Подготовка к сварке
Соединяемые детали необходимо очистить от грязи, ржавчины, остатков краски и шпака. Это нетрудно сделать с помощью обработки механическим способом.
Затем производится разметка. С чертежа на металл переносят размеры конструкции, используя для этого рулетку и угольник. При разметке необходимо следить, чтобы полученный после отрезки торец был перпендикулярен оси трубы. Поскольку при сварке длина заготовок уменьшится, то оставляется припуск.
При поперечном стыке он равняется одному миллиметру, а на каждый миллиметр продольного стыка — 0,1-0,2 миллиметра. В зависимости от того, какой диаметр имеют соединяемые трубы резку заготовок можно проводить термическим способом или электроинструментом, например, болгаркой. При совмещении заготовок необходим контроль их соосности и тщательная фиксация.
Для сборки конструкции из неповоротных труб удобно применять прихватки — короткие швы, выполняемые поперек основного шва. Их размер зависит от диаметра труб и толщины их стенок, и находится в диапазоне 20-120 миллиметров. Прихватки предотвратят свариваемые детали от сдвига.

Также для фиксации может использоваться механическое оборудование.
Область применения
Монтаж трубопроводов, создание каркасных конструкций, перекрытий, ограждений предполагает расположение деталей под прямым углом. Перпендикулярно сваркой обычно крепят укрепляющие элементы: балки, швеллеры, профильный прокат. Детали под углом 90° соединяют тавровой сваркой. Начинающие сварщики в бытовых условиях таких стыков стараются избегать из-за сложности фиксации деталей в заданном положении.
На производстве и в строительстве тавровые соединения применяют часто. Все виды соединений регламентированы ГОСТами для различных типов сварки. Они бывают односторонние и двухсторонние, с разделкой кромок и без нее. Все зависит от предполагаемой нагрузки, сплава, толщины свариваемых деталей.

Виды тавровых сварных соединений
Технология сварки
После зажигания дуги сразу начинается процесс плавления металлов – электродного и основного
В зависимости от длины дуги определяется производительность работы и качество шва, поэтому очень важно выбрать правильную длину дуги. Подавать электроды в дугу необходимо со скоростью плавления электрода
Чем больше опыта у специалиста, тем лучше он справляется с удержанием длины дуги.
Дуга размером от 0,5 до 1,1 диаметра электрода является нормальной. Для того, чтобы точнее рассчитать точную длину дуги, нужно узнать, какой марки и типа электроды применяются. Также немалое значение имеет положение и значение места сваривание. Если дуга длиннее нормальных размером, то устойчивость горения понижается, потери на угар увеличиваются, глубина проплавления становится неравномерной, а шов неровным.
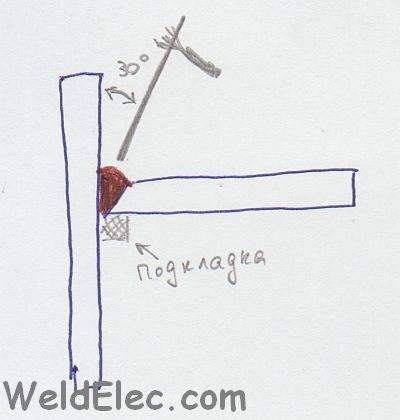
Для того, чтобы качественно выполнить шов, стоит обратить внимание на угол наклона электрода. Для работы в положении снизу угол наклона электрода обычно составляет от 10 до 30 градусов назад
Зачастую дуга направлена в ту сторону, куда направлены электроды. Правильный наклон, помимо надежного шва, дает еще и меньшую скорость остывания вещества.
Чтобы получить валик из металла необходимого размера, нужно производить колебательные действия электрода в перпендикулярном направлении. С использованием колебательных движений швы с размером валика от 1,5 до 4 диаметров электрода. Такие швы используются чаще всего.

Получение надежно проваренного корня достигается при помощи движения треугольников. Это движение производится с выполнением угловым швов с катетами шва свыше 6 миллиметров и стыковых кромок со скосом.
Швы можно разделить по способу их заполнения на многослойные, однослойные, многопроходные, однопроходные.
Многослойный шов является таким, если количество слоев соответствует числу проходов дугой. Подобные швы зачастую применяют на проблемных участках и местах стыков.
Многопроходные швы используются в тавровых соединения и в углах.
Для увеличения показателя прочности используются выполнения шва секциями, каскадом или блоками. Все данные швы производятся по технологии обратноступенчатой сварки.
Различные техники выполнения дуговой сварки
Сварку трубопроводов можно выполнять несколькими технологическими способами:
Сварка с поворотом стыка
Сначала делаются три прихватки на 4, 8 и 12 часов. Затем выполняются два основных шва примерно с 1 до 5 часов и с 11 до 7 часов. После этого труба поворачивается на 90 градусов и наносятся завершающие швы, которые полностью герметизируют соединение двух швов.
Для предотвращения прожогов рекомендуется использовать для первого слоя 4-миллиметровый электрод марок СМ-11, ВСЦ-1 или УОНИ-11/45(55), а для создания электрической дуги выставить силу тока в 130 А (±10 А). Для выполнения второго и третьего слоёв необходимо взять 5-6-миллиметровые электроды, а силу тока следует увеличить до 200-250 А.
Сварка без поворота стыка
Данная технология применяется при работе со стационарными трубопроводами, которые невозможно двигать. Первый слой выполняется снизу-вверх, а вторые и третьи можно выполнять как сверху-вниз, так и снизу-вверх.
Сварку труднодоступных мест, например, части трубопровода, прижатой к бетонной подушке или к кирпичной стене, необходимо производить через врезку – технологическое отверстие сверху трубы. Когда сварочные работы завершены, технологическое отверстие также заваривается.
Сварка труб в зимних условиях
При отрицательных температурах происходит быстрое охлаждение сварочной зоны, а удаление раскалённых газов из расплавленного металла, наоборот, затрудняется. Из-за этого трубная сталь становится хрупкой, от чего резко возрастает опасность возникновения термического разрушения стали, появления горячих трещин, отходящих от сварного шва, а также закалочных структур.
Чтобы избежать этих дефектов, необходимо, во-первых, максимально плотно соединить друг с другом элементы трубопровода, во-вторых, необходимо раскалить поверхность металла до светло-красного оттенка, наконец, в-третьих, силу тока необходимо увеличить на 10-20%. Это позволит добиться вязкого и пластичного сварного шва, который надежно герметизирует зазор между трубами даже при сильном морозе.
Технология электродуговой сварки металлических труб
Электродуговая сварка имеет технологические нормативы и особенности проведения в зависимости от материала, толщины стенки и целевого назначения труб.
Сварка неповоротных стыков труб
Соединение неповоротных стыков осуществляется тремя способами, которые зависят от расположения:
- по вертикали;
- по горизонтали;
- при угле в 45 градусов.
Вертикальный способ включает в себя 4 этапа:
- Сварка трубы с созданием корневого валика. Наиболее важный этап с формированием стыка, который будет являться основой для всей работы. Наклон электрода относительно поверхности: «угол назад». Следует корректировать длину дуги: при недостаточном проплавлении — устанавливать короткую, при нормальном – среднюю. Нахождение сварного валика долгое время в жидком состоянии ведет к возникновению дефектов. Поэтому при большом объеме сварочной ванны скорость варки уменьшают.
- Наварка трех валиков, осуществление заделки. Выполнение валиков происходит при повышенном режиме. В зависимости от направления шлака применяется сварка прямоугольная или под «углом назад». Верхний край последнего валика обязан иметь минимальную величину до верхней кромки. Обычно равна диаметру электрода.
- Формирование замка в начале и конце валиков. Сформированный замок является началом валика со смещением от предыдущего на 5 мм. Осуществляя стык, валик должен быть исполнен по всей длине беспрерывно.
- Осуществление сварки на лицевой стороне. Выполняется на высокой скорости и имеет своей целью формирование плоской поверхности. Сварка заканчивается, заходя за начало шва.
Горизонтальный способ требует профессиональных навыков. Производится при разной величине сварочного тока и под разным углом к детали. Эта методика предусматривает три этапа:









В пределах одного этапа сварка проходит непрерывно, начиная с позиции «угол назад» и заканчивая положением «угол вперед».
Сварка при угле труб в 45 градусов начинается с создания первого валика под углом электрода в 90 градусов. Выполнение шва происходит при непрерывной плавке второго валика. После заполнения основы выполняют проплавку первого валика. Тем самым создают соединения по горизонтали и вертикали.
Сварка труб «под просвет»
Технология предусматривает следующие условия:
- величина притупления: 2-2,5 мм;
- зазор между кромками: не более 3 мм;
- угол раскрытия: в диапазоне от 60 до 70 градусов;
- дополнительная обработка кромок путем снятия фасок для придания им необходимой формы и устранения неровностей;
- разница в толщине свариваемых стенок не должна превышать 3 мм или 10%.
Cварка трубопроводов высокого давления
Особенностью сварки трубопроводов высокого давления является необходимость предварительного нагрева соединяемых элементов до 300 градусов С, которую поддерживают на протяжении всего процесса прихвата и варки.
При варке газопроводов учитывают:
- Что для газовых магистралей применяют толстостенные трубы, что повышает общую трудоемкость работ.
- Предъявляются повышенные требования к качеству и надежности сварного шва, поэтому к работе привлекают профессионалов с большим опытом.
- Вся система в целом (труба, а также места стыков, сварочные швы) должны быть устойчивы к коррозии. После окончания варки для снятия термических напряжений отрезок в 10 см в каждую сторону от шва прогревают до 500-600 градусов С. Для этого используют термические печи, индукционные нагреватели, газовые горелки.
Рекомендации
Если сваривать тавровым соединением тонкую и толстую пластину, то угол наклона электрода относительно толстой пластины будет примерно 60 градусов. Чтобы больше металла “стягивать” с толстой части на тонкую.
Также желательно просушить свариваемые поверхности для лучшего качества сварного шва.
Сварка труб
Опираясь на ГОСТ16037-80, который распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой, правильно будет сказать, что в нем таврового соединение нет. Все швы, которые называют тавровыми, относятся к угловым. Однако, когда к торцу трубы приваривается заглушка из пластины или фланец, это будет являться тавровым соединением. По большому счету, что бы не спорить по этому поводу, необходимо понимать, что тавровое соединение деталей труб или любого другого металлопроката выполняется угловым швом и техника сварки трубопроводов сводится к технике сварке угловых швов.

Прежде всего нужно остановиться на подготовке труб перед сваркой таврового соединения. Трубы должны соответствовать всем требованиям и не иметь дефектов, загрязнения и ржавчины, после чего можно выполнять сварку.
Следует выполнить прихватки, для труб диаметром до 300 мм хватит 4 равномерно расположенных прихваток . Для более широких труб прихватки выполняются с одинаковым интервалом по всему диаметру. Торец одной трубы необходимо выкроить определенным образом что бы он плотно прилегал к боковой поверхности другой трубы. Для труб с небольшим диаметром сделать это не очень сложно при помощи нескольких манипуляций болгаркой. Другое дело, когда предстоит работа с трубами больших диаметров. В данном случае, как правило, при разметке применяются различные шаблоны и развертки.
Видео
Полезные ролик о том, как можно резать трубы для приваривания их торцом к боковине.
Далее выполняется сборка деталей на прихватки или в сборочно-сварочном приспособлении. Сварка соединения труб может выполняться как в поворотном положении (есть возможность вращения стыка вокруг своей оси) так и в неповоротном (нет возможности вращения стыка вокруг своей оси). Сваривая трубы, сварной шов приходиться выполнять по криволинейной поверхности, что несколько усложняет процесс. Необходимо стык разделить на участки и выполнять сварку за несколько приемов.
Сварной шов в зависимости от толщины стенки трубы выполняется за один или несколько проходов
Следует обратить внимание на состав труб и подобрать подходящие электроды. Сварной шов на трубах должен быть идеальный, в обязательном порядке проверяется наличие дефектов
Если дефекты имеются, то их исправляют.
Профильные трубы используются для ограждений, каркасов, различных металлических конструкций.
При тавровом соединении профильных труб так же выполняются прихватки. Электрод ведется под углом колебательными движениями снизу вверх. После сварки зачищается шлак.
Видео
В вертикальном положении
При тавровом соединении в вертикальном положении сварочный ток устанавливается более высоким для хорошего проплавления, сварку нужно выполнять снизу вверх с отрывом дуги.
Движение электрода выполняют петлями, уголками, дуговыми колебаниями и т.д., положение электрода должно быть 45 градусов, иногда сварку выполняют сверху вниз. Разжигая дугу, электрод держим перпендикулярно к свариваемой поверхности, такая техника сварки не удобна и нужно тщательно контролировать сварочную ванну. Для контроля ванны необходимо снизить сварочный ток, что бы не перегревать металл, электроду необходимо задать правильное положение, что бы давление дуги поддерживало жидкий металл, а не способствовало его стеканию в низ. Сварка производится на короткой дуге что бы расстояние между торцом электрода и деталью было минимальным.
В нижнем положении
Выполняя сварку в нижнем положении результата сварщик может достигнуть более высокого качества, ток должен быть выше, если полярность прямая и ниже, если полярность обратная.
Соединение вертикальное с разделкой кромки, шов в нижнем положении
Положение электрода направлено в корень сварного соединения, длина дуги меньше при сварке на обратной полярности, вести электрод нужно равномерно, не упуская сварочную ванну.
Сварка труб под углом 45 градусов
Выполнение сварки трубных изделий, располагающихся под углом 45, имеет некоторые особенности. В частности речь идет о пространственном положении шва, учитывая определенный угол. Выполнять работы такого типа могут универсальные мастера, выполняющие различными навыками сварки. Первый валик создается посредством электрода под прямым углом.

Шов формируется при непрерывном заполнении второго слоя. После этого сразу переходят к проплавке первого слоя. Выполнив сварку с постоянным применением электрода, требуется провести фиксацию трубы для создания горизонтально и вертикально расположенных швов. В этом случае сварочный слой с лицевой стороны не является плоским, если сравнивать с остальными валиками.
Вертикальное соединение металлических труб посредством дуговой ручной сварки осуществляется аналогично сварке в горизонтальном положении. Отличительной особенность первого способа можно назвать использование метода, осуществление которого подразумевает применение поступательного движения электродов. Следовательно, требуется постоянно регулировать угол наклона электродов относительно шва, который проходит вдоль всего периметра свариваемого трубного изделия.
Технология сварки
Сварка поворотных стыков труб может осуществляться левым или правым способом.

Сварка труб в неповоротном положении имеет более сложную технологию. Во многом это зависит от того, каким образом свариваемые трубы расположены в пространстве и их диаметр.











Существующие расположения стыков:
- В вертикальной плоскости. Ось трубы расположена горизонтально.
- В горизонтальной плоскости. Ось трубы расположена вертикально.
- Расположенные под углом.
Если трубы имеют размер стенок свыше трех миллиметров, то их сваривают посредством наложения слоев. Высота каждого из них не должна быть более четырех миллиметров. Если осуществляется сварка неповоротных труб дуговой сваркой, то ширина валика делается равной сумме 2-3 диаметров используемого электрода.
Наиболее рациональным является применение сваривания обратно-ступенчатым методом. При этом длина участка должна находиться в диапазоне 150-300 миллиметров. Сваривание осуществляется с помощью короткой дуги, величина которой равняется половине диаметра применяемого электрода.
Перекрытие швов, называемое замком, находится в зависимости от размера поперечного сечения труб, и обычно составляет 20-40 миллиметров. Играет роль при сварке труб положение электрода. Способ «углом назад» применяют в начале сварки, а «углом вперед» заканчивают ее.

Наиболее часто применяется сварка в три слоя. Сначала делается коренной шов, потом происходит заполнение кромок, а затем выполняется лицевой шов.
Сварку начинают с потолочного положения, расположенного внизу труб, а затем переходят к вертикальному и нижнему.
Первый слой выполняют, делая электродом возвратно-поступательные движения, задерживая при этом дугу над ванночкой, куда будет стекать расплавленный металл. Силу тока выбирают порядка 140-170 ампер. Необходимо следить, чтобы на свариваемый металл не попадали крупные брызги.
Чтобы в металле не возникло прожогов, сварку необходимо вести короткой дугой, не удаляя ее от ванны более, чем на пару миллиметров. Накладывать последующий слой следует таким образом, чтобы он перекрывал предыдущий. Электрод должен двигаться от одной кромки до другой, совершая поперечные колебания по принципу «полумесяц».
Правила заполнения заделки труб
Начинать заполнение заделки нужно с низа кромки, которая является площадкой. Это необходимо для выбора оптимального способа сварки. Валик горизонтального расположения следует выполнять в повышенном режиме. Также метод сварки определяется расположением шлака, «угол назад» или « под прямой угол».
Для получения валика необходимо усиление или «горбинка», образующаяся при сварке в положении снизу для создания полки, благодаря которой выполняется сварка следующего валика при повышенном режиме. Вторая обработка должна проводиться аккуратными движениями, придерживаясь нижнего края.

Перед началом сварки третьего валика определяют уровень его полноты
При этом важно, чтобы разделка, незаполненная между соединительным швом и верхней кромкой, была не очень большой для четвертого валика и не очень узкой для двух валиков. Третий валик по верхнему краю должен иметь наименьшее значение ширины до верхней кромки
Оптимальный размер может совпадать с диаметром электрода.
Заполнение разделки проводится при формировании еще 3 валиков, которые позволяют заполнить основу сварного шва и укрепить стык
При проведении работ важно держать прямой угол, а разделку заполнять при высокой скорости сварки. Только так можно добиться прочного скрепления слоев между собой
Сварка стальных труб «на просвет» – пошаговая инструкция
«На просвет» варят трубы с толстыми стенками, в которых 2 мм – это только величина притупления.
Подготовка и разделка кромок
Абразивный способ — наименее надежный по причине внедрения абразивных частиц в металл, что препятствует качественной плавке, ведет к появлению трещин.
- Применяйте двустороннюю Y-подобную симметричную разделку с углом в 65 градусов, оптимальной величиной притупления и зазора в 2 мм.
При подготовке скоса кромок используйте термические или механические методы. В силу дороговизны термической обрезки (лазерной, плазменной) на практике применяют различные виды механической обработки, которые позволяют получать плоскость с высокой точностью:
- обработка на фрезере;
- ручная обработка скоса;
- резка при помощи абразивных кругов;
- обработка кромкорезами долбежного типа.
- Зачищайте места соединения свариваемых изделий до белого металла. Не должно оставаться неровностей, заусенцев, ржавчины.
- Проведите обработку поверхностей ацетоном или любым подобным ему веществом.
Процесс сварки
Прихватки
Варить трубы отопления следует начинать с прихваток. Такова технология соединения встык.
Они — часть шва. Для их выполнения применяются электроды того же типа, которые будут применяться и для основной сварки.
Если диаметр изделий составляет до 30 см, можно выполнить четыре прихватки, равномерно расположенных. Длина – 5 см, высота – около 3 мм.
Сварить встык изделия большого диаметра можно, выполнив прихватки через 25-30 см. Сварка выполняет в три слоя, если толщина стенок составляет до 1,2 см. Нужно стремиться, что большинство стыков выполнялось в поворотном положении.
Поворотный метод
Сначала выполняется шов высотой около 3 мм, используя электроды диаметром 2-4 мм. Затем подбираются электроды с большим диаметром, для создания последующих слоев.
Сварка труб отопления большого диаметра
Стык стоит разделить на четыре сектора. Их выполняют по два сектора в верхнем полушарии трубы, поэтапно поворачивая изделие. И только третий слой выполняется в одном направлении, вращая трубу.
Сварка трубопровода в рабочем состоянии
Что соединить трубы под давлением, приходится столкнуться с вопросом, как варить отопление электросваркой в труднодоступных местах. Это объясняется частым расположением трубопровода в узких нишах или вплотную к стенам.

Чтобы реализовать сварочные работы, вырезают отверстие для сварки внутри трубы. После этого провариваются остальная часть. Начинать работу лучше всего от центральной части нижней поверхности трубы. для получения качественного шва электрод позиционируют под углом 90 градусов. Вертикальные швы накладывают в другом положении электрода (под углом вверх): для этих целей нередко используется точечная сварка.
Обозначение на чертеже
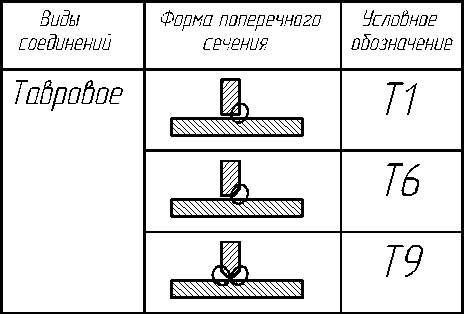
По стандартам для всех видов сварки на чертежах тавровое соединение обозначается буквой Т, далее идет классификационный номер шва, предполагающий тип его создания. Для наглядности все условные обозначения сведены в таблице.









| Обозначение углового шва | Вид углового шва | Скосы кромок |
| Толщина свариваемых деталей от 2 до 40 мм | ||
| Т1 | Односторонний простой. | — |
| Толщина свариваемых деталей от 15 до 100 мм | ||
| Т2 | Односторонний прерывистый. | — |
| Т3 | Двухсторонний. | — |
| Т4 | Двухсторонний с шахматным расположением. | — |
| Толщина свариваемых деталей от 30 до 120 мм | ||
| Т5 | Двухсторонний прерывистый. | — |
| Толщина свариваемых деталей от 3 до 60 мм | ||
| Т6 | Односторонний; | скошена со стороны шва. |
| Т7 | Двухсторонний; | скошена с одной стороны. |
| Толщина свариваемых деталей от 8 до 100 мм | ||
| Т8 | Двухсторонний; | криволинейно скошена с одной стороны на 2/3 толщины детали. |
| Т9 | Двухсторонний; | симметричные с 2 сторон. |
| Толщина свариваемых деталей от 12 до 100 мм | ||
| Т10 | Двухсторонний; | симметричные с 2 сторон. |
| Т11 | Двухсторонний; | симметричные с 2 сторон криволинейно скошенные. |
Криволинейные скосы с неровной поверхностью обеспечивают формирование сложного шовного валика таврового стыка. При шахматной укладке величина второго зазора больше, чем первого. При двухсторонней разделке кромок образуется прочное тавровое соединение, работающее на излом.
Виды тавровых швов, указанные в таблице, применяются при монтаже различных сварных конструкций. Существует система дополнительных знаков, обозначающих дополнительную обработку швов, размер катета, длину провариваемого участка. Эта информация указывается на выносных стрелках.
Специфика процесса
В основу стыковой сварки заложено токовое тепловое воздействие, сопровождающееся прилагаемым к месту соединения усилием сжатия. Различия в реализуемых на практике методах такого соединения состоят в следующем.
В том случае, когда нагрев стыка осуществляется до момента приобретения им пластичного состояния (до сжатия) – такую методику называют сваркой сопротивлением.
Если же в процессе работ производится одно разогревание стыка (без сжатия), то такой вариант сплавления классифицируется как сварка оплавлением. Каждая из этих методик имеет как преимущества, так и недостатки и реализуется посредством соответствующего оборудования.
Качество выполненных по стыковым технологиям работ в значительной степени зависит от тщательности подготовки контактирующих элементов.
Перед сваркой с них должны быть удалены все имеющиеся загрязнения и неровности. К перечню подготовительных мероприятий следует отнести и оборудование рабочего места специальной оснасткой, используемой для фиксации заготовок во время сварки.
Подготовка к проведению работ
Технология подготовки к началу работ по свариванию включает в себя следующие этапы: изначально необходимо подготовить металл, то есть провести на нем разметку, сборку и резку труб. Для этого необходимо установить части труб в изначальном положении и очистить каждое место стыка от ржавчины, шпака, грязи, слоя краски и иных наслоений. Затем нужно провести разметку с использованием угольника, рулетки и чертилки перенести размеры конструкции на металл с чертежа. Для этой цели можно применять использовать шаблон из металла. Стоит помнить, что части труб во время сваривания немного укорачиваются, поэтому при работах нужно оставлять припуск, исходя из погрешности 1 миллиметр на поперечный стык, а 0,1-0,2 на 1 миллиметр продольного шва.
В связи с тем, что большинство труб обладают сечением круглой формы, при заготовках частей труб чаще всего применяют термическую резку.
Примерно 30 % от общей количество времени процесса занимает сборка деталей под сварку. Во время сборки необходимо учитывать изготовителя изделий, диаметр труб, серию продукции и другие факторы. Для сборки применяют сварочные прихватки. Они представляют собой легкие швы с поперечным сечением до 1/3 полноценного шва. Размер прихватки зависит от диаметра трубы и толщины стенок и составляет от 20 до 120 миллиметров. Сварочные прихватки применяют для снижения вероятности смещения участков конструкции, что может вызвать трещины при охлаждении. При сварке электричеством или газом трубы с большим диметром и толщиной или сварке в неудобном расположении во время сборки используют механическое оборудование.
Если вам необходимо произвести зажигание дуги, то нужно произвести короткое замыкание трубы с концом электрода и оторвать электрод от поверхности конструкции. Расстояние примерно равняется величине диаметра покрытого электрода. Это необходимо для нагревания металла до определенной температуры в катодном пятне. При нагревании происходит выброс первичных электронов.
Для зажигания дуги используют технологию скольжения или впритык.
Во время зажигания впритык металл нагревается в месте короткого замыкания. При зажигании дуги по технологии скольжения металл прогревается сразу в нескольких местах на поверхности сварки изделия. Чаще применяется первый способ, второй, как правило, используется при сварке небольших труб с трудным расположением.




