Что понадобится в процессе
Для работы подготавливают припой и флюс. Первый из материалов подбирается с учетом способа пайки. Так, если планируется соединять медные трубы посредством высокотемпературного метода, состав не должен содержать свинец, потому что данный компонент будет размягчать трубу.
Когда используется низкотемпературная техника стыковки коммуникаций, рассматривают варианты вспомогательных материалов, которые содержат олово, медь, свинец или серебро или висмут. Приобрести их можно в виде проволоки диаметром 3 мм.
Флюс применяется непосредственно перед началом пайки. Он предназначен для подготовки труб. При нанесении флюса удаляется оксидная пленка. В результате улучшается растекаемость плавкого материала по коммуникациям на торцевых участках, а одновременно с тем снижается и поверхностное натяжение. Эти факторы позволяют обеспечить надежное соединение благодаря высокой адгезии.
Использование флюса для пайки труб.
Инструменты, которые необходимо подготовить, если планируется выполнять пайку своими руками:
- труборез — используется для нарезки коммуникаций;
- фаскосниматель — формирует фаску, благодаря чему один участок трубы легче входит в торец второго, а еще такое приспособление удаляет заусеницы;
- расширитель — используется для незначительного увеличения диаметра коммуникаций на участке, где будет выполнен шов;
- газовая горелка со смесью бутана, пропана — для высокотемпературной пайки используют смесь ацетилен-воздух или пропан-кислород;
- паяльник — применяется вместо горелки, является универсальным прибором, применяется для пайки, выполняемой по разным технологиям;
- строительный уровень;
- рулетка;
- маркер;
- ершик для очистки внутренних поверхностей труб;
- молоток.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
 Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации. Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.Внутренняя поверхность изделия чистится и обезжиривается
Такие же действия выполняются со вторым сегментом
 Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы. Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
 Операция выполняется кистью. Она может входить в комплект реагента.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
 На увлажненной поверхности не должно быть никаких посторонних включений.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
 Мягкая пайка медных труб
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд
При нагреве мягкий припой начинает плавиться и заполнять соединение
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.










Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
https://youtube.com/watch?v=N9QwpYEQpUw
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.
Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Техника безопасности
Перед пайкой стоит вспомнить о том, что медь обладает высоким коэффициентом теплопроводности, поэтому соединяемые детали следует удерживать не руками, а специально подготовленными клещами. Между губками клещей и трубой устанавливают плоские прокладки из листового фрикционного материала – резины, ретинакса или феродо – которые обеспечат улучшенное фиксирование, воспримут на себя повышенные температуры, и помогут избежать деформации поверхности трубы, особенно тонкостенной.

Сварка полипропиленовых труб своими руками для начинающих в домашних условиях Трубопроводные системы из пластика получили широкое применение для водообеспечения в квартирах и усадебных домах. При соединении отдельных частей применяется сварка полипропиленовых труб. Как это…
Осторожность следует соблюдать и при работах с флюсами, в состав которого часто входят химически агрессивные и легковоспламеняемые вещества. Поэтому помещение где ведутся работы, должно проветриваться
Однако сквозняки тоже опасны: могут возгореться детали одежды работающего.
Расходные материалы
Порядок пайки медных труб.
Что потребуется для пайки:
- Флюс на салициловой кислоте.
Химический состав флюсов для пайки медных труб довольно сложный: в нем есть и спирт, и вазелин, и даже чуть-чуть золота. Его использование приводит к великолепному качеству швов. - Группа растворителей на фосфоре.
Отлично очищают детали от окислов и дополнительно вытесняют ненужную воду из места пайки. - Канифоль.
Ее практически не используют в чистом виде. В смесях она отлично комбинируется с солями натрия: если расплавленная канифоль покрывает поверхность пайки пленкой, то соль натрия играет роль антиоксиданта. Есть и недостаток: смесь не любит нагрева. - Домашняя смесь на аспирине.
Можно сделать смесь и самостоятельно: берем вазелин, спирт, за основу – таблетки аспирина. Особой эффективностью такая смесь не отличается. С ней можно работать лишь на электромонтажных заданиях. - Паста для пайки медных труб.
Эта флюс паста для пайки меди стоит подороже, но овчинка выделки стоит. Применяется в ответственных заданиях. Паста отлично прилипает к рабочей поверхности, растекается тонким слоем при нагревании – великолепный вариант. - Припой для пайки медных труб.
Выбор вида припоя зависит от того, что именно вы собираетесь паять. Если главными критериями являются прочность и стойкость к высоким температурам, нужно выбирать припой из медной проволоки с долей фосфора. Самым популярным и доступным является мягкий припой – из олова. Он годится для всех водопроводных систем. Сюда же можно отнести и фитинги для медных труб под пайку.
Необходимые в процессе инструменты
Для сварки водопроводных труб из меди своими руками потребуются такие приспособления:
- Горелка газобаллонного типа. Для сборки небольших металлоконструкций используют ручной бензиновый инструмент, однако такое оборудование считается опасным.
- Труборез. Можно приобрести прибор нужного диаметра или набор приспособлений разных размеров отдельно. Устройство помогает легко резать мягкий металл, не нарушая структуру краев. Некоторые труборезы могут использоваться для работы на труднодоступных участках.
- Расширитель. Применяется для получения нужного диаметра при соединении отрезков внахлест. При одинаковом сечении увеличивают размер одного из элементов, что помогает вставлять детали друг в друга.
- Фаскосниматель. Используется для заусенцев, образующихся при использовании трубореза. Существует несколько типов инструментов. Наиболее удобным считается круглое приспособление.
- Металлические щетки, ершики. Используются для предварительной обработки поверхностей.

Трубогиб
Трубогиб позволяет согнуть медные трубы, не принося вреда внутренней и внешней поверхности изделий. Как известно, медь – это гибкий материал, который можно согнуть даже вручную. Однако в таком случае существует риск повреждения трубки и дальнейшего образования коррозии. Трубогиб может согнуть изделия быстро и с минимальным риском разрушения.










В зависимости от способа приведения в действие различают трубогибы:
- Ручные;
- Электрические.
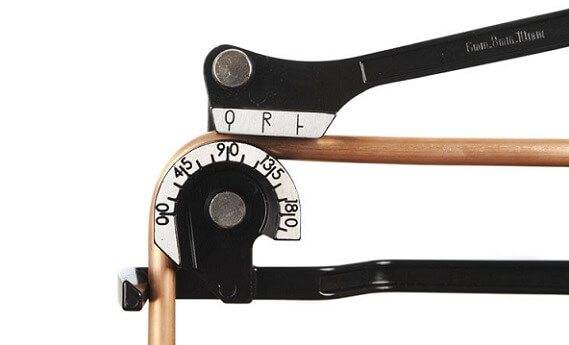
Ручной трубогиб для медных труб
Также существуют различные модели инструмента, что отличаются по амплитуде, с которой они способны согнуть трубы. По данному параметру выделяют:
- Инструмент с максимальной амплитудой 90 градусов;
- Инструмент с максимальной амплитудой 180 градусов.
Также изгиб можно выполнять с помощью пружины для гибки медных труб. Пружинный метод позволяет выполнять изгиб практически в любом направлении, однако требует предварительного разогрева изделий.
Перед тем, как согнуть трубы большого диаметра, их необходимо разогреть газовой горелкой.

Пружины для гибки медных труб
Как паять медные трубы
 Высокотемпературную пайку трубок проводят при температурах 650 °C -750°С, низкотемпературную — при 210 °C -240°С.
Высокотемпературную пайку трубок проводят при температурах 650 °C -750°С, низкотемпературную — при 210 °C -240°С.
Пайка труб из меди не так сложна в исполнении. Процесс должен осуществляться при хорошей вентиляции помещения. Работу рекомендуют проводить в защитной одежде и перчатках. Чтобы выполнить качественное соединение всех деталей, надо придерживаться следующего алгоритма действий:
- Медную трубку разрезают инструментом на необходимое число кусков. Труборез располагают перпендикулярно к оси трубы, тогда рез получится максимально ровный.
- Затем металлические отрезки зачищают металлической щёткой, а торцы избавляют от заусениц и металлической пыли специальным ёршиком. Наждачная бумага в этом случае не подойдёт, поскольку от неё остаётся медный песок на поверхности металла, который понижает качество сцепления припоя с трубой.
- Диаметр края одного из отрезков трубы увеличивают с помощью труборасширителя. Затем в такой отрезок из меди сможет легко войти труба с обычным типоразмером.
- Расширенный торец трубы тоже зачищают металлической щёткой.
- На торец трубы наименьшего сечения равномерно наносят флюс для пайки медных труб. Проделывать процедуру следует аккуратно, иначе избыток средства может попасть в трубу и образовать в ней застывшие капли, из-за которых в последующем будет явно слышно движение воды.
- Обработанные концы трубок вставляют друг в друга. При этом удаляются остатки флюса с помощью влажной тряпочки.
- Место соединения прогревают горелкой. Когда флюс на одной из трубок приобретёт серебристый оттенок, нагрев металла прекращают.
- К месту соединения подносят припой, который плавится из-за высокой температуры и заполняет полость стыка. Когда область шва будет полностью заполнена припоем, процесс пайки останавливают.
Место соединения оставляют остывать, его следует оградить от любых типов механических повреждений. Когда шов остынет, его протирают влажной тряпочкой, удаляя оставшийся флюс и припой. Если проигнорировать остатки флюса на поверхности труб из меди, то в будущем это приведёт к коррозии в соединении.
Подробнее о капиллярной пайке
Чаще всего в бытовых условиях медные трубопроводы организовываются с помощью капиллярной пайки. Сутью этого метода выступает так называемый капиллярный эффект, предусматривающий возможность поднятия жидкости (жидкого припоя) при помощи адгезии. Главным условием является то, чтобы смоченные стенки были разделены небольшим расстоянием.
Организация стыковочного узла для медных труб в бытовых условиях осуществляется с помощью специальных фитингов для пайки или раструбных утолщений. Раструбный способ считается более надежным, так как речь в таком случае идет о создании всего одного стыка. Исходя из этого, если есть возможность, вместо фитингов рекомендуется использовать раструбные соединения.
Порядок подготовки раструбов
Обрезка труб по размеру осуществляется вальцовочным труборезом
Важно добиться строгой перпендикулярности торцевых срезов по отношению к центральной оси
Далее снимают фаску с обоих концов. Для этого потребуется наличие особенного приспособления – фаскоснимателя. Дальнейшая зачистка внутренних и наружных поверхностей соединяемых труб реализуется медной щеткой.
Вставив один из отрезков трубы в тиски, производят его развальцовку, чтобы добиться свободного погружения в него второго отрезка. Для этой цели используется специальный труборасширитель соответствующего диаметра.
Результатом развальцовки является обустройство раструба на одном из концов медной трубы. Тестирование уровня его готовности по ходу процедуры проводится периодическим погружением другого, гладкого конца.
Применение паяльного аппарата
Кроме уже упомянутого трубореза, фаскомнимателя и расширителя труб, для проведения пайки медных труб потребуются и некоторые другие инструменты. Речь, прежде всего, идет о паяльнике. Благодаря этому аппарату на соединяемом участке создается высокотемпературная зона для разогрева труб и припоя.
Как правило, функция паяльника выполняется специальной газовой горелкой.
Для процедуры, где используется мягкий припой, вполне сгодится компактное ручное приспособление, работающее на пропане. Как правило, такие аппараты комплектуются газовыми баллонами одноразового типа, прикрепленными на рукоятку. Несмотря на небольшие габариты, горелки данного типа способны обеспечивать нагревание до +1100 градусов: для работы с мягким припоем этого вполне достаточно. При покупке рекомендуется выбирать модели с пьезорозжигом, что заметно упрощает проведение пайки.
Держатели газовых горелок ручного типа оснащаются регулировочным вентилем, позволяющим корректировать длину пламени. Этот же вентиль позволяет прекращать подачу газа по окончанию работы. Назначением обратного клапана является перекрывание подачи топлива, если пламя затухнет.
Другие необходимые материалы
Припой реализуется прутками или проволокой с более низкой температурой плавления по сравнению с медью. Это дает возможность соединять медные трубы методом плавления.
Для пайки потребуется щетка со стальным ворсом. С ее помощью трубы и фитинги зачищают для последующего соединения. Щетку можно заменить мелкозернистой наждачной бумагой.
Не обойтись без флюса для пайки и кисти (чтобы наносить флюс). Еще потребуется огнеупорная прокладка, молоток, тиски, рулетка.
Какие ошибки часто допускают
Несмотря на то что весь процесс пайки состоит из простых действий, начинающие мастера могут допускать следующие ошибки:
- Формирование дефектов на поверхностях спаиваемых труб. Выступы могут появиться при нарезке элементов. Они снижают прочность шва, способствуя появлению течи.
- Загрязнение соединяемых участков. После нарезки нельзя пропускать процедуру обезжиривания.
- Неправильный выбор ширины технологического зазора. При сечении труб 60-108 мм расстояние должно составлять 0,7-5 мм.
- Недостаточный прогрев металла. В таком случае присадочный материал не может прочно сцепляться с основанием. Шов быстро разрушается даже при минимальных нагрузках.
- Неравномерное распределение флюса. На поверхностях остаются следы окиси, снижающие прочность шва.
- Перегрев обрабатываемого участка. Способствует испарению паяльной кислоты, появлению окалины.
- Смещение деталей при неостывшем соединении. Перед проверкой качества работы убеждаются в охлаждении трубы. В противном случае шов деформируется.
- Несоблюдение правил безопасности. Отказ от использования средств защиты кожи, органов дыхания и глаз приводит к получению травм.
Начинающему мастеру рекомендуется выполнять работы под руководством профессионала.
Что такое пайка, и зачем она
Все очень просто: пайка медных изделий нужна там, где они применяются – в водопроводных системах и системах охлаждения воздуха – современных кондиционерах. Ее применяют для монтажа или ремонтных работ медных деталей и заготовок.








Эта технология вполне по силам домашним любителям, а результат характеризуется исключительной надежностью и удивительной долговечностью.
Скрывать не будем, стоимость медных изделий не самая низкая, но все затраты полностью окупаются. Из них можно соорудить и отопительную систему, и водопроводную, и охлаждающую: все, где нужны крепкие трубы.
Устройство газовой горелки.
Вещи из меди, конечно, можно варить. Но самым оптимальным методом их соединения давно является пайка. Суть процесса простая, как хозяйственное мыло: заготовки скрепляются за счет специального расплавленного наполнителя, который называется припоем.
Плавят припой посредством высокой температуры. После того, как стык заполняется припоем, он начинает быстро остывать, формируя тем самым крепкое соединение с герметичными свойствами.
Еще одним значительным преимуществом данного способа соединения является возможность несложного разъединения деталей, если таковое понадобится по каким-либо причинам. Чтобы сделать это, нужно всего лишь снова нагреть припой до температуры плавления.
Общий алгоритм действий
Чтобы правильно спаять медные трубки своими руками, нужно соблюдать технологическую последовательность работ.
Отрез нужной длины
На этом этапе выполняют следующие действия:
- Устанавливают трубу между лезвием и роликом трубореза. Вращают инструмент вокруг детали. После каждого оборота регулировочный винт слегка затягивают. При использовании трубореза диаметр элемента может уменьшиться. Исключить деформацию можно, заменив приспособление ножовкой.
- Удаляют заусенцы. Зачищают внутренние поверхности, обрабатывают обезжиривающим средством.
- Нарезают следующую деталь. С помощью расширителя и молотка увеличивают диаметр раструба. Проверяют плотность вхождения элементов друг в друга. Величина монтажного зазора должна соответствовать норме.
Использование флюса
Чтобы заварить медные трубы для водопровода, нужно нанести паяльную кислоту равномерным слоем. Для этого используют кисть, распределяя средство по внешней поверхности элемента меньшего диаметра
Операцию выполняют осторожно, стараясь набирать небольшое количество состава. Излишков на поверхности присутствовать не должно
Соединение деталей
После нанесения флюса элементы сопоставляют. Это делают быстро, исключая попадание загрязнений на обработанные поверхности. При работе с фитингом выполняют полное соединение его компонентов. Для этого гайки проворачивают до упора.
Детали в процессе принимают правильное положение, кислотный состав распределяется по технологическому зазору.




