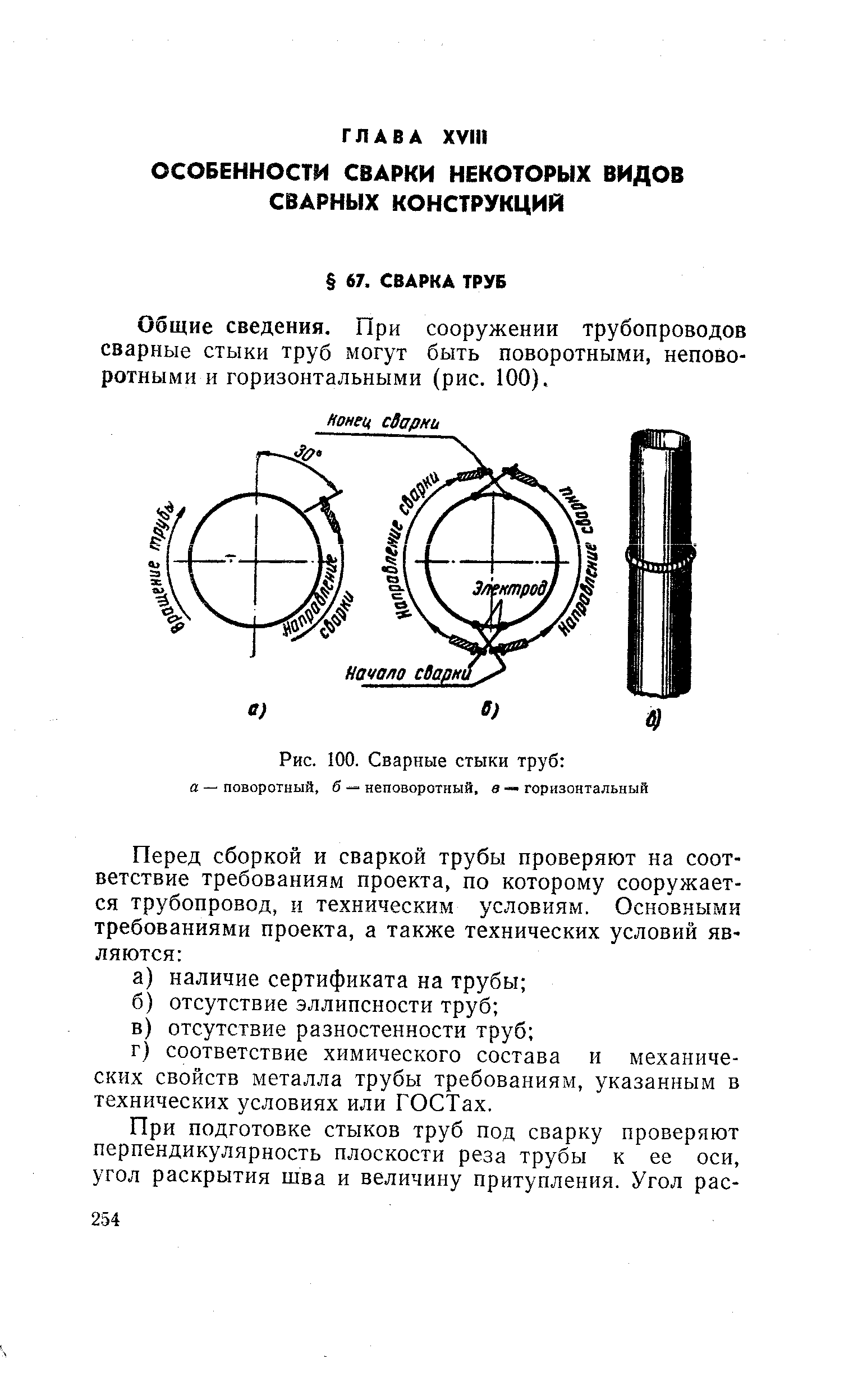
С поворотом стыка
При повороте стыка, труба варится вертикаль снизу вверх. Диаметр трубы условно делится на 4 сектора. Точки располагаются по циферблату часов на 2, 5, 7, 11. Нижний и верхний участки немного короче боковых.
- Варятся поочередно боковые вертикали корневого, первого шва.
- Трубы поворачиваются на 90⁰, и сваривается сначала участок, который был нижним, затем другой. При этом шов накладывается не встык, а внахлест по 40 – 50 мм.
- Аналогичным образом накладывается 2 и 3 слой, но начало сварки начинается со смещением на 10 – 15⁰.
При сварке снизу вверх следует менять угол наклона электрода, чтобы ванна прогревалась одинаково.
Без поворота стыка
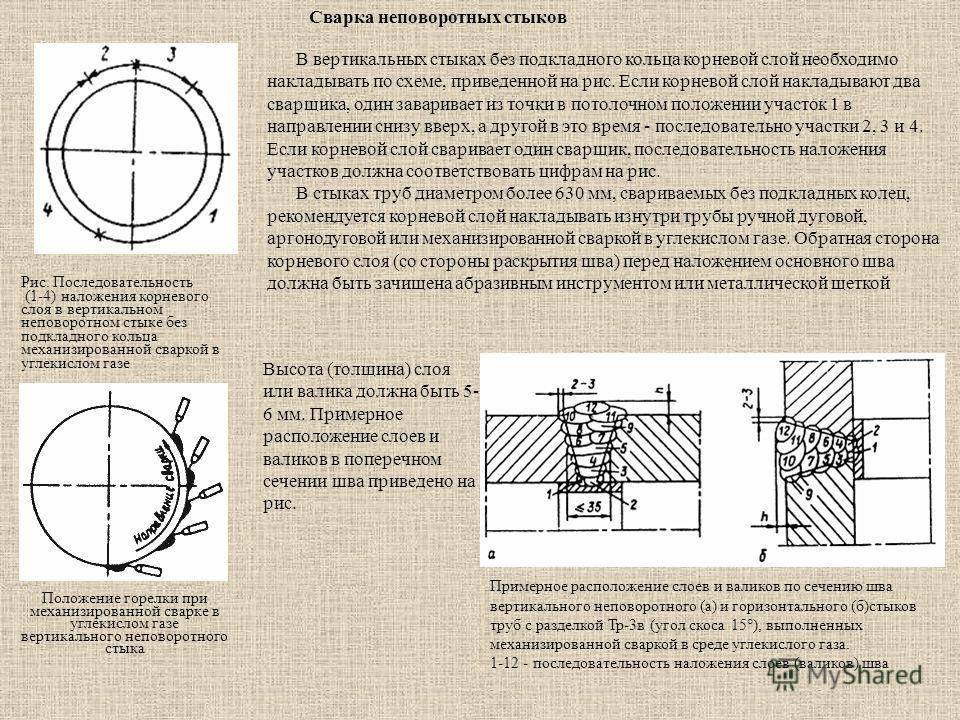
Если конструкция закреплена прочно и повернуть трубу нельзя, применяется сварка безповоротным методом. Шов накладывается снизу.
- Отмечается нижняя точка на трубе.
- Сварка начинается дальше разметки.
- С потолка постепенно переходит на вертикаль и до верхней части трубы.
- Начинать варить вторую сторону нужно от намеченной нижней точки. Получается небольшое наложение.
При ремонтных работах часто приходится варить стыки в труднодоступных местах. Когда труба вплотную к стене и ее никак нельзя отодвинуть.
В этом случае делается качественный провар части шва с внутренней стороны.
- Вырезается небольшое окошко.
- Через образованное отверстие изнутри заваривается труба напротив стены.
- Устанавливается вырезанный элемент на место, прихватывается и заваривается вместе с оставшимся открытым швом.
Таким способом ремонтируют трубопроводы диаметром более 60 мм с толщиной стенки до 3 мм, когда достаточно положить один шов.
При низких температурах
Холодный металл при низких температурах не успевает прогреться и образуется резко выраженная переходная зона. В ней нарушены молекулярные связи, повышенная хрупкость. Если ударить по детали, то она лопнет не по шву, а рядом, по основному металлу.Чтобы избежать разрушения шва, следует подогреть свариваемые детали. Оптимальным вариантом является поместить их в печь и нагреть до 200 – 300⁰. При протяжке трубопроводов такой способ не подходит. Стыки труб нагревают газовой горелкой, равномерно перемещая ее по кругу несколько раз.
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ
Издание официальное
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
МЕЖГОСУДАРСТВЕННЫЙ
Группа В05 СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ
Основные типы, конструктивные элементы и размеры
Welded joints in steel pipelines.
Main types, design elements and dimensions
ГОСТ 16037—80* *
Взамен
ГОСТ 16037-70
ОКП 0602000000
Постановлением Государственного комитета СССР по стандартам от 24 апреля 1980 г. № 1876 дата введения установлена
с 01.07.81

Ограничение срока действия снято по протоколу 5—94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12—94)
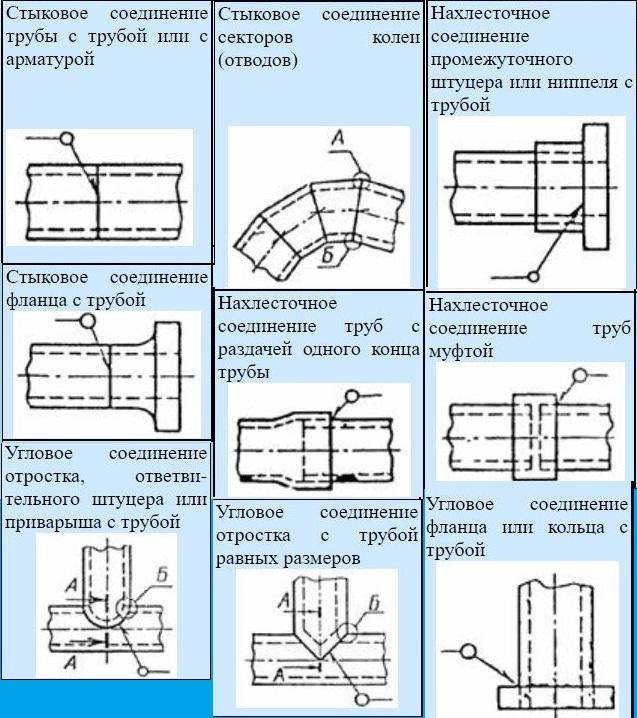
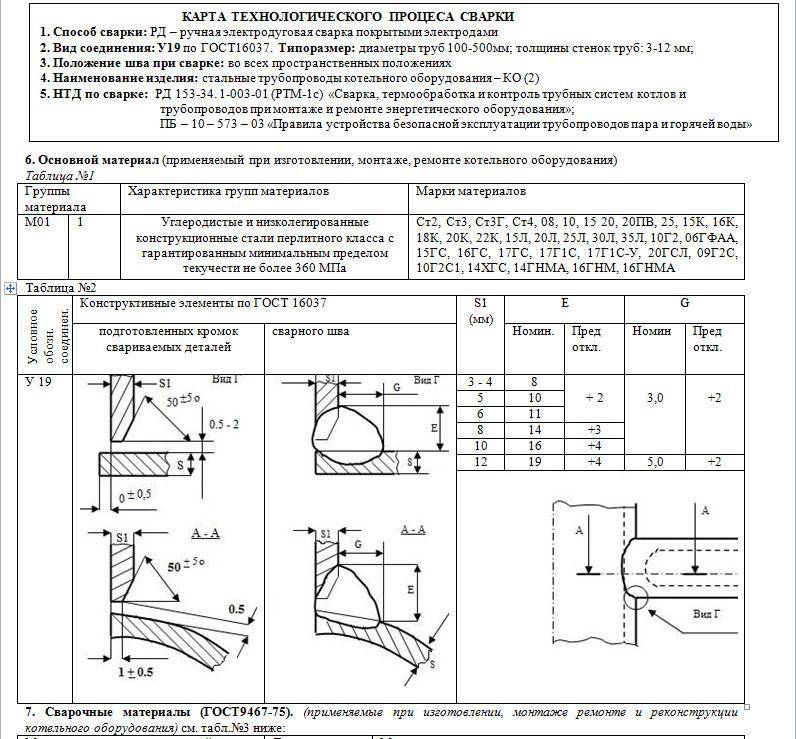
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки:
ЗП — дуговая сварка в защитном газе плавящимся электродом;
ЗН — дуговая сварка в защитном газе неплавящимся электродом;
Р — ручная дуговая сварка;
Ф — дуговая сварка под флюсом;
Г — газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
s; 5, — толщины стенок свариваемых деталей;
Ь — зазор между кромками свариваемых деталей после прихватки; е — ширина сварного шва; g — выпуклость сварного шва;
5 — толщина подкладного кольца; а — толщина шва; с — притупление кромки;
В — ширина нахлестки;
/ — длина муфты;
К — катет углового шва;
Кг — катет углового шва со стороны разъема фланца;
DH — наружный диаметр трубы;
/ — фаска фланца.
1, 2. (Измененная редакция, Изм. № 1).
Издание официальное Перепечатка воспрещена
★
* Переиздание (май 1999 г.) с Изменением № 1, утвержденным в декабре 1990 г. (ИУС 3—91)
Издательство стандартов, 1980 ИПК Издательство стандартов, 1999 Переиздание с Изменениями
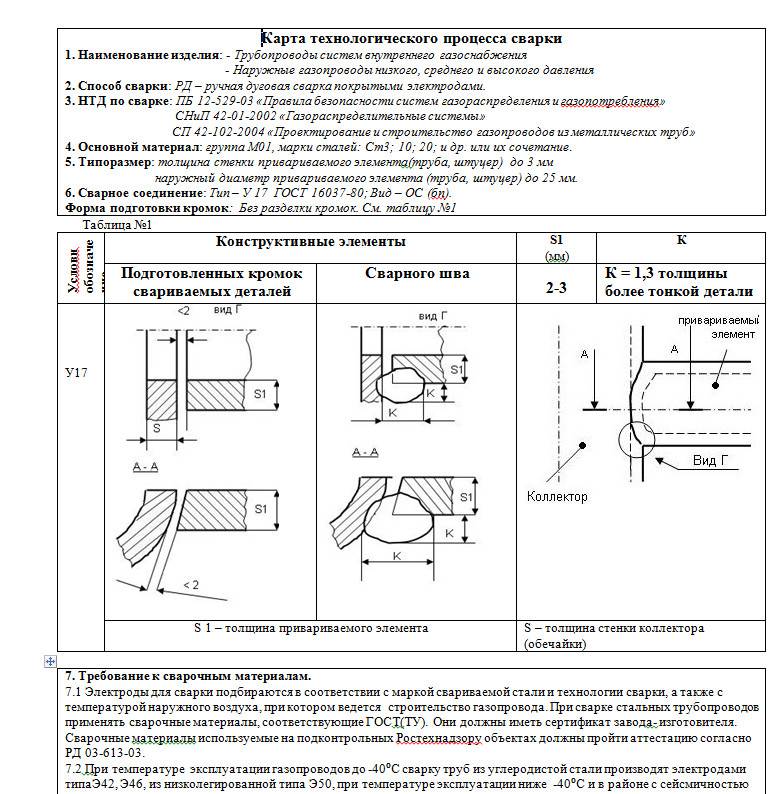
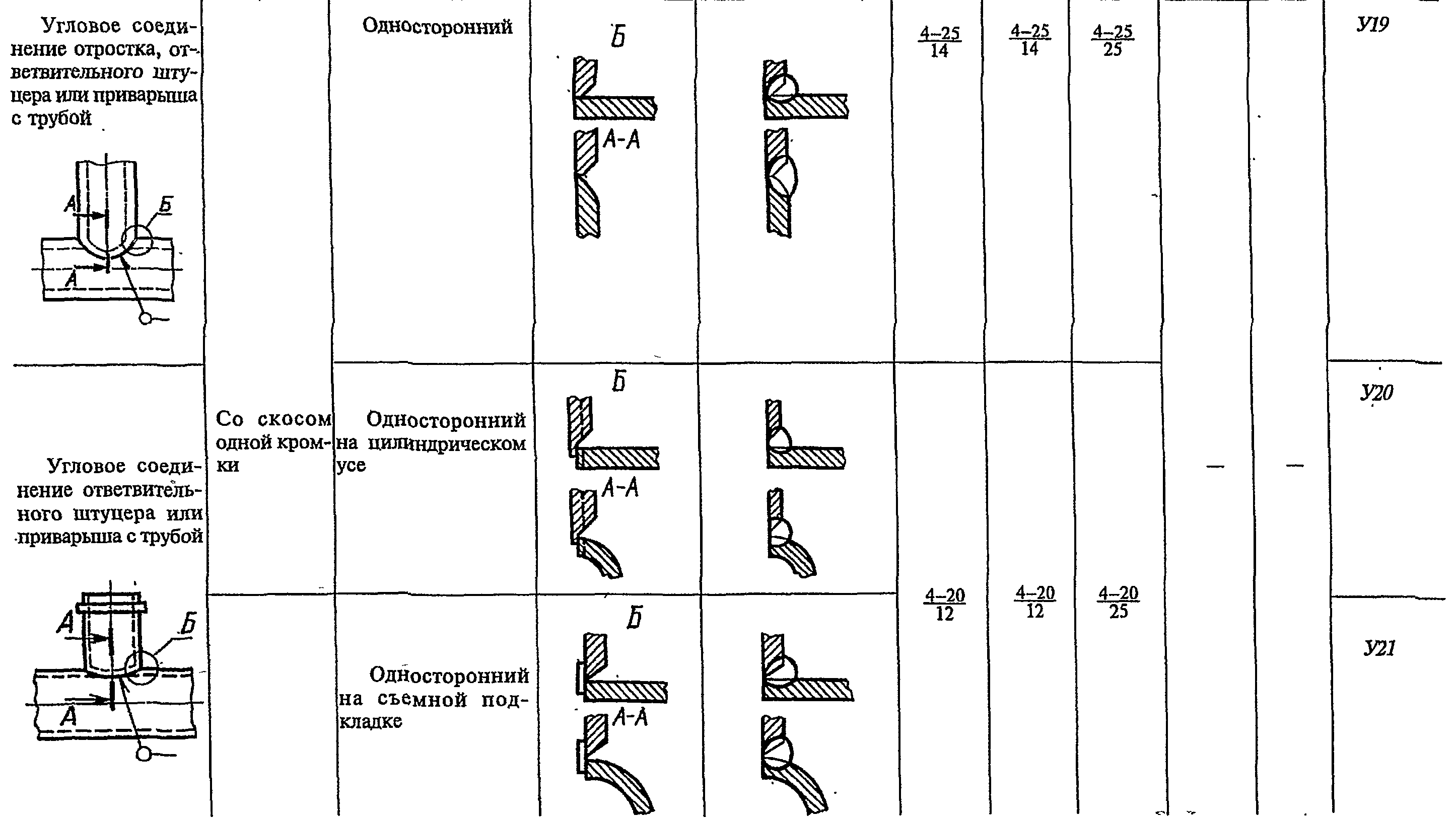
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Таблица 1
Тип соединения | Форма подготовленных кромок | Характер сварного шва | Форма поперечного сечения | Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки | Условное обозначение сварного соединения | |||||
подготовленных кромок | сварного шва | |||||||||
ЗЯ | Ш | Р | Ф | Г | ||||||
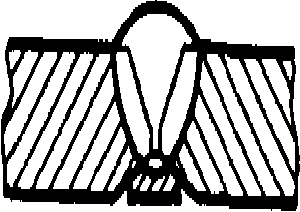
Стыковое соединение трубы с трубой или с арматурой | Без скоса кромок | Односторонний | ■■ | 2-5 25 | 2-3 10 | 2-5 25 | 4-6 133 | 1-3 150 | а | |
Односторонний на съемной подкладке | Цр | ■йи | 2-4 25 | 2-3 25 | – | – | а | |||
Односторонний на остающейся цилиндрической подкладке | ■р | щ | ц | 2-3 25 | С! | |||||
— | — | та | ||||||||
Со скосом одной кромки | Односторонний | ■л | 3-20 25 | – | 3-20 25 | а | ||||
Односторонний на остающейся цилиндрической подкладке | ЧР | 2-20 25 | – | 2-20 57 | сю | |||||
Со скосом кромок | Односторонний | ад | 3-20 25 | 3-20 14 | 3-20 25 | ж 14-15» | СП | |||
Односторонний на съемной подкладке | С”р | 2-40 25 | 2-40 10 | 2-40 25 | и» 377 | – | CIS | |||
Односторонний на остающейся цилиндрической подкладке | шя | Ф | 2-20 25 | 2-20 10 | 2-20 25 | – | СВ |
ГОСТ 16037-80
Тип соединения
Форма аготовле ных кромок
Характер сварного шва
Форма поперечного сечения
кромок
сварного шва
Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки
ЗП
ЗЕ
Р
Ф
Условное
обозначение
сварного
Со скосом кромок
Односторонний с расплавляемой вставкой
Стыковое соединение трубы с трубой или с арматурой
С криволинейным скосом кромок
С криволи-
Односторонний
сом кромок с расточкой
Со скосом кромок с ра-
Односторонний на остающейся цилиндрической подкладке
Со скосом кромок с раздачей
Односторонний на остающейся конической подкладке
С криволи-
сом кромок с расточкой
Односторонний на остающейся цилиндрической подкладке
25
25
4-2
Н
25
Й5
25
14
25
14
25
25
57
14
57
06
СИ
СИ
С50
СИ
14
377
СЯ
и
377
CJJ
3 ГОСТ 16037-SO
1292
Тип соединения
ных кромок
Характер сварного шва
Форма поперечного сечения
кромок
сварного шва
Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки
Ш
Ш
Р
Ф
I
Условное
обозначение
сварного
Стыковое соединение секторов
Со скосом кромок
Двусторонний
Односторонний на съемной подкладке
Стыковое соединение фланца с трубой
С двумя не-симметрич-
Двусторонний
мидвухкро-
Нахлесточное соединение промежуточного штуцера или ниппеля с тру-
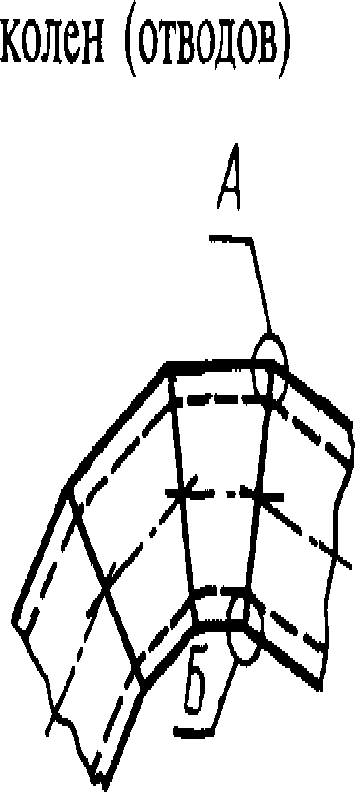
Варианты разметки труб перед сваркой для начинающих
Процесс сварки труб под углом для начинающих сварщиков представляет определенную сложность. В первую очередь необходимо разметить трубу, после этого ровно отрезать ее при помощи болгарки и вварить в другую. Какие при этом существуют тонкости? Как правильно и быстро сделать отрезку трубы под углом?
Особенно легко произвести сварку труб под углом в 90° или 45°, а для ее разметки использовать обычный бумажный листок. Необходимо квадратный лист бумаги сложить по диагонали. Таким образом, получается простейший шаблон для нанесения угловой разметочной линии.
Можно для таких целей воспользоваться и какой-нибудь емкостью с водой, но такой метод подойдет для разметки труб небольшого диаметра. Наклонив емкость на необходимый угол, следует опустить вертикально в воду трубу, после этого надо вынуть ее и обвести полученную меточную линию.
Помимо предыдущего варианта, имеется еще один простой способ разметки труб под сварку, при использовании которого применяют небольшой металлический уголок. Его слегка прихватывают электродом в том месте, где планируется произвести сварку труб под углом, и после этого по нему ввариваемая труба обводится мелом.
Следующий метод для быстрой разметки труб и последующей их сварки под углом – с помощью приспособления в виде длинных шпажек с резинками. Для такого вида разметки нужно подставить ввариваемую трубу к другой, надев на нее две резинки, а затем плотно вставить шпажки. Достижение необходимого угла производится вытягиванием шпажек, потом производится обрезка трубы.

По завершении разметки надо взять карандаш или остро заточенный мел и нанести черту на поверхности трубы по краям шпажек. После этого, при обрезке трубы по разметочной линии, получается правильный угол для сварки.
Есть и другие высокотехнологичные способы для нанесения разметки труб под углом при сварке, к примеру, с использованием компьютерных программ. Однако такие технологии редко применяются, в основном обходятся простыми методами.