Разновидности приспособлений
Производители предлагают устройства разной конструкции. Можно утверждать, что любое из приспособлений не представляет сложности в использовании.
Трубогибы бывают:
- арбалетного типа – внешне напоминают спортивный арбалет;
- сегментные – они же обкаточные;
- пружинные – внешние и внутренние, всегда отдельно для каждого диаметра.
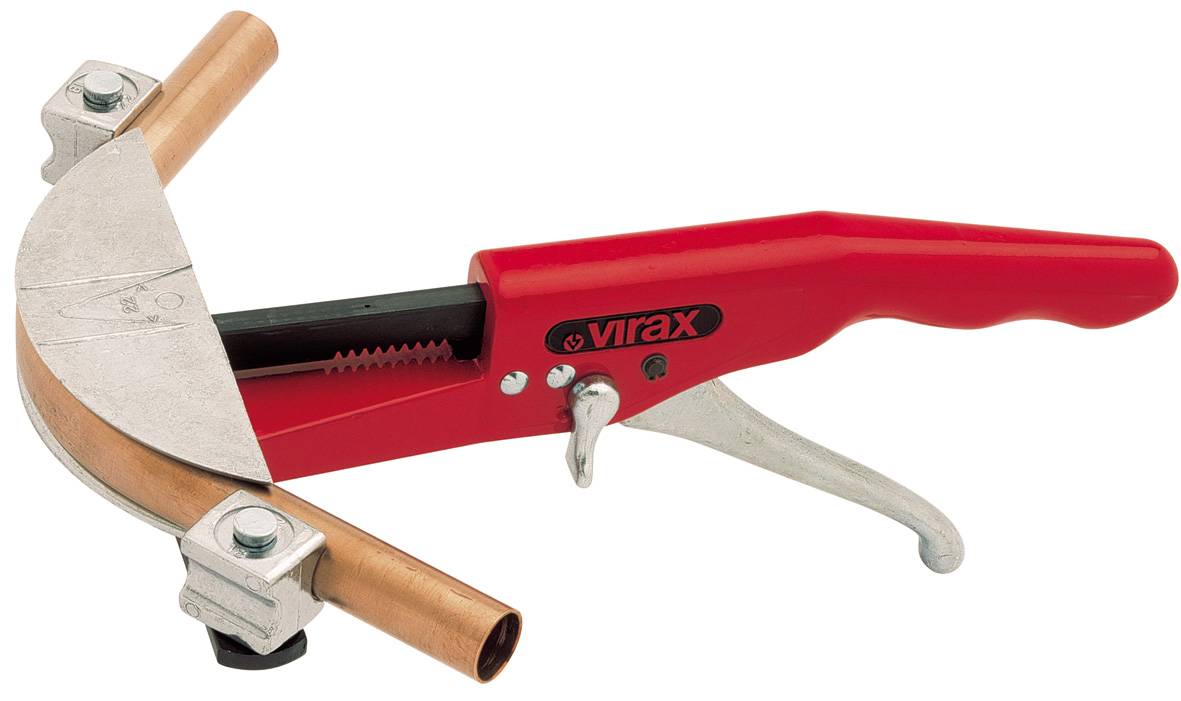
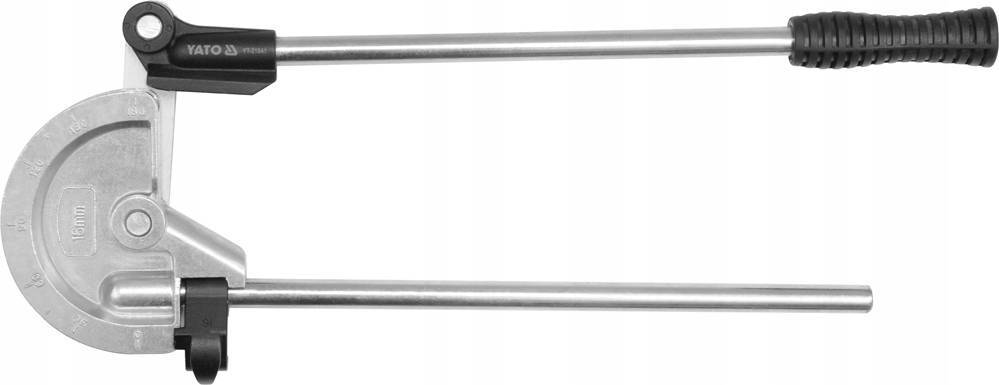
Арбалетный
Арбалетный трубогиб представляет собой устройство, которое имеет фиксированный шаблон изгиба для каждого диаметра отдельно. Он имеет форму полукруга, позволяет согнуть трубу на угол в 90 градусов.

Принцип действия арбалетного устройства:
- участок, предназначенный для изгиба, неподвижно фиксируется на упорах;
- труба продавливается шаблоном на ручке до необходимого угла.
Ручной инструмент такого типа для металлопластиковых материалов d 16-20 мм стоит недорого, имеет вес до 2 кг.
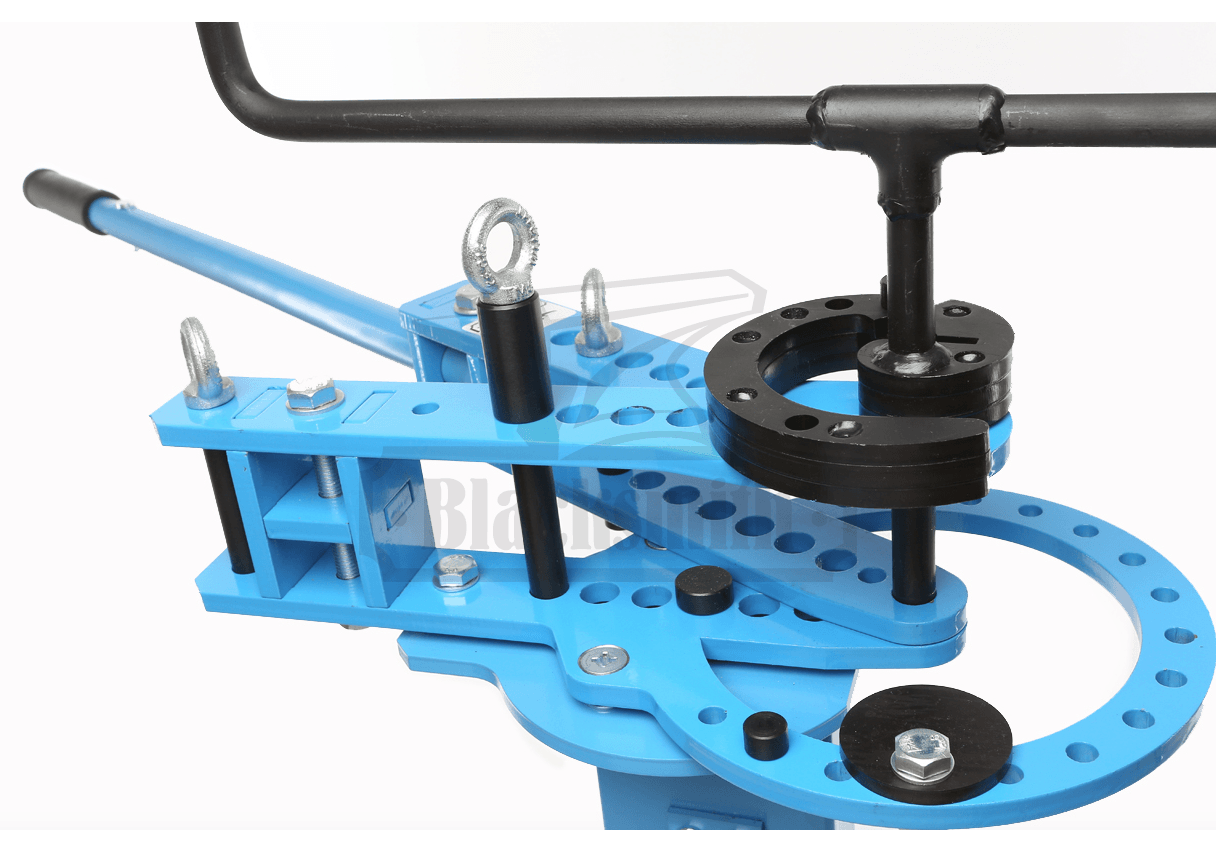
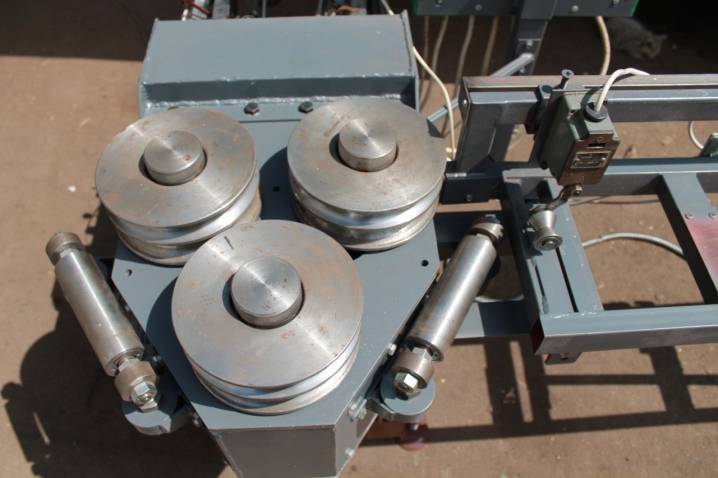
Сегментный
Сегментный (или обкаточный) трубогиб представляет собой металлический станок из двух роликов с зажимами для трубы. Инструмент позволяет менять направляющую ось на 180 градусов. Производители предлагают электромеханические, гидравлические и ручные устройства.
Сегментный трубогиб чаще имеет универсальное назначение, используется не только для металлопластика, но и для алюминиевых, медных материалов. Принцип работы прост – трубу фиксируют на роликовом шаблоне и прокаткой меньшего ролика «обматывают» ее вокруг шаблона. Для монтажа бытовых коммуникаций своими руками сегментный трубогиб приобретать нерентабельно. Это профессиональный инструмент.
Пружинный
Пружинный трубогиб представляет собой упругую металлическую пружину, которую вставляют внутрь металлопластиковой трубы или надевают сверху. Это ручной, недорогой инструмент, которым удобно работать в труднодоступных местах, например, при проходе коммуникаций сквозь препятствие. Весит пружина от 200 до 600 г, в зависимости от размера.
- пружину вставляют внутрь трубы, предварительно закрепив на ее конце проволоку для извлечения;
- трубу сгибают в требуемой конфигурации руками;
- допустимо использовать колено в качестве срединного рычага.
Внутренняя пружина не только сохраняет необходимый радиус изгиба, но и служит дорном, предотвращая деформацию внутреннего просвета.
Сгибание труб вручную
Наиболее простой и распространенный метод сгибания выполняется вручную. Все, что требуется от мастера – немного ловкости рук. Процесс видоизменения изделия выглядит так:
- Аккуратно выполнить сгиб так, чтобы получившийся радиус составил не более 20˚.
- Отступить на 1 см от места изгиба и согнуть металлопластиковую трубу еще немного.
- Выполнить до 15 таких мини изгибов, чтобы повернуть изделие на 180 .
- При необходимости снова выпрямить трубу, разравнивать ее следует исключительно в обратном порядке.
Главное правило в ручном способе – плавность и неторопливость движений. Не следует стремиться согнуть изделие за один приём. Резкие движения могут спровоцировать повреждения.
Гибка вручную эффективна при работе с изделиями до 20 мм толщины. Более толстые изделия видоизменять вручную проблематично. Способ подходит для обработки труб заводской изоляции. Они удобны для установки и не нуждаются в дополнительном изолировании.
Материал разной толщины и жесткости гнется по-разному, поэтому лучше потренироваться перед началом работы. Для тренировок можно использовать метровые отрезки.
Сгибание труб трубогибом
Трубогиб – это ручной станок в виде пружины, которая обеспечивает аккуратное и безопасное сгибание металлопластиковой трубы на радиус до 180˚. Она эффективно работает с изделиями от 5 до 500 мм и может применяться для больших объемов работ.
Различают четыре типа станков, с помощью которых можно согнуть металлопластиковую трубу:
- ручная пружина (мобильная, может использоваться в домашних условиях);
- гидравлическая пружина (работает с изделиями до 120 мм). Она выдерживает механические удары и большие нагрузки, так как имеет упрочненный корпус. В комбинации с насосом обеспечивает высокую продуктивность работы;
- электрическая пружина с программным управлением;
- электрогидравлические аккумуляторные прессы.
Ручная пружина работает с металлопластиком от 5 до 125 мм. Она характеризуется минимальным весом – всего 10-50 килограммов. С ее помощью можно видоизменять материал всего лишь одной рукой.










Гибка металлопластиковой трубы трубогибом
Порядок сгибания металлопластика:
- Вставить станок в трубу. Наружный тип пружины используется, если планируется работать с длинной трубой и выполнить множество изгибов по всей ее длине. Внутренний тип эффективен, если выполнение изгиба осуществляется по краю трубы.
- Согнуть изделие. Сгибание происходит легкими аккуратными движениями. Однократный изгиб должен иметь радиус не более 20˚.
- Извлечь пружину.
Использование песка и фена для сгиба
Песок – это простой, доступный материал, который позволит добиться аккуратного изгиба металлопластиковой трубы в домашних условиях, без помощи громоздких и дорогих инструментов.
Работа с песком включает всего лишь три этапа:
- Одно из отверстий трубы необходимо плотно закрыть.
- Заполнить изделие просеянным песком.
- Медленно согнуть трубу до нужного радиуса.
Песок хорош тем, что он заполняет всю полость изделия равномерно, поэтому никаких дефектов во время работы с ним возникнуть не должно.
Гибка трубы с помощью фена
Фен позволяет не только согнуть ровную трубу, но и исправить дефект старой. Перед тем, как согнуть металлопластиковую трубу, необходимо немного разогреть ее. Главное – не перегреть изделие, чтобы оно не потеряло форму. Основное правило при работе с феном такое же, как и у других способов – выполнять движения максимально плавно.
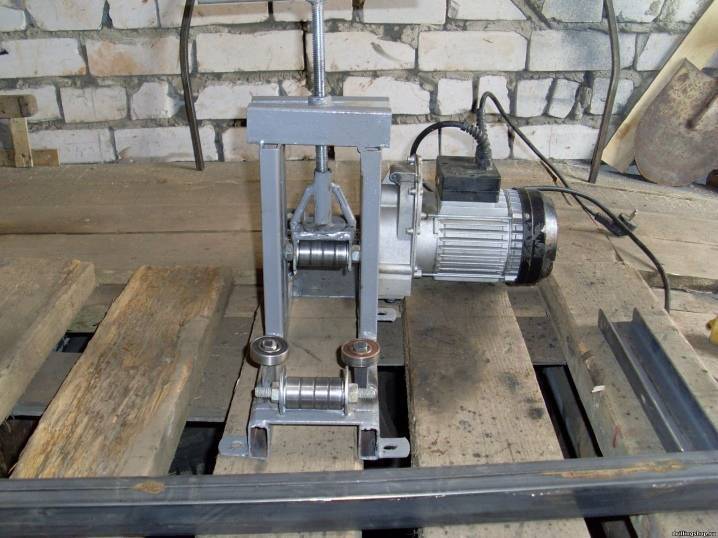
Как сделать трубогиб самому?
Ручной трубогиб можно изготовить своими руками. Он будет состоять из 2-х одинарных шкивов. Первый шкив будет зафиксирован в неподвижном состоянии, а второй – вращаться вокруг него на расстоянии, равном диаметру заготовки. Таким образом, круглая труба, вращаясь между шкивами, будет загнута под требуемым углом.
Если нужно сделать приспособление для гибки труб различного диаметра, то вам потребуется заказать в токарной мастерской 2 тройных шкива, причем первая пара будет применима для труб диаметром 1/2 дюйма, вторая – для заготовки 3/4 дюйма и еще одна – для труб диаметром 1 дюйм.
Важно учесть, что неподвижно закрепленный шкив по своим размерам делают минимальным, так как он будет давать возможность выполнять такой же минимальный радиус изгиба заготовки. А вот размер подвижного шкива делают в 2 раза больше по диаметру

Переходим к этапам сборки.
- Валы вы заказали в токарной мастерской, а теперь надо сделать основу для станка. Можно взять квадратную пластину толстого металла 10-20 мм, просверлить по углам 4 отверстия или закрепить пластину на металлический столб, а затем забетонировать его в пол. Конечно, без сварки в этом деле не обойтись.
- В центре пластины приваривают штифт, диаметр которого равен диаметру самого маленького тройного вала.
- Далее делают поворотный механизм, сварив в виде буквы «П» металлические пластины шириной по 50 мм. Высота этой конструкции будет зависеть от размера большого и малого вала, так как в этом пространстве нужно уместить подвижный шкив и половину неподвижного шкива.
- Чтобы закрепить на пластине валы, надо просверлить отверстия. Ножки поворотного механизма должны быть на расстоянии, немного превышающем высоту валов. К верхней планке поворотного механизма (перекладина буквы «П») надо приварить рычаг, длина которого 25-30 см, к нему впоследствии будет закреплена длинная трубка в виде рычага, облегчающая приложение усилий при гибке.
- Далее, за поворотным механизмом монтируется большой штифт, а малый закрепляют уже вместе со всей конструкцией.
- Чтобы сделать стопоры, которые при гибке будут контролировать направление заготовки, к пластине вертикально приваривают дополнительный штифт, который будет выполнять функцию упора.

Трубы с тонкими стенками можно изгибать холодными, а дюймовые заготовки рекомендуется прогреть.
Как согнуть металлопластиковую трубу: основные способы
Практически в каждом плане трубопровода встречаются изгибы и повороты. Поэтому технология сгибания металлопластиковых труб применяется очень часто. Если попытаться придать трубе нужную форму, не зная её характеристик, можно испортить изделие. Хрупкие металлопластиковые стенки могут деформироваться или треснуть.










При необходимости сгибания металлопластиковой трубы в домашних условиях применяется несколько методов.
Изгиб трубы вручную. Самый доступный метод гибки металлопластиковых труб, не требующий использования инструментов. Согнуть руками можно конструкцию, диаметр которой не превышает 20 мм. Трубы с большим диаметром с трудом поддаются сгибанию вручную. Несмотря на быстроту, данный способ можно назвать самым ненадёжным. Можно ли гнуть металлопластиковые трубы таким способом, не нарушая их структуры– дело практики, но без определённого опыта появляется слишком большая вероятность нарушить целостность материала.
Пружины для сгибания металлопластиковых труб. Этот способ оптимален для конструкций, выполненных из металлопластика средней твёрдости. Пружины для гибки металлопластиковых труб при условии правильно подобранного диаметра позволяют добиться высокой точности сгиба. Понадобится для этого достаточно прочная пружина, не поддающаяся деформации. К одному из её концов крепится проволока длины, достаточной для извлечения пружины после сгибания.

Чтобы облегчить процесс сгибания, трубу можно прогреть строительным феном
Пружина просовывается по внутренней части трубы до места, где планируется изгиб
Важно следить за тем, чтобы центры пружины и будущего изгиба точно совпадали. Изделие плавно гнётся под нужным углом, при этом можно делать упор коленом
По завершению сгибания пружина извлекается.
Жёсткая проволока для изгиба металлопластиковых труб. Процесс гибки посредством проволоки – более длительный, но также достаточно эффективный. Проволока нарезается небольшими отрезками, которыми следует заполнить все пустоты трубы в месте сгиба. Слой из проволоки будет выполнять функцию каркаса, препятствующего появлению неровностей и разломов. Далее труба гнётся таким же образом, как и в случае с пружиной
Использованная проволока осторожно извлекается из конструкции. Необходимо также проверить, не остались ли в трубе отрезки
Применение песка. Один из наиболее трудоёмких способов сгибания. Его часто используют в тех случаях, если не удалось найти требуемый размер пружины. В деталь трубопровода засыпается мелкий просеянный песок так, чтобы в трубе не оставались пустые места. На оба конца трубы надеваются заглушки, чтобы предотвратить высыпание песка. Изделие зажимается в тиски в месте, достаточно удалённом от предполагаемого изгиба. Перед сгибанием отрезок трубы подогревается паяльной лампой.

Песок, насыпанный внутрь трубы, предотвратит деформацию трубу в процессе сгибания
После придания изделию нужной формы песок высыпается. При необходимости трубу можно промыть. Вместо песка также может использоваться соль.
Виды трубогибов
С помощью ручного трубогиба можно сгибать кольца и дуги. Подобный аппарат весит относительно немного (порядка 65 кг), благодаря чему его можно транспортировать к месту работ при небольших металлоконструкциях (тех же теплицах, воротах, навесах). Вот основные характеристики материалов, которые могут обрабатываться ручным приспособлением: круглая труба с сечением 3 сантиметра, квадратная – 4х4 сантиметра, прут – 1,6 сантиметра, полоска – 4х1 сантиметр и, наконец, квадрат – 1,6х1,6 сантиметра.

Благодаря разного рода оправкам, диапазон обрабатываемых изделий может быть расширен, а трубогиб, в свою очередь, может быть превращен в профилегиб. Стоимость ручного инструмента такова, что его можно приобрести либо изготовить собственноручно даже для незначительных производств.










Что же касается электрических трубогибов, то их используют в промышленных масштабах при работе с изделиями различного сечения. Подобные агрегаты очень производительны, что обуславливается, в первую очередь, дополнительными функциями, среди которых вращение вальцов сразу в двух направлениях, применение ножных педалей, регулировка при помощи панели управления.
К возможностям электрических трубогибов можно отнести гибку дуг из квадратных (8х4 сантиметра) и круглых (3 сантиметра) труб. С целью соответствия конфигурации сечения и диаметру изделий приборы оборудуются специальными сменными оправками под каждый конкретный случай.
Более современным считается гидравлический ручной трубогиб, сила которого такова, что позволяет обрабатывать достаточно крупные изделия из стали. Именно такой вариант желательно использовать для водо- или газопроводов. У данного трубогиба привод оборудуется специальной гидравлической установкой, которая и отличает его от обычного прибора (труд оператора заметно облегчается).

Гидравлические приспособления могут быть сразу нескольких типов и могут применяться для различных труб и арматур. Так, переносной трубогиб (ТПГ) может применяться для цельных стальных труб, а также для круглого проката (речь идет о бульдозерном методе, когда трубы не заполняются песком или другими наполнителями). Существует также ручной агрегат (РГУ), с помощью которого изгибают водо- и газопроводные трубы, арматуру или, опять же, стальной прокат.

Виды
Приспособления, предназначенные для гибки труб, подразделяют по нескольким принципам. Наиболее обобщенно все трубогибы можно разделить на 3 основных вида, по типу применяемого привода.


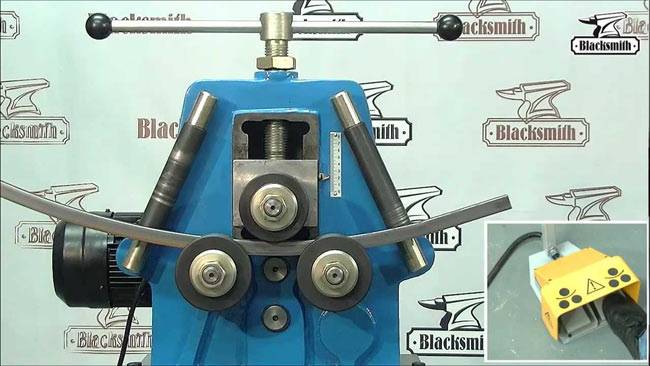
Ручные
Прокатный тип с ручным приводом – это малогабаритное приспособление, относящееся к ручному рычажному оборудованию, с помощью которого сгибают заготовки небольшого диаметра из металла и полимерных материалов с тонкими стенками. Такой тип оборудования хорош тем, что себестоимость готового изделия получается очень низкой и изготовить его можно своими силами.

Недостатком приспособления является ограниченность диапазона рабочих диаметров, с которыми трубогиб справляется, и необходимость оператору прикладывать довольно значительные физические усилия. Кроме того, заготовку с нестандартными параметрами на таком станке не сделать.

Гидравлические
Механический тип трубогиба представляет собой оборудование, снабженное гидравлическим приводом. Это профессиональный и универсальный трубогиб, который применяется в сфере производства, строительства или иной отрасли. Его преимущество заключается в том, что в отличие от ручного станка гидравлика позволяет увеличить производительность и выполнять большие объемы работ за короткий промежуток времени. Кроме того, механический трубогиб сможет сгибать трубы даже с большим диаметром.










Электрические
Электромеханической тип оборудования является профессиональным, его работа основана на применении электропривода. Такие машины используются в рамках крупных промышленных предприятий и объектов, а также при возведении капитальных строительных конструкций. Благодаря электрическому приспособлению для гибки труб можно получить высокое качество, производительность и точность при изготовлении изделий. Многие модели современных станков способны работать с большими диаметрами заготовок и очень точно выдерживать градус изгиба по заданным параметрам.


Недостатком электрического оборудования является то, что наличие в его конструкции электромеханики не лучшим образом сказывается на мобильности такого инструмента, так как его вес увеличивается и присутствует привязка к сетям электропитания.
Оборудование, предназначенное для гибки труб, можно подразделять и по принципу действия таких приспособлений.
Автоматический – работа станка может быть запрограммирована с помощью системы ЧПУ. Все параметры во время работы поддерживаются в автоматическом режиме за счет специальных калибровочных датчиков. Такие станки позволяют изгибать трубы всех диаметров с любым уровнем сложности заданных параметров. На сегодняшний день это самые современные и производительные станки.










Для разных целей и объемов выполнения работ потребуется свой тип оборудования, стоимость которого колеблется в пределах от нескольких сотен до миллиона рублей.
Немного о радиусах
Круговой загиб подразумевает определение величины радиуса, которую можно подразделить на три категории:
- Малый радиус — от 50 до 250 мм. Загиб под таким радиусом уместно назвать коленом. Его выполняют на водопроводных трубах круглого сечения Ø 15–75 мм, либо на трубах квадратного профиля 15–25 мм (декоративная ковка).
- Средний радиус — от 250 до 500 мм. Часто применяется для изготовления кольцевых форм из полосы 40х3, трубы Ø 15–75 мм, квадратного (15–25 мм) или прямоугольного (до 20х40 мм) профиля — обода бочек, резервуаров.
- Большой радиус — более 500 мм. Применяется для изготовления арочных элементов — каркасов теплиц, козырьков, рёбер сварных конструкций. Обычно это квадратный (15х15, 20х20) или прямоугольный профиль 20х40, 40х60 мм. Арки из круглой трубы обычно не делают — к ним неудобно крепить распределительную обрешётку, но загнуть круглую трубу большого радиуса можно при диаметре не более 75 мм.

Радиус на более толстых трубах выполняется не изгибанием, а сегментацией — когда колено нарезается сегментами и сваривается.
Загибы малого радиуса в большинстве случаев необходимы на водопроводных трубах Ø 15–38 мм. Часто важен сам факт изгиба под нужным углом, чем его качество. В обиходе мастеров имеется две разновидности трубогибов для выполнения этой задачи — трёхточечный и поворотный.










Лучшие модели
На сегодняшний день в продаже представлены ручные трубогибы самых разных производителей — Ridgid, Rems Sinus, «Зубр», Stalex, Blacksmith. Согласно отзывам пользователей, самыми высокими эксплуатационными характеристиками отличаются такие модели.
Stalex TR-10 100308
Этот ручной трубогиб оптимален для использования в личной мастерской или на небольшом предприятии. Стоимость инструмента невелика — порядка 5000 рублей, особенности механизма позволяют работать с трубками различных диаметров, не меняя оснастку. Конструкция предусматриваете три типа оправы, а также завышенный упор для фиксации детали. На платформе имеется три отверстия, позволяющих крепить оборудование на горизонтальной опоре. Механизм сделан из инструментальной стали, покрашен при помощи порошкового напыления, это создает эффективную защиту материала от коррозии.
К преимуществам модели относятся:
- доступная стоимость;
- усиленная рама толщиной 6 мм;
- подходит для трубок размером 20, 25 и 32 мм;
- рабочий диапазон выгибания 0-180 градусов;
- компактные размеры, благодаря чему модуль с легкостью помещается в багажник;
- масса составляет всего 15 кг, что создает дополнительные удобства при проведении работ на выезде.
Из недостатков выделяют:
- укороченная ручка, поэтому чаще всего ее дополнительно удлиняют, чтобы сделать гиб более удобным;
- низкое качество сварочных швов, что диктует необходимость переваривать их снова;
- центральное отверстие имеет матричную форму, поэтому при работе с трубами 32 мм возникают определенные сложности, приходится думать, куда переместить узел крепления.
Smart&Solid BendMax-200
Оптимальный ручной трубогибочный станок для работы с профилем квадратной и прямоугольной формы. Выполнен из плотной стали, благодаря чему имеют место значительные нагрузки в ходе выполнения гиба. В качестве упоров выступает пара роликов, расположенных в нижней части конструкции, третий дополнен воротковой рукоятью для осуществления эффективной прокатки деталей. Деформация производится путем поступенчатого нажима винта, на лицевой пластине предусмотрена шкала с делениями в градусах.
Плюсы модели:
- корпус из особо прочной толстой стали;
- физиологичная рукоять с оплеткой для удобства захвата и предупреждения скольжения;
- компактные размеры;
- позволяет работать с трубами диаметром от 15 до 40 мм и толщиной стенок до 2 мм.
Минусы:
- высокая цена оборудования — от 13000 рублей;
- отсутствие ограничителей по краям и с торца;
- масса порядка 23 кг.
Где используется металлопластик
Благодаря свойствам составляющих, металлопластик получил широкое распространение:
- в отопительной водопроводной системе;
- для подачи питьевой воды;
- в качестве газопровода;
- для подачи веществ, используемых в сельском хозяйстве;
- для подачи сжатого воздуха;
- в качестве оболочки для электрических кабелей.
Но несмотря на такое разнообразие сфер его использования, у металлопластика есть и ограничения в использовании:
- нельзя использовать там, где высокая пожароопасность;
- нельзя использовать в системах с давлением жидкости, превышающим 10 атмосфер;
- нельзя устанавливать вблизи горячих поверхностей, температура которых превышает 150 градусов.




