Пайка без паяльника
Перед началом рабочего процесса необходимо подготовить место соединения. Нужный участок трубопровода обрезается и зачищается. Удобнее всего для этого использовать абразивную бумагу или наждачку средней жесткости. После срез затирается спиртом для обезжиривания и оставляется на пару минут для просыхания.
Очень важно соблюдать ровность среза. Угол должен быть либо 90 градусов, либо 45 в зависимости от типа пайки (в муфте или паяльником)
Рассмотрим оба варианта.
Пошаговая инструкция, как паять канализационные полипропиленовые трубы диаметром до 63 без паяльника (муфтой):
Участки трубы обрезаются под острым углом 40 градусов, обрабатываются и центрируются в муфте. Это очень ответственный процесс, если неправильно установить коммуникации, то запаять их будет очень сложно;
- Когда труба установлена, на один её конец надевается фитинг который будет служить соединяющим элементом, а в него продевается второй отрезок. На полученное соединение надевается электромуфта с мощностью 1800 Вт;
- Внимательно изучите параметры нагревающего устройства, чтобы не передержать соединение. В противном случае, как мы говорили выше, придется снова обрезать трубу, что не всегда возможно;
- После нагрева аккуратно отключите муфту. Используя разжимные приспособления, снимите её с трубы и поставьте полипропиленовую коммуникацию на охлаждение. Во время остуживания молекулы пластика снова принимают твердую форму, так завершается процесс диффузии – соединения.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
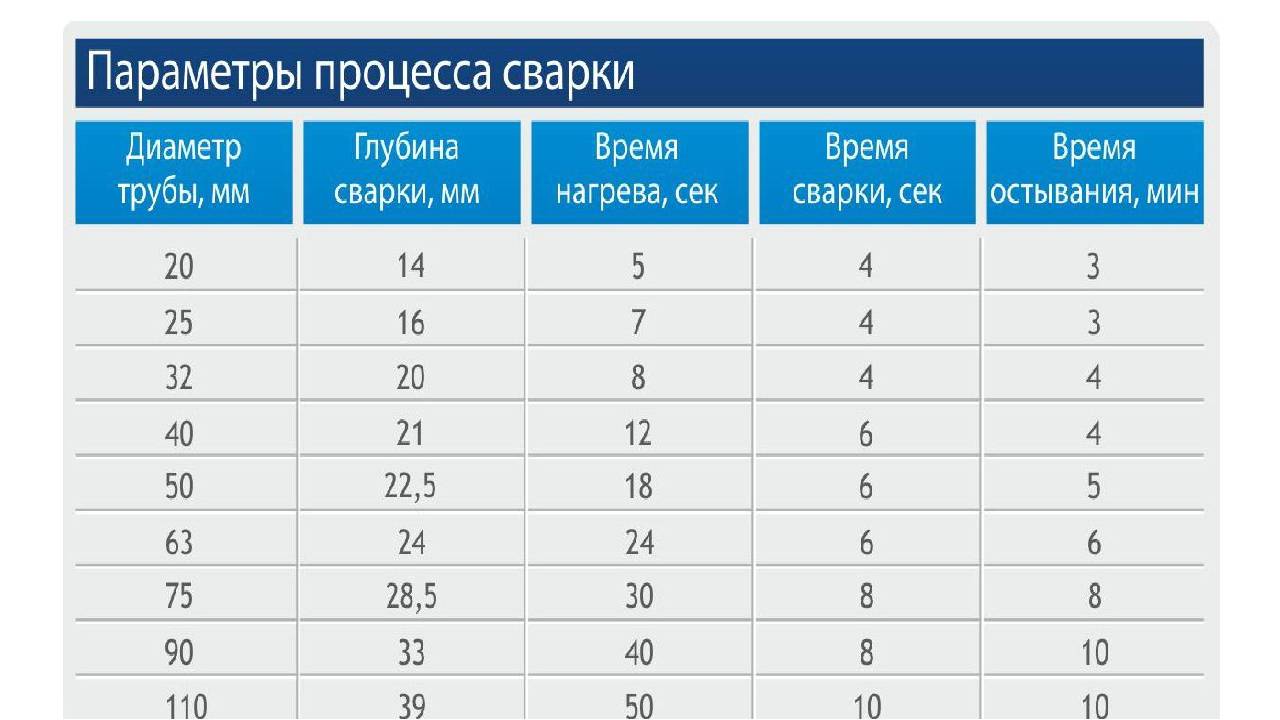
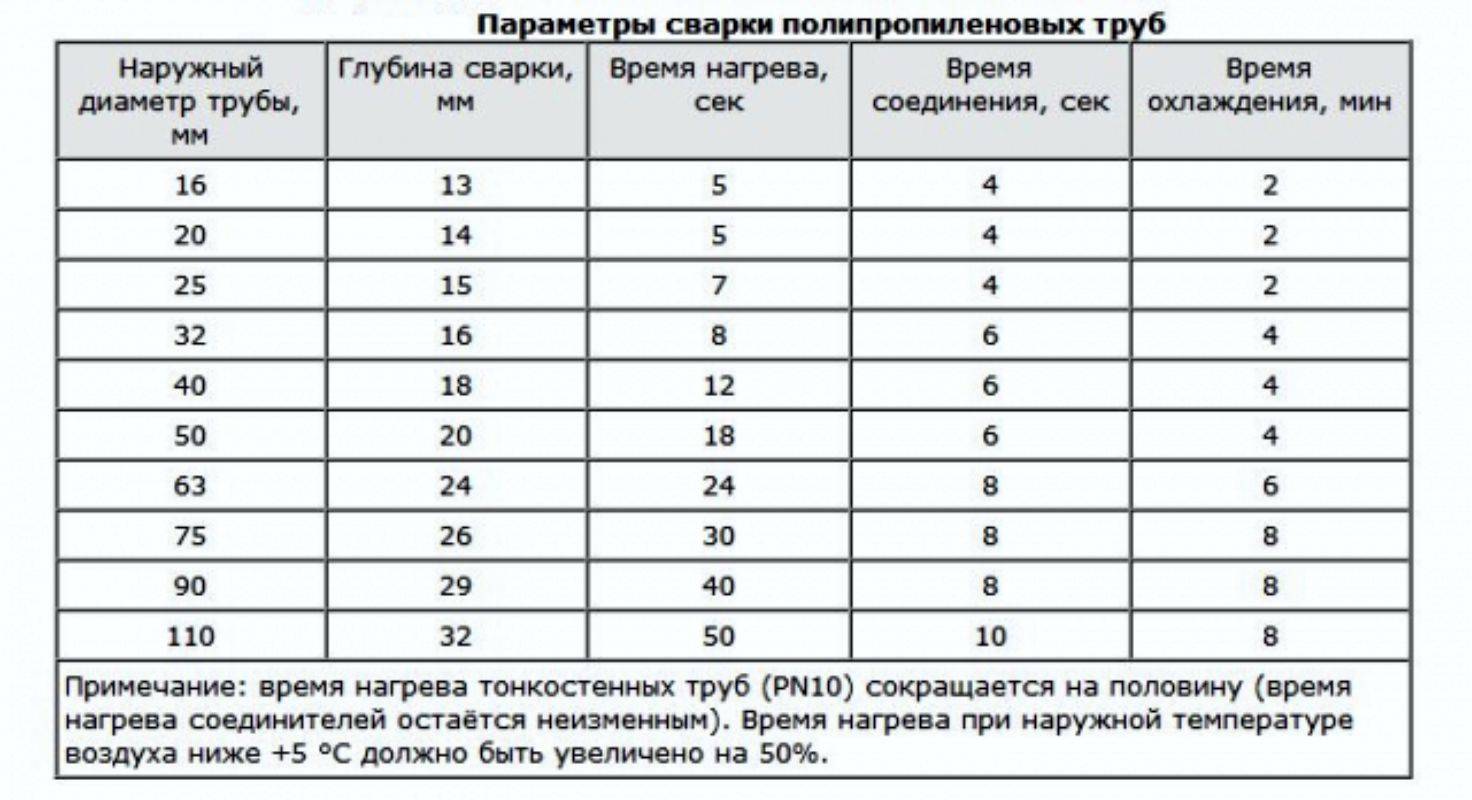
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.

Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
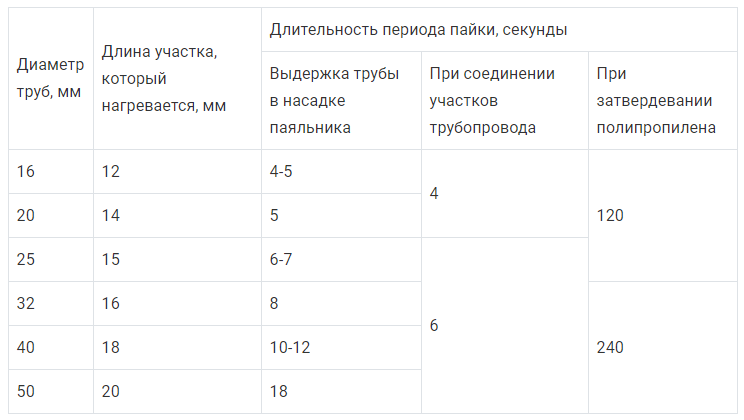
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
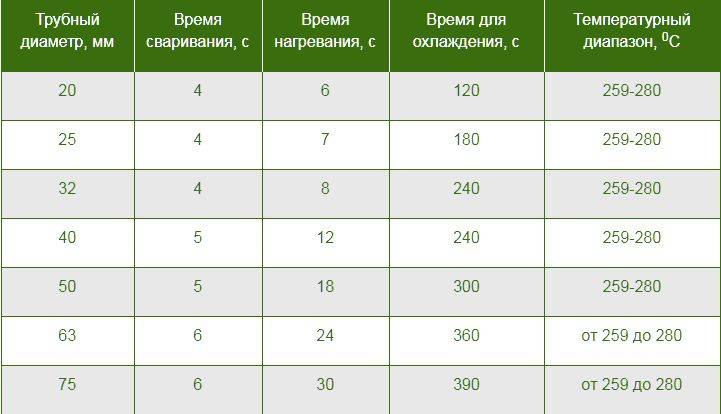
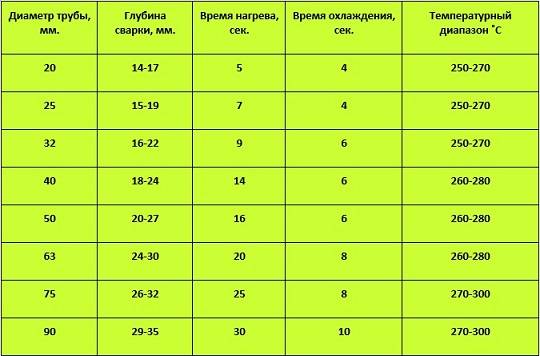
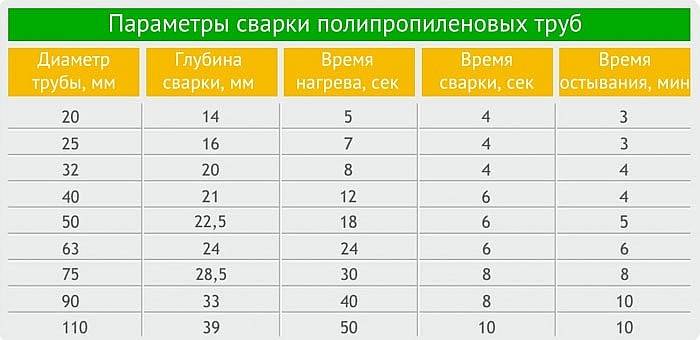
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Как выбрать насадки
Подбирая нагревающие насадки, необходимо учитывать диаметр соединяемых труб и другие важные моменты:
- прочность;
- насколько хорошо сохраняется форма после изменения температуры;
- теплопроводность.
Практически ко всем сварочным аппаратам подходят различные насадки. Это очень удобно, когда необходимо смонтировать сложную магистраль.
Каждый надеваемый элемент имеет два конца. На одном нагревается внешняя сторона детали, на другом – ее внутренняя часть. Все насадки имеют тефлоновое напыление, которое защищает поверхность от налипания расплавленного материала. Размеры деталей находятся в диапазоне 2-6 см, что соответствует распространенным диаметрам цилиндрических изделий.
Правила подбора размера магистрали
Чтобы определить оптимальную величину внутреннего диаметра полипропиленовых труб, выполняют расчеты, используя в качестве базы исходные данные:
- Скорость, с которой движется среда по трубам;
- Норма потребления воды.
Если в качестве объекта выступает частный дом или особняк, то для определения диаметра полипропиленовых изделий, на основе которых будет устроена система водоснабжения, следует воспользоваться формулой:
Д=√((4)-Q-(1000/π∙v))
где v – скорость проходящего потока, м/с (принимается от 0,7…2 м/с);
π – число Пи, равное 3,14.
 Непосредственно на этапе выбора труб для водопровода чаще всего ориентируются на показатель диаметра, равный 20 мм.
Непосредственно на этапе выбора труб для водопровода чаще всего ориентируются на показатель диаметра, равный 20 мм.
Свои особенности расчета диаметра для полипропиленовых труб имеются, если речь идет о многоэтажном доме. Здесь на каждом этапе строительства производится корректировка величины параметра. Причина этого связана с различиями при подведении воды в отдельную квартиру, подъезд, дом, квартал, микрорайон. Основное правило, которое здесь соблюдается: с увеличением нормы расхода воды растет и диаметр магистрали.



При устройстве систем водоснабжения для многоквартирных домов чаще всего используют полипропиленовые трубы, обладающие следующими размерами:
- при устройстве стояков в пятиэтажных зданиях – 25 мм;
- при создании разводки внутри жилых помещений – 20 мм;
- при устройстве стояков в зданиях, предусматривающих 9 и более этажей – 32 мм.
Термостойкость труб из полипропилена
Для лучшего понимания правил работы с каким-либо видом материалов, необходимо знать общие характеристики и свойства самого материала
Первая характеристика труб из пластика, на которую стоит обратить внимание – термостойкость. Изделия из пластика утрачивают свои твердые свойства при температуре 140С, данная цифра зависит от типа трубы
Производители указывают на своей продукции максимальный температурный режим, для которого она предназначена. В среднем этот показатель равен 95С для не армированных труб.

Для отопительных систем и прокладки водоснабжения горячей водой следует обратить особое внимание на тип приобретаемых труб. Высокую термостойкость демонстрируют армированные трубы, сочетающие в себе качества пластиковых и металлических конструкций
Еще один показатель, на который обращают внимание при подборе материала – максимально допустимое в трубе давление. Все эти цифры указываются производителем непосредственно на самой трубе.
Минусы материала
Один из недостатков полипропиленовых коммуникаций повышенная пластичность, делающая его склонным к деформации. В горячем трубопроводе под давлением такие элементы изгибаются и могут “уходить” в сторону.
Решается вопрос просто – достаточно закрепить трубу в нескольких местах у стены. В тех же целях полипропиленовые трубы делают более жёсткими, утолщая стенки, армируя их алюминиевой фольгой или стекловолокном. Таким образом получаются зачистные и незачистные элементы, которые применяют даже в системах обогрева.
Армирование повышает её жёсткость, выносливость к температурным перепадам, высокому давлению в системе, препятствует попаданию кислородных пузырьков в водный напор. Это пагубно сказываются на металлических водонагревательных приборах, ускоряя коррозию.
Немного о процессе пайки
Для сваривания труб и фитингов из полипропилена чаще всего используют метод термической полифузии. Суть его состоит в том, чтобы нагреть свариваемые части до определенной температуры и быстро их соединить. Для разогрева частей используют специальный прибор, именуемый в народе «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
Некоторые производители нагревателей для пайки пластиковых труб устанавливают на один прибор сразу два нагревательных элемента. (Это характерно для недорогих моделей китайского и турецкого производства). Для каждого из них предусмотрен отдельный включатель, и мощности каждого такого элемента хватает для разогрева труб и фитингов конкретного диаметра. Не следует использовать два нагревательных элемента одновременно, чтобы не перегревать пластик, не перегружать сеть и не расходовать лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый в случае поломки первого.
Если прибор для сварки оснащен двумя нагревательными контурами, их можно включать одновременно в начале работы, чтобы быстрее разогреть инструмент. Затем один из контуров следует отключить.
Применение прибора для сварки труб из полипропилена особых навыков не требует. Однако начинающим монтажникам следует немного потренироваться перед началом работы
Разогретый материал труб на некоторое (очень короткое) время сохраняет пластичность. В эти секунды нужно соединить элементы и зафиксировать соединение, одновременно устраняя перекосы. Только по окончании фазы «фиксации», когда материал утратит эластичность, можно положить соединенные трубы на стол.
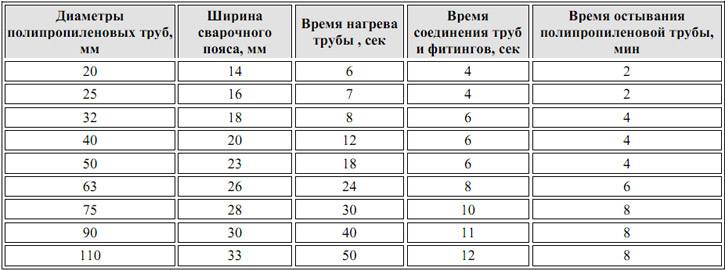
Оптимальной температурой для нагрева полипропиленовых труб считается температура в 260 градусов. В процессе нагрева необходимо прогреть материал трубы достаточно сильно, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следует следить за временем нагрева. В зависимости от диаметра труб оно может составлять:
- 8-9 секунд для труб диаметром 20 мм;
- 9-10 секунд для труб диаметром 25 мм;
- 10-12 секунд для труб диаметром 32 мм и т.п.
Если труба не разогрета до необходимой температуры, соединение будет слишком слабым, со временем там образуется протечка. Перегрев трубы может привести к появлению оплывов и снижению ее проходимости.
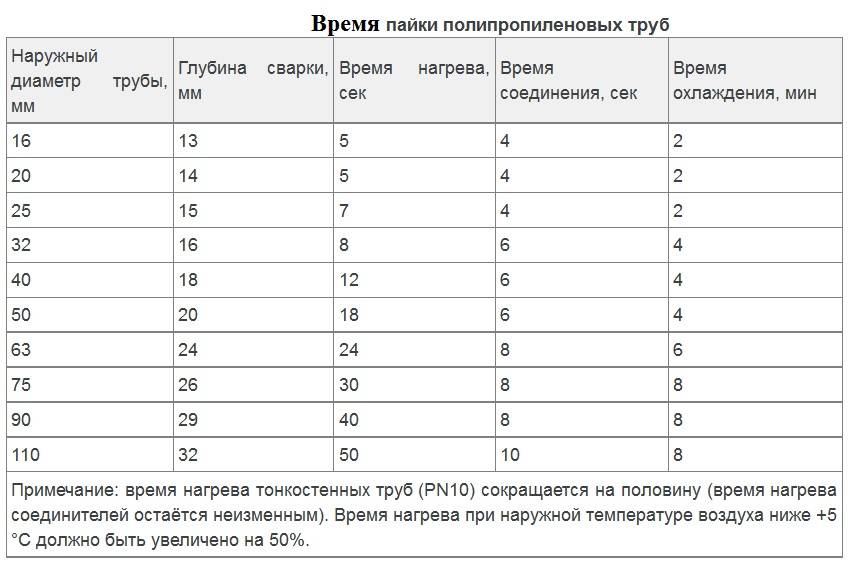
В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
Существуют модели приборов для пайки полипропиленовых труб с рукояткой регулировки температуры или без нее. Возможность варьировать температуру была продиктована скорее маркетинговыми соображениями изготовителя, чем практической необходимостью. Профессионалы рекомендуют выставить температуру правильно (260 градусов) и в дальнейшем ее не изменять, ориентируясь на время нагрева. Поэтому старые модели «паяльников», в которых отсутствует регулятор температуры нагрева, вполне пригодны для качественной сварки полипропиленовых труб.
Трубы прогреты и соединены, теперь важно правильно их остудить. Для завершения фазы «фиксации» необходимо столько же времени, сколько и для нагрева. Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения
Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов
Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения. Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов.
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
- Загрязнения в месте соединения элементов
- Небольшое количество воды, попавшее на материал в процессе сварки
- Длительное позиционирование частей трубы
- Использование неподходящего или некачественного материал
- Несоблюдение правил монтажа и т. п.
Избежать этих ошибок не сложно, если при сварке соблюдается аккуратность, осторожность и высокий профессиональный уровень исполнителей
На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленовых труб встык. Чтобы избежать таких ошибок, необходимо соблюдать технологию монтажа
Это интересно: Столешница для ванной комнаты под раковину: виды, выбор, установка
Частые ошибки при пайке полипропилена
Чтобы не допустить ошибки при пайке полипропиленовых труб, помните несколько нюансов:
- Диаметр не должен слишком различаться, иначе узел не будет полностью герметичным.
- Материал не следует перегревать, иначе нарушится внутренний диаметр, что повлияет на давление внутри сети.
- Детали нельзя передерживать на прогреве, иначе расплавится контактирующая поверхность, и расплавится стенка насквозь, что приведёт к деформации.
- Торцеватель и нагревательный элемент устанавливайте строго перпендикулярно осям.
- Трубы нельзя проворачивать после смыкания, иначе процесс полифузии будет нарушен, соединение труб будет некачественным.
Перед началом работ убедитесь, что у вас есть необходимые элементы, а лучше приобретите заранее материал с запасом, попробуйте спаять часть конструкции для тренировки.
Читайте далее:
Какую высоту полотенцесушителя от пола подобрать – советы по монтажу
Разводка труб в ванной и туалете: схемы разводки труб, основные способы монтажа
Почему гудят водопроводные трубы (рекомендации по устранению причин)
Подробная инструкция по замене стояков холодного и горячего водоснабжения
Пошаговый алгоритм прокладки канализации в ванной комнате: разводка, способы прокладки труб, укладка и подсоединение труб канализации
Технология пайки полипропиленовых труб работаем самостоятельно без бригады сантехников
Любое жилище требует системы отопления. Существуют нетрадиционные технологии, вроде русской печи или обогревателя «булерьян», но это скорее исключение, чем правило.





Традиционные стальные или чугунные трубы практически не применяются. В первом случае – вездесущая коррозия, а чугун требует сварочных работ.
Альтернативный материал – медь. Трубы из этого металла практически вечные, достаточно легко обрабатываются, и обладают достаточной прочностью. Есть и недостаток – высокая стоимость.
То же самое относится к водопроводу. Стальные трубы быстро приходят в негодность, становятся инкубатором для размножения бактерий. С медью также все понятно.
С недавнего времени домовладельцам предложен компромиссный вариант – пенопропилен. Трубы из этого материала имеют продолжительный срок службы, абсолютно равнодушны к коррозии и не притягивают к себе известковый налет.
Пайка полипропиленовых труб своими руками — подготовка
Для начала разберем технологию. Труба и соединительный элемент (хомут, тройник или уголок с внутренним диаметром, соответствующим наружному размеру трубы) плотно входят друг у друга. Место стыка необходимо сделать герметичным. Никакой клей или уплотнитель не подойдет. Технология соединения заложена в свойствах полипропилена.
Точка размягчения (как и точка росы) должна определяться автоматически, или «на глазок»? Вопросов много. Чтобы спайка полипропиленовых труб не отвалилась в первый же отопительный сезон.
Рассмотрим особенности технологии
Подбираем правильную трубу
Речь идет не о размере, а о классификации по температуре и прочности.
- Самый недорогой вариант – PN-10. Тонкие стенки, слабая прочность. Можно использовать для системы «теплый пол» при температуре теплоносителя до 50°С. Также подходит для вторичной сети водопровода (без высокого давления).
- Если вы прокладываете напорную трубу – ее класс должен быть PN-16. Можно использовать в системе отопления при температуре, не превышающей 60°С.
- Следующий класс PN-20 применяется в любых системах, кроме парового отопления. Это самый распространенный вариант труб, но не самый экономный (в плане стоимости).
- И наконец, армирования алюминиевой фольгой труба PN-25. Самая прочная и термостойкая конструкция. Выдерживает высокое давление при температуре 95°С.
Разумеется, характеристики применения несколько условны. Например, вы можете использовать трубу PN-10 для отопления, но срок ее службы сократится с положенных 50 лет, до 5-10. Или трубопровод класса PN-16, разогретый до 90°С, может не выдержать штатного для холодной воды давления.
Температура пайки полипропиленовых труб
Собственно нагрев производится при 255-265°С, это стандарт для большинства труб. Если требуется иная величина – в документации к материалу это будет указано. Главное условие, которое надо соблюсти – это время нагрева, стыковки и остывания. Величина зависит от диаметра трубы.
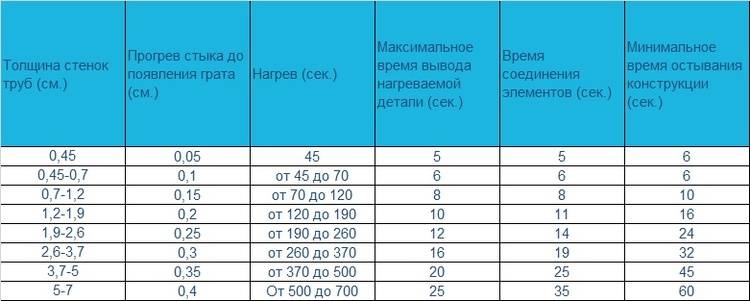
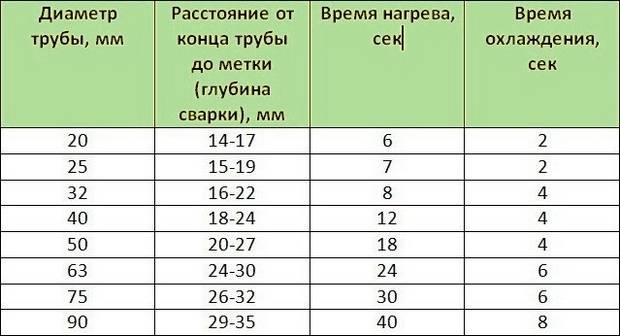
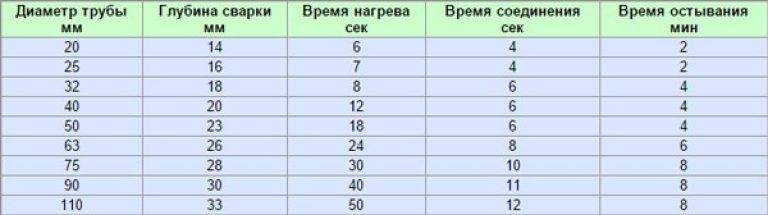
Таблица режимов нагрева
Пояснения к таблице
- Глубина нахлеста, это расстояние, на которое погружается одна труба внутрь другой
- Время разогрева – труба прикладывается к паяльнику с установленной температурой
- Время соединения – насколько долго можно двигать трубы относительно друг друга при стыковке
- Время остывания – набор установленной прочности соединения
- Температура пайки устанавливается с учетом погодных условий.
Выбор паяльника
Существует множество производителей и конструкций. Критерии выбора просты – хорошее дешевым не бывает. И наоборот.
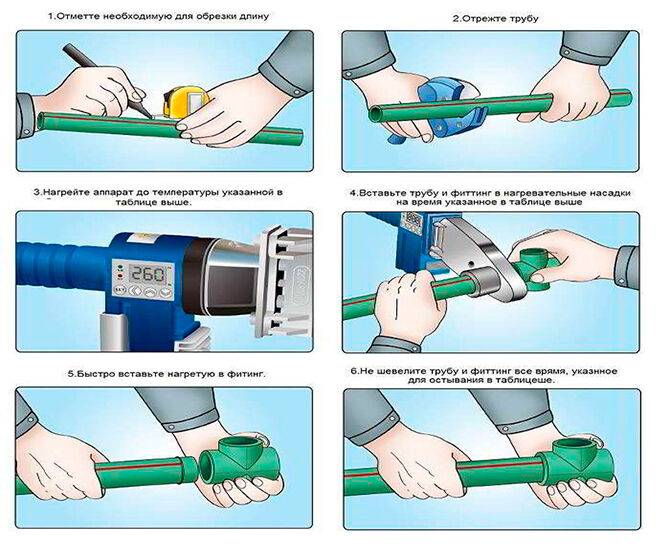
Пайка труб из полипропилена – процесс
- Сначала готовим места соединений с помощью специального инструмента. На поверхности не должно быть никаких заусенцев и раковин. По окончании проверяем трубы, стыкуя их без нагрева. Контакт должен быть плотным, без перекосов. Перед началом нагрева трубы следует очистить от грязи и жирных пятен. Наличие на полипропилене следов смазки, уменьшит адгезию при соединении.
- Затем прогреваем сварочный аппарат (паяльник) до необходимой температуры. Прибор должен располагаться на устойчивом основании, не касаясь стен и мебели нагревательным элементом.
Обвязка полипропиленовыми трубами инструктаж
Обвязка радиаторов может выполняться при помощи самых различных труб, но специалисты рекомендуют использовать полипропиленовые. Шаровые краны для обвязки покупаются также полипропиленовые, они могут быть прямыми и угловыми, этот вариант самый простой и недорогой. Латунная арматура стоит дороже, да и установка ее сложнее.
Обвязка из полипропилена выполняется таким образом:
- муфта с накидной гайкой вставляется в мультифлекс, который легко соединяется с любым выходом;
- сами трубы крепят к стенам на удобной высоте, они не должны плотно прилегать к поверхности, лучше оставлять зазор в 2-3 см. Крепят трубы при помощи специальных скоб, которые к стене фиксируются гвоздями или саморезами.
К радиаторам обвязка полипропиленом может осуществляться и при укладке труб в стену, в таком случае на поверхность они выходят только в местах подключения.
Обвязка радиаторов может выполняться при помощи самых различных труб, но специалисты рекомендуют использовать полипропиленовые.
Крепеж для батарей может быть самым различным, чаще всего это штыревое соединение, которое фиксируется на поверхности стены. Могут применяться и угловые кронштейны, которые также позволяют подвесить радиаторы на необходимой высоте. Для панельных батарей крепеж поставляется в комплекте, для секционных — необходимо покупать отдельно. Обычно для одной секции достаточно двух кронштейнов либо штырей.
Соединение кранов осуществляется таким образом:
- кран разбирается, в радиатор вворачивается штуцер и накидная гайка;
- специальным ключом гайка плотно закручивается.
Как видим, процесс этот предельно простой. Чтобы выполнить подобную работу, необходимо только приобрести специальный сантехнический ключ для американок, без которого просто установить кран вряд ли получится.
Для установки батарей и выполнения их обвязки требуются следующие материалы и инструменты:
- набор специальных ключей;
- уплотнители для резьбовых соединений;
- пакля и резьбовая паста;
- нити для резьбы.
Особенности подключения радиаторов
Монтаж отопления отличается некоторыми особенностями:
- Необходимо соблюдать расстояние от радиатора до подоконника 100 мм. Если зазор между батарей и низом подоконника отличается, то тепловой поток нарушается, эффект отопительной системы будет низким.
- От поверхности пола до батареи расстояние должно составлять 120-150 мм, в противном случае происходит резкий перепад температур.
- Чтобы теплоотдача оборудования была правильной, расстояние от стены должно составлять от 20 мм.
При этом учитываем, что на установку и эффективность радиаторов отопления большое влияние оказывает метод монтажа: под подоконником в открытом виде эффективность системы отопления максимальная — 96-97%, в нише в открытом виде — до 93%, в частично закрытом виде — 88-93%, в полностью закрытом виде — 75-80%.
Отопительный радиатор может устанавливаться при помощи самых различных способов, его обвязка выполняется металлическими, полиэтиленовыми, полипропиленовыми трубами
Важно при монтаже правильно расположить не только трубы, но и сами батареи, выполнить подключение в соответствии со всеми рекомендациями и нормами. В этом случае отопительная система будет работать очень эффективно, не потребует проведения ремонтных работ. Поделитесь полезной статьей:
Поделитесь полезной статьей:
Общие технологические приемы сварки ПП-труб
Перед началом сварочных процессов требуется тщательным образом проанализировать сборочную схему. А также и очередность выполнения соединений. Для этого выполняют эскиз с обозначением основополагающих элементов. После сварки полифузное соединение становится неразъемным. Вот здесь могут возникнуть условия, когда выполнение следующего сварного участка станет невозможным. Это особенно часто происходит при сварке полипропиленовых труб в малодоступных зонах. Поэтому непродуманная схема обвязки, может привести к необходимости демонтажа уже собранных узлов.
В процессе монтажа пропиленовых сантехнических деталей и узлов необходимо учитывать их физические качества — способность значительно расширяться при нагревании. Особенно данное предостережение имеет отношение к ПП-трубам с расширением – 0.151 мм/м*К . По этой причине, перед тем как паять полипропиленовые трубы для отопления с длинными лучами, потребуется разместить на линии специальные технологические устройства – компенсаторы, способные принять на себя нагрузку от такого расширения.
Отсутствие термокомпенсации ведет к серьезным синусоидальным деформациям геометрии труб. В результате чего могут произойти разрывы. А также вырваны крепления, а то и плитки либо штукатурки, при скрытой проводке инженерных сетей. Термическая деформация армированных труб в 5 раз меньше ПП-изделий. В результате чего они являются более предпочтительными для установки в системах теплоснабжения.
Правила крепления трубных конструкций
Основательное соединение между собой участков инженерных сетей из полимеров требует большего внимания, чем для металлических труб. По мере увеличения протяженности таких линий они должны жестко закрепляться на опора. Шаг монтажа и вид опор устанавливаются проектным расчетом в зависимости от площади сечения ПП-труб, и от температуры греющей среды. Несоблюдение рекомендаций по вариантам крепления способно привести к выгибанию линии прокладки трубопроводов, особенно, из-за горячего теплоносителя и гидроударов под вибрационным воздействием давления воды.
Рекомендуемый шаг опор
Стояки водопроводных труб до 32 мм допускается закреплять с промежутком между хомутами до 10 м. В варианте, когда диаметр применяемых труб больше, то разрешенный шаг – 15 м.
Устанавливая варианты крепежа, требуется наблюдать за тем, чтобы они не мешали линейному расширению полимерных труб. Для этого рекомендуется выполнить установку скользящих опор. По контуру устанавливают специальные компенсаторы.
Перед тем как паять полипропиленовые трубы для отопления, необходимо учитывать, что запорные вентиля в ПП-системах теплоснабжения с Ду более 32 мм также должны иметь жесткое крепление. При меньших сечениях труб также предпочтительны такие фиксации, чтобы исключить возможность передачи нагрузок на трубопроводы от установленной арматуры.
Ошибки, недопустимые при пайке труб
Основными ошибками бывают:
- недогрев или перегрев полипропилена;
- нарушение соосности стыкуемых деталей;
- нарушение процесса пайки;
- неправильный выбор материала или размера.
Если нагревать полипропилен больше положенного времени, возникает наплыв пластика внутри трубы, что уменьшает ее пропускную способность. При недостаточной температуре полипропиленовый стык получается непрочный и прослужит короткое время. Если оси стыкуемых заготовок не совпадают, появляется перекос трубопровода, что ухудшает его работу. При стыковой сварке материал стыкуемых поверхностей должен быть одинаковым, иначе прочность шва нарушается.





Пайка полипропиленовых труб – процесс непростой, но выполнимый. Важным моментом является выбор качественного материала, удобного и надежного паяльника. При проведении работ следует соблюдать меры безопасности, иметь защитную одежду и рукавицы, обязательно проветривать помещение.
Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:
- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Нюансы сварки труб из полипропилена
Элементы сварочного аппарата
- Одним из основных требований при сварке полипропиленовых труб, которое зачастую игнорируется, является обезжиривание поверхностей свариваемых элементов. Конечно, сварку можно производить и без него, однако качество соединения будет куда ниже.
Прежде чем начать процесс, торец трубы и внутреннюю поверхность фитингового элемента следует протереть спиртом. Это также способствует удалению мелкого абразива и частиц пыли с поверхности, которые негативно влияют на целостность тефлонового покрытия насадок сварочного аппарата.
Перед непосредственной установкой, поверхности насадок также требуют осмотра и обработки спиртом для предотвращения налипания расплавленного пластики, при последующем механическом удалении которого тефлон может быть поврежден.
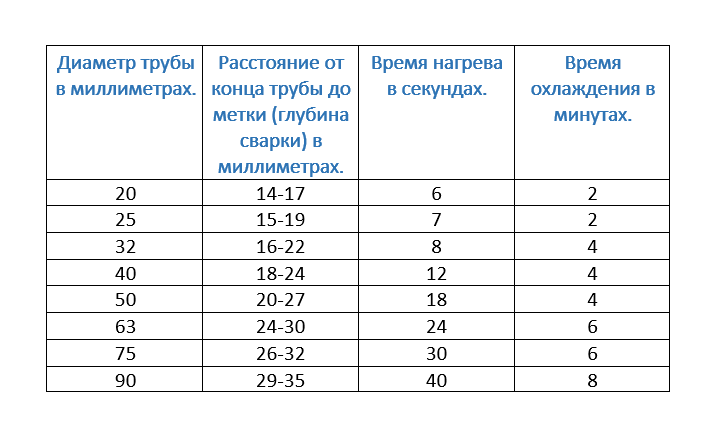
- Разметка глубины посадки полипропиленовых труб является не менее важным моментом, который должен быть учтен во время сварки полипропиленовых труб.
Фитинги различного калибра предполагают разную глубину сварного соединения. Это значит, что перед сваркой труб необходимо измерить глубину с помощью штангенциркуля или линейки.
При этом не будет совершена ошибка с введением трубы в отверстие соединяемого элемента глубже положенного. Иначе, может быть сужено сечение проходного отверстия или же вовсе запайка трубы.
- Как правило, проведение разметки труб является весьма хлопотным занятием. Глубину посадки элементов профессионалы определяют на глаз, однако такой опыт возможен лишь впоследствии продолжительной практики и не для каждого.
Для облегчения задачи часто изготавливают специальное приспособление, которое позволяет не только облегчить процесс замеров, но и сэкономить время. Такое приспособление для трубы 20 мм в диаметре делают из отрезка трубы 32 мм в диаметре.
При глубине посадки 20 миллиметровой трубы в 15мм, необходимо отрезать от 32 миллиметровой трубы кольцо 15 мм в ширину. Кольцо может быть применено для точной отметки линии, означающей глубину посадки, что весьма удобно при надобности сварки большого числа элементов между собой.
Разметочное кольцо может быть модернизировано приклейкой пластикового или картонного дна, что сведет сложность процесса разметки до минимума. Подобные кольца могут быть изготовлены для полипропиленовых труб всех диаметров, кроме наибольшей.
Обычно пайка полипропиленовых труб своими руками производится одним человеком на столе или полу. Но порой при сборке трубопровода возникает необходимость сварки труб на месте установки. Тогда без еще одной пары рук просто не обойтись.
Помощник при этом должен быть ознакомлен с тем, как правильно сваривать полипропиленовые трубы.
В процессе сварки труб из полипропилена ни в коем случае нельзя медлить. Нужно строго соблюдать время нагрева соединяемых элементов, которое указано в соответствующей таблице для каждого диаметра, в особенности, когда сварка производится на месте установки, и не представится возможности проверки качества соединения.
Наиболее распространенной оплошностью является перегрев деталей, вследствие чего происходит сужение сечения трубы.




