Нюансы сварки труб из полипропилена
Элементы сварочного аппарата
- Одним из основных требований при сварке полипропиленовых труб, которое зачастую игнорируется, является обезжиривание поверхностей свариваемых элементов. Конечно, сварку можно производить и без него, однако качество соединения будет куда ниже.
Прежде чем начать процесс, торец трубы и внутреннюю поверхность фитингового элемента следует протереть спиртом. Это также способствует удалению мелкого абразива и частиц пыли с поверхности, которые негативно влияют на целостность тефлонового покрытия насадок сварочного аппарата.
Перед непосредственной установкой, поверхности насадок также требуют осмотра и обработки спиртом для предотвращения налипания расплавленного пластики, при последующем механическом удалении которого тефлон может быть поврежден.
- Разметка глубины посадки полипропиленовых труб является не менее важным моментом, который должен быть учтен во время сварки полипропиленовых труб.
Фитинги различного калибра предполагают разную глубину сварного соединения. Это значит, что перед сваркой труб необходимо измерить глубину с помощью штангенциркуля или линейки.
При этом не будет совершена ошибка с введением трубы в отверстие соединяемого элемента глубже положенного. Иначе, может быть сужено сечение проходного отверстия или же вовсе запайка трубы.
- Как правило, проведение разметки труб является весьма хлопотным занятием. Глубину посадки элементов профессионалы определяют на глаз, однако такой опыт возможен лишь впоследствии продолжительной практики и не для каждого.
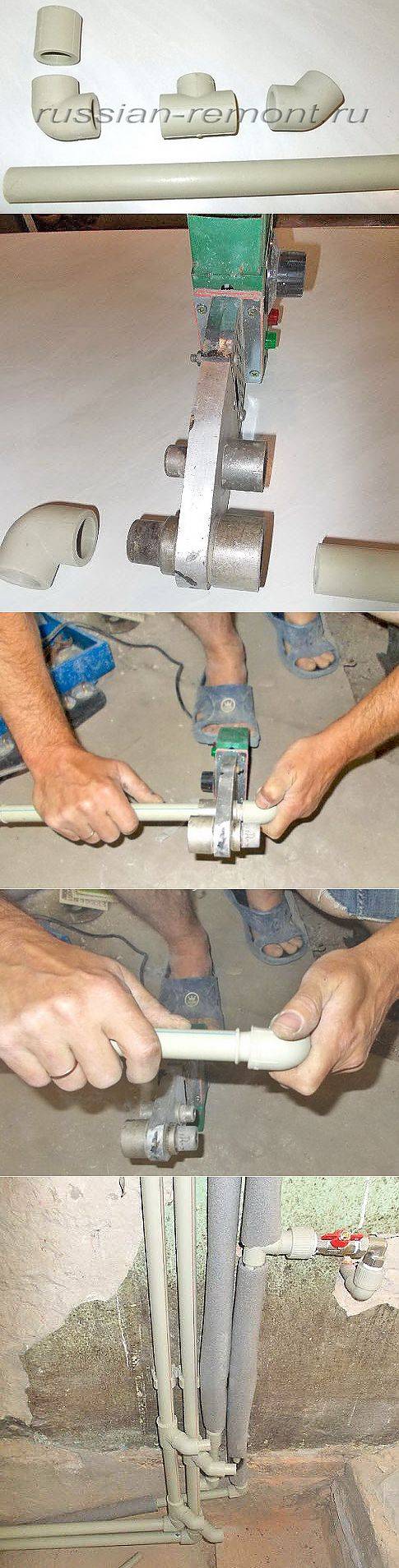
Для облегчения задачи часто изготавливают специальное приспособление, которое позволяет не только облегчить процесс замеров, но и сэкономить время. Такое приспособление для трубы 20 мм в диаметре делают из отрезка трубы 32 мм в диаметре.
При глубине посадки 20 миллиметровой трубы в 15мм, необходимо отрезать от 32 миллиметровой трубы кольцо 15 мм в ширину. Кольцо может быть применено для точной отметки линии, означающей глубину посадки, что весьма удобно при надобности сварки большого числа элементов между собой.
Разметочное кольцо может быть модернизировано приклейкой пластикового или картонного дна, что сведет сложность процесса разметки до минимума. Подобные кольца могут быть изготовлены для полипропиленовых труб всех диаметров, кроме наибольшей.
Обычно пайка полипропиленовых труб своими руками производится одним человеком на столе или полу. Но порой при сборке трубопровода возникает необходимость сварки труб на месте установки. Тогда без еще одной пары рук просто не обойтись.
Помощник при этом должен быть ознакомлен с тем, как правильно сваривать полипропиленовые трубы.
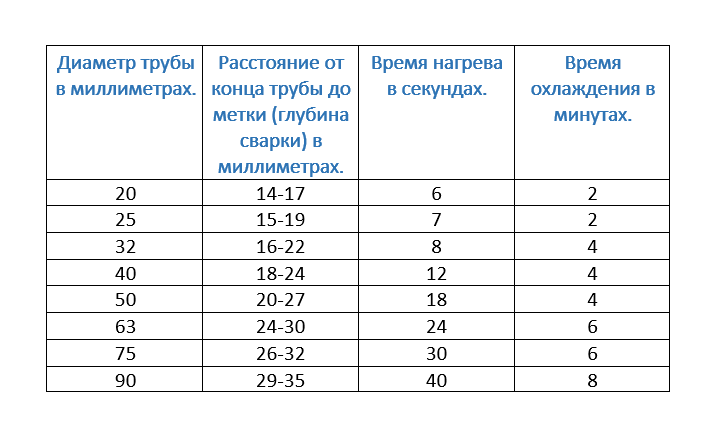
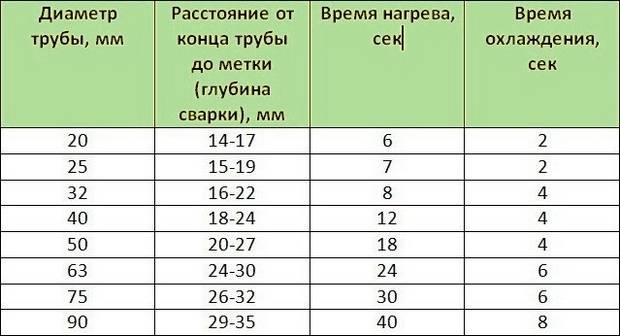
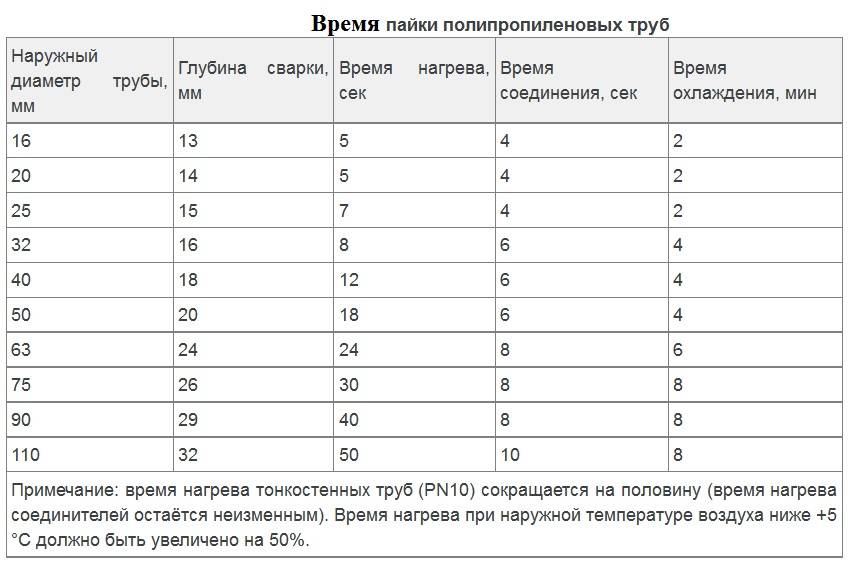
В процессе сварки труб из полипропилена ни в коем случае нельзя медлить. Нужно строго соблюдать время нагрева соединяемых элементов, которое указано в соответствующей таблице для каждого диаметра, в особенности, когда сварка производится на месте установки, и не представится возможности проверки качества соединения.
Наиболее распространенной оплошностью является перегрев деталей, вследствие чего происходит сужение сечения трубы.
Материалы для пайки труб без паяльника
Рассматривая возможные способы как спаять пластиковые трубы без паяльника, нужно помнить о том, что нужно для них использовать. Одним из основных инструментов здесь становится газовая горелка
Она может работать на разных видах газа, что важно при пайке, так как у каждого из них своя температура горения, что влияет на скорость работы, толщину трубы и другие параметры. Газы с больше температурой горения подойдут для труб большего диаметра. Газовый баллон должен подключаться надежно, чтобы не было проблем с безопасностью
Это же относится к исправности работы горелки
Газовый баллон должен подключаться надежно, чтобы не было проблем с безопасностью. Это же относится к исправности работы горелки.
Особенности пайки полипропиленовых труб без паяльника
Если предстоит работа по спайке и человек не знает, как припаять полипропиленовые трубы без паяльника, то ему следует действовать по простой инструкции. Здесь существуют следующие основные этапы:
Сначала нужно подобрать трубы одинакового диаметра, чтобы при спаивании не возникало проблем, так как даже разница в несколько миллиметров создает трудности спаивания. Их нужно очистить и подготовить к спаиванию, чтобы не было грязи, жирных частиц и прочих вещей, которые помешают спаиванию. При отмеривании размеров нужно всегда оставлять 2,5 см, которые затем вплавляются в фитинг. Это относится к спайке новых труб, тогда как ремонт старых, если в них появилась трещина или нет необходимости впайки в фитинг, такой процедуры не требуется. Труба и фитинг разогревается при помощи горелки до температуры близкой к температуре плавления
Очень важно, чтобы этот процесс происходил одновременно, так как в ином случае одна из деталей может плохо соединиться с другой. Когда полипропилен начинает доходить до температуры плавления и плавится, в этот момент трубы нужно прижать друг к другу с максимальным усилием, но при этом не нарушив геометрию соединения
На последнем этапе нужно попросту дождаться пока все остынет и тогда уже можно использовать изделие.
При покупке труб стоит использовать детали от одних и тех же производителей, чтобы их состав и размеры полностью совпадали. В ином случае температура плавления у разных деталей будет отличаться, что приведет к проблемам при спаивании. Если нет опыта соединения, то можно просто взять трубы с запасом размера и потренироваться на них, предварительно отрезав заготовки для практики, перед основной работой.
Использование пасты и требования к ней
Паяльная паста представляет собой смесь флюса, смазки и порошка припоя, которая перемешана механическим способом. Ее часто используют, когда подбирают способы как припаять без паяльника какую-либо вещь. Производители выпускают пасты с добавлением серебра, что помогает проводить более сложные процессы спаивания, так как материал становится более податливым.
К основным требованиям к паяльной пасте относятся:
- Склеивающие свойства, которые помогают лучше скреплять детали;
- Быстрое расслаивание при использовании, но при этом она не должна окисляться;
- Паста должна сохранять деформацию и при этом быть вязкой;
- Она не должна оказывать никакого влияния на технические свойства материала, который спаивается;
- После нанесения паста не должна оставлять несмываемых остатков;
- Она должна отмываться обыкновенными растворителями;
- Не растекаться за границы ее нанесения.
Использование паяльной ленты для пайки труб
Паяльная лента часто используется для монтажа проводки. Ее широко применяют в бытовых условиях, так как это удобный и простой для использования способ как можно припаять без паяльника различные детали.
Чтобы спаять что-то при помощи такого способа нужно:
- Зачистить поверхность спаиваемых частей от лишних веществ;
- Обмотать место спайки паяльной лентой;
- После этого нужно нагреть место, где располагается лента до того состояния, когда припой начнет расплываться по поверхности;
- Дождаться пока все остынет и удалить оставшийся флюс.
Заключение
Существует несколько весьма эффективных и проверенных способов, как запять без паяльника полипропиленовые трубы и прочие детали. Несмотря на наличие определенных недостатков, во многих случаях такие методики оказываются более приемлемыми, чем покупка паяльника. Некоторые специалисты используют их как основные способы спаивания, что особенно часто встречается в бытовой сфере.
Сварка и монтаж отдельной части системы трубопровода
При монтаже отдельной части трубопровода (узла/магистрали):
- отмерьте и отрежьте необходимый размер труб;
- сварите цепь на фиксированной поверхности, а потом установите в запланированный участок. То есть сначала паяем узел, а потом соединяем его на весу с другими участками;
- в наиболее труднодоступных местах используйте американки.
Спайка узла на весу
Паяем трубы на весу:
- определите, какая сторона наиболее трудная для спайки на весу и начните с неё;
- первоначально варится труба и соединительный элемент/узел с одной стороны по стандартным меркам, соблюдая установленное время для пайки;
- затем (с другой стороны) разогревается сперва соединительный элемент, причем дольше на пару секунд, а уже после греется труба на пару секунд меньше, чем обычно (по сути вы отдаёте время на разогрев трубы соединительному элементу).
Паять на весу детали сложно, поэтому для разогрева рекомендуется надавливать на элементы подручными средствами (специальными ножницами и т.п.). Лучше для пайки на весу пригласить помощника.








Установка спаянного узла
В первую очередь варится необходимый узел на твёрдой поверхности. Когда он готов, переходим к соединению с уже вмонтированными трубами:
- наметьте карандашом участки среза на работающей магистрали. Не надо вырезать участок под весь фитинг или другой соединительный элемент. Необходимо учесть, что в него будут вставляться трубы (к примеру, кран размером в 10 см, отверстия для соединения с трубами занимают 4 см в общем, тогда вырезать необходимо 6 см трубы);
- разрежьте установленные трубы с обеих сторон специальными ножницами;
- очистите трубы обезжиривателем, высушите от воды;
- зачистьте элементы;
- приступайте к сварке узла. Начинайте с более трудного места.
Паять узел с другими цепями трубопровода сложно, поэтому без помощи вам не обойтись.
Как спаять и установить узел из полипропиленовых труб в штробу — видео-инструкция
Перед непосредственным монтажом, необходимо подготовить штробы. Это выполняется при помощи круга по бетону, установленного на болгарку или других инструментов. Разметьте поверхность, где будут штробы. Надрезы осуществляются на глубину около 2-3 см (учитывайте диаметр трубы) и выбиваются молотком, стамеской, перфоратором и т. п.
- Сварите необходимый узел вне штробы, а потом вмонтируйте в отверстия.
- Для исключения повреждений, ППР трубы можно замотать в строительный скотч, но для полной защиты рекомендуется оболочка/изоляция из вспененного полиэтилена.
- При переходе от металлических узлов, для соединения, используйте переходную муфту или американку.
- Чтобы магистраль не двигалась при расширении труб – закрепите специальными коленными конструкциями (металлическая поверхность с хомутами). Деталь сначала крепится к поверхности стены и прикручивается гайками, а потом фиксируется с трубопроводом.
- Зафиксируйте трубы с помощью клипс или трубного хомута, особенно в наиболее ненадёжных местах.
- Заделайте отверстия.
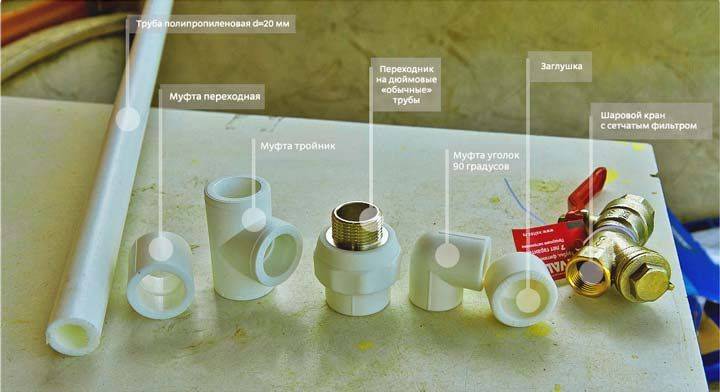
Монтаж отопления из полипропиленовых труб своими руками
Полипропиленовые трубы соединяются при помощи резьбовых или нерезьбовых фитингов. Резьбовые фитинги бывают как разъемными, так и неразъемными.
При монтаже отопления из полипропиленовых труб нужно руководствоваться следующими техническими условиями:
- трубы из полипропилена требуется прокладывать подальше от открытых источников огня;
- если возникла необходимость в установке бака или водомера, лучше использовать резьбовые и разъемные фитинги. Неразъемные фитинги применяют только вместе с гибкими шлангами;
- не допускается использование грязных и деформированных фитингов, а также самостоятельная нарезка резьбы;
- в случае стыковки ровных отрезков либо соединения полипропиленовых труб разного диаметра, нужно использовать муфты;
- чтобы не перегнуть трубу из полипропилена в местах поворота, при монтаже нужно использовать специальный угольник;
- в местах разветвления используются тройники.
Ознакомившись с обязательными условиями проведения работ, можно приступать к процессу монтажа.
Разводка отопления
Как мы говорили ранее, для удобства работы, экономии времени и денежных средств, а также для достижения максимального КПД собранной системы, в проекте необходимо указать расположение следующих элементов:
- уголки;
- муфты;
- отопительное оборудование;
- крепежи.
Трубопровод подходит к батареям снизу или сбоку, и выполняется по одно- или двухтрубной схеме.

Монтаж радиаторов
Прежде чем соединять полипропиленовую трубу с батареей, батарею необходимо предварительно собрать, оснастив необходимыми элементами регулировки, и закрепить на стене.
Монтаж отопительного радиатора производится следующим образом:
Наносим разметку в местах, куда будут установлены батареи. Согласно СНиП, между радиатором отопления и стеной должен быть зазор не меньше 2 см, а расстояние от батареи до пола должно быть 10-15 см.
- Устанавливаем кронштейны для подвешивания радиатора отопления. Для этого вам понадобится уровень, чтобы радиатор висел ровно, и дюбель-гвозди для крепления кронштейнов к стене.
- Далее происходит установка радиатора отопления на кронштейны.
По этой схеме происходит монтаж всех батарей в помещении.
Подключение батарей
Порядок действий при подключении полипропиленовой трубы отопления к радиатору будет следующим:
- Начинаем с крепления к радиатору переходной муфты. Нужно помнить, что для соединения полипропиленовых труб с алюминиевым отопительным радиатором используются специальные муфты, отличающиеся от тех, которыми подключают полипропиленовые трубы к чугунным батареям.
- К установленной муфте подключаем шаровой кран, радиаторный клапан или регулировочный вентиль.
- К данному крану подключаем полипропиленовые трубы.
- Согласно вышеописанным шагам производится подключение выхода батареи к трубе отопления.
Это и есть основные этапы подсоединения труб ПП к радиаторам отопления.
Читайте материал по теме: Как поменять радиатор отопления без ошибок
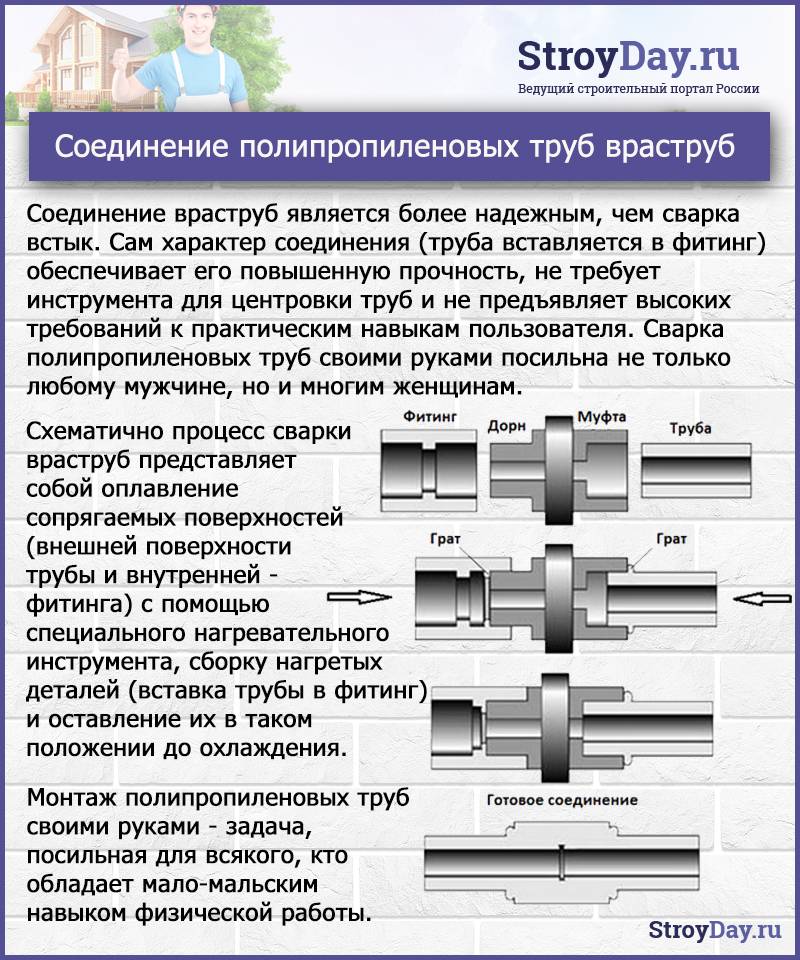
Технологический процесс сварки враструб
Внешний диаметр цилиндрического изделия всегда немного больше номинального сечения. У фитинга, наоборот, внутренний диаметр меньше номинального сечения трубопровода.
Возьмем, к примеру, трубу 20 мм. Настоящий размер ее внешнего диаметра будет находиться в пределах 20,3-20,5 мм. У фитинга, предназначенного для работы с изделием 20 мм, внутреннее сечение составит 19,5-19,7 мм.
Причем средняя часть поверхности муфты будет точно соответствовать номинальному диаметру. Для конусной плоскости берется 5 градусов.
Становится понятно, что если не нагревать фитинги, их не удастся соединить с муфтой.
Когда труба совмещается с горячей муфтой, происходит оплавление наружной части. Наверх выдавливается все лишнее, получается своеобразный валик. Далее нагреваются внутренние слои. Они начинают сжиматься, при этом труба получает возможность попасть в горячую муфту. Аналогичного эффекта удается добиться, когда элемент крепежа соединяется с горячим дорном.
Когда труба совмещается с фитингом, происходит ее упругое сжимание, при этом соединительный элемент начинает растягиваться. Нагретые поверхности сдавливаются, вытесняя воздух. В результате происходит равномерное смешивание расплавленного материала.
Общий технологический процесс соединения труб из ПП враструб имеет несколько последовательных операций:
- резка изделий;
- подготовительные мероприятия;
- установка сварочного аппарата;
- достижение рабочего режима;
- прогрев деталей;
- сборка;
- охлаждение магистрали.
Вручную можно без особых усилий соединить трубу с нагретым инструментом, если свариваются небольшие детали, сечение которых находится в диапазоне 40-50 мм. Чтобы совместить между собой цилиндрические конструкции диаметром, превышающим 50 мм, необходимо воспользоваться специальным центратором, предназначенным для выполнения раструбной сварки.
Так как пайка полипропиленовых труб не представляет особого труда, работу можно выполнить в одиночку.
Чтобы разрезать цилиндрические изделия, применяются специальные ножницы, которые не позволяют сминаться стенкам трубы.
Перед тем как приступить к пайке полипропиленовой продукции, поверхности деталей тщательно очищаются и обезжириваются. Армированные конструкции подвергаются специальной подготовке. Об этом обязательно должны помнить работники, осуществляющие монтаж таких изделий.
Композитные трубы из ПП, которые армированы алюминием, отличаются невысоким температурным расширением. Поэтому система отопления, изготовленная из подобной продукции, не требует установки дополнительных температурных компенсаторов. Только в таких изделиях, армированных алюминием, возможна диффузия кислорода. После попадания воздуха в систему происходит активное насыщение воды кислородом. В результате начинается процесс кавитации вентилей, а также других деталей сооружения из цилиндрических конструкций.
При отсутствии армирующего слоя можно не проводить дополнительной специальной подготовки.
Пайка полипропиленовых труб
Спайка труб из полипропилена несложна, но требует аккуратности и точности в соблюдении немногочисленных технологических требований. Как правильно паять полипропиленовые трубы будет рассказано ниже. Соединение элементов происходит путём раструбной пайки с одновременным нагревом внешней части трубы и внутренней части муфты или фитинга паяльным аппаратом при помощи насадки, соответствующей размерам спаиваемых элементов.
После нагрева до нужной температуры детали снимаются с насадки и быстро соединяются и образуют монолитный узел, проще говоря, сплавляются между собой. Метод называется диффузионным, так как детали после нагрева могут беспрепятственно соединяться. После застывания образуется герметичное соединение. Для качественного правильного соединения элементов трубопровода понадобится провести ряд подготовительных работ.
Технология
Пайка труб из полипропилена заключается в нагреве материала до пластического состояния и быстрого соединения с сильным сжатием. В результате поверхности деталей слипаются на молекулярном уровне. Образуется неразъемное соединение:








- диффузионное;
- муфтовое;
- встык.
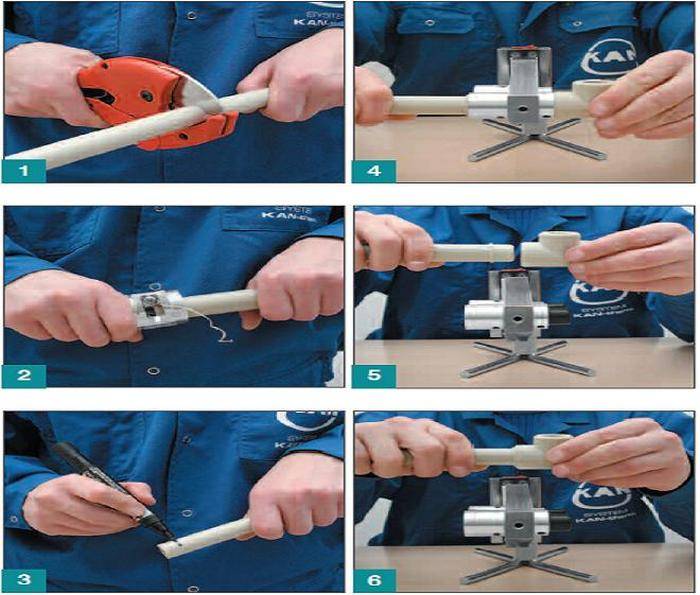
Как правильно паять диффузионным методом – инструкция по шагам
Пайка полипропилена основана на процессе диффузии материала. Для прочного соединения используют фитинги. Пошаговая инструкция простая.
- Трубу отрезать специальными ножницами в размер с учетом ее захода в фитинги.
- Очистить от грязи и обезжирить наружную поверхность трубы и внутреннюю фитинга.
- Обозначить длину соединения на деталях.
- Начиная со второго соединения, нанести на обе детали риски, указывающие линию взаимного расположения. Это делается, чтобы угольник не был повернут в другую сторону.
- Установить на паяльник насадки нужного размера и нагреть его.
- Одеть фитинг на выступающую часть оправки, трубу вставить в насадку до метки.
- Выдержать необходимое время для нагрева и снять детали с паяльника.
- Быстро соединить до упора и удерживать, пока остынут.
При пайке диффузионным методом важно выдержать длину соединения. Если внимательно смотреть, то видно, как нагреваемой поверхности возле края насадки образуется валик
Такой же бугорок есть внутри фитинга. При соединении, торцы обеих деталей упираются в валики. Происходит процесс диффузионного соединения пластика. Основной способ пайки ППР труб при установке отопления в доме.
Места образования валиков для удаления поверхностной пленки надо зачистить мелкой шкуркой непосредственно перед пайкой.
Муфтовый (раструбный) способ

На насадку паяльника вместо фитинга одевают трубу. Затем в расширенное отверстие вставляется конец второй детали.
Муфтовая стыковка удобна, когда стенка многослойная. Наружный полипропиленовый и алюминиевый слой следует срезать. Для этого применяется специальный инструмент – шейвер. После нагрева срезанный выступ должен упереться в торец смежной трубы.
Торцевой
В промышленности применяют торцевой метод пайки ПП труб большого диаметра. Мобильный станок нагревает подготовленные торцы и сильно сжимает их, удерживая до охлаждения. Между разогретыми деталями образуется спайка – однородное соединение без переходной зоны, своеобразная холодная сварка.
Соединение торцевым способом невозможно сделать вручную. Высокие требования к нагреву пластика, большое усилие сжатия без малейшего смещения.
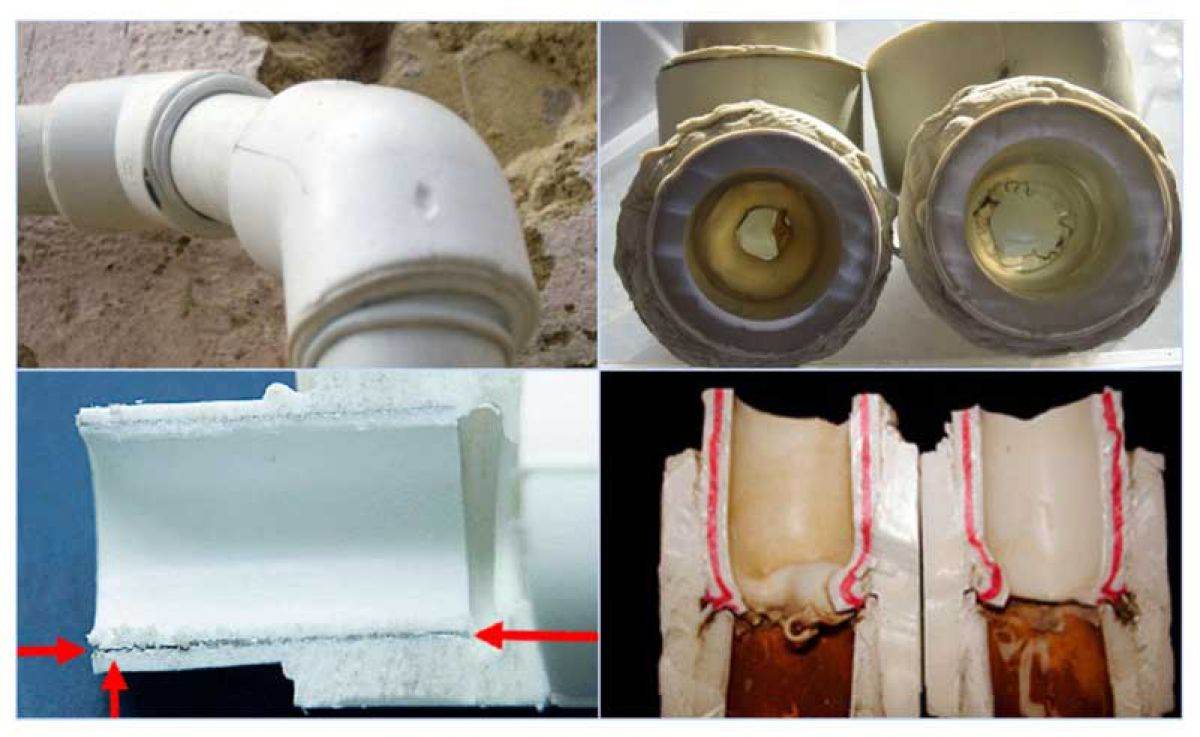
Влияние ошибок на качество сварки
Специалисты отмечают, что самые распространенные ошибки заключаются в пренебрежении требованиями по подготовке труб и по временным нормативам. Часто пропускают обезжиривание, невнимательно относятся к состоянию кромок, чистоте и сухости. Подобные ошибки приводят к нарушению монолитности соединения.
 Распространенные последствия совершенных ошибок во время пайки
Распространенные последствия совершенных ошибок во время пайки
Перегрев стенок полипропиленовых труб приводит к зауживанию внутреннего диаметра узлового соединения. Тоже возникает при чрезмерном сжатии. Произвести зачистку протока, как правило, невозможно. А подобная неисправность наряду с перекосами является причиной разрыва или засорения канала.
В редких случаях ранний выход из строя собранной магистрали обоснован разнородными материалами относительно производителя. Это происходит даже после профессионального монтажа. Причина заключается в том, что каждый изготовитель работает по своей технологии, пользуется своей рецептурой. В результате у труб могут оказаться разные нормы нагревания, фиксации и остывания. Поэтому стоит применять заготовки с фитингами от одного производителя.
Как правильно паять полипропилен – инструкция
Нужно действовать последовательно, в этом случае вероятность того, что будет допущена ошибка, снижается.
Пошаговая инструкция по пайке полипропиленовых трубИнструкция по пайке :
- Подготавливают помещение. Учитывая, что во время пайки высвобождаются токсичные вещества, следует обеспечить эффективную циркуляцию воздуха.
- После нарезки края коммуникаций обрабатывают торцевателем или фаскоснимателем. Делают фаски, это облегчает стыковку труб.
- Материалы обезжиривают: очищают от пыли, обрабатывают уайт-спиритом. Продолжать работу нужно, когда поверхность полностью высохнет.
- Включают паяльник, предварительно установив температуру на требуемый уровень (+260°С).
- Когда загорится зеленая лампочка на корпусе паяльника, можно переходить к пайке. В насадку-гильзу устанавливают трубу, на дорн – фитинг.
- Одновременно прогревают 2 элемента будущего трубопровода: фасонную деталь, трубу.
- Выждав время, указанное в таблице выше, трубу и фасонный элемент снимают с насадок и стыкуют друг с другом. При этом детали нужно удерживать неподвижно. Коммуникации стыкуют до предварительно нанесенной продольной линии. Малейшее смещение еще не застывшего полипропилена приведет к разрушению молекулярных связей. В дальнейшем это может стать причиной появления течи.
Как избежать частых ошибок
Сварка пластиковых труб своими руками для начинающих пользователей – сложный процесс, поэтому рекомендуют практиковаться на обрезках трубопроводов. Перед тем как начать пользоваться паяльником, необходимо изучить инструкцию. Распространенной ошибкой является перегрев линии стыка, когда размягченный пластик частично или полностью перекрывает сечение трубки. При установке переходного элемента необходимо плотно и без перекосов вставить трубу в направляющий канал.
Если перед пайкой не проводится зачистка и обезжиривание поверхностей, то нарушается диффузия пластика. Посторонние вещества создают непроваренные участки, которые не выдерживают эксплуатационного давления или перепадов температур. Шов начинает пропускать воду, для восстановления герметичности магистрали потребуется заменить участок трубопровода. Аналогичные проблемы возникают при ремонте труб, из которых забывают удалить остатки жидкости.
Если производится коммутация труб с алюминиевой прокладкой, то остатки металлической фольги не позволяют сформировать монолитный шов. Имеющиеся пустоты не выдерживают давления воды и начинают пропускать жидкость. При соединении трубопроводов муфтами или встык категорически запрещается совершать вращательные движения. Сдвиг слоев размягченного материала приводит к понижению прочности конструкции. Участки магистрали фиксируются между собой, но в процессе эксплуатации швы разрываются под воздействием перепадов температур или давления воды.
При соединении пластиковых элементов используется инструмент, нагретый до 320°С. Правильный монтаж осуществляется в перчатках, изготовленных из натуральных волокон (например, замши). Не рекомендуется использовать хлопковые рукавицы, которые начинают тлеть при контакте с раскаленным металлом или расплавленным пластиком. Запрещается применять защитные приспособления из резины или прорезиненной ткани, которые разрушаются под воздействием повышенных температур.
Распространённые вопросы и ответы по пайке полипропилена
Можно ли паять трубы одного производителя, а фитинги другого? Безусловно можно, однако хочется предупредить, что и муфты, и трубы следует использовать надлежащего качества. Не
стоит использовать детали безымянных производителей. В непрофессиональных магазинах часто продают трубы разных фирм, а фитинги одни и те же, от безымянного производителя. Я не
рекомендую использовать такую связку. В целом же ничто не мешает спаивать трубы и фитинги разных производителей, с разным армированием или без такового по разные стороны муфты.
Полипропилен липнет к насадкам – что делать? Первым делом нужно проверить реальную температуру на паяльнике — вполне возможно, что она не соответствует
температуре на термостате. Чаще всего расплавленный пластик начинает прилипать на поцарапанные насадки, поэтому их не следует чистить металлическими предметами. Насадку
можно почистить плотной бумагой или картоном, но обычно это не дает долгого эффекта. Если насадка начала активно загрязняться, то самым разумным выходом будет
приобретение новой.
Тем не менее, временно выйти из положения при слишком “липкой” насадке можно. Чтобы не испортить сварной шов и оставить насадку максимально чистой, во время снятия трубы
и фитинга с насадки их нужно немного прокрутить.
Можно ли гнуть полипропиленовые трубы? Гнуть их нельзя, ни при монтаже, ни после. Если существует необходимость изогнуть трубу во время монтажа – то следует использовать обводы или
комбинации из уголков. Справедливости ради стоит заметить, что слабое место у трубопровода на изгиб – это стык трубы и фитинга. Эта точка сопряжения обламывается при некотором
усилии на излом. Чтобы убедиться в этом, достаточно спаят пробную конструкцию из уголка и двух отрезков трубы по 50 см., и попробовать сломать эту “кочергу” руками.
Иногда случается потребность спаять узел с нестандартным углом. Напомню, что ПП уголки встпечаются только двух видов: 90 и 45 градусов, по крайней мере мне другие
не встречались. А что делать, если нужен поворот трубы иного градуса? Существует два известных мне метода:
При помощи двух уголков 45° можно сделать любой угол, изменяя угол поворота уголков относительно друг друга. Недостаток способа в том, что из-за нестандартного
поворота, соединение не будет в одной плоскости.
Второй способ – нарушать соосность трубы и фитинга на нескольких соединениях. Не стоит забывать, что прямолинейность в месте стыка трубы и фитинга не должна отклоняться
более, чем на 5°.
Как спаять полипропиленовые трубы если нет свободного хода? Существуют различные варианты, в зависимости от конкретной ситуации. Это и использование 2 паяльников,
и применение разъемных соединений, и прочее. Однако если монтаж выполняется не на “парадном” участке трубопровода, то самым простым решением будет выполнение обвода. В
самом простом воплощении можно обойтись 2 лишними углами 90 градусов. Весь смысл в том, что если мы не можем раздвинуть трубы по горизонтали, напаяв 2 уголка, мы можем
сварить их между собой по вертикали или в другой плоскости.






Как спаять трубы, если не держит кран? Категорически нельзя производить сварку, если в спаиваемом участке присутствует вода. Если по каким-либо причинам полностью перекрыть
воду не удаётся, нужно остановить её на время сварки. В интернете советуют затыкать трубу хлебным мякишем, но проблема в том, что мякиш тут же выдавливает вновь создающимся
давлением в трубе. Поэтому способ будет работать только тогда, когда есть возможность открыть для выхода воздуха участок до места спаивания. А когда трубы спаяны, мякиш легко
выскакивает при подаче давления.
Совет: если во время сварки было слышно шипение воды на насадке – узел лучше вырезать и переделать! Уж лучше потратить лишнее время при монтаже, чем исправлять и устранять
течь в будущем, с кучей вылезших проблем!
На этом фото видно, что у фильтра откручена заглушка и оттуда по тряпочке стекает лишняя вода. А в месте спаивания заткнут хлебный мякиш.
Благодаря открытому фильтру, у нас было чуть больше минуты, чтобы успеть совершить пайку, пока вода не выдавит мякиш.
Собственно на этом предлагаю закончить изложение информации. Планирую со временем расширить список распространённых вопросов о пайке полипропиленовых труб.
<?php echo rating_bar(’26id’,5); ?>
Методы соединения
Пластик — это термопластичный полимер, который размягчается при нагревании. Если после разогрева, соединить две детали из этого материала равномерно между собой, произойдет процесс полифузии — взаимопроникновение материала.
Существует два способа соединения труб из полипропилена:
- Пайка встык. Технологический процесс, при котором две трубки соединяются между собой точно по внешнему, внутреннему диаметру.
- Муфтовая спайка. Для изготовления прочного соединения применяется отдельная деталь. Разогревается внешняя сторона трубки, внутренний диаметр муфты. Детали соединяются между собой.
Свойства полипропилена
Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Изделия для водоснабжения производятся из пластика сорта PPR, имеющего следующие характеристики:
- рабочий диапазон температур от -10 до +90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.
Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Такая конструкция позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.
Кардинальным способом армирования полипропиленовых изделий является установка металлического слоя. Для этого используется алюминиевая фольга в виде полосы.
Она по винтовой линии наматывается на заготовку по слою клея, поверх металлической фольги наносится второй клеевой слой. Наружная обечайка изготавливается из того же полипропилена.
Такие продукты пригодны для использования в водопроводах с повышенным давлением до 6 атмосфер.




