Особенности трансформаторов
Самым доступным средством для электродуговой сварки является трансформатор. Хороший аппарат способен соединять металлические элементы толщиной от 1,5 до 30 мм. Его можно использовать и для резки стали, когда температуры от пропан-кислородного пламени не хватает.
Сварочный трансформатор имеет простое строение, включающее в себя две обмотки. На первую поступает переменное напряжение из розетки или щитка. Аппараты могут быть предназначены как для однофазной, так и для трехфазной сети. По этой причине они бывают большие и малые. Благодаря электромагнитной индукции сила тока (А) значительно увеличивается, а напряжение (V) понижается. На вторичной обмотке образовывается ток от 80 до 500 А. Существуют и более мощные модели. Максимальным для трансформатора считается 48V на холостом ходу. Это делает безопасным его использование в случае, когда сварщик соприкасается с изделием, на котором ведутся работы.
Это позволяет сваривать углеродистую сталь, алюминий, чугун. Регулировка силы тока в крупных моделях производится путем удаления или приближения обмоток. В маленьких аппаратах используется ступенчатое переключение, отсекающее часть обмотки и уменьшающее путь напряжению.
Плюсы оборудования
Среди достоинств трансформаторов выделяются следующие:
- простое устройство и возможность самостоятельно произвести ремонт;
- дешевая стоимость комплектующих;
- переменный ток хорошо удерживает дугу во влажной среде, поэтому при сварке труб с подтекающей водой, шов вести легче;
- возможность работать трансформатором с электродами диаметром 1,6 до 7 мм (крупные аппараты);
- высокая сила тока (в переносных моделях до 300 А, а в стационарных более 500 А), позволяющая сваривать толстый металл;
- относительно дешевая стоимость магазинных версий.
Минусы оборудования
Из недостатков этого оборудования для сварки можно выделить:
- Ступенчатую регулировку в маленьких моделях. Это не позволяет точно настроить аппарат под конкретную толщину металла. Например, в режиме «4» силы тока не хватает для полноценного проплавления, а на режиме «5» уже появляются прожоги. Для выхода из ситуации сварщики используют пружину, располагаемую между изделием и кабелем массы, которая создает дополнительное сопротивление и уменьшает ток.
- Сварка трансформатором отличается более сильным гулом. Этот шум в течение дня может надоедать сварщику. Чтобы уменьшить его воздействие, аппарат необходимо ставить подальше от места выполнения работ, но это требует более длинных кабелей.
- Разбрызгивание расплавленного металла происходит в значительной мере, что влечет перерасход электродов.
- Большинство аппаратов способны опускать силу тока лишь до определенного значения, обычно, в районе 80 А. Это создает трудности при сварке тонколистового железа. В таких ситуациях приходится использовать дополнительное сопротивление.
Импульсный сварочник своими руками
Схему устройства импульсной сварки своими руками можно найти на многих ресурсах. Запчасти для импульсного сварочного аппарата имеются в свободной продаже, а потому никто не сможет вам помешать изготовить аппарат дома. Аппарат для точечной сварки можно изготовить из обычной микроволновки.
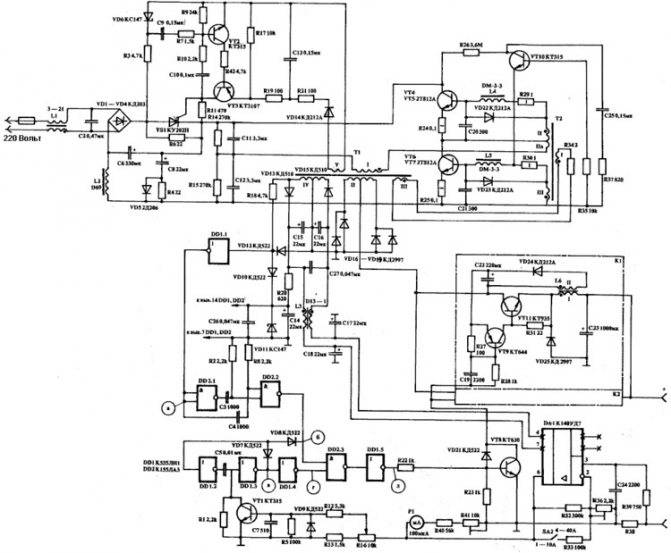
Пример схемы импульсного сварочного аппарата
Перед изготовлением необходимо произвести расчет мощности и силы тока. Если поискать, примеры расчета найдете на специализированных форумах. Таким образом, собрать инверторный импульсный сварочный аппарат способен каждый. Главное — забывайте про соблюдение техники безопасности во время сборки.
Сварщик 6-го разряда Юренко Григорий Владимирович. Опыт работы -16 лет: «Я работаю на Донецком металлургическом заводе. Занимаюсь сваркой технологических трубопроводов различного давления. Импульсная сварка – оптимальное решение при работах на капитальном ремонте оборудования, требующих высокого качества».
Самые популярные модели:
- AURORA PRO OVERMAN 180 Mosfet
- WESTER MMA-VRD 200
- РЕСАНТА САИ 220
Сварочный аппарат Eurolux IWM-160
| Тип сварки | MMA |
| Сила сварочного тока | 10-160 Ампер |
| Входное напряжение | 140-260 В |
| Продолжительность включения | 70% |
| Диаметр электрода | 1,6 – 4 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
- Компактность
- Есть ремень для облегчения переноски
- Противоударный корпус
- Не требует специальных навыков для работы
- Горячий старт – автоматически повышает силу сварочного тока в начале работы, что упрощает розжиг дуги
- Форсаж дуги – предотвращает залипание электрода, уменьшает разбрызгивание металла, а при необходимости позволяет получить глубокое проплавление сварочного шва
- Антизалипание – аппарат автоматически снижает силу сварочного тока при залипании электрода, благодаря чему его проще высвободить
- Быстрое подключение
- Эффективное охлаждение во время работы
- Низкая цена
МИНУСЫ
- Короткие провода в комплекте
- Отсутствует дисплей
Сварочный инвертор FUBAG IQ 160
| Тип сварки | MMA |
| Сила сварочного тока | 20-160 Ампер |
| Входное напряжение | 150-240 В |
| Продолжительность включения | 40% |
| Диаметр электрода | 1,6 – 4 мм |
| Класс защиты | IP21S |
ПЛЮСЫ
- Компактность
- Небольшой вес (2,7 кг)
- Плавная регулировка сварочного тока
- Не требует специальных навыков для работы
- Горячий старт
- Форсаж дуги
- Антизалипание
- Быстрое подключение
- Улучшенная система охлаждения
- Низкая цена
МИНУСЫ
- Короткие провода в комплекте
- Отсутствует дисплей
Инвертор сварочный инверторный РЕСАНТА САИ 140
| Тип сварки | MMA |
| Сила сварочного тока | 10-140 Ампер |
| Входное напряжение | 220 В |
| Продолжительность включения | 70% |
| Диаметр электрода | до 3,2 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
- Компактность
- Небольшой вес (4,3 кг)
- Есть ремень для облегчения переноски
- Стабильная работа даже при высоком значении тока
- Горячий старт
- Форсаж дуги
- Быстрое подключение
МИНУСЫ
- Дребезжит защитный кожух
- Провода из комплекта короткие
Сварочный инвертор FUBAG IN 176
| Тип сварки | MMA / TIG |
| Сила сварочного тока | 10-160 Ампер |
| Входное напряжение | 230 В |
| Продолжительность включения | 60% |
| Диаметр электрода | 1,6 – 3,2 мм |
| Диаметр проволоки | 1,6-4 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
- Компактность
- Многофункциональность
- Цифровой дисплей и сенсорное управление позволяют моментально настраивать аппарат и контролировать параметры сварки не отвлекаясь от работы.
- Таблица подбора электродов нанесена верхнюю панель.
- Стабильная работа при любом напряжении
- Горячий старт
- Антизалипание
- Форсаж дуги (только для MMA режима)
МИНУСЫ
Требуется опыт работы с аппаратами типа TIG
Сварочный инвертор BlueWeld Prestige 186 PRO
| Тип сварки | MMA/TIG |
| Сила сварочного тока | 20 – 160 Ампер |
| Входное напряжение | 190-220 В |
| Продолжительность включения | 60% |
| Диаметр сварочных электродов | 1,6 – 4 мм |
| Класс защиты | IP23 |
ПЛЮСЫ
- Небольшие габариты
- Стабильная работа при любом напряжении
- Горячий старт
- Антизалипание
- Сравнительно недорогой.
- Низкая мощность
- Удобная ручка для переноски
МИНУСЫ
- Требуется опыт работы с аппаратами типа TIG
- Не подходит для сварки алюминия.
- Нет аргоновой горелки.
Инвертор сварочный Energolux WMI-200
| Тип сварки | MMA |
| Сила сварочного тока | 10-200 Ампер |
| Входное напряжение | 198-242 В |
| Продолжительность включения | 70% |
| Диаметр электрода | до 3,2 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
- Компактность
- Есть ремень для облегчения переноски
- Плавная регулировка сварочного тока
- Горячий старт
- Форсаж дуги
- Антизалипание
МИНУСЫ
- Короткие провода в комплекте
- Отсутствует дисплей
Трансформаторные сварочные аппараты и кто сейчас ими пользуется
Самым древним представителем сварочных устройств является трансформаторный вид. Сегодня встречаются такие устройства все реже, но некоторые пользуются ими по сегодняшний день. Выясним, почему же трансформаторные аппараты отходят на свалку истории, так как используются ими сегодня все реже.
Главная особенность таковых устройств в том, что они имеют простую и примитивную конструкцию, состоящую из трансформатора — стального сердечника с двумя катушками. Посредством трансформатора происходит изменение величины сварочного тока, посредством которого происходит плавление металла. Для изменения сварочного тока, в трансформаторе происходит снижение напряжения. Именно поэтому трансформатор на таких аппаратах называется понижающим. Конструкция трансформаторной сварки представлена на фото ниже.
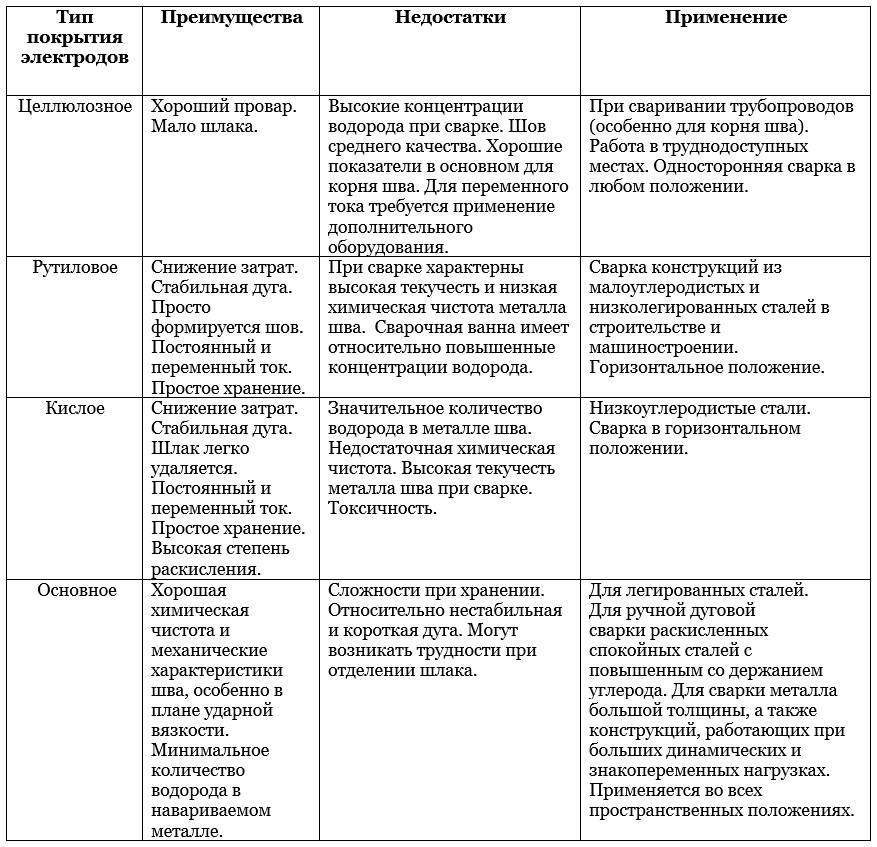
Одна из катушек трансформатора является первичной, а вторая вторичная. На первую подается напряжение из сети, а вторая обеспечивает понижение напряжения. Изменение тока в сторону снижения способствует формированию более устойчивой сварочной дуги. На выходе трансформаторного аппарата, как и на входе, получается переменный ток, который отрицательно отражается на качестве сварочных швов. Переменный ток способствует возникновению активного разбрызгивания металла, поэтому для снижения такого отрицательного эффекта, при работе с трансформаторными аппаратами применяются рутиловые и фтористо-кальциевые электроды. Причем сечение этих электродов должно быть в пределах 1,5-2,5 мм.








Трансформаторный аппарат отличается своими большими габаритами, но еще больший минус этого устройства в его значительном весе. Это делает инструмент неподвижным, а применяется он преимущественно в редких случаях с целью транспортировки. При таком недостатке надо отметить достаточно высокий показатель уровня КПД, составляющего 90%
Однако часть из этого значения полезной энергии израсходуется на нагрев, поэтому немаловажно применять аппарат совместно с охлаждающими вентиляторами
Нынешний спрос на трансформаторные аппараты обусловлен следующими преимуществами:
- Невысокая стоимость — несмотря на большие габариты и вес, стоят трансформаторные варианты ниже всех прочих моделей
- Надежность — обеспечивается за счет простой конструкции. Устройства, которые были изготовлены во времена СССР, продолжают активно использоваться мастерами, и не требуют при этом ремонта
- Долговечность — служат инструменты действительно очень долго, а в случае их выхода из строя, необходимо попросту заменить обмотку или сердечник
Рассматриваемый вид устройств подходит лучше всего для работы с низколегированными типами сталей. Перед тем, как вы решите отдать предпочтение трансформаторной сварке, рекомендуем взвесить их недостатки:
- Большие габариты и вес
- Большое потребление электрической энергии
- Зависимость от величины входного напряжения. Малейшие скачки входного напряжения отражаются на качестве сварочного шва
Теперь еще один немаловажный момент — несмотря на простоту конструкции, далеко не каждый сможет работать трансформаторной сваркой. Для работы с этим инструментом понадобятся навыки и опыт. Однако даже у профессионалов не всегда удается получить качественный шов, и настроить стабильность дуги.
Это интересно! Делаем краткий вывод о возможности приобретения трансформаторных сварочных устройств — это не лучший вариант для новичков, а подходят они для тех, кто знает, что такое трансформаторная сварка, и при этом не хочет тратиться на более дорогие и альтернативные варианты сварочных устройств.
https://youtube.com/watch?v=iNks1lFX34c
Аппараты
Оборудование представлено в виде крупногабаритных станков или мобильных устройств:
- ЛАТ-С – станок, предназначенный для наплавки и сварки металлических изделий. Устройство показывает высокие технические характеристики, он оснащается координатными станками автоматического типа, что увеличивает скорость обработки сложных конструкций.
- CLW120 – лазерный сварочный аппарат, который обладает ювелирной точностью. Используется для обработки черных и цветных сплавов, нержавейки и титана. Работает устройство от 220 В, поэтому подходит для бытового применения от электрического щитка.
Сварщик высшей категории Ивлеев А. В.:«Подавляющее большинство моделей для лазерной сварки оборудованы бинокуляром, элемент защищает зрение от негативного воздействия яркого луча и улучшает видимость детали».
С твердым активным элементом
Принцип работы заключается в следующих аспектах:
- Твердый элемент в форме стержня – это источник луча, он находится в специальной камере.
- Лампочка накачки генерирует вспышки света, которые активируют рабочее тело.
Схема твердотельного лазера
Твердотельная часть производится из рубина, этот материал показал высокие технические характеристики, безопасность и безупречную эффективность.
С элементами на основе газовой среды
Это высокопроизводительные станки, которые работают в сочетании с газовой защитой. Активной средой выступает смесь азота, кислорода, гелия, она поступает под высоким давлением, достигающим более 10 кПа. Возбуждение рабочих газов происходит за счет электрического разряда. КПД устройства не превышает 15%.
Азот и гелий передают энергию углекислому газу, что создает идеальные условия для получения разряда.
Классификация газовых лазеров
По методу охлаждения установки разделяются на две большие группы: с конвективной (интенсивной) и диффузной (замедленной) прокачкой. Последняя используется в однолучевых лазерах с малой мощностью. Конвективную целесообразно монтировать в мощные устройства.
По стороне движения газов относительно электродов зеркал резонатора и газовой камеры, конвективные лазеры разделяются на поперечную и продольную прокачку. Возбуждение смеси осуществляется разрядом высокочастотного или постоянного тока. За охлаждение резонатора и оптических элементов отвечает двухконтурная охладительная система, рабочая смесь остывает теплообменником по типу вода-газ.
Системы транспортировки и фокусировки луча
Эта система включает в себя защитные лучепроводы, зеркало и фокусирующий элемент. Зеркало предназначено для изменения траектории луча и перемещает в рабочую зону. Твердотельные лазеры малой мощности оборудованы специальными призмами и преломляющими зеркалами, которые состоят из многослойного диэлектрического покрытия. Газовые лазеры обладают зеркалами из меди, более мощные устройства используют зеркала с водяной системой охлаждения.
Фокусирующий элемент (тубус) совершает движения относительно обрабатываемой детали. В нем закрепляется линза. Твердотельные лазеры оснащены стеклянными оптическими линзами, для газовых используют призмы из селенида цинка либо хлорида калия. Воздушные шторки защищают линзы от продуктов плавления.
Фокусное расстояние для получения высокой мощности должно составлять около 100-150 мм. уменьшение этого показателя приводит к трудности с отводом вредных продуктов.
При лазерной сварке твердосплавного металла расстояние от источника энергии до рабочей зоны определяется табличным методом.
Газовая защита
Цель системы газовой защиты заключается в уменьшении вероятности окисления в области сварного шва и зоны вокруг него. Она включает в себя сопла разных конструкций. Эти элементы устраняют брызги и пары, которые появляются при сварке. Сопло выбирается в зависимости от уровня химической активности материалов, мощности, глубины плавления. В рабочую зону подается газ, наиболее подходящий по составу.
Перемещение луча и изделия
Свариваемые изделия и энергетический луч перемещаются посредством манипулятора с ЧПУ, который имеет несколько степеней свободы, этот показатель зависит от сложности процесса. Скорость движения может достигать 400 м/ч.








При обработке габаритных деталей с большой массой целесообразнее перемещать луч, а не деталь. Этот процесс реализуется посредством передвижных зеркал. Самой перспективной системой является закрепление инструмента в автоматическом манипуляторе.
Особенность метода заключается в комбинации электрической дуги с энергетическим лучом. Он используется для скрепления деталей большой толщины на повышенной скорости в режиме автомат и низком теплообмене. Качество швов получается на высоком уровне.
Основные неисправности и обслуживание сварочных аппаратов
Перед первым включением в сеть новые преобразователи необходимо продуть. Для этих целей подходит обыкновенный бытовой фен. Его включают на максимальные обороты при среднем уровне прогрева. Это делается для того, чтобы высушить возможное скопление влаги внутри и убрать пыль, снижающую сопротивление медной обмотки. Продувку нужно повторять примерно раз в квартал.
Если был длительный перерыв в работе оборудования (до 1 года), то перед его включением нужно «прокачать» полупроводники. Суть процедуры заключается в том, чтобы дать выпрямителю поработать на разных режимах, начиная с холостого. Подобная «обкатка» продолжается примерно два часа. После этого сварочный аппарат будет работать безотказно и стабильно в разных условиях. Необходимо следить за состоянием основных узлов и не давать оборудования перегреваться.
Наиболее распространенные неисправности сварочного оборудования и способы их устранения:
- Оборудование не работает при подключении к сети энергоснабжения. Возможные причины:
- перелом жилы подающей проводки. При этом контакты в вилке «болтаются». Необходима замена вилки;
- нет напряжения в сети. Следует проверить рубильник на входе и убедиться, что он включен;
- вышел из строя один из узлов системы. Починить самому без соответствующей подготовки будет очень сложно. Лучше отнести аппарат в мастерскую;
- ресурс полупроводников исчерпан. Требуется перепайка схемы.
- Электроды залипают и в этот момент слышен гул преобразователя. Что можно предпринять:
- проверить исправность конденсатора и полупроводников;
- измерить показатели сети энергоснабжения и убедиться в том, что напряжение соответствует номиналу;
- убедиться в целостности проводки дросселя.
- Во время работы преобразователь неожиданно отключается. Такое может иметь место:
- в случае перегрева. Следует убедиться в исправности системы охлаждения и вентилятора;
- при нарушении целостности обмотки встроенного трансформатора. Нужно старую заменить новой.
- Нестабильно напряжение при работе в нагрузку или на «холостых оборотах». Следует проверить:
- ручку регулятора;
- установленный на первичную обмотку предохранитель;
- надежность контактов клеммы пускателя.
Если сварочный аппарат перестает выдерживать нужные рабочие параметры, то вероятной причиной может стать перегрев. Чтобы убедиться в этом, достаточно потрогать корпус. Если он горячий, то нужно дать передышку генератору и проверить насколько свободно проходит воздух к вентилятору.
Ведущие производители
В специализированных магазинах продаётся огромное количество сварочной техники -от неизвестных китайских аппаратов ценой в 100 долларов в полной комплектации до именитых марок европейских производителей.
На этом фоне выделяется продукция шведской фирмы ESAB, производящей высококачественное оборудование для предприятий и домашнего применения. Кроме того, в её ассортименте есть и другие позиции, вплоть до электродов и масок. Цены на инверторы начинаются от 300 долларов.
Сварочное оборудование немецкой компании Kaiser. Их стоимость начинается от 300 $. В Чехии неплохие агрегаты для сварки выпускаются на предприятии Тесла. Они немного дешевле — от 200 $.
Несмотря на китайскую сборку, неплохую техника можно приобрести под маркой латвийского разработчика Ресанта. За 200−250 долларов выбор качественных инверторов довольно велик.
Originally posted 2018-07-04 07:38:37.
Аппараты для точечной сварки и их применение
Соединение двух деталей посредством сварки может выполняться линейным вариантом, как было описано выше всеми перечисленными способами, так и точечным. Для точечного соединения применяется контактная сварка, обеспечивающая быстрое соединение двух деталей в одной точке. Особенность применения точечной сварки — соединение металлов, толщина которых составляет от 1-2 микрон до 20-30 мм. Посредством такого предназначения, свое применение точечные сварочные аппараты нашли в области радиоэлектроники, авиационной и автомобильной промышленности, и даже строительстве. Совместно с полуавтоматами, аппараты для точечной сварки применяются также в автомастерских, где осуществляются кузовные ремонты.
Особенность применения сварочных аппаратов для точечной сварки в том, что соединение двух деталей происходит под воздействием тока высокого номинала до нескольких тысяч ампер
При этом немаловажно уделить внимание усилию сжатия соединяемых деталей, величина которой должна быть в пределах от 10 до 100 кг
Весь процесс соединения происходит в три этапа:
- Сжатие заготовок, для чего оборудование оснащается специальными клещами
- Подача тока в область контакта, в результате чего осуществляется плавление металла
- Выключение сварочного тока, после чего металл начинает остывать и кристаллизоваться
Для выполнения сварочных соединений контактным способом применяются аппараты в виде трансформаторов, работающих на переменном токе, а также устройствах, функционирующих на конденсаторах.
К преимуществам применения контактных аппаратов для сварки относятся:
- Простота и удобство применения
- Высокая эффективность и производительность
- Большая скорость работы — за минуту можно выполнить до нескольких сотен свариваний
- Экологичность — при таком способе соединения металлов не происходит выделения вредных веществ в атмосферу
Соединение в итоге получается достаточно прочным и качественным. Недостаток его в том, что сварочные швы получаются не герметичными, однако это обусловлено особенностями технологичного процесса. Применяются эти устройства преимущественно профессионалами при проведении ремонтных работ кузовных деталей автомобилей. Для дома и дачи такое оборудование может понадобиться в редких случаях.
И другие «мелкие» группы
Устройства для точечной сварки
Точечная сварка
В чем точечность? В мгновенности, ответим мы. Разогрев происходит мгновенным импульсом тока, который нагревает металл до точки плавления. Таким образом формируется жидкая зона металла – общая для обеих заготовок. Подача тока прекращается, а эта зона начинает остывать и отвердевать при продолжающемся давлении. Это давление длится вплоть до полной кристаллизации металла заготовок.









Сварка электродом.
Преимущества точечной сварки заключаются в прочности шва, экономичности и простоте исполнения. Есть только одно отличающее свойство точечного шва: он никак не обладает герметичностью. Поэтому применение точечной технологии ограничено.
Аппараты для газовой резки и сварки
Ацетилен, водород, природный газ – вот главные горючие герои этого метода. Они отлично горят в воздухе. С их помощью металлические заготовки разогреваются до температуры плавления. Если вы почувствуете запах карбида рядом со сварщиком, значит перед вами метод работы с ацетиленом: его получают из карбида кальция и воды. Это газ самый популярный в использовании.
Этот метод
Устройства для плазменной сварки
Это больше резка
Температура в итоге достигает сумасшедших значений – это десятки тысяч градусов. Резка металла происходит и за счет плавления металла, и за счет вымывания металла из рабочего участка ионизированным потоком высочайшей скорости.
Наиболее популярные опции
К распространённым и желаемым дополнительным возможностям сварочного аппарата можно отнести функцию «горячий старт» и опцию понижения тока во время залипания электрода «antistick».
Для улучшения качества вертикальных швов помогает опция «форсаж дуги»
Выбирая технику для загородного дома, обратите внимание на то, что дополнительные опции расширяют возможности применения аппарата
Выходной показатель тока может быть разным. Многое зависит от назначения бытового сварочного аппарата. Маломощной конструкцией считают агрегаты, рассчитанные на 140-160А. Средней мощности с показателями тока на выходе 160-200А. Лучший вариант конструкции высокой мощности – это техника с выходным током 200-250А.
Универсальный аппарат для дома может работать в ручном режиме ММА и в полуавтоматическом режиме MIG/MAG. Возможен вариант использования аргона и неплавящегося электрода – это TIG сварка. Если требуется плазменная резка, то она обозначается буквами CUT.




