Тонкости хорошей пайки
Чтобы припаять деталь к плате, нужно:
1) Нанести флюс на поверхность пайки;
2) Залудить их припоем;
3) Снова нанести флюс на контакты;
4) Запаять зазор между контактами.
Первое важное правило – избегать температуры выше 400 °C и более. Многие начинающие (и даже опытные) радиолюбители пренебрегают этим
Это критические значения для микросхем и плат.
Припой расплавляется примерно от 180 до 230 °C (свинец — содержащие припои) или от 180 до 250 °C (бессвинцовые). Это далеко не 400 °C. Почему тогда выставляют высокую температуру?
Что нужно для надежного контакта
Основные критерии:
- Правильно выбрать флюс. Например, для пайки проводов подойдет жидкий флюс. Он лучше всего смачивает провода и позволяет качественнее залудить такие контакты. Низкокачественный флюс быстро вскипает и растекается по плате.
- Использовать качественный припой. Именно припой определяет дальнейшую надежность и прочность соединения. Так же качество припоя может повлиять на работу схемы в целом, из-за шлаков и низкокачественных сплавов могут образоваться помехи в работе электроники и со временем могут появиться трещины.
- Пользоваться проверенным инструментом и оборудованием. Паяльники плохого качества могут нестабильно держать температуру, перегреваться.
- Соблюдать температурный режим. Не перегревать детали и держаться в температурном режиме плавления припоя. Слишком низкая температура и припой будет плохо плавиться, а если слишком высокая – материал будет испаряться, хуже лудить контакты.
- Долгие часы практики, проб и ошибок. Без практики не будет и своего метода пайки.
Эти критерии взаимосвязаны друг с другом. И при плохом выборе комплектующих с материалами, будет такой же результат.
Ошибки во время пайки, способы, позволяющие их избежать
Больше погрешностей при сваривании полимерных изделий появляется при отсутствии опыта. Но и у мастеров тоже случаются ошибки:
низкая точность размеров труб на этапе резки, в результате при соединении частей нет возможности правильно расположить трубопровод, что особенно важно, когда он проходит на участке сложной конфигурации;
изменение положения труб относительно друг друга при стыковке (когда не были учтены допуски), что приводит к увеличению напряжения на шовном соединении;
неравномерный нагрев: полипропилен быстро остывает, пока нагревается одна часть трубы, другая уже холодная, что не позволяет произвести пайку, в результате при повышении давления в трубопроводе нарушается герметичность шва, происходит затопление помещения;
нарушение правил нагрева: не учитывается длительность пайки, остывания, глубина сварки, что также не позволяет обеспечить высокое качество шовного соединения.
Правила, которые помогут предупредить появление ошибок:
- отсутствие зазора между деталями, которые стыкуются;
- выдержка времени пайки, иначе произойдет недостаточный нагрев материала, он не наберет достаточную вязкость, а при перегреве уменьшается внутренний диаметр;
- зона монтажа не более 1,5 м, т. к. иначе увеличится задержка при выполнении операций во время пайки;
- в неотапливаемом помещении полипропилен быстро остывает, чтобы выполнить сварку, необходимо предварительно прогреть воздух;
- нельзя допускать перепад температур между свариваемыми частями трубопровода.
После соединения полимерных изделий их нужно плотно удерживать, не меняя положения
Принимают во внимание длительность пайки – для разных видов труб значение этого параметра отличается. По истечении данного отрезка времени можно отпустить изделие, но не рекомендуется сразу же подавать воду в систему
Необходимо контролировать качество пайки. Стыки на каждом из участков должны быть одинаковыми (допускается минимальная погрешность). Иногда при перегреве внутренний диаметр трубы уменьшается в 2-3 раза. Обнаружить дефект можно только при проверке трубопровода – в данном случае уменьшится напор.
Рекомендации специалистов
Сваривание пластиковых труб требует некоторой сноровки, поэтому, при выполнении сварки впервые, лучше потренироваться на небольших ненужных обрезках труб, прежде, чем приступать пайке трубопровода.
Выбирая аппарат для пайки труб, лучше остановиться на инструменте мощностью 1200 Вт.
Перед сваркой необходимо дать аппарату разогреться до нужной температуры: для полиэтиленовых труб +220 °С, для полипропиленовых +280 °С. После первого включения это займет около 10 минут
На современных агрегатах есть индикатор, оповещающий о готовности инструмента к работе.
После спаивания каждого элемента трубопровода важно очищать насадки от приставшего пластика, иначе он начнет обгорать и испортит внешний вид и функционал последующих соединений.
Чистку стоит проводить деревянными инструментами (палочками, лопатками), так как металлические могут поцарапать насадки, из-за чего на них сильнее будет налипать расплавленный пластик.
При соединение разогретых элементов трубопровода нельзя слишком сильно прижимать их друг к другу, так как размягченная труба деформируется внутри фитинга, уменьшив проходной диаметр, что ухудшит работу всей системы.
Соединять элементы трубопровода необходимо ровно, без прокручивания, так как это может нарушить целостность швов.
Ни в коем случае между спаянными трубой и фитингом не должно оставаться зазоров, шов должен быть абсолютно герметичным.
Рекомендуем ознакомиться: Размеры и виды канализационных труб из ПВХ и переходников для их соединения
Мгновенная стыковка трубы и фитинга
Третья ошибка плавно проистекает из второй. Трубы нужно не только нагреть и спаять, но и дать им остыть.
Во время пайки трубы с фитингом своими руками, нельзя отпускать соединение сразу. Нужно 3-7 секунд держать их плотно друг к другу (время зависит от производителя и диаметра трубы).
Обратите внимание. Если сразу «спаять» стык и отпустить, то фитинг отойдет от трубы на несколько миллиметров. Однако большинство мастеров соединяют стык и сразу отпускают, переходя к другим делам
Стык не успевает окрепнуть. А изделие-то не остыло. Крепление получится слабое. В области, где производится пайка полипропиленовых труб, появляется сдвиг. Пропускающий воду
Однако большинство мастеров соединяют стык и сразу отпускают, переходя к другим делам. Стык не успевает окрепнуть. А изделие-то не остыло. Крепление получится слабое. В области, где производится пайка полипропиленовых труб, появляется сдвиг. Пропускающий воду.
Раструбная пайка
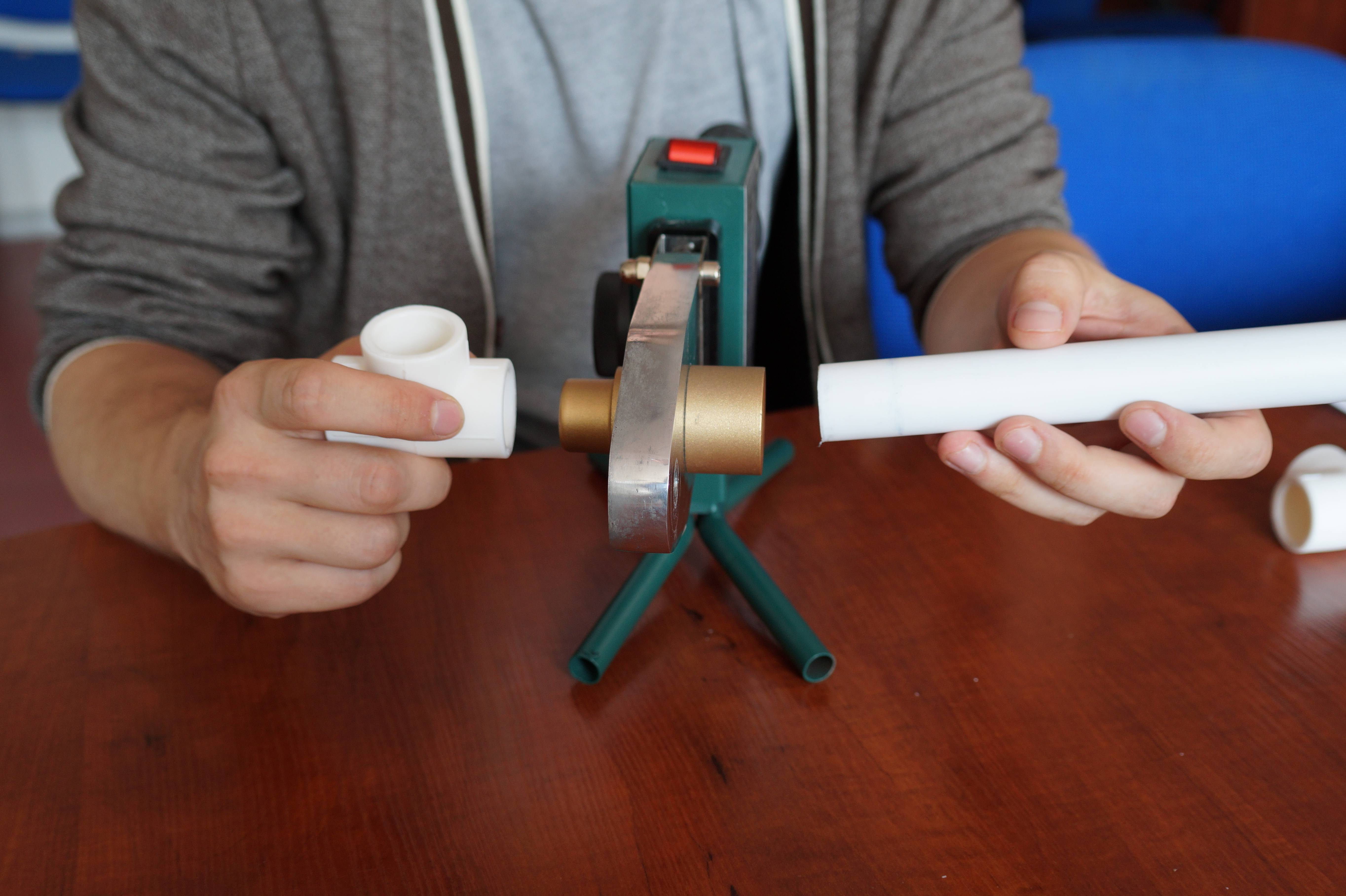
Если диаметр полипропиленовой трубы до 40 мм, то нужно использовать сварочный ручной аппарат с центрирующим устройством и специальными насадками. Аппарат для сварки нужно закрепить и установить специальные насадки, после этого аппарат можно включать.
Сварочный аппарат для выполнения раструбной спайки
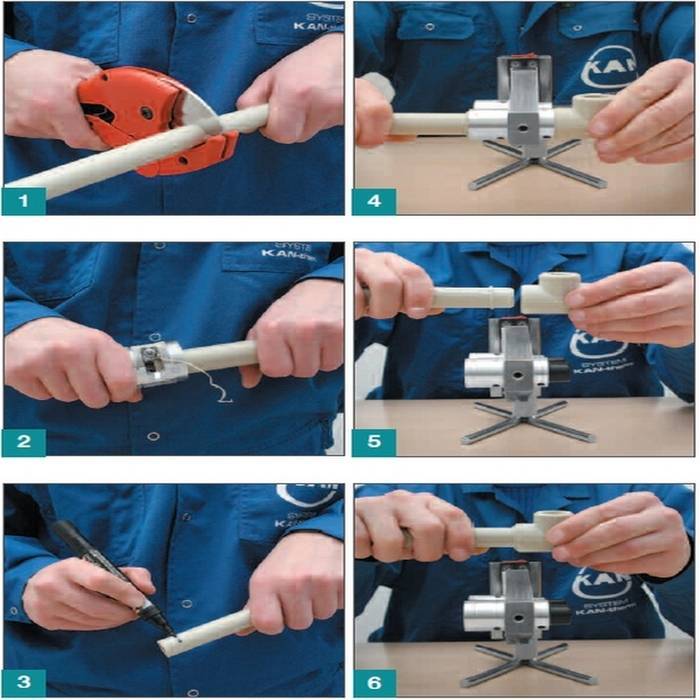
Этапы выполнения раструбной пайки:
- Специальными ножницами отрезаем нужную часть полипропиленовой трубы, у армированной трубы обязательно зачищаем концы.
- Нагреваем аппарат и приступаем к сварке. Работу лучше выполнять в перчатках.
- Саму операцию сварки нужно произвести очень быстро, чтобы не произошла деформация соединения спайки.
- Фиксация элементов спайки. На время нужно исключить любые механические нагрузки.
Лишь соблюдение всех правил сварки даст гарантированно надежное соединение, которое прослужит достаточно долго и не доставит неудобств при использовании систем отопления и водообеспечения.
Виды трубных изделий и соединительных элементов
 Выпускаемые промышленностью трубы подразделяют на четыре типа:
Выпускаемые промышленностью трубы подразделяют на четыре типа:
- тонкостенные PN10.
Применяются при устройстве теплых полов и подачи холодной воды.Идеальный вариант для альтернативных видов отопления частного дома (прочитайте здесь).
Рассчитаны на давление 1 МПа, температуру 450 и 200 градусов соответственно;
- трубы PN16.
Применяются в трубопроводах низкого давления.Максимальное давление составляет 2 МПа, предел температуры – 800 градусов.
Выполняются с внутренним армированием алюминием;
- трубы PN20.
Используются для монтажа трубопроводов горячей и холодной воды, на.Допустимое давление – 2 МПа, температурный предел – 800 градусов, например, при установке смесителей для гидромассажных ванн на борту ванной (подробности написаны здесь);
- изделия PN25.
Применяются при монтаже водоснабжения обоих типов.Армированы алюминием. Максимальное давление – 2,5 МПа, максимальная температура — 950 градусов.
-







Соединение полипропиленовых труб со стальными (написано здесь) осуществляется с помощью фитингов, которые имеют хромированные или латунные резьбовые вставки.
Используют следующие типы соединительных элементов:
- паечная муфта для труб одного диаметра;
- угловые фитинги на 45 и 90 градусов;
- углы тройные и тройники для труб одного диаметра;
- заглушки;
- крестовины;
- углы, комбинированные на 90 градусов;
- тройник, комбинированный с наружной или внутренней резьбой;
- комбинированные гайки;
- угольники для крепежа приборов (идут в комплекте раковин Тюльпан и Волна — написано здесь);
- краны шаровые, с американкой, прямые, угловые.
Как ремонтировать полипропилен в труднодоступных местах
Понадобится паяльник, или как его еще называют утюг с насадками. Существует мнение, что при ремонте трубопровода в труднодоступном месте снимается весь узел. Но можно заменить именно ту часть, которая имеет повреждения.
Работы с ПП не такие сложные, как кажется на первый взгляд. Но проблемы возникают, когда пайка труб происходит в труднодоступных местах. В них нет достаточного пространства. Здесь прибегают к различным хитростям.
- Поверхность необходимо обезжирить. Сделать это можно раствором. Тряпкой или салфеткой такой раствор наносится на поверхность. Затем, когда он подсыхает, можно переходить к следующим действиям.
- Паяльник необходимо разогреть заранее. Рабочая температура составляет 260 градусов. Хорошие приборы, которые дорого стоят, очень быстро достигают такой температуры. Буквально за пять минут. Более экономичным моделям паяльников на этот процесс понадобится 10-15 минут. Перед разогревом устанавливают насадки.
- Когда инструмент разогрет, вставляется конец трубопровода и фитинга одновременно в насадки. После нагрева происходит их стыковка. Какое-то время нужно подождать, чтобы все «схватилось».
- Таким же образом спаиваем все остальное. Бывают ситуации, когда нет возможности нагреть оба края одновременно. Тогда берем внутренний фитинг, и нагреваем его подольше.
Бывает так, что необходимо заменить участок повреждения. Тогда его предварительно вырезают секаторами ножницами. Сделать это можно следующим образом:
- Перекрывается вода, которая подается на поврежденную территорию. Кран для перекрытия всегда есть. А в современных системах водоснабжения перекрывается каждый участок.
- Секаторами ровно, под углом 90 градусов срезаются повреждения.
Технология пайки электро муфтой
Способ применим для конструкций, диаметр которых начинается от 20 мм и выше. Перед началом проводятся подготовительные работы. Затем поверхность зачищается от жира и грязи и происходит непосредственно сварка.
Весь процесс состоит из этапов:
- Проверка оборудования. Перед началом работы проверяется исправность, чтобы неисправности не обнаружились во время сварочных работ.
- Подготовить все инструменты и рабочую площадь.
- Ровно отрезать концы. Обрезка концов трубопровода должна производиться строго под углом 90%.
- Свариваемые края трубопроводов должны быть обезжирены. Сделать это можно с помощью влажных безворсовых салфеток, уайт-спирита, растворителя. Перед свариванием необходимо дождаться пока обезжиривающее вещество испарится. Удалить необходимо и лишний оксидный слой, снять необходимые фаски.
- При сильной деформации, убирается овальность с краев. Делается это гидравлическими зажимами.
- Детали зажимаются в позиционере. Это придает им устойчивость. При охлаждении движение исключено, значит, обеспечено ровная спайка друг с другом.
- Сварка электро муфтой.
- Охлаждение сваренного.
- Снятие всех креплений и протирка от грязи. Возможно зачистка торчащих частей материала.
Переходная муфта американка
Придуманный в США классический фитинг с гайкой называется «американка». У него есть много преимуществ. Главное из них это, что для работы с ним не требуется много пространства. Поэтому на сложных участках при работе с полипропиленовой трубой используйте американку.
- Легко устанавливается, снимается, можно оперативно с ее помощью перекрывать участки для частичной замены.
- Обеспечивает хорошую герметичность.
- Возможна установка таких фитингов в труднодоступных местах.
У американок много разновидностей, они отличаются не только размером. Бывают фитинги с наружной, внутренней резьбой, смешанные. Могут быть изготовлены американки из разного материала. Такие изделия делаются из латуни, стали, других металлов. В одном изделии могут применяться разные металлы.
Изделия по назначению могут отличаться. Бывают муфты представляющие собой двухсторонний фитинг. Изготавливают тройники, крестовины, заглушки, переходники разного диаметра.
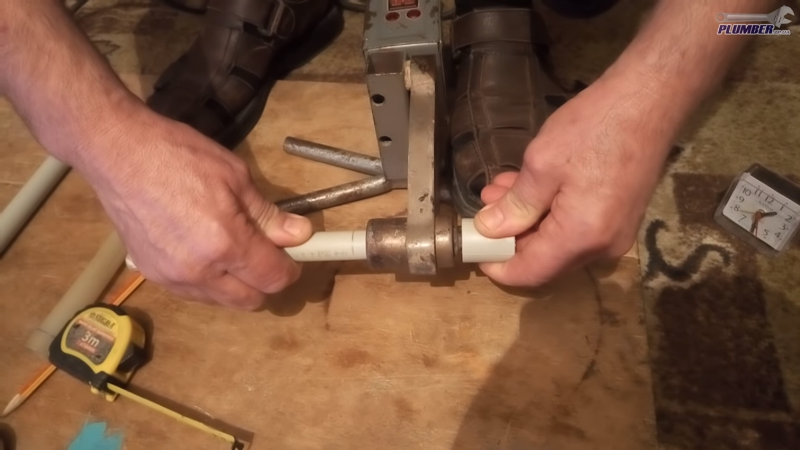
Не соблюдение времени нагрева трубы
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.
Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.
Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
Муфта-американка для полипропиленовых труб
Муфта-американка представляет собой соединительную муфту с накидной гайкой. Конструкция такой муфты может быть разной (внутренняя резьба, внешняя, переходник на другой диаметр), но она всегда имеет две разные стороны – одна полипропиленовая, другая с металлической резьбой.
Соединять детали муфтой-американкой удобно в труднодоступных для обычного монтажа местах и в узлах, которые требуют периодической разборки.
Технология соединения муфтой следующая:
- полипропиленовая часть сваривается по классической технологии,
- резьбовое соединение закручивается при помощи цилиндра с выборкой под зацепы. Применение шестигранника не всегда удобно, разводной ключ при зажиме часто съедает выступы,
- на резьбе используют паронитовые, резиновые прокладки или герметизирующую пасту (нить).
Что выбрать — пайка полипропиленовых труб или соединение металлопластиковых труб
Для организации систем водоснабжения и отопления, сейчас широко используются полипропиленовые и металлопластиковые трубы. Они надежны, безопасны, долговечны, обладают действительно превосходными температурными, гигиеническими и гидравлическими характеристиками.
Металлопластиковые трубы в своей конструкции состоят из пяти слоев: пластик, связующий клей, алюминий, снова связующий клей и слой пластика. Каждый из слоев имеет свое определенное предназначение, в целом же они обеспечиваются высокие технологические показатели.
Пластик в конструции используется особой модификации, изготавливаемый по специальной технологии, и отличается высокой прочностью, химической стойкостью, не окисляется, не способствует отложению солей и биологическому нарастанию. Материал способен выдерживать высокие температуры и не терять своих свойств.
Алюминиевый слой расположен между слоями пластика и тем самым полностью изолирован от воздействия всех факторов внешней среды. Толщина алюминия колеблется в переделах 02-03 мм. Материал для данного слоя, также изготавливается по специальной технологии, которая позволяет металлу, сохраняя прочность, приобретать высокую эластичность.
Клеевой слой между материалами обеспечивает высокую степень соединения алюминия и пластика, придает трубам дополнительную гибкость, прочность и температурную стойкость.
Максимальной рабочей температурой данного типа труб является +95°, но они могут кратковременно выдерживать и +130°.
Осуществляя соединение металлопластиковых труб, следует применять фитинги из латуни, бронзы или пластика. Они оснащены штуцером определенной формы с резиновыми колечками, который вставляется в трубу. Плотная стыковка достигается пресс-соединением или обжимным соединением.
При обжимном соединении гайка специальной формы накручивается на наружную часть фитинга. При таком способе не требуется специальный инструмент, оно просто в сборке, является сборно-разборным, однако требует обслуживания и поэтому используется для наружных соединений.
Пресс-соединение осуществляется при помощи специального пресса с насадкой. Такие соединения являются неразъемными, не нуждаются в обслуживании и используются, в основном, в недоступных местах (в стяжке пола, штукатурке и тому подобное).
Оба способа соединения являются очень прочными и устойчивыми на разрыв. К недостаткам можно отнести то, что фитинги несколько уменьшают диаметр просвета трубы.
Полипропиленовые трубы, в отличие от металлопластиковых, имеют высокую степень текучести и через некоторое время могут изменить свою форму – для этого достаточно даже их собственного веса.
Материалом для таких труб служит полипропилен особой модификации, который обладает хорошей термостойкостью и прочностью.
Используют полипропиленовые трубы только внутри помещений и крепление их к основе производят через каждые 0,5-0,6 м.
Несмотря на свою текучесть, такие трубы довольно жесткие на изгиб и при монтаже могут загибаться только на большой радиус, поэтому для осуществления поворотов требуется использование фитингов, а это, в свою очередь, несколько затрудняет и удлиняет процесс монтажа.
Эксплуатация полипропиленовых труб возможна только в тех случаях, когда температура теплоносителя не превышает +70°, кратковременно могут выдерживать температуру +90°.Такие трубы, также долговечны – срок эксплуатации не менее 50 лет.
Для соединения используются фитинги из полипропилена, процесс соединения проводится методом диффузионной сварки и называется «пайкой».
Осуществляется пайка полипропиленовых труб при помощи специального паяльника, который разогревается до температуры +270°. Одновременно нагревается конец трубы снаружи и фитинг изнутри, затем труба вставляется в фитинг и через несколько секунд происходит соединение элементов посредством сплавления материалов между собой.
Окончательное остывание происходит буквально через полминуты, в течение которых категорически не рекомендуется на соединение оказывать механическое давление.
После пайки, в месте соединения фитинга и трубы, образовывается наплыв, который гарантирует герметичность и надежность крепления. В результате возникает монолитная структура, обладающая целым рядом достоинств: прочность соединения равняется прочности самой трубы, а проходное сечение трубы в этом месте не уменьшается. Сам процесс пайки очень прост и доступен, а стоимость фитингов очень невелика, что, в целом, значительно удешевляет всю систему.
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации — нам интересно ваше мнение
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).










Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
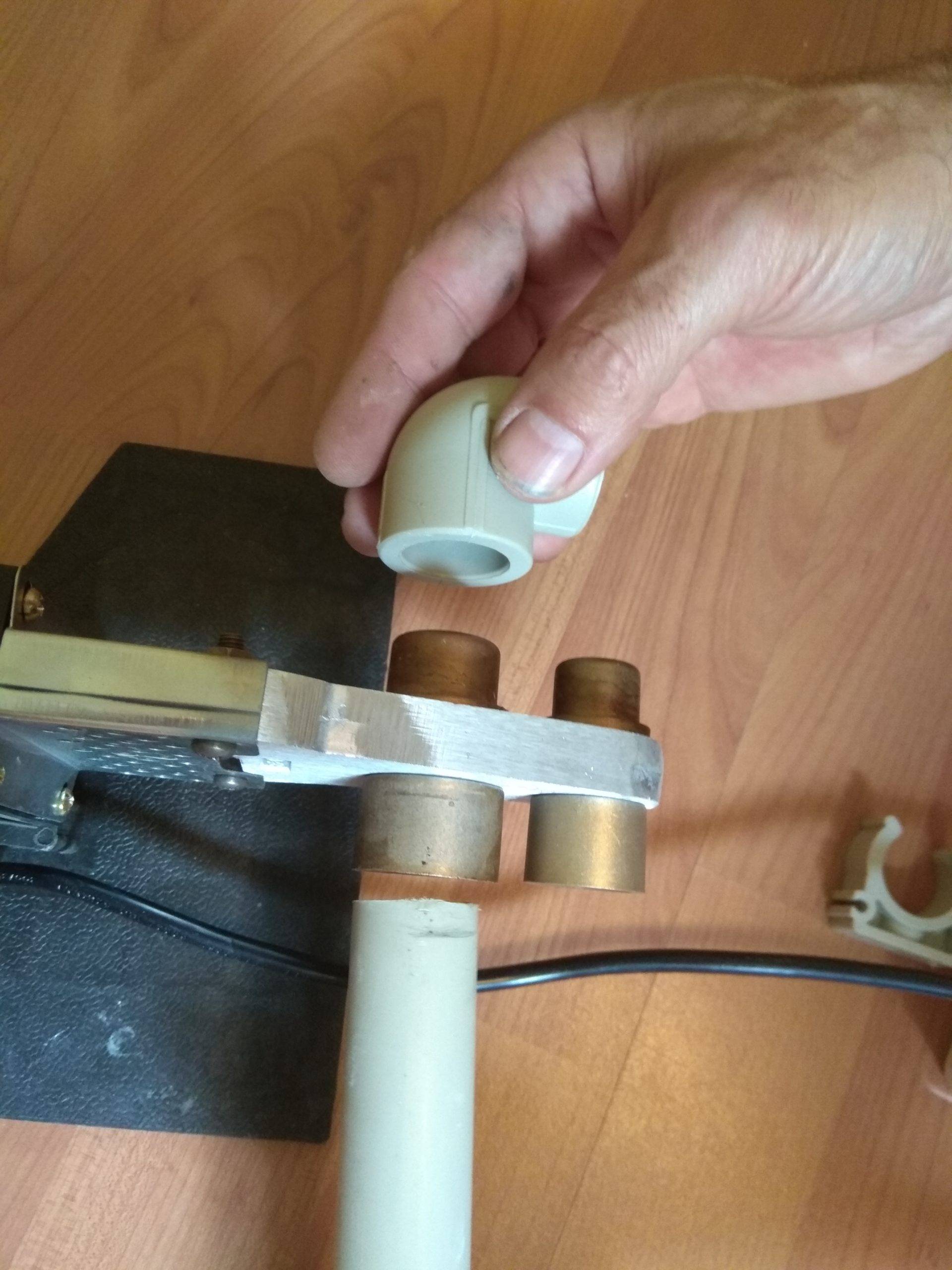
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Рекомендации как паять полипропиленовые трубы
Прежде чем приступать к паяльным работам, следует внимательно изучить технологию, необходимые инструкции, научиться пользоваться паяльником, чтобы снизить риски неисправимых ошибок.
При пайке труб необходимо помнить, что это часть пайки трубопровода, поэтому работы следует начинать с их наиболее сложного шага – разметки.
Именно разметка подскажет, как ровно паять полипропиленовые трубы. Хорошо, когда разметку выполняет специалист, знакомый с чертежами трубопроводной системы, и представляющий реализацию чертежей.
Резка труб
Прежде чем отрезать трубы, меряют интервал между фитингами и к полученному расстоянию прибавляют 3 см. После этого аккуратно, под прямым углом режут трубу специальными ножницами.
На трубу надевают фитинги, маркером отмечая на ней глубину, тем самым нанося на изделие поперечную отметку. А продольная даст возможность состыковать трубопроводные элементы по осям.
Пайка полипропиленовых труб
Сначала следует включить паяльник и в его отверстие вставить насадку нужного диаметра. Используя терморегулятор, необходимо установить оптимальную температуру пайки.
Рекомендуемая величина:
- 260°С – для полипропиленовых труб,
- 220°С – для полиэтиленовых.
Паяльник прогревают за 10-20 минут. О готовности к работе можно узнать по индикатору нагрева.
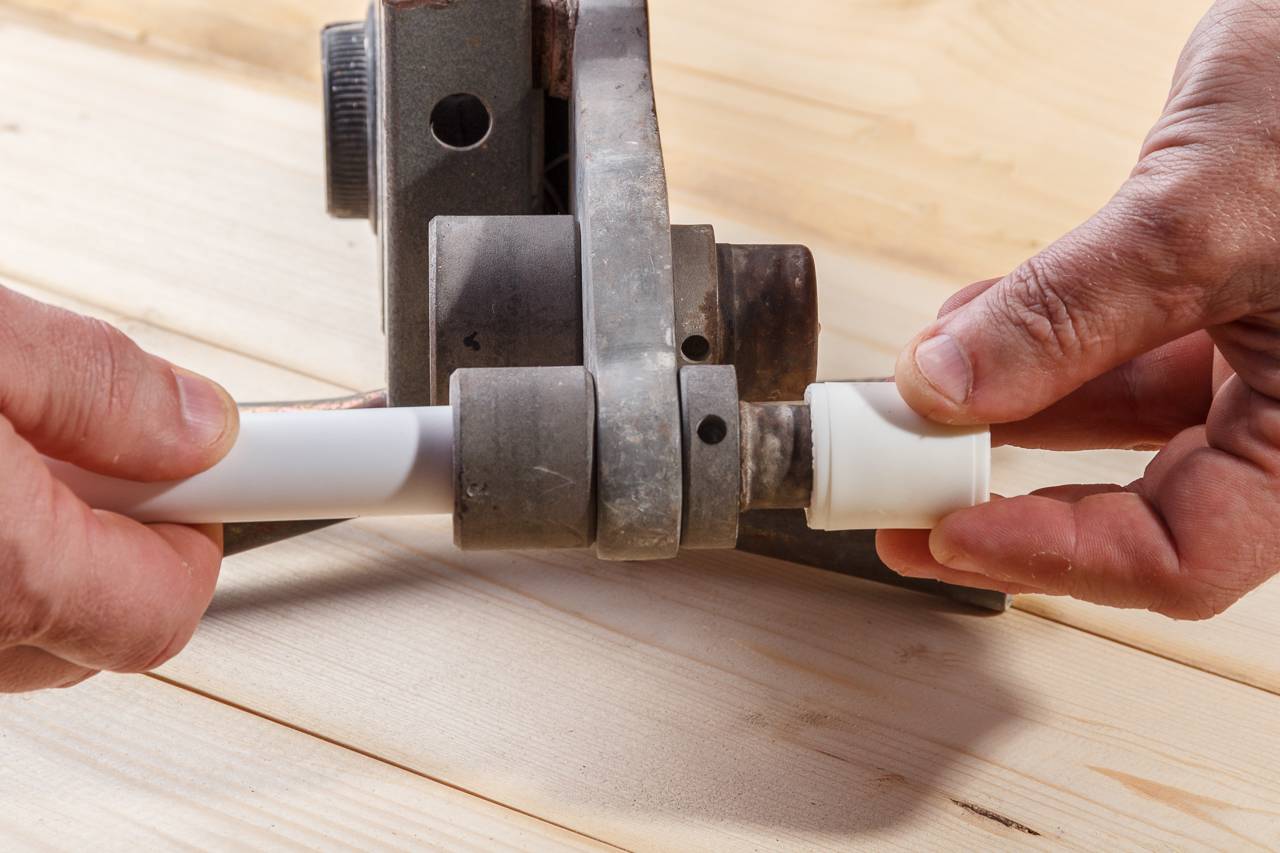
Далее на насадку паяльника в умеренном темпе надевают элемент трубопровода, который нужно нагреть. Его греют в течение необходимого по технологии времени и быстро снимают с насадки, придерживая паяльник, если это необходимо.
Сколько паять полипропиленовые трубы? Как правило, полипропиленовая труба остывает секунд за 8-10, а значит, работать нужно довольно быстро. С помощью насадки за раз можно прогреть два элемента – параллельно по внешней и внутренней поверхности.
Нагретый элемент надевают на трубу, совмещая поперечные и продольные отметки. После этого убеждаются в качестве соединений
Важно, чтобы по внешнему виду паяльный шов был ровным
Для качественного соединения лучше паять трубы в течение времени, указанного в технологических таблицах.
В ходе работ следует пользоваться защитными перчатками. Работать с полипропиленовыми трубами необходимо внимательно и терпеливо.
Паяние труб несложный процесс, но весьма ответственный. Если вы хотите лучше понимать, как паять армированные полипропиленовые трубы, видео на этой странице поможет вам разобраться в технологии паяльных работ.







Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:




