Простейший станок трубогиба: какие материалы понадобятся
Простейший самодельный трубогиб, в котором регулируется угол сгиба, делается с применением следующих материалов:
- Гидравлический домкрат.
- Металлические профиля, являющиеся основаниями для сооружения конструкции.
- Высокопрочные пружины — 4 шт.
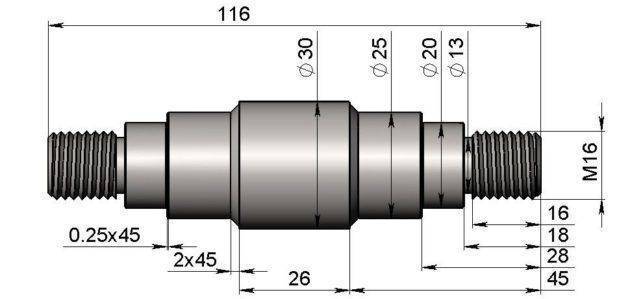
- Металлические валы — 3 шт.
- Цепь.
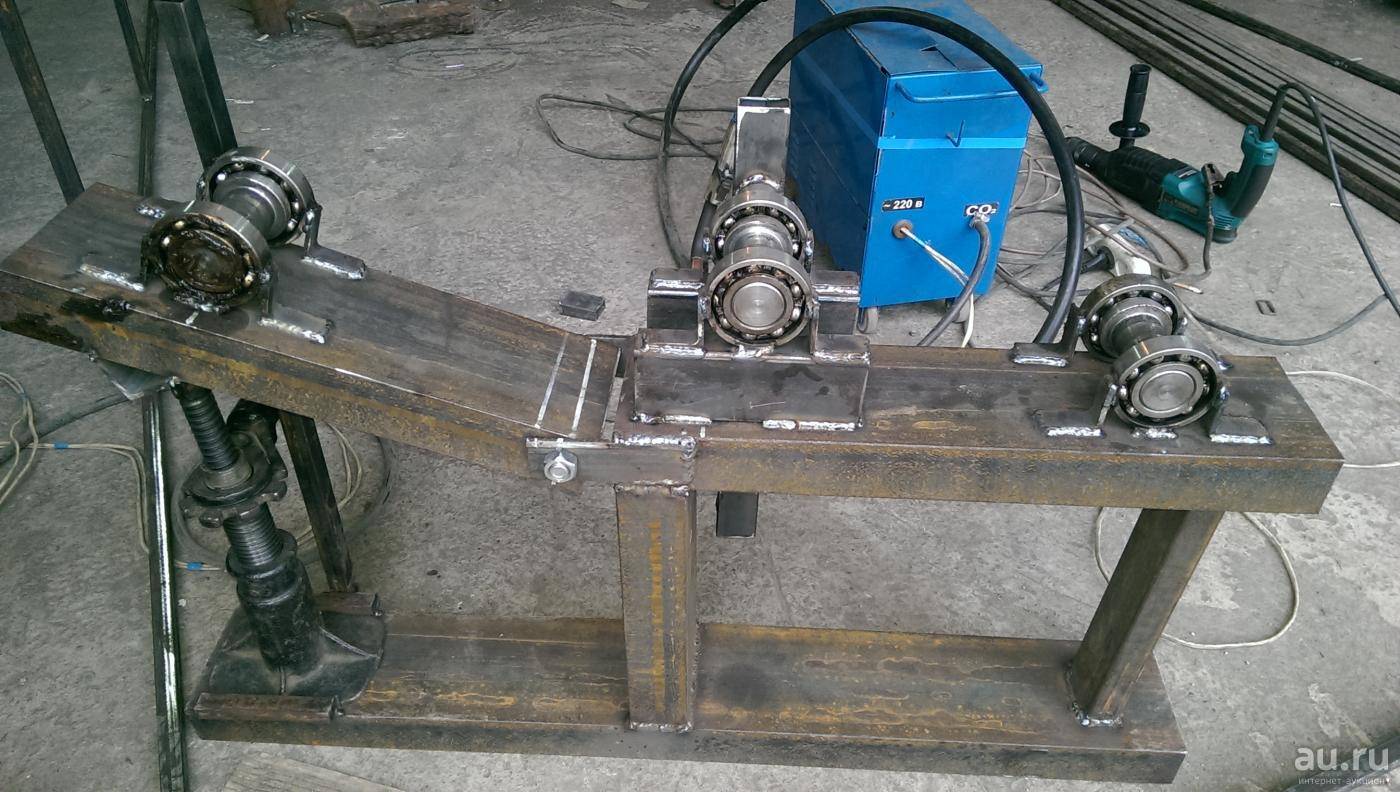
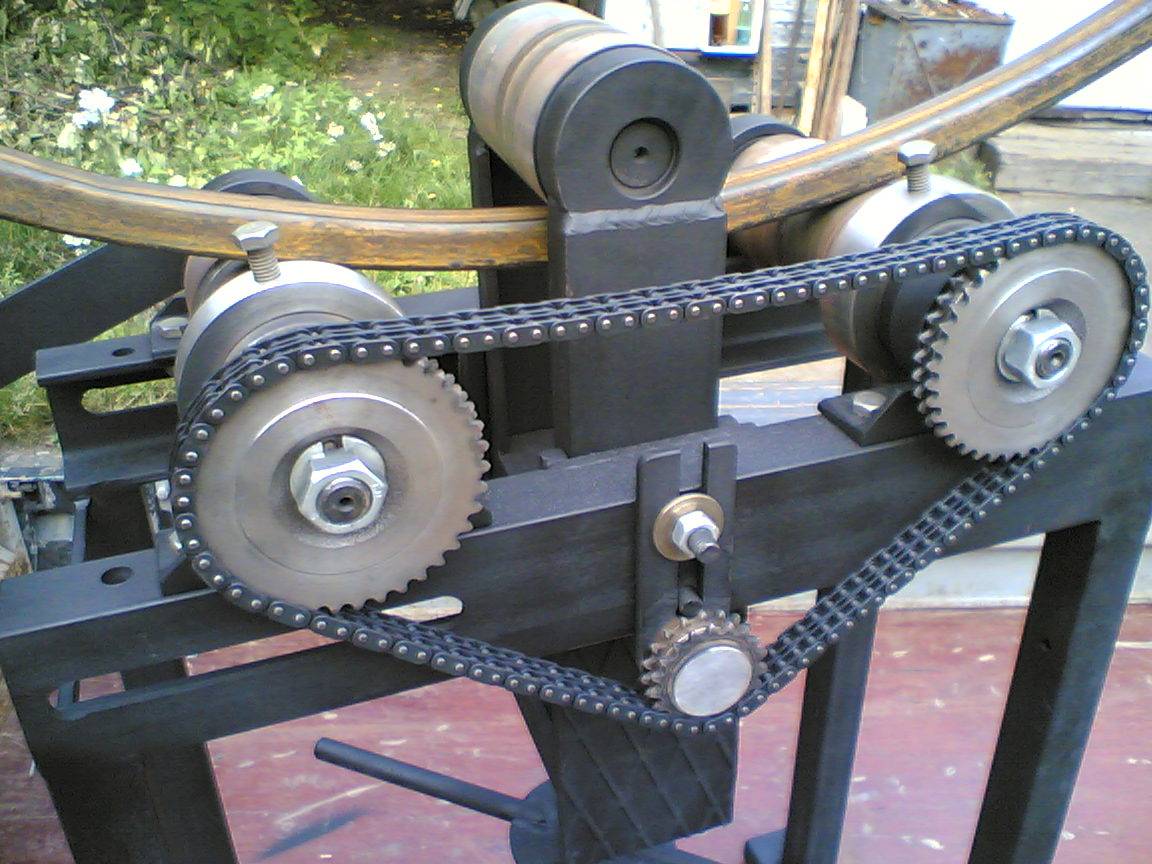
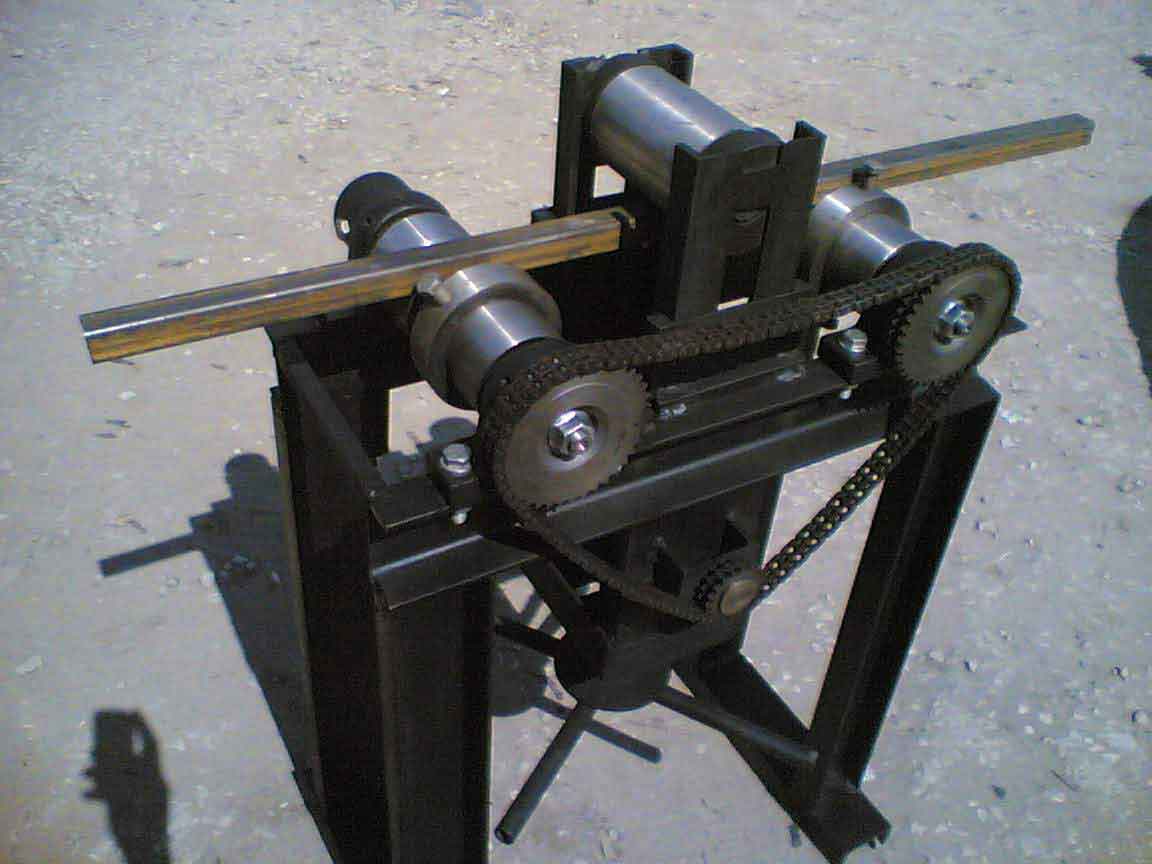
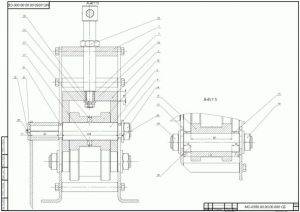
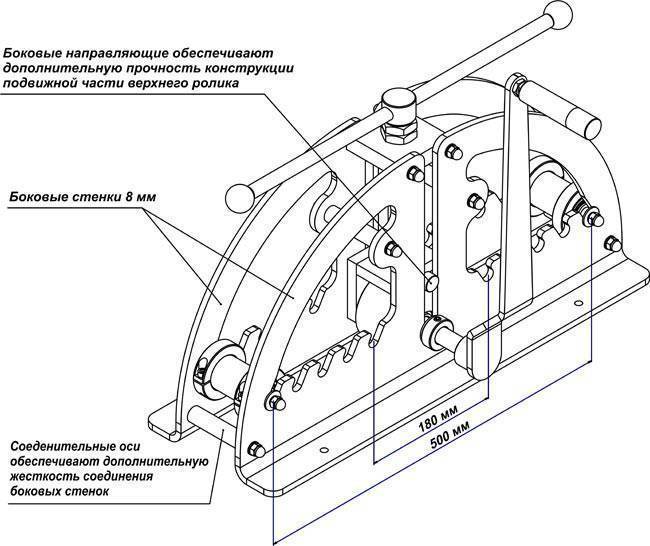
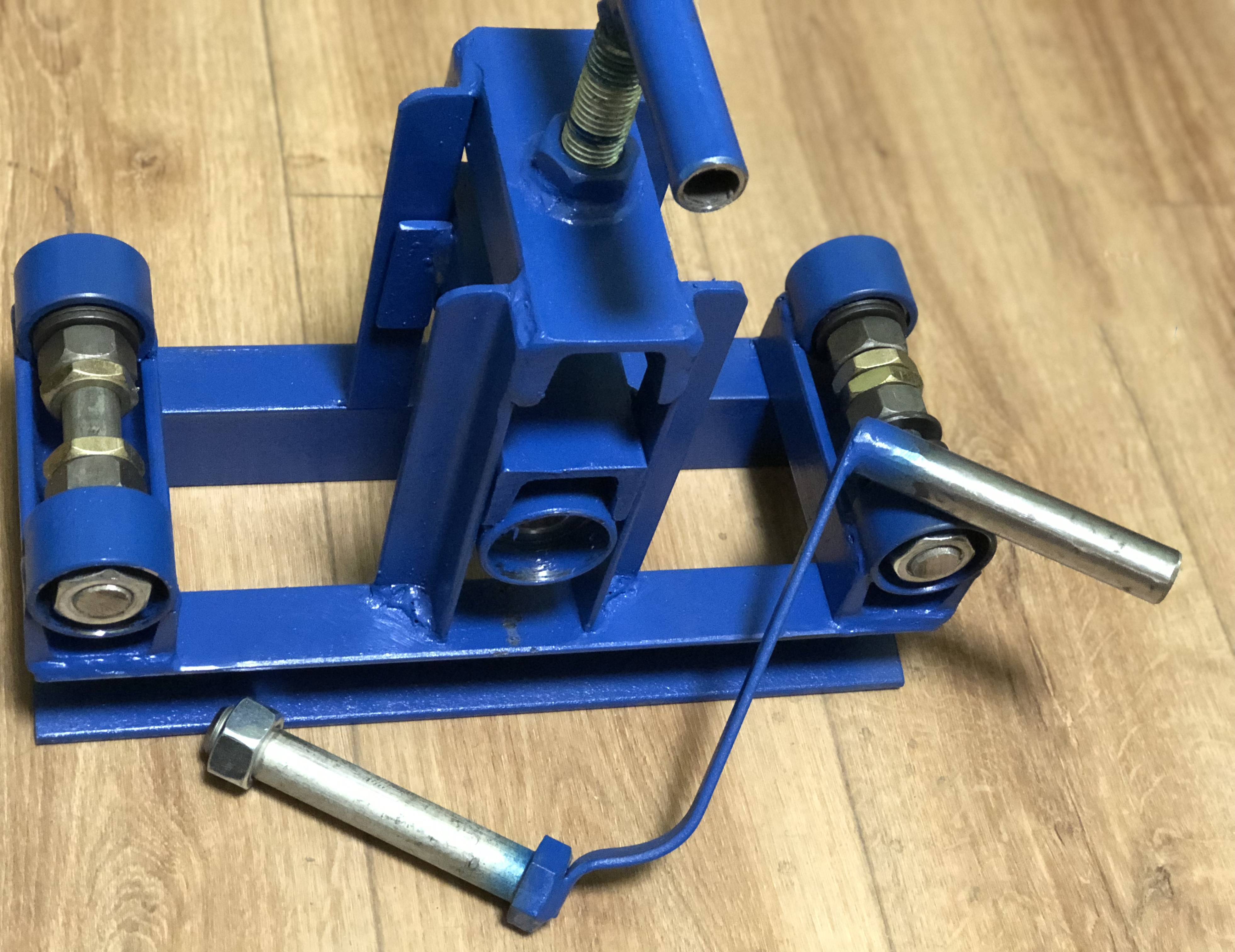
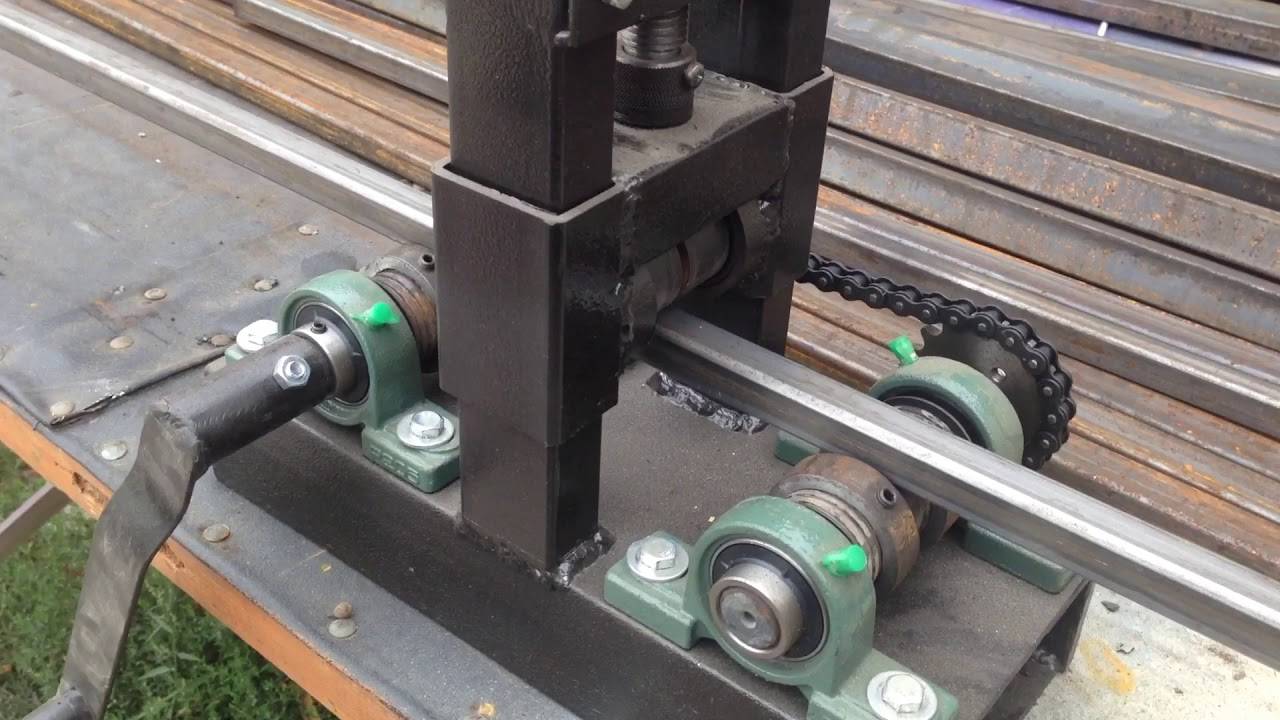
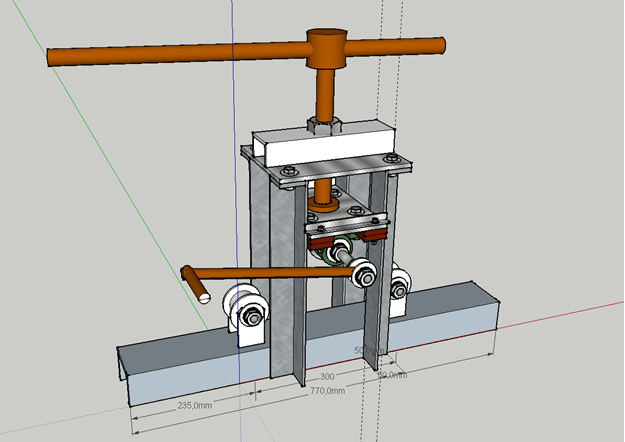
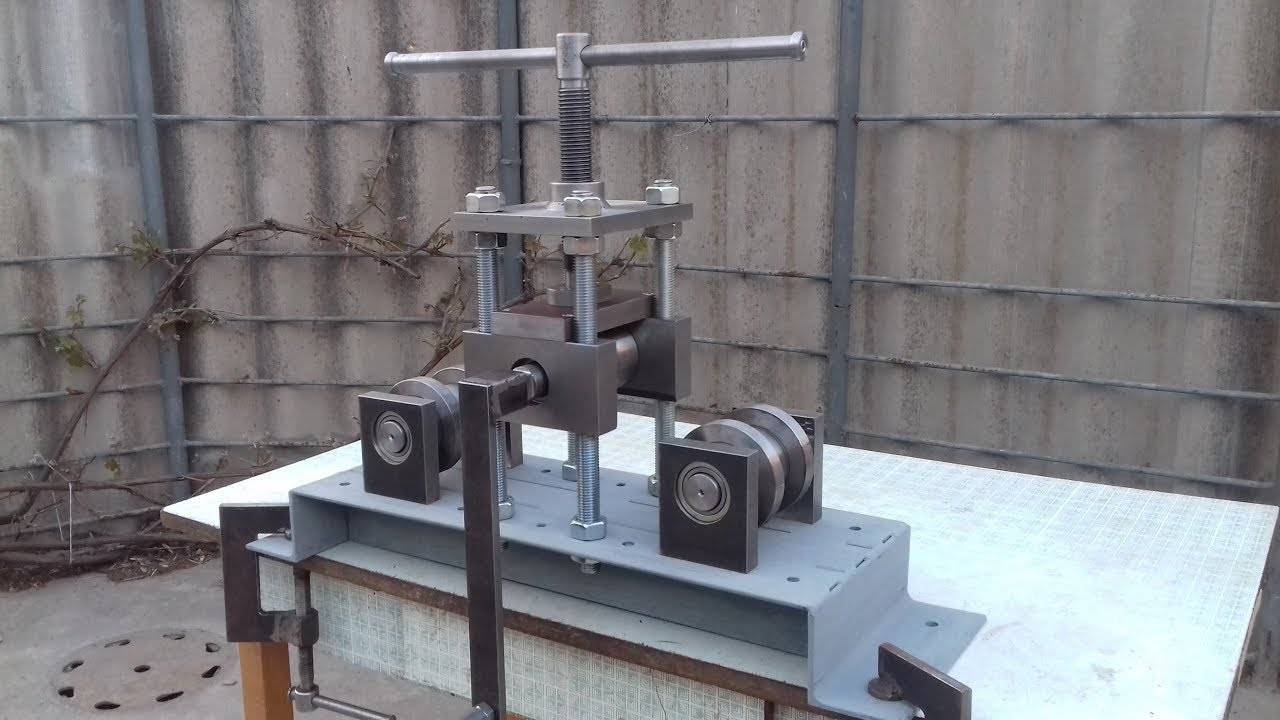
Два ролика при конструировании трубогиба с регулировкой углов изгиба располагаются на нижнем основании, а третий устанавливается в верхней части. При получении нужного изгиба требуется только вращать ручку, которая цепным механизмом будет двигать вал.
Для создания устройства, которое представлено на фото выше, нет необходимости делать пазы под регулировку расположения роликов, что позволит существенно упростить работу. Чтобы получить такое изделие, понадобится только необходимый материал и сварочный аппарат. Остальное — это дело рук мастера. Все зависит не только от мастерства владения сваркой и болгаркой, но ещё и от воображения.
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
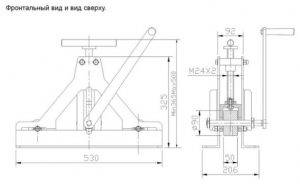
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
- гидроцилиндр – основная часть станка, выполняющая силовую функцию;
- открытая или закрытая рама;
- два трубных упора;
- нижняя и верхняя планки;
- нагнетательное устройство, рукоятка и перепускной клапан, расположенные на задней части корпуса конструкции;
- выдвижной шток, который обеспечивает гибочное усилие трубогиба;
- пружина, с помощью которой выдвижной шток возвращается назад;
- цапфа или упор конструкции, концы которой вставляются в отверстия на планках.
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов, которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
самыми удобными считаются электромеханические инструменты
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие, с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
давление от штока передается на заготовку в верхней точке шаблона
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.






Ручной трубогиб – как выполнить?
Для изготовления самого простого трубогиба используют бетонную плиту, в которой полукругом на расстоянии 5 см просверливают отверстия для металлических штырей.
Их расположение должно соответствовать радиусу изгиба профильной трубы. Для укрепления штырей используют бетонный раствор.
Эксплуатация такого трубогиба происходит в несколько последовательных этапов. Перед сгибанием профиль предварительно нагревают, чтобы ускорить процесс.
После этого загнутую трубу фиксируют — укладывают между штырями и приваривают к временной перемычке. Трубогиб данной конструкции подходит для однократного выполнения гибки профиля.
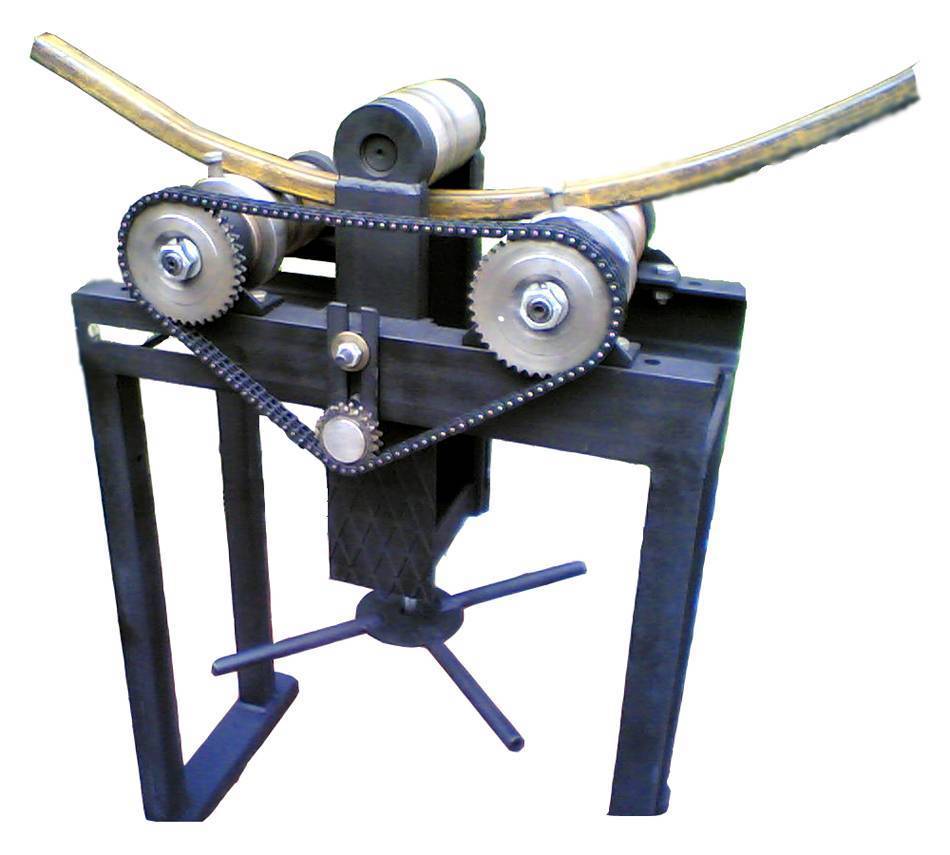
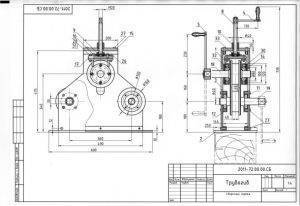
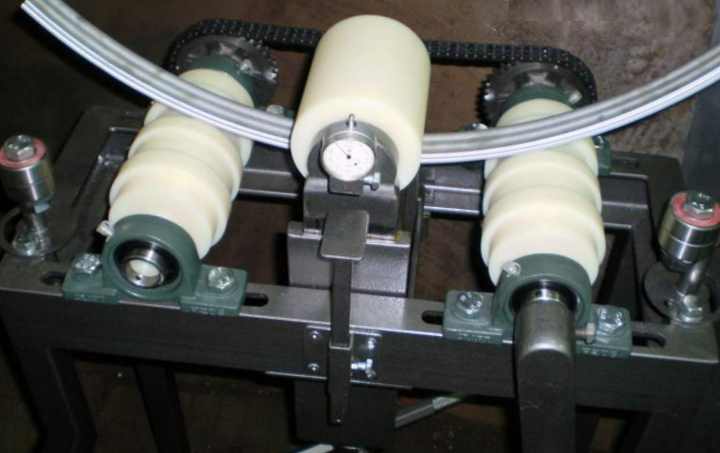
Чертеж изготовления трубогиба может быть и более сложным. Понадобятся три цилиндрических валика, диаметр которых соответствует диаметру изгибаемого профиля, цепь или ремень с осью вращения, приводной механизм и металлические прутья для основы станка.
Гибка профиля в самодельных устройствах и станках осуществляется по принципу вальцовки. Это самый надежный способ избежать нежелательной деформации труб или повреждений поверхности.
Видео:
Чтобы изогнуть трубу, ее с одной стороны зажимают между валиками и сгибают вращением ручки.
Сборка трубогиба происходит следующим образом:
- металлические прутья сваривают в каркас — основу для установки всех составляющих станка. Для придания прочности конструкции все ее элементы должны быть надежно закреплены либо сваркой, либо посредством болтов;
- монтируется ось вращения и два цилиндрических валика. Расстояние между валиками определяет радиус возможного изгиба профиля. Если предусмотреть возможность перемещения цилиндров, то угол изгиба труб можно будет изменять в зависимости от необходимости. Для этого устройство оснащают дополнительными стопперами;
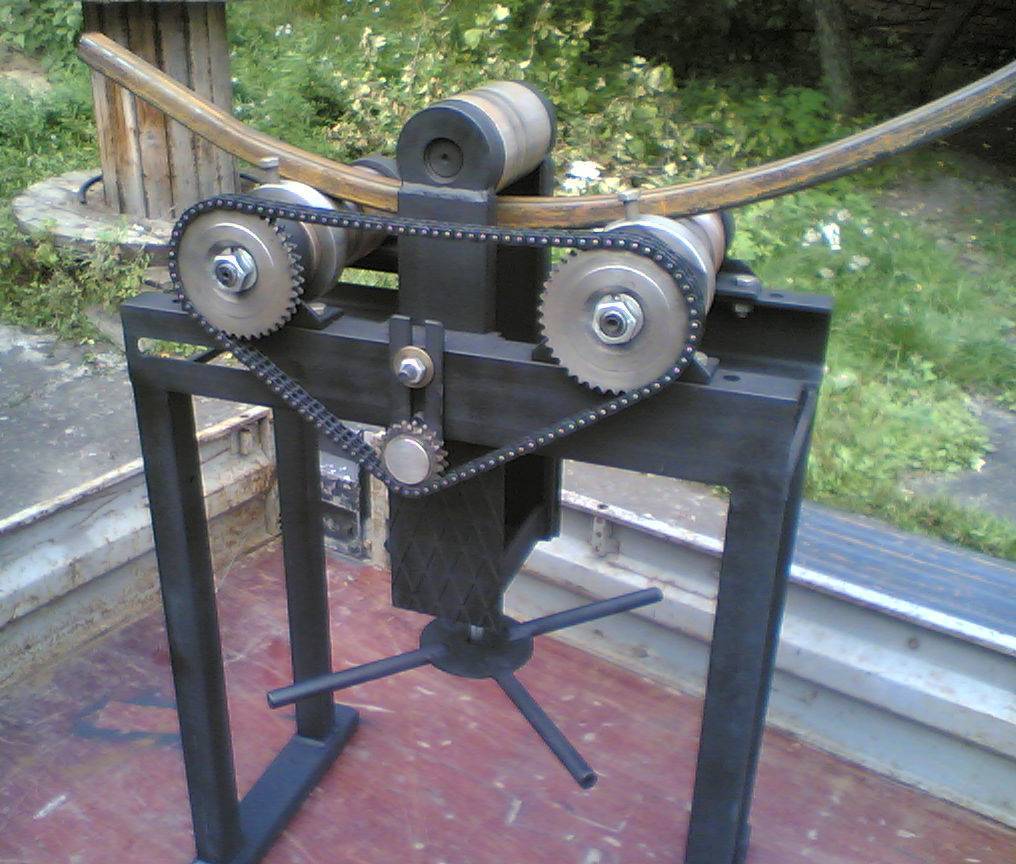
- монтаж третьего валика выполняется по центру над двумя предыдущими;
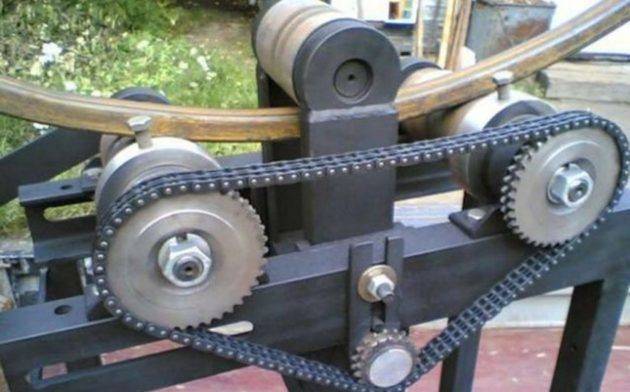
- механизм приводится в действие посредством вращения валиков. Чтобы синхронизировать движение всех элементов трубогибного станка, их соединяют цепью и оснащают шестеренками. Можно использовать старую автомобильную цепь или приобрести новую;
- к верхнему валику прикрепляют ручку, с помощью которой будет осуществляться вращение вальцов.
Чертеж конструкции ручного станка-трубогиба можно легко найти в Сети или выполнить своими руками.
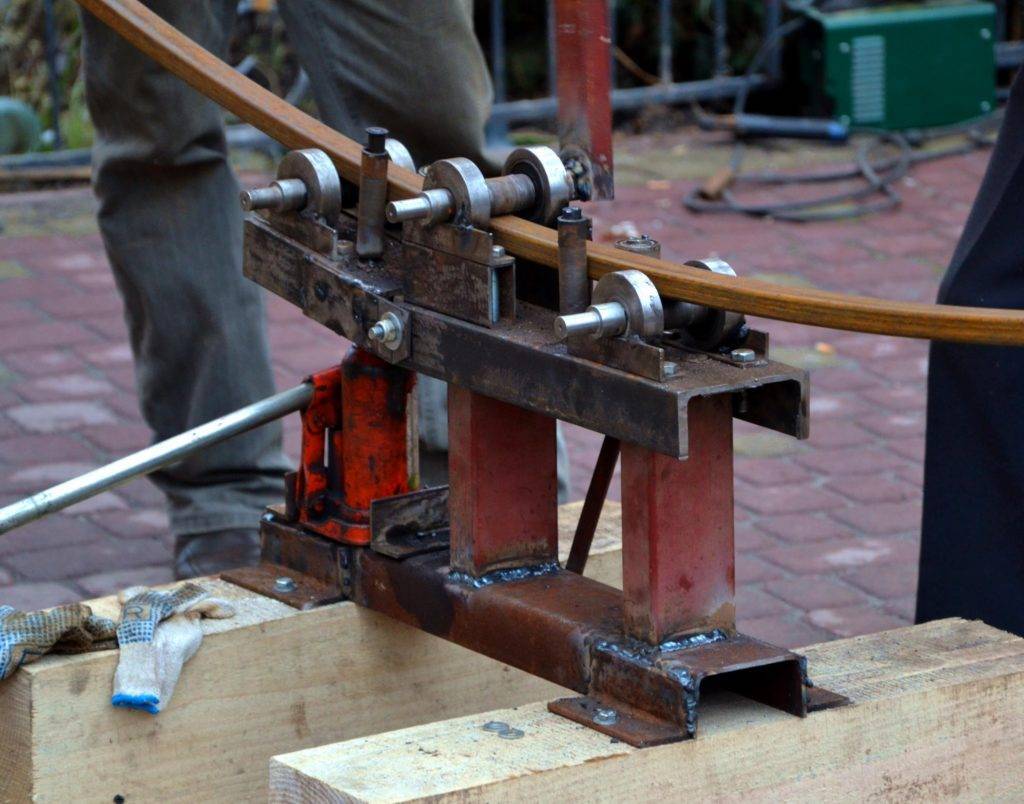
Гидравлический станок своими руками
Для изгибания профиля из более упругого материала можно сделать ручной гидравлический станок. Схема его устройства является довольно простой.
Для работы потребуются следующие материалы:
- четыре металлических ролика;
- домкрат;
- металлический швеллер.
Перед работой необходимо выполнить чертеж устройства, чтобы избежать возможных ошибок.
Из швеллера варят короб, по длине равный домкрату в полностью выдвинутом положении. Этот короб капитально крепится к рабочей поверхности.
Изгибаемый профиль должен проходить перпендикулярно домкрату. Исходя из этого, крепятся два ролика.
Один – прямо напротив короба, на расстоянии, равном сечению профиля. Второй – на расстоянии 30 – 40 см от первого, с учетом того, чтобы профиль проходил между ними.
Фото:
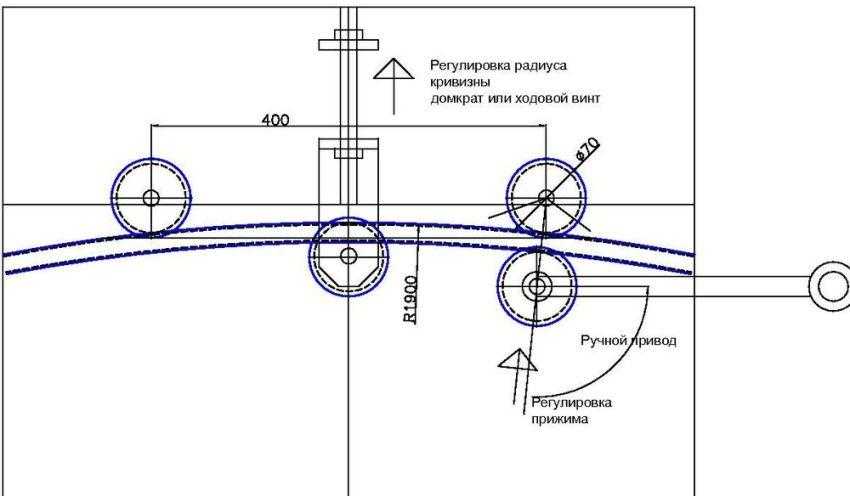
Два оставшихся ролика крепятся на ручной рычаг, при помощи которого будет происходить изгиб. Можно предусмотреть возможность изменения расстояния между роликами.








В таком случае будет возможность гнуть трубы и профиль с различным сечением. Домкрат в данном случае будет использоваться для создания необходимого давления, поэтому его целесообразно брать с большей мощностью.
Домкрат следует установить так, чтобы с его помощью было легко регулировать нажим. Такое устройство обеспечит качественный сгиб профиля любой толщины. Как подготовить чертеж и собрать устройство, можно посмотреть на видео в статье.
Давая слишком большое усилие, возможно если не сломать, то значительно испортить трубу, снизив ее пропускную способность.
Наиболее качественный изгиб получится в том случае, если ролики будут плотно прилегать к профилю.
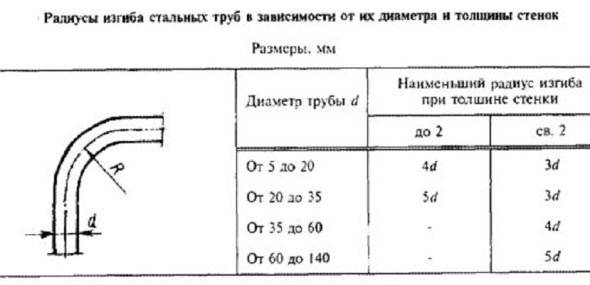
Следует знать, что не любую трубу можно изогнуть под желаемым углом. Угол сгиба напрямую зависит от характеристик металла, из которого сделана труба.
Как правило, производитель указывает максимальный угол изгиба. Если продолжать гнуть трубу больше рекомендуемого угла, то металл не выдержит и лопнет.
У труб одного и того же производителя показатели сгибаемости могут различаться в зависимости от:
- материала, из которого изготовлен металопрокат;
- толщины стенок;
- диаметра.
У профильных труб из-за прямоугольного сечения возможный угол изгиба по определению меньше, чем у аналогичной трубы с круглым сечением. Способы сгибания профиля можно увидеть на видео в статье.
Как видите, изготовить ручной станок для гибки металлического профиля совсем не сложно.
Его можно сделать из подручных материалов своими руками. Зато сколько вариантов применения можно найти для согнутого таким способом профиля!
Фото:
Чтобы собранный своими руками станок не поддавался коррозии и симпатично выглядел, его можно покрасить после предварительной грунтовки.
Подвижные металлические части рекомендуется систематически смазывать литолом или солидолом.
Если станок установлен не в сарае, а прямо под открытым небом, то над ним можно устроить навес. В качестве основания для навеса может послужить согнутый на этом станке металлический профиль.
Успешного изготовления!
Варианты трубогиба
Вы можете согнуть трубу «домашним» способом, заполнить трубу песком, нагреть до красна паяльной лампой либо газовой горелкой, после этого гнуть трубу. Такой метод не признан приоритетным среди мастеров, он трудоемкий и не дает достаточной точности, также могут появится заломы и деформации.

Чтобы получить идеально согнутую трубу, с соблюдением норм и заданных параметров, не нанести урона исходному материалу, мастера применяют в работе специализированные трубогибы.
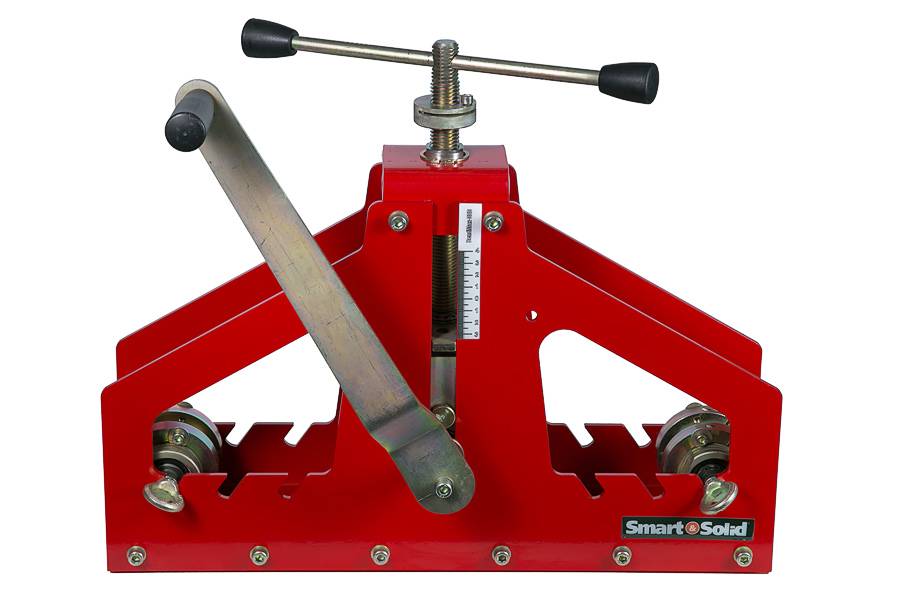
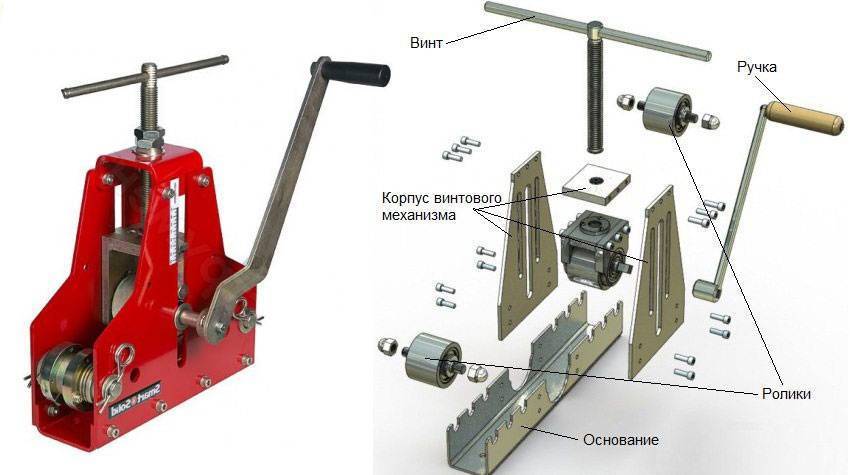
Большую популярность приобрели трубогибы рычажного типа. Это элементарное изобретение работает по принципу «рычага» — усилие концентрируется в определенном месте, а изгиб сливается с формой созданного вами шаблона, который чаще всего можно снять и заменить на другой.



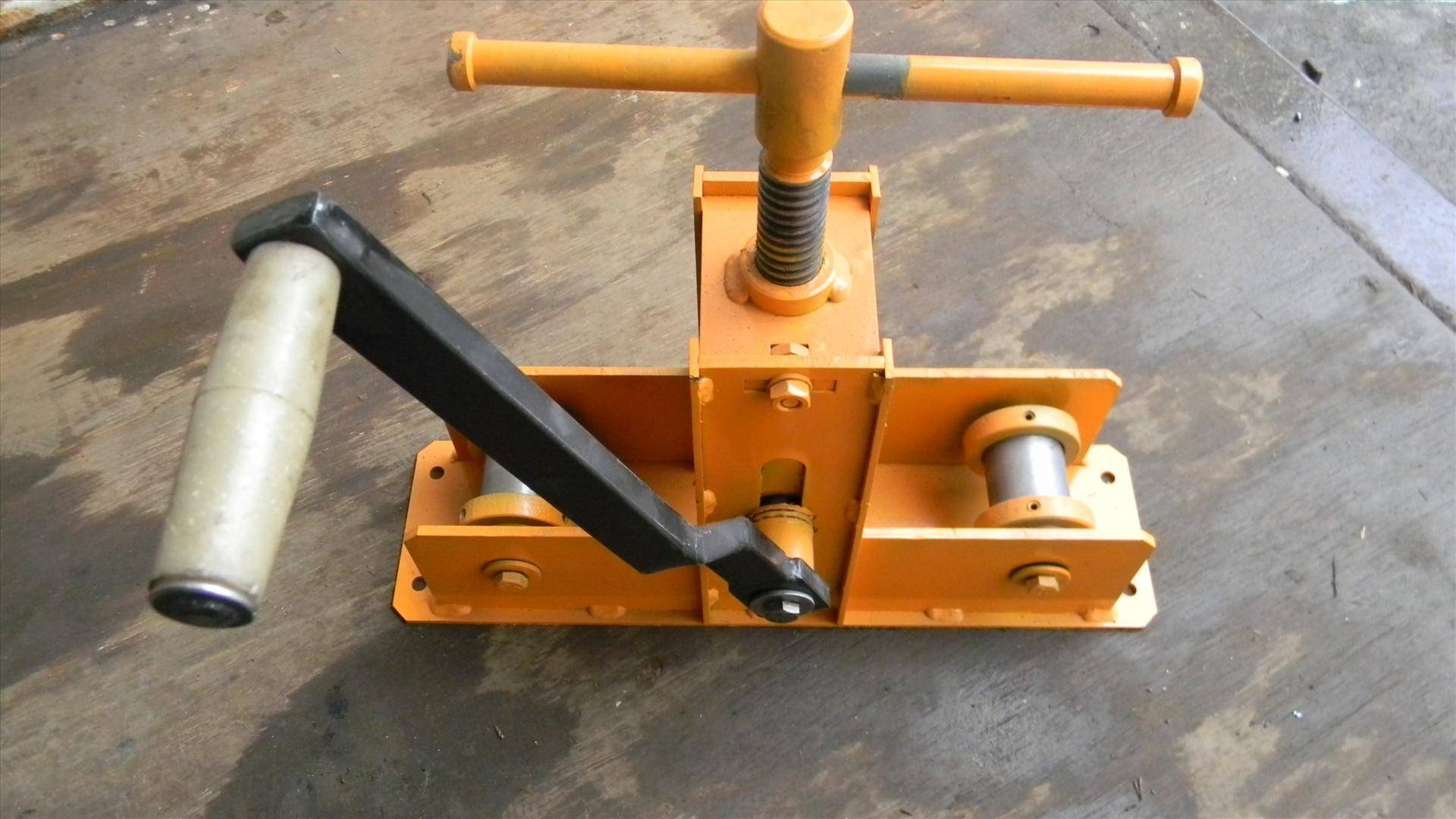


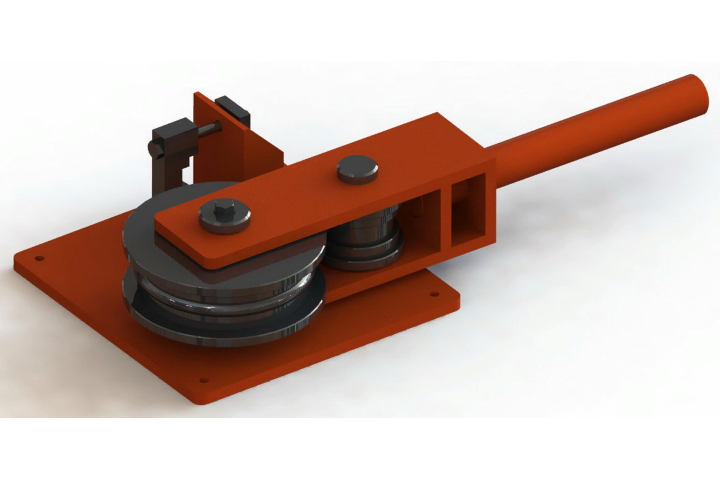
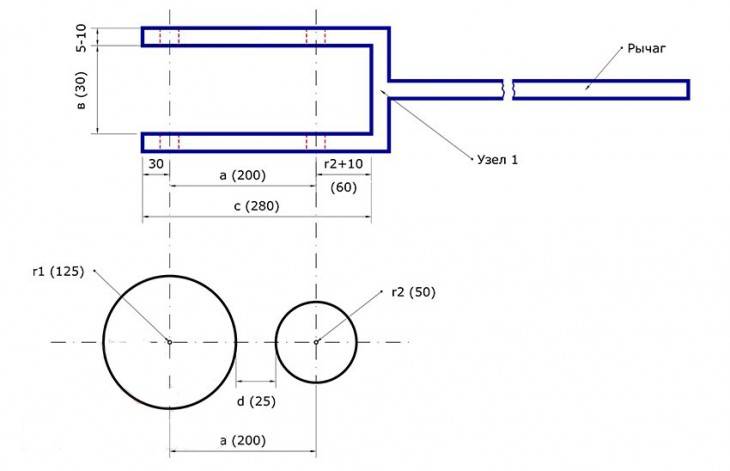
Чаще всего в комплекте таких конструкций предусмотрено сразу пара дополнительных шаблонов под трубы разного диаметра. Есть схожие по конструкции агрегаты, ручные трубогибы, дроновые либо арбалетные, они позволяют гнуть короткие участки круглых стальных труб, подвергая лишь холодной обработке.




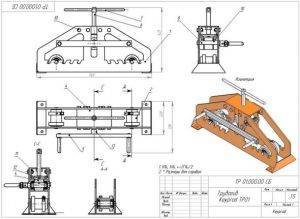


Как устроен трубогиб?
Конкретная конструкция приспособления зависит, прежде всего, от его предназначения, однако в обязательном порядке трубогиб включает в себя:
- раму;
- пару трубных упоров;
- гидроцилиндр;
- планки (верхняя/нижняя).
Заметим также, что рама может быть как открытой, так и закрытой. Что касается гидроцилиндра, то он – это главная часть приспособления, которая выполняет силовую функцию.
Также в схеме трубогиба своими руками присутствует нагнетательное устройство, которое размещается на тыльной части корпуса; в этом же месте располагается винт перепускного клапана, рукоятка. А вот сверху цилиндра имеется пробка, посредством которой внутрь заливается масло и проверяется его уровень. Размещенная внизу планка агрегата накручивается на резьбу, находящуюся спереди корпуса, а затем прижимается специальной фиксирующей гайкой. Дополнительно планка крепится замком и парой винтов.

Для ручного усиления применяется выдвижной шток, возвращающийся назад благодаря пружине, которая располагается в цилиндре. Планки трубогиба выполнены как сварная конструкция. На поперечных пластинах имеются отверстия, посредством которых устанавливаются упоры. В нижней части корпуса есть еще резьбовые отверстия для установочных болтов, регулируемые по высоте.

Рассматривая трубогиб своими руками, нельзя не отметить тот факт, что профильные трубы с тонкими стенками пользуются в последние годы все большей популярностью, более того, они дают возможность создавать долговечные и привлекательные конструкции, а также экономить на строительных работах. Именно из таких труб сегодня делают теплицы, различные навесы. Чем же отличается профильная труба от обыкновенной? Прежде всего, поперечным сечением, которое в данном случае не круглое, а овальное, прямоугольное либо квадратное. Именно этим и объясняются конструктивные особенности трубогиба для данного типа труб – ролики должны быть такого же сечения, что и сгибаемые изделия, в противном случае сечение последних может быть деформировано.








Изгибание труб без радиуса
Создавая пространственный каркас, проектировщики сталкиваются с необходимостью изготовления элементов, в которых нужно создать детали, где участки труб соединяются между собой под прямым углом (90 градусов) или под острым углом (45 градусов, например). Можно нарезать отрезки, а потом сварить их между собой. Однако вопрос можно решить и иначе:
- Произвести разметку для будущего выреза.
- Произвести вырез лишнего металла.
- Выполнить гиб, соединяя кромки произведенного реза. Сварить металл по кромкам.

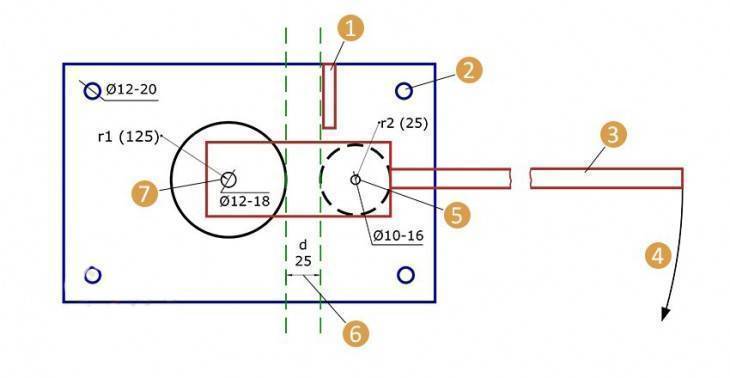
Схема техпроцесса изгиба под прямым углом с подрезкой: 1 – разметка; 2 – вырезание излишков металла; 3 – сгибание и сварка кромок
Такой способ позволит получить достаточно прочную деталь, в ней часть металла остается целой.
Если не выполнять подрезание, то излишкам металла деваться некуда. Получается непривлекательный вид изделия.

Прямой гиб профильной трубы без подрезки
В чем причина подобного явления? Чтобы понять, как происходит простое изгибание, следует рассмотреть схему.
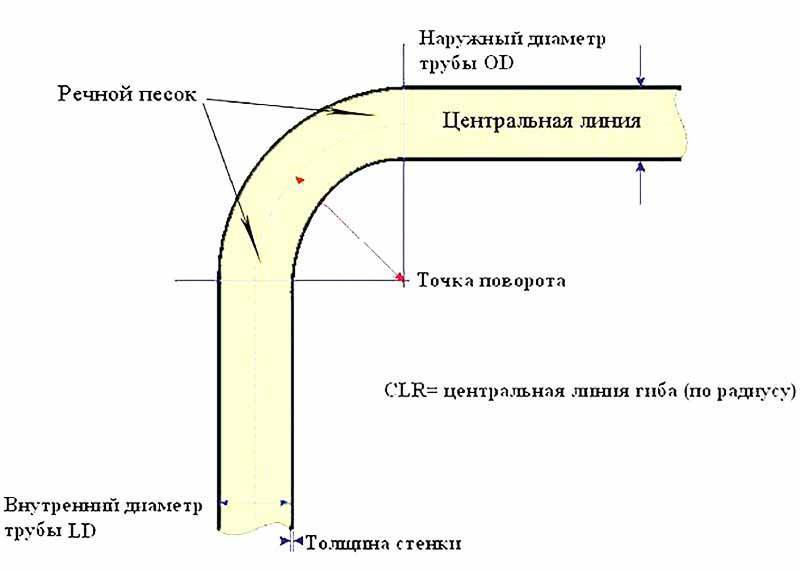
Схема формирования изгиба в трубах
Если имеется подходящая оправка, выполняется гиб:
- Один конец закрепляется неподвижно.
- Поверхность заготовки прислоняется к базовой поверхности, относительно которой будет производиться перемещение второго конца.
- Прилагается усилие, и выполняется формирование новой поверхности.
Внутри можно увидеть центральную линию, по которой и выполняется гибка трубы.
Не только в пустотелых изделиях происходят подобные явления. Даже в сплошных деталях смещение слоев относительно друг друга происходят аналогичные явления.
Предназначение и область применения
Существует огромное количество вариантов исполнения гибочных станков, особенно это касается самодельных вариантов исполнения. Несмотря на это можно отметить нижеприведенные сходства:
- Могут применяться для получения заготовок только определенной формы. К примеру, некоторые используются для получения прямого угла, другие изгибают по окружности, третьи предназначены для спирального накручивания и т. д. Однако есть и сложные установки с возможностью переналадки станка. Так установка в гибочный станок валиков другого диаметра и профиля позволяет изменить угол изгиба.
- Очень важным показателем можно назвать особенности профиля трубы, диаметр поперечного сечения, толщину стенок, вид сплава. Эти показатели оказывают влияние на возможность использования того или иного способа гибки.
- Сплавы, которые могут подвергаться холодному изгибанию: алюминий, легированные и медные сплавы, сталь. Мощность станка определяет возможность обработки труб с определенным диаметром поперечного сечения и толщиной стенок, в некоторых случаях, скорость обработки.
Область применения:
- Нефтехимическая промышленность.
- Машиностроение.
- Строительство.
- Энергетика и электрическая промышленность.
- Кораблестроение.
- Легкая промышленность.
При выполнении холодной гибки металл подвергается сильным нагрузкам, а повышение пластичности обуславливается частичным нагревом в области возникновения этих нагрузок (только при быстром изгибании). Именно поэтому, как при использовании профессиональных, так и самодельных станков, приводит к следующим изменениям металла:
- Утончение стенок на месте изгиба.
- Сплющивание трубы в месте изгиба. При этом придать изначальную форму довольно сложно.
- Образование изломов и гофр.
- При значительных показателях упругости материала возможно изменение полученной формы после изгиба.
Все станки из этой категории узкоспециализированы.
Видео по постройке теплицы при помощи самоделеньго гибочного станка



Виды и особенности конструкции профилегибов
Станки, способные придавать изгиб профильным трубам, отличаются по конструкции от обычных инструментов. Профильные материалы обладают повышенной прочностью. Соответственно, для того чтобы их согнуть, необходимо приложить больше усилий.
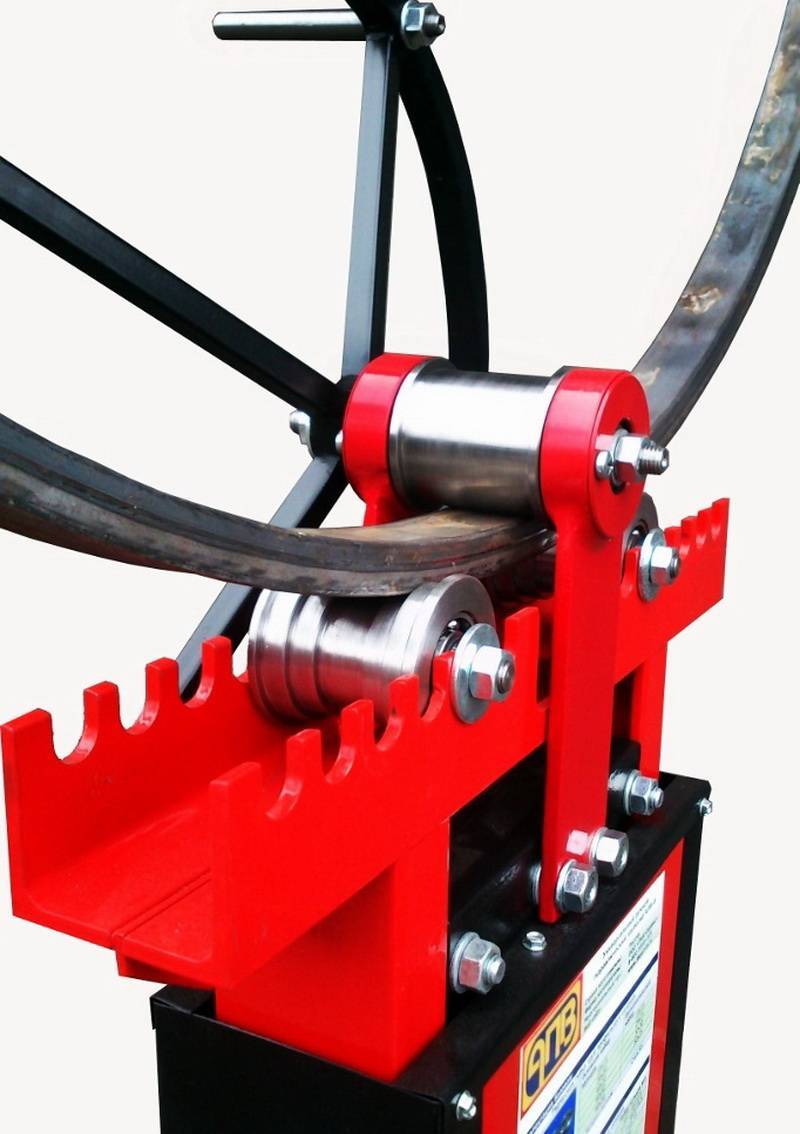
Кроме того, обычно изгиб профильной трубы обладает большим радиусом. В связи с этим конструкция профилегиба включает в себя три ролика. Из них, в зависимости от предпочтений мастера, подвижным может быть:
- левый ролик;
- средний ролик;
- правый ролик.
 Ролик для трубогиба
Ролик для трубогиба
В случае если подвижным является средний ролик, крайние элементы крепятся к корпусу неподвижно. Они слегка приподнимаются над плоскостью основания. В случае если подвижным является один из крайних роликов, то он движется вместе с основанием. Другие в это время остаются недвижимыми.
Принцип действия такого инструмента достаточно прост и основывается на холодном прокате. Профильная труба помещается между трема валами. Давление, которое сгибает металл, создается центральным, средним роликом. Если трубу необходимо согнуть только на одном конкретном участке, необходимо использовать специальный точечный станок. Прокатный станок позволяет получить арочный профиль.
В зависимости от того, за счет приложения какой силы работает станок, выделяют следующие виды профилегибов:
- механический. Изгиб создается за счет ручного давления;
- гидравлический. Дополнительно применяется гидравлический домкрат, при помощи которого и создается давление;
- электрический. Станок оснащен электродвигателем, который создает сгибающее усилие;
- электрогидравлический. Электродвигатель приводит в действие гидроцилиндр.
Если станок предназначен для труб небольшого сечения, подойдет инструмент с ручной протяжкой. В противном случае протянуть профиль будет невозможно без специальных приспособлений (к примеру, электродвигателя).




