Производство
Как смотрится производство стеклопластиковых труб?К реальному времени необходимо отметить 4-ре главных технологии их изготовления.
Наименование Описание Экструзия Смола перемешивается с отвердителем и рубленым стекловолокном, после этого продавливается экструдером через кольцевое отверстие. Производство практически бесплатно, технологично, однако отсутствие постоянного армокаркаса проявляется на итоговой прочности изделий. Пултрузия Труба вырабатывается между наружной и внутренней оправками. Две плоскости получаются отличными; однако ряд инновационных противопоказаний не дает возможность делать подобным образом трубы больших диаметров и с большим рабочим давлением. Центробежное формование Армирование собой представляет готовый рукав из стекловолокна, который прижимается к плоскости вращающейся формы центробежными силами. Они же помогают одинаковому распределению смолы по будущим стенкам. Главное положительное качество технологии — возможность получить гладенькую поверхность находящуюся снаружи; главный минус — энергоемкость и, исходя из этого, большая цена. Намотка Пропитанное связующим стеклохолст (нить, лента или ткань) накручивается на цилиндрическую оправку. Оборудование для изготовления стеклопластиковых труб способом намотки наиболее популярно благодаря относительной простоте и высокой продуктивности.
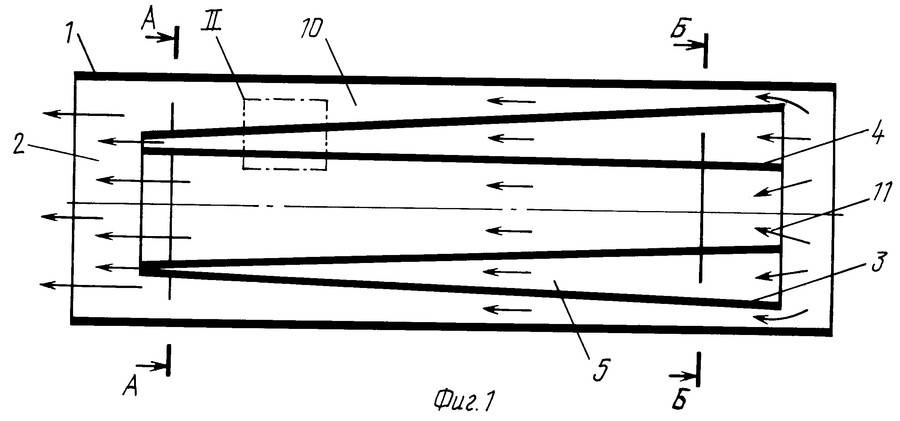
Схема производства способом пултрузии.
У последнего способа изготовления имеется несколько, так сказать, подвидов. Начнем знакомиться с ними.
Спирально-кольцевая намотка
Укладчик — кольцо с несколькими механизмами подачи пропитанной нити — совершает возвратно-поступательные движения вдоль вращающейся оправки. При любом проходе ложится слой волокон с неизменным шагом; кольцевая схема укладки, как мы помним, дает возможность достигнуть самой большой прочности трубы на разрыв.Интересно: подготовительное натяжение нити тоже благотворно проявляется на итоговой прочности изделия, предотвращая образование трещин при изгибающих нагрузках.Способом спирально-кольцевой намотки делаются насосно-компрессорные трубы, которые рассчитаны на большие рабочие давления, несущие конструктивные компоненты (в том числе композитные опоры ЛЭП) а также&… корпуса ракетных двигателей.
Изготовление НКТ спирально-кольцевой намоткой.
Спирально-ленточная намотка
Разность с идущим до этого способом — лишь в том, что в один проход укладчик образовывает узкую ленту в десяток-другой волокон. Исходя из этого, для создания целого армировки требуется куда больше проходов; само армировки выходит несколько менее уплотненным. Главное положительное качество способа — куда более простое и, исходя из этого, доступное оборудование.
Продольно-поперечная намотка
Значительное отличие от предыдущих схем — в том, что намотка выполняется постоянной: укладчик в то же время кладет поперечные и продольные нити. Кажется, это должно облегчить и сделать дешевле процедуру; но тут есть преимущественно механическая трудность.Оправка, на которой накручивается грядущая труба, вращается; раз так — должны вертеться и катушки, с которых разматывается нить продольного армировки. Причем чем больше трубный диаметр, тем больше должно быть катушек.
Продольно-поперечный намотчик.
Косослойная поперечно-продольная намотка
Такое решение было разработано еще при жизни СССР в Харькове и сначала применялось при изготовлении корпусов реактивных снарядов. Позднее оно получило распространение на всем постсоветском пространстве.В чем сущность способа?
- Укладчик образовывает широкую ленту параллельных пропитанных связующим волокон.
- Лента перед намоткой на оправку заранее обматывается нитью без пропитки, потом создающей осевую арматуру. Сами же собранные в ленту нити создают, исходя из этого, арматуру поперечную: лента ложится поперек оси оправки.
- После работ по укладке любой слой прокатывается валиками, уплотняющими армирование и вытесняющими излишнее связующее.
Чем удачна подобная схема?
- Возможностью постоянного производства. В один проход можно создать сколь угодно толстые стены, просто меняя нахлест ленты.
- Высокой работоспособностью.
- Возможностью делать стеклопластиковые трубы крупного диаметра (в теории — без каких-то противопоказаний самого большого размера). Размеры лимитированны лишь размером оправки.
- Неимоверно высоким содержанием о стеклоткани в готовом материале. Оно доходит до 85% против 45-65% при других способах. Это оказывает влияние как на итоговую крепость, так и на возгораемость продукции.
Косослойная поперек — продольная намотка.
Маркировка защитных покрытий
Производители труб из стеклопластика в соответствии с особенностями защитного покрытия, от которого зависит назначение изделий, применяют определенные буквенные обозначения:
- П – продукция предназначена для прокладки водопроводных сетей, в том числе подающих питьевую воду;
- Г – означает, что такие трубы можно использовать при обустройстве систем горячего водоснабжения. Максимальная температура теплоносителя не должна превышать 75 градусов;
- Х – изделия предназначаются для перемещения химически активных газов и жидкостей;
- А – по таким трубам разрешается перекачка смесей, содержащих абразивные компоненты;
- С – таким символом обозначают универсальные изделия, которые можно использовать практически для любой цели, поскольку они устойчивы даже к жидкостям с повышенной кислотностью.
В процессе производства стеклопластиковых труб слой защитного покрытия может достигать 3-х миллиметров.
Возможность выполнять монтаж стеклопластиковых труб без применения сварочного оборудования и другие их достоинства делают данную трубную продукцию очень перспективным материалом. В последние годы объем ее реализации постоянно возрастает. Важную роль при этом играет невысокая стоимость содержания и технического обслуживания трубопроводов, изготовленных из стеклопластика.
Технологии производства
Современная промышленность успешно реализует 4 принципиально разные технологии, позволяющие производить стеклопластиковые трубные изделия в различных ценовых сегментах:
Рекомендуем ознакомиться: Можно ли заливать полипропиленовые трубы в стяжку?
Намотка (навивка)
Простая в исполнении и очень производительная технология. Бывает простой и непрерывной. Подразумевает использование различных полимерных составляющих: термопластичных (полипропилен, полиамид, полиэтилен и т.п.), либо термореактивных (полиэфиры, эпоксидные смолы, фенол-формальдегиды и т.п.).
Допускается укладка стекловолокна различными способами. На крупных производственных предприятиях реализуется 4 варианта:
- Спирально-кольцевой. Укладочный механизм поступательно перемещается вдоль вращающейся заготовки, наматывая на нее слой волокон. В зависимости от числа прогонов достигается необходимая толщина стенки. Используется при изготовлении стеклопластиковых изделий высокого давления, применяемых на ответственных участках работы: в линиях электропередач, ракетостроении и т.д. Процесс производства сложный и дорогостоящий, для габаритных изделий не применяется.
- Продольно-поперечный. Станок укладывает продольные и поперечные волокна материала независимо друг от друга.
- Спирально-ленточный. Упрощенный вариант, дающий возможность производить недорогие и практичные изделия ценой некоторого снижения прочности. Изделия пользуются спросом при монтаже сетей низкого и среднего давления.
- Продольно-поперечный косослойный. Инновационная технология, разработанная специально для военно-промышленного комплекса.
Литье (центробежное формование)
Технология подразумевает изготовление трубы в обратном порядке – от наружной стенки к внутренней. Такой способ дает возможность увеличивать толщину стенок почти без ограничений. Трубы имеют высокую кольцевую жесткость и легко выдерживают большие осевые нагрузки.
Протяжка (пултрузия)
Нити стекловолокнистого вещества, пропитанные смесью смол, проходят через формообразующую установку, где за счет тянущего воздействия им придается необходимая конфигурация. Наилучшим образом подходит для производства изделий, используемых в строительстве систем водоснабжения, отопления, канализации.
Выдавливание (экструзия)
Самая дешевая технология. Вязкая пастообразная заготовка непрерывно продавливается сквозь формующую установку. Перемешивание стекловолокна и смолы происходит хаотично, поэтому изделия не имеют сплошного армирования. Это негативно сказывается на эксплуатационных характеристиках.







Особенности производства композитных труб
Композитные трубы сочетают в себе два и более исходных материала, которые не теряют свойств по отдельности, а при объединении демонстрируют новые универсальные характеристики изделия. Стеклянное, базальтовое или углеродное волокно пропитывается специфичными смолами (эпоксидными, фенольными или полиэфирными). Трубы из стеклопластика подразделяются по типу соединения на клеевые и механические.
Возможности сферы применения зависят от конструкции трубы, количества слоев. Двуслойные отличаются защитным полиэтиленовым покрытием, что позволяет использовать их в обустройстве канализаций, водоснабжения и нефтепроводов. Трехслойные изделия с дополнительной оболочкой из стеклопластика универсальны в применении. Прочность в радиальном направлении существенно увеличена, трубы подходят для перевозки жидкостей с высоким содержанием газа. Риск отсоединения защитной оболочки при такой транспортировке отсутствует.
Преимущества композитных труб
- Высокий срок эксплуатации благодаря стойкости к химически агрессивным веществам и коррозийной устойчивости (не менее 50 лет)
- Легкий монтаж с минимальными денежными и временными затратами (не используется метод сварки, не приходится привлекать тяжелую технику).
- Высокая ремонтопригодность и возможность установки труб из композитных материалов в различных погодных условиях.
- Устойчивость к температурному воздействию (выдерживает скачки от -60 до +130 градусов по Цельсию).
- Выдерживают высокое давление (до 20 МПа), что позволяет использовать их при обустройстве инженерных коммуникаций.
- Высокий уровень прочности, сопоставимый с показателями стальных труб, но при этом меньший вес в 4 раза.
- Небольшое гидравлическое сопротивление за счет гладкой внутренней поверхности.
- Пригодность для наружного сооружения трубопроводов (с последующими мероприятиями, повышающими устойчивость).
Особенности установки труб из стеклопластика
При монтаже композитных труб из стеклопластика можно выделить несколько типов соединений:
- классическое – труба вставляется в раструб следующего соединения, это самый простой и быстрый способ собрать трубопровод за ограниченный промежуток времени,
- муфтовое – с использованием специальных съемных соединений и клеящего состава,
- фланцевое – на торце трубы располагается специальный фланец с отверстием для крепежа,
- бугельное – соединение труб специальным приспособлением (бугелем) с последующим затягиванием шурупами и болтами.
После прокладки трубопровода на открытой местности стоит провести ряд мероприятий, направленных на усиление устойчивости к разрушающим внешним факторам. Если после проведения испытательных работ, трубопровод не планируется использовать, оставшуюся в нем воду нужно слить во избежание замерзания и повреждения устройства. Для защиты от морозов и ультрафиолетовых лучей используют специальный утеплитель и защитное покрытие.
Доверяйте монтаж композитных труб только профессионалам, ведь для правильного прокладывания траектории с изгибами важно применять специализированные инструменты, не допускать излишних перегибов и перекручиваний. В зависимости от условий эксплуатации композитный профиль ТМ Flotenk подразделяется на серии:. В зависимости от условий эксплуатации композитный профиль ТМ Flotenk подразделяется на серии:
В зависимости от условий эксплуатации композитный профиль ТМ Flotenk подразделяется на серии:
- серия PON — конструкционный общего назначения
- серия POS — конструкционный огнестойкий
- серия PHS — конструкционный химически стойкий (для кислотных, щелочных, соленый и пр. агрессивных сред)
Наши технические возможности позволяют производить профили и других типоразмеров по согласованию с заказчиком.
Для получения подробной информации оставьте заявку на обратный звонок или свяжитесь с нашими менеджерами по указанным телефонам
Для расчёта стоимости и сроков производства, отправьте запрос на электронную почту: profile@flotenk.ru
Монтаж стеклопластиковых труб
Существует 3 способа соединения:
- ламинированный (этот вариант задействуют в случае осевых нагрузок);
- муфтовый (позволяет создавать угловое смещение, в зависимости от диаметра трубопровода);
- фланцевый (изделия производятся для всех классов давления).
Производители предлагают широкий ассортимент труб из стеклопластика, покупателю остается сделать правильный выбор, исходя из персональных характеристик. Также рынок рекомендует стеклопластиковую трубу с муфтой для микротоннелирования. Специальные стальные муфты скрепят трубопровод, как в случае с укладкой магистрали.
Обзор товаров лидирующих производителей
Среди многообразия представленной продукции есть авторитетные бренды с многолетней положительной репутацией. К числу таких относятся товары компаний: Hobas (Швейцария), Стеклокомпозит (Россия), Amiantit (концерн из Саудовской Аравии с производственными мощностями в Германии, Испании, Польше), Ameron International (США).
Молодые и перспективные производители композитных стеклопластиковых труб: Полиэк (Россия), Arpipe (Россия) и Завод стеклопластиковых труб (Россия).
Производитель #1 — бренд HOBAS
Заводы торговой марки расположены в США и многих странах Европы. Продукция группы Hobas заслужила всемирное признание за отменное качество. GRT-трубы с полиэфирным связующим изготовлены по технике центробежного литья из стекловолокна и ненасыщенных полиэфирных смол.
Трубные системы Hobas широко используются в канализации, дренажных и водопроводных комплексах, промышленных трубопроводах и ГЭС. Допустима наземная укладка, размещение методом микротоннеля и протаскивания
Характеристики композитных труб Hobas:
- диаметр – 150-2900 мм;
- класс SN-жесткости – 630-10 000;
- уровень PN-давления – 1-25 (PN1 – безнапорный трубопровод);
- наличие внутреннего футеровочного антикоррозийного покрытия;
- стойкость к кислотной среде в широком диапазоне pH.
Налажено производство фасонных деталей: колен, переходников, фланцевых патрубков и тройников.
Производитель #2 — компания Стеклокомпозит
Компания «Стеклокомпозит» наладила линию по выпуску стеклопластиковых труб Flowtech, техника производства – непрерывная намотка.
Задействовано оборудование с двойной подачей смолистых веществ. Высокотехничные смолы подаются на укладку внутреннего слоя, а более дешевый состав – на структурный слой. Методика позволяет рационализировать расход материала и удешевить продукцию.
Номенклатура труб Flowtech – 300-3000 мм, класс PN – 1-32. Стандартный метраж – 6, 12 м. Под заказ возможно производство в пределах 0,3-21 м
Производитель #3 — бренд Amiantit
Основные компоненты труб Flowtite от Amiantit: стекловолокно, полиэфирная смола, песок. Применяемая техника – непрерывная намотка, обеспечивающая создание многослойного трубопровода.
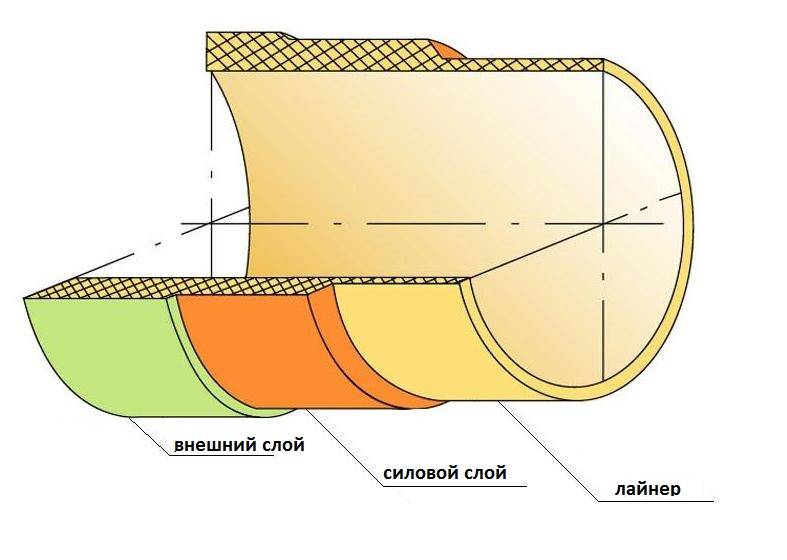
Структура стеклопластика включает шесть слоев:
- внешняя намотка из нетканой ленты;
- слой мощности – рубленое стекловолокно + смола;
- средняя прослойка – стекловолокно + песок + полиэфирная смола;
- повторный слой мощности;
- подкладка стеклянных нитей и смолы;
- защитное покрытие из нетканого стекловолокна.
Проведенные исследования показали высокую абразивную стойкость – за 100 тыс. циклов обработки гравием, потери защитного покрытия составили 0,34 мм.
Класс прочности изделий Flowtite – 2500 – 10000, под заказ возможно изготовление трубы SN-30000. Эксплуатационное давление – 1-32 атмосфер, максимальная скорость потока – 3 м/с (для чистой воды – 4 м/с)
Производитель #4 — компания Полиэк
ООО «Полиэк» производит различные модификации трубной продукции Fpipes из стеклопласта. Техника изготовления (непрерывная косослойная продольно-поперечная намотка) позволяет создавать трехслойные трубы до 130 см в диаметре.
Полимерные композитные материалы задействованы при создании обсадных труб, звеньев водоподъемных колонн, водоснабжающих трубопроводов и отопительных систем.
Номенклатурный ряд канализационных стеклопластиковых труб – 62,5-300 мм, высоконапорных изделий – 62,5-200 мм, вентиляционных каналов – 200-300 мм, обсадок скважин – 70-200 мм
Кроме труб из стеклопластика на рынке представлено много изделий из других материалов – стали, меди, полипропилена, металлопластика, полиэтилена и т.д. Которые, благодаря своей более доступной цене, активно используются в различных сферах бытового назначения – монтаж систем отопления, водоснабжения, канализации, вентиляции и прочее.




Ознакомиться с характеристиками труб из различных материалов можно в следующих наших статьях:
Производство
Как выглядит производство стеклопластиковых труб?
К настоящему времени можно выделить четыре основных технологии их изготовления.
| Название | Описание |
| Экструзия | Смола смешивается с отвердителем и рубленым стекловолокном, после чего продавливается экструдером через кольцевое отверстие. Производство дешево, технологично, однако отсутствие регулярного армирующего каркаса сказывается на итоговой прочности изделий. |
| Пултрузия | Труба формируется между внутренней и наружной оправками. Обе поверхности получаются идеальными; однако ряд технологических ограничений не позволяет производить таким образом трубы больших диаметров и с высоким рабочим давлением. |
| Центробежное формование | Армирование представляет собой готовый рукав из стеклоткани, который прижимается к поверхности вращающейся формы центробежными силами. Они же способствуют равномерному распределению смолы по будущим стенкам. Основное достоинство технологии — возможность получить гладкую наружную поверхность; основной недостаток — энергоемкость и, соответственно, дороговизна. |
| Намотка | Пропитанное связующим стекловолокно (нить, лента или ткань) наматывается на цилиндрическую оправку. Оборудование для производства стеклопластиковых труб методом намотки наиболее распространено благодаря относительной простоте и высокой производительности. |

Схема производства методом пултрузии.
У последнего метода производства есть несколько, так сказать, подвидов. Давайте познакомимся с ними.
Спирально-кольцевая намотка
Укладчик — кольцо с несколькими механизмами подачи пропитанной нити — совершает возвратно-поступательные движения вдоль вращающейся оправки. При каждом проходе укладывается слой волокон с постоянным шагом; кольцевая схема укладки, как мы помним, позволяет добиться максимальной прочности трубы на разрыв.
Методом спирально-кольцевой намотки изготавливаются насосно-компрессорные трубы, рассчитанные на высокие рабочие давления, несущие конструктивные элементы (в том числе композитные опоры ЛЭП) и даже… корпуса ракетных двигателей.

Изготовление НКТ спирально-кольцевой намоткой.
Спирально-ленточная намотка
Разница с предыдущим методом — лишь в том, что за один проход укладчик формирует узкую ленту в десяток-другой волокон. Соответственно, для формирования сплошного армирования требуется куда больше проходов; само армирования получается несколько менее плотным. Главное достоинство метода — куда более простое и, соответственно, дешевое оборудование.
Продольно-поперечная намотка
Принципиальное отличие от предыдущих схем — в том, что намотка делается непрерывной: укладчик одновременно укладывает продольные и поперечные нити. Казалось бы, это должно упростить и удешевить технологию; однако здесь есть сугубо механическая проблема.
Оправка, на которой наматывается будущая труба, вращается; раз так — должны вращаться и катушки, с которых разматывается нить продольного армирования. Причем чем больше диаметр трубы, тем больше должно быть катушек.

Продольно-поперечный намотчик.
Косослойная поперечно-продольная намотка
Это решение было разработано еще при жизни Советского Союза в Харькове и первоначально применялось при производстве корпусов реактивных снарядов. Позже оно получило распространение на всем постсоветском пространстве.
В чем суть метода?
- Укладчик формирует широкую ленту параллельных пропитанных связующим волокон.
- Лента перед намоткой на оправку предварительно обматывается нитью без пропитки, впоследствии образующей осевую арматуру. Сами же собранные в ленту нити образуют, соответственно, арматуру поперечную: лента укладывается поперек оси оправки.
- После укладки каждый слой прокатывается валиками, уплотняющими армирование и вытесняющими лишнее связующее.
Чем выгодна такая схема?
- Возможностью непрерывного производства. За один проход можно сформировать сколь угодно толстые стенки, просто меняя нахлест ленты.
- Высокой производительностью.
- Возможностью производить стеклопластиковые трубы большого диаметра (в теории — без каких-либо ограничений максимального размера). Габариты ограничены только размером оправки.
- Чрезвычайно высоким содержанием стекловолокна в готовом материале. Оно доходит до 85% против 45-65% при альтернативных способах. Это влияет как на итоговую прочность, так и на горючесть продукции.

Косослойная поперечно — продольная намотка.
Варианты соединения элементов трубопровода
Существует несколько способов прокладки систем из стеклопластиковых труб:
- Применение раструбного изделия отличается простотой проведения работ – это вариант последовательного монтажа, при котором одну трубу помещают в раструб другой.
- При использовании фланцевого соединения стеклопластиковая трубная продукция имеет на торцах фланец (специальное кольцо) с отверстиями, предназначенными под крепежные детали.
- Монтаж стеклопластиковых труб при помощи муфтовых соединений предусматривает прокладку трубопроводов с применением съемных и неразъемных элементов. К последнему виду относится муфта, которую фиксируют клеящими составами.
- Бугельное соединение считается разновидностью муфтового, но оно разъемное и его после монтажа стягивают болтами.
Применение и эксплуатационные особенности
Актуальность и экономическая целесообразность применения стеклопластиковых труб определяется рядом их эксплуатационных особенностей по сравнению с трубами других типов.
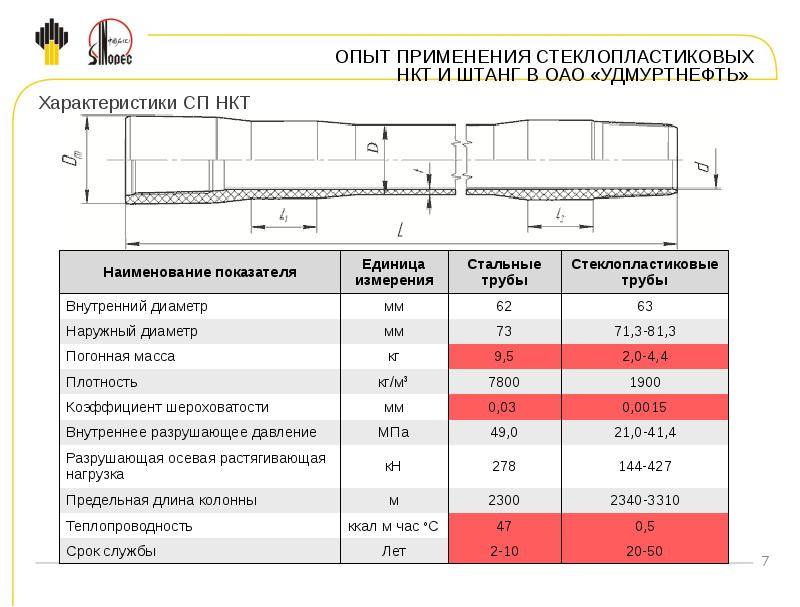
- Стеклопластики характеризуются плотностью 1750-2100 кг/м3, при этом их прочность на растяжение лежит в пределах 150-350 МПа. Таким образом по удельной прочности стеклопластик сопоставим с качественной сталью и значительно превосходит по этому показателю термопластичные полимеры (ПНД, ПВХ).
- Стеклопластик обладает высокой коррозионной стойкостью, так как стекло и отвержденные термореактивные смолы (полиэфирная, эпоксидная), входящие в его состав, обладают низкой реакционной способностью. По этому показателю стеклопластик существенно превосходит черные и цветные металлы и сопоставим с нержавеющей сталью.
- Стеклопластик является трудногорючим, трудновоспламеняемым самозатухающим материалом с высоким значением кислородного индекса, так как негорючее стекло составляет в массе стеклопластика значительную долю. По этому показателю стеклопластик превосходит гомогенные и наполненные термопластичные полимеры.
- Стеклопластик является анизотропным материалом и его свойствами в заданных направлениях легко управлять, варьируя схему укладки волокон. Таким образом стеклопластиковые трубы могут быть выполнены с равным запасом прочности в осевом и кольцевом направлениях. В изотропных материалах при нагружении труб внутренним давлениям запас прочности в кольцевом направлении всегда в 2 раза меньше чем в осевом.
- Предел текучести стеклопластика близок к пределу прочности, по этой причине стеклопластиковые трубы значительно менее эластичны, чем стальные или термопластичные.
- Стеклопластик не сваривается. Соединения труб производятся с помощью фланцев, муфт, ниппель-раструбных соединений, клея.
Исходя из указанных особенностей сформировался ряд областей применения стеклопластиковых труб:
Нефтедобыча
В нефтедобывающей промышленности стеклопластиковые трубы находят применение по причине высокой коррозионной стойкости в агрессивных средах (пластовые воды, сырая нефть, буровые и технологические растворы) по сравнению со сталью и высокой удельной прочности по сравнению с термопластичными полимерами.
Из стеклопластика изготавливают насосно-компрессорные и линейные (систем ППД) трубы диаметром до 130 мм на рабочие давления до 30 МПа, трубы для нефтесборных трубопроводов диаметром до 300 мм на рабочие давления до 5 МПа, трубы магистральные диаметром до 1200 мм на рабочие давления до 2,5 МПа.
Угольная промышленность
В угольной промышленности существуют ограничения на применяемые в закрытых горных выработках материалы. Так правила безопасности в угольных шахтах устанавливают, что изделия из неметаллических материалов, находящиеся в закрытых горных выработках должны иметь не менее 28%, быть трудногорючими, трудновоспламеняемыми (согласно ГОСТ 12.1.044), а продукты их горения не должны быть высокотоксичными. По указанным причинам применение полиэтиленовых и полипропиленовых труб в угольных шахтах невозможно. В то же время, стеклопластиковые трубы этим требованиям отвечают. Применение в шахтах стеклопластиковых труб целесообразно по ряду причин:
- малая масса, что весьма актуально, поскольку шахтные трубопроводы имеют большие диаметры (150 — 1200 мм) и монтируются, как правило, вручную;
- коррозионная стойкость в рудничной атмосфере;
- гладкая внутренняя поверхность, снижающая образование отложений угольной пыли и другой пыли, неизбежно присутствующей в транспортирумых средах;
- безопасность при взрывах метана, поскольку разрушение стеклопластика происходит без образования травмоопасных осколков.
Жилищно-коммунальное хозяйство
Стеклопластиковые трубы нашли применение в ЖКХ, в основном, в качестве канализационных. Это связано с тем, что трубы канализации имеют диаметры порядка 600 — 2500 мм,работают без внутреннего давления в условиях внешних нагрузок от грунта и давления грунтовых вод. Высокая кольцевая жесткость стеклопластика позволяет создавать трубы для указанных условий.






Еще одним применение стеклопластиковых труб в ЖКХ являются мусоропроводы. В последние 10-15 лет стеклопластиковые трубы находят применение и в качестве дымовых на газовых котельных и ТЭЦ.
Что это такое
Что собой представляет стеклокомпозит? Наименование, в общем то, предоставляет исчерпывающее представление о составе материала: связующее (эпоксидная или полиэфирная смола) армируется стекловолокном
Армирование гарантирует стойкость в отношении к нагрузкам на растяжение и изгиб; связующее гарантирует стойкость к ударным нагрузкам.Необходимо обратить свое внимание: применяющиеся смолы — обычные реактопласты. При твердении в них происходят необратимые химические перемены; раз так — в отличии от термопластов, контактная сварка изделий не представляется возможной
Для сцепления труб используются клеевой состав, фланцы под болты, резьбы и т.д.
Соединение фланцевого типа стеклопластикового трубопровода.
История
Производственная технология появилась в пятидесятых годах прошлого столетия, когда настало промышленное изготовление смол на эпоксидной основе. Как и каждая современная технология, на начальной стадии эта не пользовалась большой популярностью: отсутствие опыта применения стеклокомпозита дополняла низкая стоимость на обычные материалы (сталь, медь и алюминий).Приблизительно к середине 60-х, однако, картина начала меняться.Что случилось?
- Выросли цены на сталь и разноцветные металлы.
- Возникла коммерческая разработка шельфовых месторождений нефти и газа. Стеклопластиковые трубы НКТ (насосно-компрессорные) выгодно отличались от железных маленьким весом и, что еще важнее, устойчивостью к коррозии: контакт с соленой водой не наносил им никакого убытка, в отличии от конкурирующих продуктов.
- Напоследок, сами производственной технологии стеклокомпозита тоже не стояли на месте: он становился доступнее и крепче.
Результат не заставил себя ожидать: к концу 60-х компания из Америки Ameron вышла с собственными стеклопластиковыми трубами большого давления сначала на американский, а потом и на ближневосточный рынок. К 80-годам подтянулись европейские и, немного позднее, советские (позднее — русские) изготовители.
Продукция Ameron и по сей день популярна рынком России, не обращая внимания на наличие изготовителей из нашей страны.
Плюсы
Чем стеклокомпозит завоевал востребованность?Перечень его хороших качеств не очень большой, но смотрится очень убедительно.
- Очень благоразумная на фоне высоколегированных и нержавеек цена.
- Стойкость к ржавчине и агрессивным средам.
Полезно: если нужно перевозки очень агрессивных жидкостей компоненты трубо-проводов футеруются полимерным этиленом большого давления.
- Маленький вес. Удельная крепость стеклокомпозита (крепость, отнесенная к плотности) в 3,5 раза больше, чем у стали; подобным образом, равнопрочные конструкции из данных материалов будут различаться весом во много раз.
При подобной же толщине стенок, как у трубы из стали, стеклопластиковая уступает ей в прочности очень несущественно.
- Возможность получения материала с заданными механическими характеристиками благодаря конкретной схеме армировки. К примеру, спирально-кольцевая намотка о стеклоткани гарантирует наибольшую стойкость к внутреннему давлению.




