Производство бесшовных труб

Бесшовные трубы могут быть изготовлены несколькими способами:
- Ковка;
- Прокатка;
- Волочение;
- Прессование.
Этот процесс выполняется только на специально оборудованных промышленных объектах с применением материалов различных марок, а также некоторых сплавов. Разновидность материала, применяемого в процессе производства, обуславливается конечным предназначением трубы. Обязательным условием в процессе изготовления бесшовных цельнокатаных труб считается предварительная термическая обработка.
На больших металлургических комбинатах оборудуются специализированные цеха, где выполняется прокатка заготовок для холоднокатаных бесшовных труб. Разница в технологиях изготовления состоит в температуре, при которой выполняется термическая обработка.
Холоднокатаная технология подразумевает обработку металлических заготовок после того, как они остынут. Горячекатаные трубы обрабатываются только в раскаленном состоянии. Современные производственные цеха комплектуются высококачественной техникой, позволяющей изготавливать бесшовные изделия любого диаметра с индивидуальным подходом к определению специфики прокатки. В соответствии с технологией при изготовлении горячекатаных труб поддерживается температура, при которой не будет активизироваться процесс рекристаллизации.
Каждый технологический процесс на предприятии выполняется в строгом соответствии с действующими ГОСТами, поэтому производители вынуждены поддерживать качество своей продукции на достаточно высоком уровне. Каждый завод должен иметь сертификат, подтверждающий соответствие труб установленным государственным стандартам качества.
Сфера применения
Самое
распространенное применение — это устройство водоснабжения в жилых и
общественных объектах.
Кроме того отрасли, которые
используют агрессивные вещества, нуждаются в трубопроводах, устойчивым к ним. Поэтому стальные трубы 325х10 используются в химической промышленности.
Они незаменимы также:
- при монтаже магистральных газопроводов;
- при реализации инженерно-технических проектов;
- в дорожном строительстве;
- в устройстве дренажных систем и трубопроводов;
- в электротехнических работах.
Для реализации
той или иной
производственной задачи, для решения хозяйственно-бытовой проблемы подбираются
изделия заданного размера. Одинаково эффективны для любых задач электросварные
трубы разных типоразмеров: 57х3 либо 76х2.
Данный прокат
требуется также для ремонта и замены трубопроводов на объектах общественного или частного характера, используя его можно
решить множество вопросов, связанных с благоустройством городской
инфраструктуры: от прокладки водопровода и до возведения опор для
зданий.
 Водогазопроводная (ВГП)
Водогазопроводная (ВГП)
Например, коммунальщики используют его для:
- установки рекламных щитов;
- закрепления флагштоков во время проведения общегородских мероприятий и праздников;
- обустройства остановок общественного транспорта;
- строительства детских площадок;
- устройства скамеек, беседок в скверах и парках;
- закрепления на фасадах зданий декоративных объектов.
Наконец,
развитие инновационных технологий дает возможность использовать трубопрокат в
самых разных производствах. Например, сегодня продукция, отвечающая стандарту
10704-91, используется в машиностроении. Интересно, что изделия находят свое
применение и в мебельном производстве: в изготовлении фурнитуры и крепежных
элементов.
2 Основные технические требования – характеристики труб согласно ГОСТ 8731-74
Согласно требованиям этого стандарта стальные бесшовные горячедеформированные трубы должны выполняться из стальных углеродистых и легированных сплавов.
 Согласно ГОСТ 8731-74 трубы выполняются из углеродистых сплавов
Согласно ГОСТ 8731-74 трубы выполняются из углеродистых сплавов
В зависимости от получаемых показателей их качества они должны выпускаться следующих групп:
- A – изделия с нормированными механическими свойствами, данными в Табл. 1, изготовляемые из стали Cт2cп, Cт4cп, Cт5cп и Cт6cп, производимой по стандарту 380.
- Б – изделия с нормированным химическим составом, изготовляемые из спокойной стали различных марок, производимых по ГОСТам под номерами: 380, 1050, 4543 и 19281.
- B – изделия с нормированными механическими свойствами, данными в Табл. 2, и химсоставом, изготовляемые из стали различных марок, производимых по ГОСТам под номерами: 380, 1050, 4543 и 19281.
- Г – изделия с нормированным химсоставом, изготовляемые из стали различных марок, производимых по ГОСТам под номерами 1050, 4543 и 19281, и с выполнением контроля механических свойств, производимого на термообработанных образцах. При этом нормы механических параметров для труб должны соответствовать устанавливаемым в ГОСТах на сталь.
- Д – изделия без нормирования химсостава и механических свойств, но с регламентируемыми на них нормами испытательного гидродавления.
Таблица 1. Механические свойства продукции группы A
Марка стали изделия | Механические свойства изделия | ||
Предел текучести sТ, кгс/мм2 (МПа) | Временное сопротивление наступлению разрыва sв, кгс/мм2 (МПа) | Относительное удлинение d5, % | |
не менее | |||
Cт2cп | 22 (216) | 35 (343) | 24 |
Cт4cп | 25 (245) | 42 (412) | 20 |
Cт5cп | 28 (274) | 50 (490) | 17 |
Cт6cп | 31 (304) | 60 (588) | 14 |
Примечание. По соглашению заказчика труб с их производителем изделия делают из стали Cт3cп.








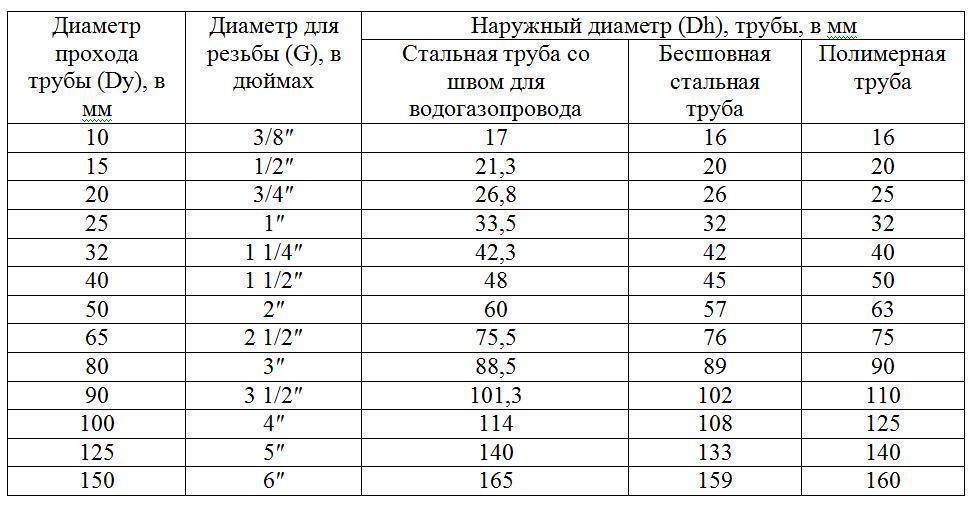
Таблица 2. Механические свойства продукции группы B
Марка стали изделия | Механические свойства изделия | ||||
Предел текучести sТ, кгс/мм2 (МПа) | Временное сопротивление наступлению разрыва sв, кгс/мм2 (МПа) | Относительное удлинение d5, % | Нормируемая твердость по Бринеллю (для изделий с толщиной стенки больше 10 мм) | ||
не менее | Диаметр отпечатка на трубе мм, не менее | Число твердости трубы НВ, не более | |||
10 | 22 (216) | 36 (353) | 24 | 5,1 | 137 |
20 | 25 (245) | 42 (412) | 21 | 4,8 | 156 |
35 | 30 (294) | 52 (510) | 17 | 4,4 | 187 |
45 | 33 (323) | 60 (588) | 14 | 4,2 | 207 |
10Г2 | 27 (265) | 43 (421) | 21 | 4,3 | 197 |
20X | – | 44 (431) | 16 | – | – |
40X | – | 67 (657) | 9 | 3,7 | 269 |
30XГCA | – | 70 (686) | 11 | – | – |
15XM | 23 (225) | 44 (431) | 21 | – | – |
30XMA | 40 (392) | 60 (588) | 13 | – | – |
12XH2 | 40 (392) | 55 (539) | 14 | – | – |
Cт4cп | 25 (245) | 42 (412) | 20 | – | – |
Cт5cп | 28 (274) | 50 (490) | 17 | – | – |
Примечание:
- Механические свойства продукции из стали марок, которые не указаны в представленной Табл. 2, и нормы для относительного сужения и ударной вязкости изделий из стальных сплавов всех типов устанавливаются по соглашению между производителем и заказчиком.
- При производстве продукции, толщина стенок которой больше 45 мм, нормируемые значения механических свойств тоже устанавливаются по согласованию.
Согласно ГОСТ 8731 заказчик может потребовать от производителя (а тот должен это выполнить) изготовить трубы термически обработанными. Выбор режима термообработки и нормируемых значений механических свойств при этом делают по нормативно-техническим документам, которые утверждаются в установленном порядке.






Цинкование
Черная стальная труба, которой придется работать в коррозионной среде, уже в течение нескольких часов покрывается ржавчиной. При контакте с водой или агрессивными химическими веществами происходит окисление поверхности и начинается постепенное разрушение.
В водопроводах и системах отопления это очень наглядно – уже через 10-15 лет они выходят из строя. Чтобы продлить жизнь метизделиям в непростых условиях, выполняется цинкование поверхностей. При этом на черные и оцинкованные ГОСТ трубы не разделяет – сортамент остается неизменным, разница только в маркировке готовых изделий.
Различают три способа нанесения защитного покрытия:
Горячий
Готовая труба погружается в специальную ванну с нагретым до температуры плавления цинком, который покрывает ее наружные и внутренние стенки сплошным слоем. ГОСТ на оцинкованную сталь предусматривает применение цинка трех марок от Ц0 до Ц2 с добавлением легирующих элементов (алюминия, свинца и др.).
Холодный
Более дешевая технология, сходная с окрашиванием поверхностей. Она же и наименее надежная. Вес стальных электросварных труб с цинковым покрытием на 3% выше, чем у изделий без антикоррозионного слоя.
Гальванический
Экономичный в плане расхода цветмета способ, гарантирующий надежное сцепление покрытия с поверхностью под действием тока без наплывов и потеков цинка.
ПОСМОТРЕТЬ ВИДЕО
Оцинкованные трубы имеют ту же сферу применения, что и черные. То есть могут их заменить и при этом прослужат гораздо дольше. Единственная проблема – соединить прокат в неразъемную конструкцию. Для этого, чтобы сварка оцинкованных труб не повредила защитное покрытие, ее выполняют под слоем флюса. Cтальные трубы используются во всех отраслях.
Труба бесшовная сталь 20, ГОСТ 8732-78
В данном разделе Вы можете купить бесшовные трубы из стали марки 20 по ГОСТ 8732-78, а также ознакомиться с их основными техническими показателями и сортаментом.
Бесшовная труба: характеристики и особенности
Трубопрокатные предприятия производят большой ассортимент самых различных труб, которые применяются во многих отраслях народного хозяйства, прежде всего в промышленности и строительстве. Эта продукция пользуется неизменным спросом и отвечает самым разнообразным требованиям – от диаметра и толщины стенок до материалов и способов производства.
В наши дни самое широкое применение получили трубы стальные бесшовные. Их производство и использование в массовых масштабах стало возможным благодаря разработке и внедрению специальных станов. Отсутствие швов, а значит, лишних рисков, обусловливает использование этих труб практически во всех отраслях промышленности. И прежде всего в тех, где особо требуются гарантии качества (автомобильной, судостроительной, авиационной, сфере жилищно-коммунального хозяйства).
Сортамент бесшовных труб объединяет большую категорию изделий трубного металлопроката, имеющих различные параметры и характеристики. Главным объединяющим признаком этой продукции является то, что применение особых технологий позволяет обойтись без сварного или паяного соединения. Другими словами, каждая труба имеет цельную структуру, что обуславливает ее повышенную прочность.
Разновидности изделий, входящие в сортамент горячедеформированных труб, могут использоваться для монтажа трубопроводов, работающих под значительным давлением. В строительстве они могут применяться для монтажа металлоконструкций в качестве достаточно нагруженных элементов. Кроме этого, распространенной областью применения горячекатаных труб является машиностроение, где они используются для изготовления деталей аппаратов, машин и механизмов.
Особо стоит остановиться на таком виде бесшовных труб, как горячекатаные диаметр 108мм. Их производят с использованием двойного проката: первый с холодной эмульсией, второй — с теплой. Это обеспечивает трубам высокую коррозионную и механическую стойкость. В зависимости от области применения, стенка может иметь толщину от 5 до 16 миллиметров.
Благодаря своим характеристикам, главными из которых являются высокая износоустойчивость и способность выдерживать мощные нагрузки, бесшовная горячекатаная труба 426 нашла свое применение в устройстве тепловых сетей, строительстве нефте- и газопроводов, а также в химической и других отраслях промышленности. Список сфер использования этого вида трубопрокатной продукции значительно расширяется за счет наличия различных параметров, касающихся, в частности, диаметра и толщины стенки.
Отвечая требованиям сегодняшнего дня, трубопрокатная промышленность все больше наращивает объемы выпускаемой продукции, значительная часть которой приходится на производство как холоднокатаных (труба 32 мм), так и горячекатаных бесшовных труб (для примера труба 273 мм).
У нас вы сможете купить весь сортамент бесшовных труб, различающихся по технологии изготовления (катаные, кованые, тянутые и др.) и по марке стали (трубы нержавеющие и прочий коррозионностойкий прокат). В ассортименте присутствуют любые типоразмеры. Вся продукция поставляется от лучших отечественных производителей и полностью отвечает требованиям стандартов.
Сфера применения бесшовных труб

Конструкции из горячекатных труб устанавливаются при необходимости снижения риска протечки оборудованной рабочей среды. Возможности применения таких труб считаются безграничными.
Они используются в таких отраслях:
- Автопромышленность;
- Тракторостроение;
- Авиационное моделирование;
- Нефтедобывающая отрасль;
- Химическая промышленность;
- Водопроводы;
- Газопроводы;
- Угольная промышленность;
- Оборонная промышленость;
- Судостроение;
- Тяжелая промышленность.
Качество и достаточно высокая прочность таких изделий делает их настолько популярными.
Толстостенные сети применяются для технологически сложных производственных процессов, при которых показатель внутреннего давления поднимается очень высоко. Также эти трубы применяются в качестве составляющих элементов сложных опорных конструкций, выдерживающих большой вес.
Все механические характеристики и возможность выдерживать нагрузки проверяются в соответствии с действующими государственными стандартами качества. Каждое изделие должно пройти несколько основных испытаний на выносливость к механическим воздействиям. Только после этого возможна их последующая продажа. Отрасль металлопроката все время расширяется, по этой причине заводы-изготовители постоянно расширяют свой ассортимент.
Плюсы и минусы
Цельнотянутые трубы, изготавливаемые методом холодной прокатки, отличаются большей прочностью и лучшим качеством изготовления, чем сортамент горячей катанки.
Обработанные цинкованием и хромированием, они прекрасно противостоят коррозии.

Толстые стенки позволяют использовать их в сложных условиях эксплуатации.
Недостаток, по мнению экспертов, один – высокая, почти в два раза больше, чем у горячедеформированных аналогов, цена за тонну.
Отсутствие шва плюс или минус
Бесшовные трубы более надёжны в сравнении с электросварными. Однако они значительно дороже.
Шовные изделия могут изготавливаться большего диаметра и большей длиной, чем бесшовные. Номенклатура их диаметров и сечений существенно шире.
Оба вида востребованы в своих нишах. Электросварные вполне оправдали себя для водо- и теплоснабжения, прежде всего с экономической точки зрения. Бесшовный прокат используют там, где существует высокое давление и нужна большая прочность.
Об ЭСВ оцинкованных
Среди сортового
металлопроката особое место занимает «оцинковка». Сфера ее применения обширна
ввиду особой прочности и надежности.
 ЭСВ 76.1×3 Шлифованные
ЭСВ 76.1×3 Шлифованные
Он уже не будет
подвергаться агрессивному воздействию среды, где бы его ни использовали. Такие
изделия совершенно невосприимчивы к повышенной влаге, химической среде и
механической нагрузке.
Данная
продукция сохраняет свои свойства в самых сложных условиях:
- при большой ветровой нагрузке;
- при воздействии химреагентов;
- при повышенной влажности;
- при сложных климатических условиях.
 Пример системы отопления частного дома
Пример системы отопления частного дома
Преимущества
оцинкованного металлопроката составляет высокая степень защиты от разрывов и
максимально большой срок эксплуатационной пригодности.
Вопросы и ответы (FAQ)
Что такое электросварная труба?
Это особый вид трубного проката, выполняемый из штрипсов (листового металла). Производственная методика — электросварка, обеспечивающая идеально ровный, прочный и герметичный продольный шов. Ценится за универсальность применения и высокие эксплуатационные качества.







Какое давление выдерживает электросварная труба?
Одно из гарантируемых свойств — выдерживать гидравлическое давление (диаметр, мм):
- до 102: 6,0 МПа (60 кг/см2);
- более 102: 3,0 МПа (30 кг/см2);
- 920 и более: 1,96 МПа (20 кг/см2).
Трубы стальные электросварные где применяются?
Продукт имеет самый широкий спектр использования. Он применяется в строительной сфере, в дорожном строительстве, при выполнении инженерно-технических работ. Данные изделия нужны для укладки газо- и нефтепроводов. С их помощью также устраиваются водопроводные системы в жилых и социальных объектах.
3 Линии с непрерывным станом – современный способ
ТПА с таким станом гарантируют существенное повышение производительности прокатного оборудования и расширение ассортимента (по толщине стенок и по сечению) выпускаемой продукции. Рассматриваемые в этой главе агрегаты работают по следующей схеме:
- Подготовка заготовок и их последующий нагрев.
- Получение гильз (прошивочная технология).
- Прокатывание гильз с целью получения труб.
- Демонтаж оправок с готовых изделий.
- Разогрев труб, их калибрование (либо редуцирование).
- Прокатка трубных конструкций и их резка на нужные размеры.
- Охлаждение труб, а затем их отделка.
Нагрев болванок производят в проходных секционных печах. Затем металл разрезается на консольных ножницах с нижним типом реза. Могут использоваться также прессы для ломки заготовок либо пресс-гильотины. После нагрева в кольцевых печах заготовки, из которых получается горячекатаная труба, идут на двухвалковый прошивной участок. Там происходит превращение болванок в гильзы. Последние выдаются по осевой схеме.
Затем производится центрование гильз. Для этих целей применяется механизм с тремя рычагами и роликами. Дополнительно центрователи оснащаются приводными роликами. Они обеспечивают максимально быструю выдачу гильз. Механизм работает за счет пневмопривода. Далее стальная гильза поступает на рольганг. В нее вводят оправку большой протяженности. Скорость подачи составляет 0,9–2,5 м/сек. Когда оправка (ее передний конец) выходит из гильзы, запускают спецтолкатель. Он направляет всю конструкцию на прокатку на непрерывный стан, состоящий из 8–9 клетей.
 Изготовление бесшовных труб
Изготовление бесшовных труб
По завершению прокатной операции гильза освобождается от оправки посредством цепного извлекающего устройства. Далее их пути расходятся. Гильза идет на дальнейшую обработку (калибровка или редуцирование). А оправка попадает в барабанную охладительную емкость. Горячекатаная труба после всех описанных процедур имеет так называемый разлохмаченный торец. Эту часть изделия отрезают. А затем стальная труба нагревается и калибруется (редуцируется). В случае потребности готовые бесшовные изделия после указанных операций разрезаются дисковыми стационарными пилами.
Горячекатаные бесшовные конструкции, изготавливаемые по непрерывной технологии, при ее нарушении могут иметь следующие дефекты:
- Чрезмерная разностенность полученных изделий. Этот дефект обычно обуславливается износом оправок и калибров. Чтобы избежать подобных проблем следует регулярно обмерять указанные элементы и отбраковывать их.
- Появление на наружной поверхности труб рисок или трещин. Такие изъяны возникают из-за неправильной (неточной, некорректной) настройки работы ТПА.
- Утолщение торцов трубных изделий после прокатки. Эту проблему решают просто – обрезают концы труб.
Добавим, что в редких случаях готовые изделия отбраковываются по качеству из-за нарушения требований к нагреву заготовок.
Классификация

Для удобства эксплуатации рассматриваемые изделия делятся на подкатегории:
- Класс 1. К нему относятся горячедеформированные изделия для систем без повышенного давления, к которым не предъявляются высокие требования. Например, строительство ограждений, водопровода. Зачастую такие трубы весят немного;
- 2 класс применяется в процессе оборудования магистральных трубопроводов. Изделия отличаются более высокими характеристиками прочности. Поэтому они подходят для возможной подачи различных жидкостей;
- 3 класс производится из легированной стали. ГОСТ для таких изделий регламентируется наиболее строго. Такие трубы изготавливаются специально для возможности выдержать высокие нагрузки, большое давление, сохранять прежние эксплуатационные характеристики при повышении температуры рабочей среды. Трубы применяются для установки в печные трубопроводы или современные котловые отопительные агрегаты;
- 4 класс считается высокопрочными трубами, зачастую используемыми для добычи нефтепродуктов в специальных бурильных устройствах, которые рассчитаны на повышенное давление внутри оборудованных магистралей;
- 5 класс применяется в автомобильной промышленности и строительстве мостов. Почти все подъемные краны изготовлены из таких труб;
- 6 класс – высокопрочные трубы с тонкими стенками. В производстве таких изделий используется хромоникелевая сталь. Вес конструкций может быть значительно понижен при использовании подобных технологий. Из подобных труб создаются поршни, подшипники и другие конструктивные элементы.
Трубы 6 класса также применяются в химической промышленности. Подобные изделия наделены достаточно высокими антикоррозийными качествами, они достаточно устойчивы к химическим воздействиям. Они имеют сравнительно небольшой вес. Это дает возможность переводить по таким трубам агрессивные вещества наподобие кислот, щелочей или всевозможных ядовитых газов.
1 Как производят холоднодеформированную стальную трубу?
Технология производства может различаться в зависимости от конкретных возможностей на производственном предприятии, однако процесс одинаков для всех видов как холоднодеформированных, так и горячедеформированных труб, которые производятся по стандартам ГОСТ 8734 и 8732-78. Разница заключается в типе заготовки (катаная, кованая) и способе прокатки, при котором применяется либо специальный пресс либо метод прошивки, который мы подробнее опишем далее.
 Холоднодеформированная стальная труба
Холоднодеформированная стальная труба
На первом этапе специальная стальная заготовка (используются практически все известные марки стали) раскаляется до температуры начала кристаллизации стали, при которой появляется необходимая для работы пластичность материала. Далее заготовка устанавливается на специальный автоматизированный прошивной станок. Постепенно она подается в бокс с вальцами, с помощью которых она обжимается или вытягивается по нужному диаметру и соответствующей толщине. Затем происходит процесс калибровки, остывание и нарезка готовых металлических труб. Разница между холодным и горячим прокатом в процессе производства стальных тонкостенных и толстостенных труб заключается в показателях прочности готового материала.
Холоднодеформированная труба после вальцевания охлаждается с применением водного раствора, а после процесса калибровки подвергается дополнительной термической обработке. В случае с горячедеформированной процесс остывания происходит постепенно и без применения термообработки и водного раствора. Соответственно, готовый материал обладает различными свойствами, однако холоднодеформированные трубы более распространены за счет большей долговечности и прочности.
Бесшовные холоднодеформированные
Такие разновидности стального коллектора производятся подобно описанным выше. Но различие этих типов в том, что после прошивки изделие охлаждается и остальные манипуляции с ней осуществляются в холодном виде. Когда труба сформирована, ее отжигают, нагревая до рекристаллизационной температуры стали (для устранения внутреннего напряжения стали). Затем происходит окончательное охлаждение.
Бесшовные холоднодеформированные не такие толстые (в стенках), как горячедеформированные, их толщина колеблется в пределах от 0,3 до 24 миллиметров.
При работе с этими изделиями (со сварными чаще) обязательно нужно держать под рукой фаскосниматель для стальных труб – спецаппарат для зачистки поверхности (наружной и внутренней) и для выравнивания швов после сварки.
Для создания отводов от основного «русла» применяется седелка на стальную трубу. Монтаж трубопроводов очень облегчается при использовании таких деталей.
Характеристики
Параметры, влияющие на качество стальных изделий:
- способ производства;
- размеры (диаметр);
- толщина;
- наружное покрытие;
- перфорация.
Характеристика стальных труб зависит от того, есть ли шов в изделии. Бесшовные намного надежнее и прочнее, т.к. шов сам по себе — уязвимое место.
Стальная труба
Главный показатель стальных коллекторов – пропускная способность, которая варьируется от диаметра этих изделий (чем больше внутренний диаметр, тем лучше). Производство труб большого диаметра находит применение в строительстве и для усиления несущих конструкций в шахтах и скважинах.
Чтобы коллектор выдерживал высокое давление и при этом не пострадала его конструкция, повышают толщину стенок.
В зависимости от целевого предназначения стальные изделия покрывают сверху цинком, хромом, и это тоже влияет на качественные показатели.
Перфорированные стальные трубы используются как обсадка при бурении (для дренажных и водных систем).
Еще один характерный показатель — шероховатость стальных труб – является индивидуальной величиной для каждой стенки. Она бывает равномерной и эквивалентной. Коэффициент шероховатости стальных труб – характеристика, которую необходимо учитывать при проектировании напорных трубопроводных систем, чтобы определить необходимую толщину и диаметр коллектора.
6 В чем состоит секрет производства?
Сперва рассмотрим технологический процесс изготовления горячекатаных труб. Следует отметить, что это производство состоит из нескольких этапов. В качестве сырья выступают специальные заготовки. Они могут быть кованными, катанными либо непрерывно литыми и даже слитками. Тип этого элемента влияет на качество и класс прочности готовой продукции. Сначала заготовки поступают на специальные станы либо прессы, где формируется гильза. Далее необходимо увеличить диаметр гильзы до нужного размера. На этом этапе проводится и выравнивание поверхности будущей трубы. После этого изделие поступает на специальный обкатный стан.
 Производство бесшовных труб
Производство бесшовных труб
Затем трубы идут на стан непрерывной горячей прокатки, и в завершении следует этап холодной калибровки. При необходимости на изделие наносится резьба. Процесс формирования гильзы проходит на специальных станках, состоящих из грибовидных или конусных валков, вращающихся в одну сторону. Они располагаются в вертикальной плоскости и имеют небольшой наклон, всего несколько градусов. На заготовку, расположенную между осей, воздействуют вращательно-поступательные движения. В результате уменьшается ее сечение, а в осевой части образуется небольшое отверстие.
Чтобы увеличить диаметр, необходима специальная оправка. Она устанавливается между валами, и во время последующих проходов металлическая гильза уже насаживается на нее. С помощью направляющих линеек и непроводных роликов можно избежать смещения конструкции. Существуют различные автоматические установки, с помощью которых происходит корректировка диаметра. Работают они по следующему принципу: специальная оправка вставляется в калибр таким образом, чтобы между этими двумя частями был зазор, равный толщине стенки будущего изделия. Затем бесшовная труба подвергается прокатке. Причем каждый раз оправка разворачивается на 90°.
Чтобы изделие поступило на оправку, опускается нижний ролик установки, и после того, как заготовка окажется на нужном месте, этот ролик занимает исходное положение. Таким образом труба возвращается в рабочую клеть для последующей операции. Теперь рассмотрим, как производится холоднодеформированная бесшовная труба. В качестве заготовки в этом случае также выступает горячекатаное изделие, просто оно нагревается до относительно небольших температур. Далее следует процесс волочения будущей трубы, во время которого она вытягивается, уменьшается толщина стенок и регулируется диаметр.
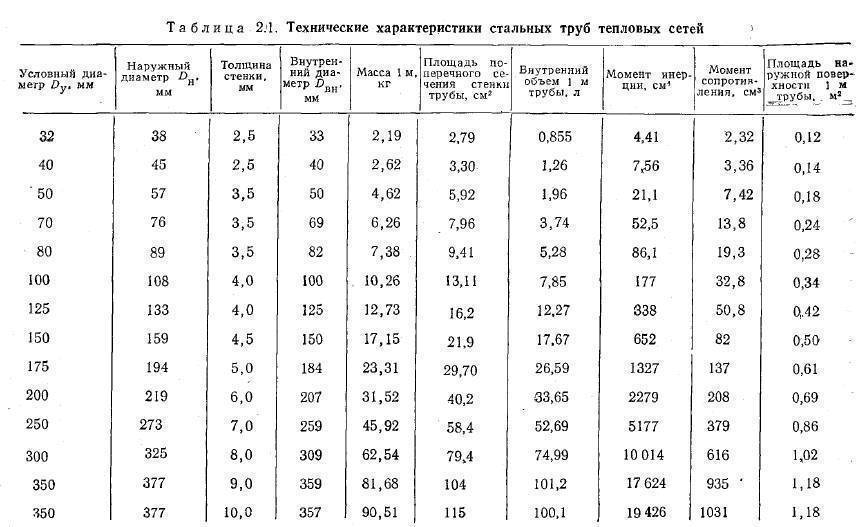
Технические характеристики стальных труб
При установке водоснабжения или отопления серьезной проблемой становится выбор труб. Этот вопрос решить непросто, так как в последнее время существует много разных материалов, у которых и свои достоинства, и свои недостатки. Остановите выбор на изделии, которое уже много лет пользуется заслуженным доверием среди потребителей – это стальные трубы.
И если вы решили выбрать именно их, то вы должны знать основные технические характеристики.
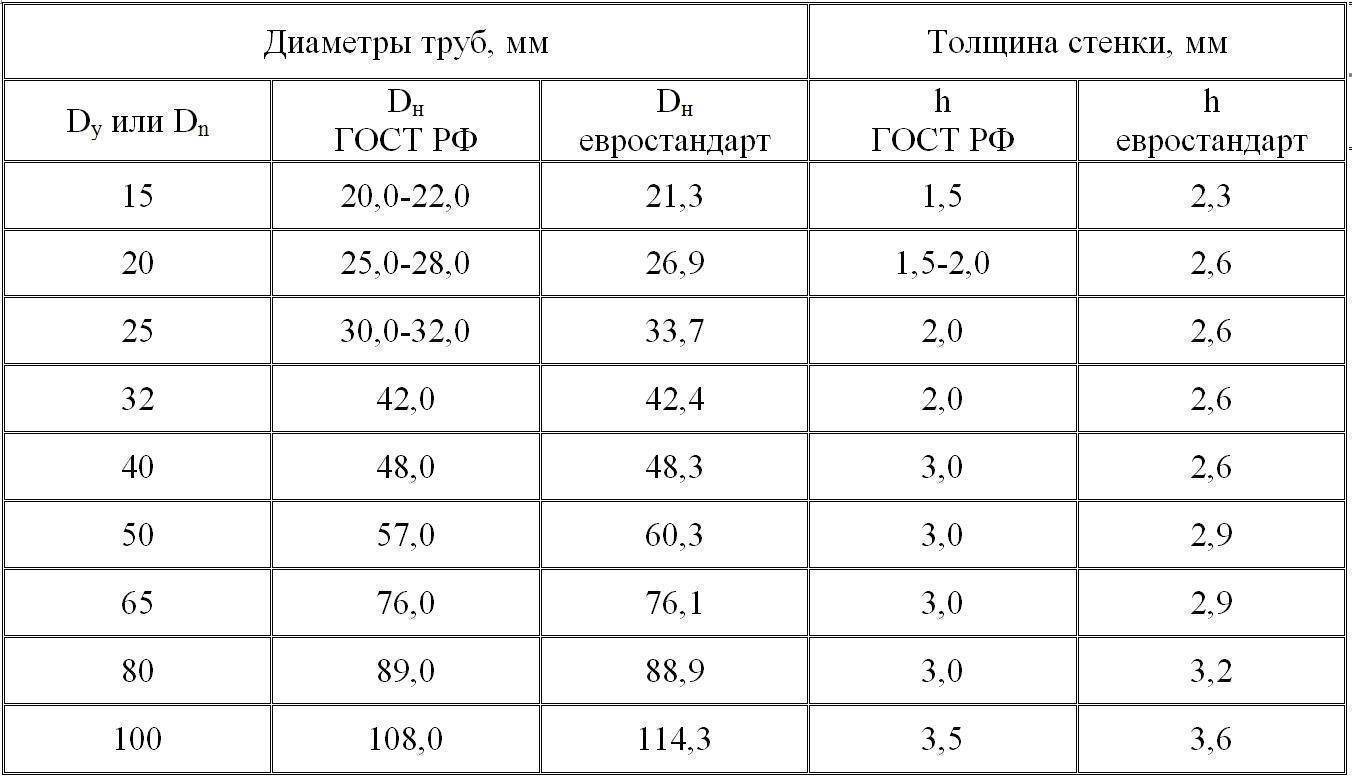
Диаметр стальных труб
Диаметр – это самая главная размерная характеристика стальных труб. Их классификация по этому параметру позволяет правильно спроектировать расчеты для транспортировки по трубопроводу того или иного вида вещества.
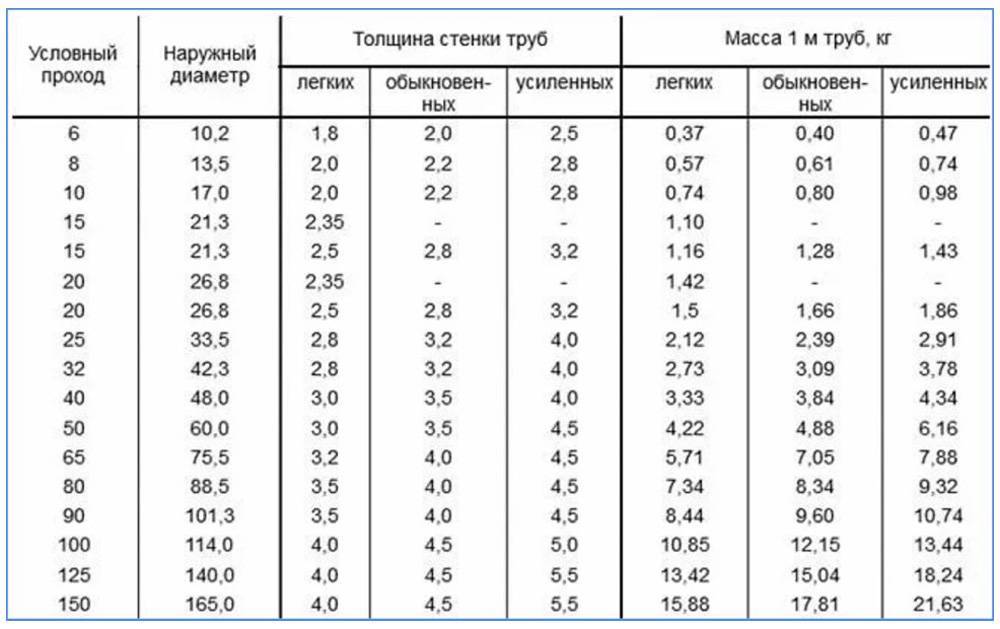
Наружный диаметр труб из стали следующий: — малые размеры – от 5 и до 102 мм, — средние размеры – от 102 и до 426 мм, — большие – от 426 мм и больше.
Внутренний диаметр также является важной характеристикой. По стандартам, принятым в большинстве стран мира, стальные трубы обладают следующим внутренним диаметром:. — 6 мм, — 10 мм, — 15 мм, — 20 мм, — 25 мм, — 32 мм, — 40 мм, — 50 мм, — 65 мм, — 80 мм, — 100 мм, — 110 мм, — 125 мм, — 200 мм и так далее
— 6 мм, — 10 мм, — 15 мм, — 20 мм, — 25 мм, — 32 мм, — 40 мм, — 50 мм, — 65 мм, — 80 мм, — 100 мм, — 110 мм, — 125 мм, — 200 мм и так далее.
Широко применяется измерение диаметра труб в дюймах, где один дюйм примерно равняется 2,54 см.
При сборке транспортной системы для жилых построек, которая состоит из стальных труб, берут трубы с внутренним диаметром 15, 20 или 32 мм. Используемые в канализационных системах стальные трубы имеют диаметр в 50/100 мм.






Следующие характеристики труб из стали
1. Линейное расширение. При прокладке стальных трубопроводов нужно учитывать изменение длины трубы из-за теплового расширения материала вследствие изменения температуры. Коэффициент линейного расширения труб из стали составляет 0,0120 мм/мК. Например, тепловое расширение трубы при изменении температуры на 50 градусов будет 0,6 мм.
Линейное удлинение у стальных труб примерно в двадцать раз меньше, чем у трубы из сшитого полиэтилена, поэтому такие трубы обладают низким коэффициентом теплового расширения.
2. Шероховатость поверхности. Шероховатость внутренней поверхности стальной трубы приводит в дальнейшем к тому, что на них в процессе эксплуатации появляются продукты коррозии, а это намного уменьшает пропускную способность трубопроводной системы. Коэффициент шероховатости эквивалентной для стальных бесшовных труб составляет 0,01-0,02 мм, у сварных стальных труб – 0,03-0,1 мм.
3. Теплопроводность. Теплопроводность стальных труб очень высокая – 74 Вт/м х К. Это является отличным качеством при изготовлении трубопроводов с горячей водой. И, наоборот, для холодной воды высокая теплопроводность труб из стали считается недостатком, так как трубы начинают «отпотевать», снаружи ржавеют и намокают, в результате этого разрушаются конструкции, прилегающие к трубам.
Какие технические характеристики влияют на потребительское качество стальных труб?
1. Способ изготовления. При одинаковой толщине стенок бесшовные трубы будут прочнее, так как шов считается уже заранее слабым местом.
Если применение трубы в качестве оболочки для электропроводки не потребует особого выбора, то для трубопроводов высокого давления больше подойдет труба бесшовная.
2. Диаметр. От внутреннего диаметра будет зависеть пропускная способность трубы, а для трубопровода это самая главная характеристика.
3. Толщина стенок. Этот показатель влияет на способность трубы противостоять высокому давлению и на ее конструкционную прочность.
4. Внешнее покрытие. Оцинковка защищает черную стальную трубу от коррозии, а хромированная труба больше подойдет как декоративный элемент в мебельной промышленности для дизайна помещений.
5. Отсутствие или наличие перфорации. Перфорированные трубы применяют при бурении водной скважины в качестве обсадных, их используют и для дренажной системы.
Технические характеристики стальных труб При установке водоснабжения или отопления серьезной проблемой становится выбор труб. Этот вопрос решить непросто, так как в последнее время существует много
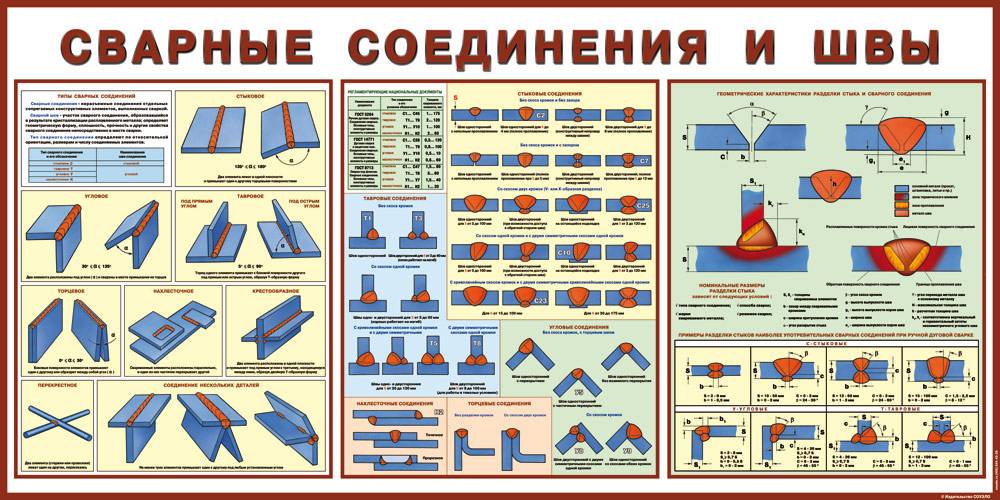
Выбор электродов
Для сварки стальных труб электродуговым методом диаметр электродов выбирают по толщине монтируемого проката
Важно учитывать особенности электродного стержня, обмазки. Особенности электродов, применяемых для монтажа трубопроводов:
- Электродами МР-3, АНО-21, АНО-24 варят швы, не испытывающие высокого давления (дренажные системы, сточные трубопроводы), где скорость потока незначительная. Работать можно на переменном токе.
- Универсальные УОНИ рекомендуют использовать начинающим, они хорошо проваривают металл, образуют прочное соединение. Для большого объема электродуговой сварки они не эффективны из-за невысокой скорости образования шва, необходимости постоянного контроля дуги.
- LB-52U – электроды японских производителей используют для монтажа технологических и магистральных трубопроводов, рассчитанных на высокое давление. Для LB-52U характерно ровное горение даже при небольшом «провисании» напряжения в сети.
- Электроды швейцарской компании ESAB отличаются хорошим качеством шва, ручная дуговая сварка газовых магистралей высокого давления нередко проводится ими. ОЗС 12 применяют для низкоуглеродных сталей, ОК 46 — универсальные. На токе любой полярности варят ОК 53.70 и ОК 74.70, в обмазке содержится защитный флюс, сдерживающий окисление ванны расплава.
- Отечественное ЛЭЗ ЛБгп применяют для финишного слоя на стыковых соединениях толстостенного трубного проката, для сварки тонкостенных труб.
- Э42А, УОНИИ-13/45, Э-09Х1МФ применяют при монтаже теплосетей из легированных сталей, толстая обмазка типа Д образует шлаковый слой, защищающий расплавленный металл от окисления.
От электродов во многом зависит безаварийность эксплуатации трубопроводных сетей. Сталь стержня должна соответствовать марке стали проката, вид покрытия определяет степень защиты ванных расплава.
При выборе способа монтажа технологического трубопровода или инженерных сетей учитывают толщину проката, марку стали, рабочую нагрузку на металл. Толстые стенки варят многослойными швами с предварительной разделкой кромок. Тонкостенный прокат достаточно очистить перед проведением работ. Имея сварочный аппарат, заварить стыки можно самостоятельно.




