Что лучше обжимные или пресс-фитинги?
Поскольку металлопластиковые трубы отличаются особой надежностью, во многих случаях их зашивают в стены и полы. Это позволяет сохранить существующий интерьер, который никоим образом не будет портиться от подобных инженерных коммуникаций. Но если трубопровод планируется поместить в пол или стену, то в его надежности необходимо быть уверенным на все 100%.
Все без исключения швы должны быть тщательно загерметизированы, чтобы исключить какую-либо вероятность возникновения в дальнейшем аварийных ситуаций.
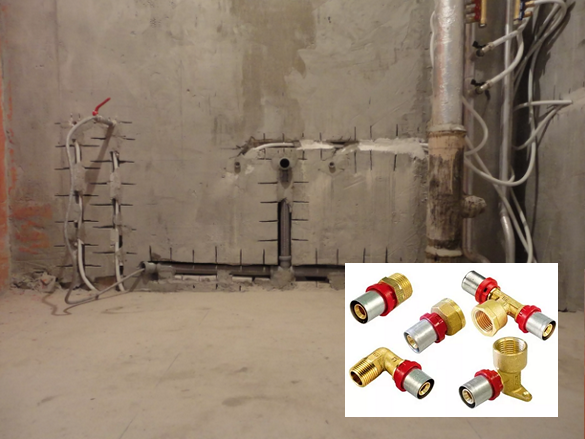
Если вы планируете замуровать металлопластиковую трубу в стену или стяжку, то соединения лучше всего делать с помощью пресс-фитингов.
Если металлопластиковые трубы не планируется прятать в пол или стену, но все равно хочется получить надежные и одновременно простые соединения, то внимание в этом случае следует обратить на обжимные фитинги. Для сравнения обжимных и пресс-фитингов посмотрите небольшое видео:
Для сравнения обжимных и пресс-фитингов посмотрите небольшое видео:
Плюсы и минусы
Металлопластиковые магистрали считаются очень надежными. Их эксплуатационный срок службы составляет до 50 лет. Стандартный размер поставляемых на рынок изделий – от 16 до 62 мм. Используемые соединители должны соответствовать типоразмерам труб. Выбирать изделия следует с учетом толщины стенок самих магистралей.
Увидев разнообразие представленной продукции, каждый может задуматься, какие изделия лучше: компрессионные, пресс-фитинги, зажимные или другие модели. Сравним достоинства и недостатки изделий.


Эксплуатационные качества деталей практически идентичны.
К общим достоинствам соединителей относятся следующие моменты:
- установка изделий предельно проста;
- изделия позволяют осуществлять стыковку с медными и нержавеющими аналогами;
- риск протекания в местах соединений минимален;
- соединения с фитингами не требуют сварки, что облегчает процесс сборки магистралей;
- соединительные изделия, предлагаемые на рынке, относительно недороги.
Из минусов резьбовых вариантов стоит отметить лишь один момент. Такие фитинги даже после полной сборки требуют периодического обслуживания. Поэтому детали нельзя скрыть в стяжке или в других элементах декора. К деталям должен быть открыт доступ.


Преимуществом пресс-фитингов является как раз возможность закрывать магистрали стяжкой или декором. Постоянного контроля и обслуживания после сборки детали не требуют. При этом эксплуатационный срок изделий составляет до 30 лет.
Еще одним достоинством таких соединителей является возможность уменьшения расхода магистралей. Меньшее количество арматурных деталей делает прокладку сетей дешевле. Однако инструмент, необходимый для монтажа прессовых фитингов, является дорогостоящим. Стоимость пресс-клещей, представленных в продаже, варьируется от 1000 до 5000 рублей.
Из минусов прессованных фитингов стоит отметить плохую переносимость отрицательных температур. Поэтому изделия не рекомендуются для укладки наружных систем. Сама установка изделий не отличается сложностями.


Как это делается?
Общая схема гидропневмоиспытаний выглядит следующим образом:
- Часть системы, подвергаемая испытаниям, изолируется путем перекрытия запорной или регулировочной арматуры (трубы канализации закрываются резиновыми заглушками или деревянными пробками, обмотанными ветошью).
- Далее система полностью заполняется водой. В системе отопления при этом через установленные в самом верху воздухоотводчики сбрасывается воздух.
- К трубопроводу подключается насос-опрессовщик, который докачивает в систему некоторое количество рабочей жидкости, создавая требуемое регламентом испытаний давление.
- По достижении требуемого давления опрессовщик отключается. При этом наблюдатель фиксирует показания на манометре.
- В течение определенного времени система остается под давлением. Длительность выдержки может составлять от 0,5 часа (для систем отопления) до 6 – 8 часов.
- После того как назначенное время вышло, наблюдатель снова снимает показания с манометра. Если давление отличается от первоначальной величины, значит в системе имеется утечка, которую следует найти и устранить. После этого опрессовку выполняют по новой.

Опрессовка системы отопления воздухом
Обычно используют следующие точки подключения:
- Для систем отопления: специальный кран на одном из радиаторов, либо спускной кран на элеваторном узле (в централизованных системах).
- Для систем водоснабжения: один из патрубков подключения к крану холодной или горячей воды.
- Для системы канализации: любая из ревизий, обычно устанавливаемых с шагом 40 – 50 м.
Если проверке подвергалась система отопления, Акт о гидропневмоиспытаниях подписывается представителями теплосети и организации, осуществляющей теплоснабжение. Далее инспектор проверяет теплоноситель на жесткость.
Монтаж — пошаговая инструкция
Важно! МПТ не используются в уличных условиях, так как не предназначены для эксплуатации при отрицательных температурах. Температурный режим указывается в паспорте изделия
Выбранные трубы должны соответствовать условиям использования (как установить батареи отопления в частном доме прочитайте в этой статье)
Температурный режим указывается в паспорте изделия. Выбранные трубы должны соответствовать условиям использования (как установить батареи отопления в частном доме прочитайте в этой статье).
Разъёмный и компрессионный фитинг устанавливается одинаковым способом, при этом используется один и тот же инструмент.
Разница между этими видами заключается в том, что элементы разъёмного вида можно использовать два-три раза без потери качества соединения.
Элементы компрессионного вида, желательно, использовать один раз, при повторном использовании — качество соединения будет значительно ниже.
Для соединения МПТ компрессионными элементами потребуются следующие инструменты:
- ножницы для резки труб или ножовка по металлу;
- набор ключей, соответствующий размерам гаек;
- мелкозернистая наждачная бумага;
- инструмент для придания трубе в месте реза круглой формы.
Такой способ соединения, например, труб для джакузи на улице зимой, прост и не требует специальных навыков.
Необходимо придерживаться следующей последовательности действий:
- выпрямляем трубу на 10 см в обе стороны, начиная от предполагаемого места соединения;
- отмечаем место реза и делаем разрез при помощи ножниц или ножовки.
Разрез производится строго под углом 90 градусов;
- на каждый конец трубы одевается гайка и зажимное кольцо.
Последнее устанавливается на крае среза;
- места реза обрабатываются наждачной бумагой.
Таким способом удаляются заусеницы.
Трубе придаётся круглая форма специальным приспособлением; - штуцера смачиваются водой для облегчения монтажа.
Монтаж элемента осуществляется равномерно без наклонов относительно трубы.
Труба должна равномерно прилегать к фитингу местом среза; - первые два или три оборотов гайки делаются вручную, затем берутся ключи нужно размера, и гайка закручивается полностью;
- соединение проверяется на предмет протечки.
Гайка закручивается без усилий так, чтобы остался один или полтора витка резьбы. Чрезмерные усилия приведут к поломке элемента, а в дальнейшем к протечке в этом месте.






В процессе эксплуатации, возможно разбалтывание соединения. В таких случаях рекомендуется подтянуть гайки на 1-2 оборота (как пользоваться биде женщинам прочитайте здесь).
При повторном использовании фитинга, необходимо заменить уплотнительные кольца.
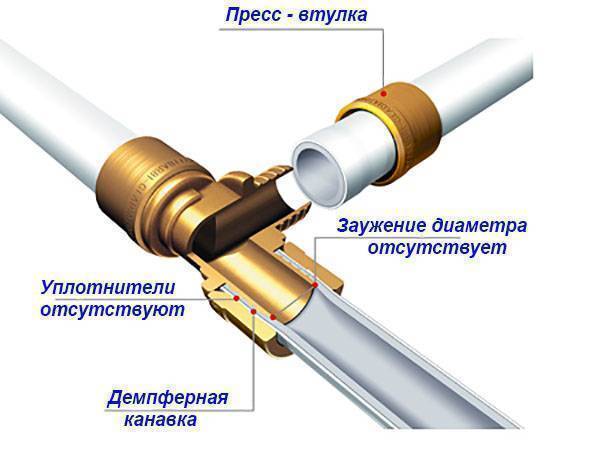
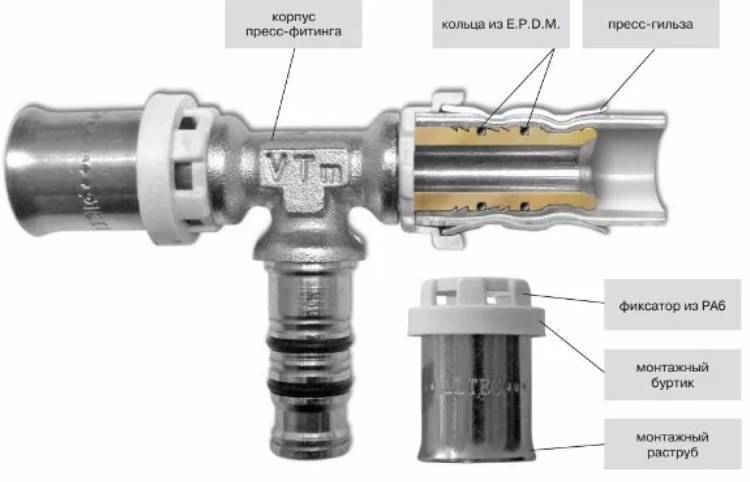
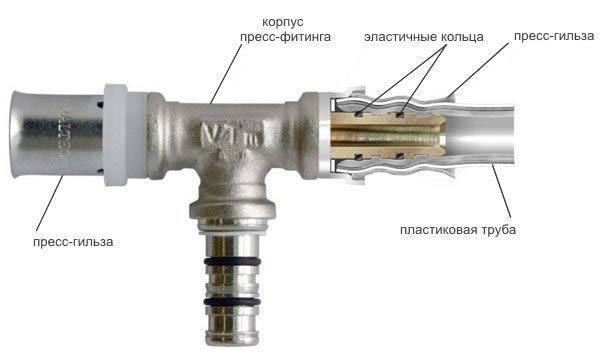
 Монтаж МПТ при помощи пресс-фитинга проходит аналогичным образом за исключением фиксации элементов на трубе.
Монтаж МПТ при помощи пресс-фитинга проходит аналогичным образом за исключением фиксации элементов на трубе.
Закрепление проводят при помощи специального автоматического или ручного пресса.
Использовать изделия после такого способа не представляется возможным, и они заменяются на новые.
При покупке, встречаются все виды компрессионных фитингов, которые производятся у нас и за рубежом.
Принципиальных различий у них нет, но, возможно, несовпадение наружного диаметра или толщины стенки труб с фитингом.
Поэтому покупаются соединительные элементы и трубы одного производителя.
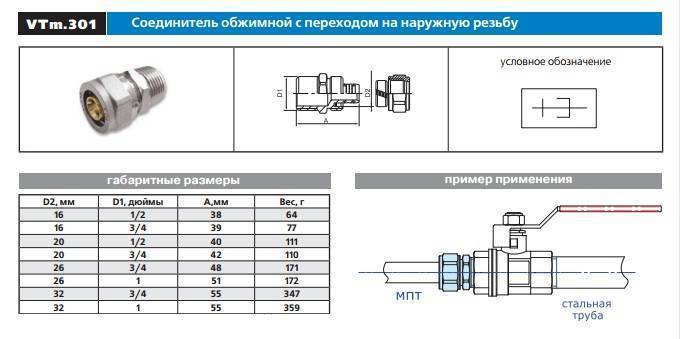
На всех элементах ставится маркировка, которая показывает внешний диаметр МПТ. Для изделий, которые соединяют МПТ с трубами других типов, указывается размер резьбы места соединения.
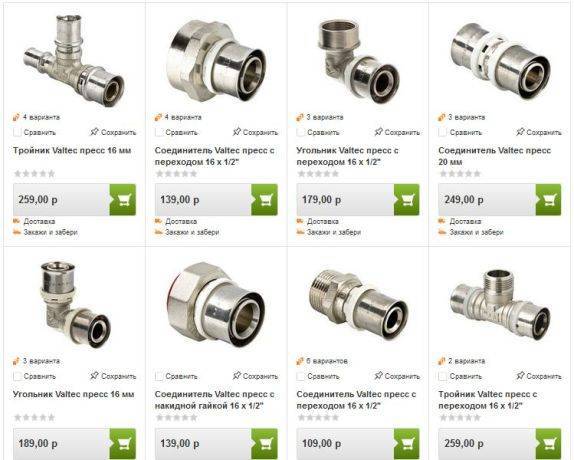
Фитинги выпускают под трубы соответствующего диаметры. Существуют следующие размеры:
- 16,
- 20,
- 26
- и 32 миллиметра.
Классификация фитингов

Разновидности обжимных фитингов.
- углы и отводы (применяются при соединении поворотов от 45 градусов);
- крестовины (помогают произвести ответвление на две стороны);
- тройники (используются при одностороннем ответвлении);
- заглушки (применяются для крепления на конце трубы);
- муфты (с помощью них соединяются трубы одинакового диаметра и направленности);
- штуцеры (при необходимости соединения со шлангом).
Фитинги, которые применяют для соединения труб одного диаметра, именуются прямыми, а предназначенные для скрепления труб разного диаметра называют переходными.
На строительном рынке существует большой ассортимент чугунных, стальных, латунных или медных соединительных элементов.
Что касается чугунных, их отличают такие качества, как прочность и долговечность. У чугунных фитингов существенное преимущество перед другими соединительными изделиями, например, такими как стальная муфта. Еще к положительным качествам чугунных элементов можно отнести высокую устойчивость к негативным воздействиям окружающей среды и универсальность.
Без стальных фитингов в современной промышленности сегодня не обойтись. Совсем недавно обойти препятствия на пути трубопровода можно было с помощью изгиба трубы. Сегодня в этом нет необходимости
Трубопровод с использованием стальных изделий легко поддается сборке и разборке, что тоже немаловажно
Секреты грамотного монтажа таких деталей
Установка деталей проходит очень быстро и достаточно просто. Для ее осуществления понадобится специальный инструмент, без которого обжатие фитинга невозможно.
Как подобрать пресс клещи?
Пресс клещи для фитингов – устройство, предназначенное для установки детали на трубу. Выпускаются ручные модели и более сложные гидравлические. Для самостоятельных работ вполне подойдет первый вариант, поскольку он наиболее прост в использовании и дешев. А по качеству соединения, выполненные с его помощью, не уступают тем, в процессе выполнения которых применялся профессиональный гидравлический инструмент.
При приобретении оборудования нужно учитывать, что оно предназначено для работы с определенным диаметром труб. Существуют модели, оборудованные специальными вкладышами, дающими возможность работать попеременно с трубами нескольких диаметров. Кроме того в продаже можно встретить усовершенствованные вариации инструмента. Они имеют особую маркировку:
- OPS – устройство увеличивает приложенные к нему усилия путем использования фиксаторов ступенчатого типа.
- APC – в ходе процесса осуществляется автоматический контроль за его качеством. Пресс не откроется, пока обжим не будет успешно завершен.
APS – прибор самостоятельно распределяет усилие, которое к нему прилагают, в зависимости от размеров фитинга.

Обжимные пресс клещи — необходимый для установки фитингов инструмент. Выпускаются ручные и гидравлические модели специального оборудования
На что обратить внимание при покупке соединителей
От качества деталей во многом зависит надежность соединения
При покупке пресс фитингов специалисты советуют обращать внимание на следующие моменты:
- Качество маркировки на корпусе. Компании, выпускающие качественные детали, не пользуются дешевыми пресс формами. Все символы на корпусе фитингов пропечатываются очень четко.
- Вес детали. Для производства качественных изделий применяется латунь, которая имеет достаточно большой вес. От слишком легкого фитинга лучше отказаться.
- Внешний вид элемента. Некачественные детали изготавливаются из тонкого металла, внешне напоминающего алюминий. Он не способен обеспечить качественное соединение.
Не стоит экономить на фитингах и пытаться купить их «задешево» в сомнительной торговой точке. В таком случае есть высокая вероятность последующей переделки всего трубопровода.






Монтажные секреты от специалистов
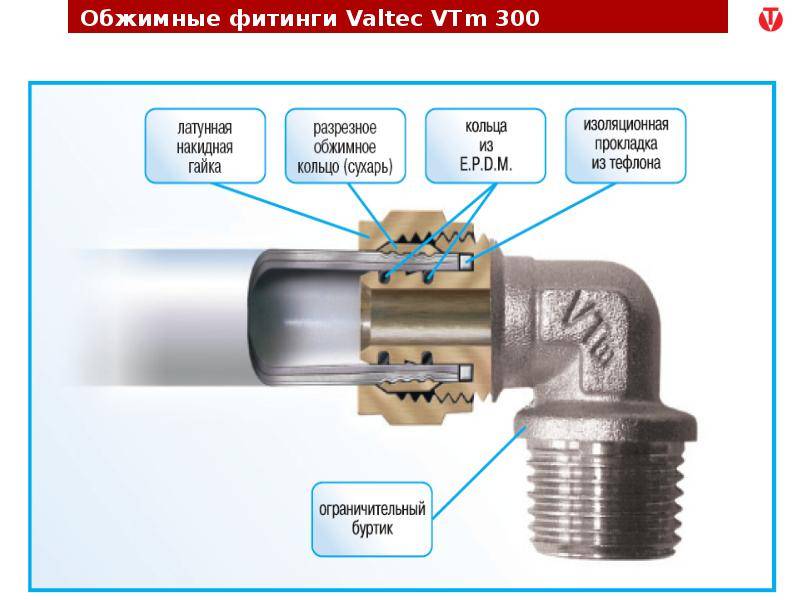
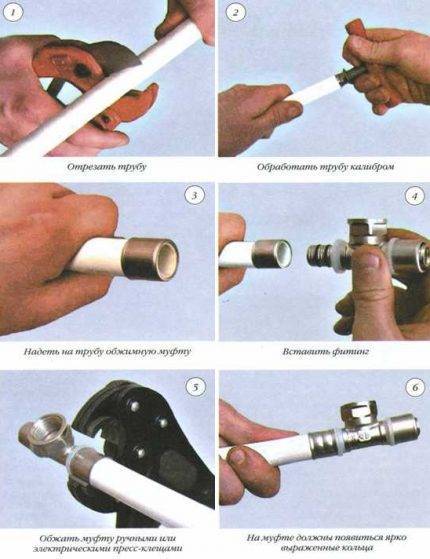
Начинаем работы с разрезания труб. Отмеряем необходимую длину и отрезаем элемент строго перпендикулярно. Лучше всего использовать для этих целей специальный инструмент – труборез. Следующий этап – обработка торца трубы. Внутрь детали вставляем калибр, выправляющий небольшую овальность, неизбежно образующуюся при резке. Снимаем внутреннюю фаску, используя для этого фаскосниматель. При его отсутствии можно проделать эту операцию обычным острым ножом, после чего зачистить поверхность наждачной шкуркой.
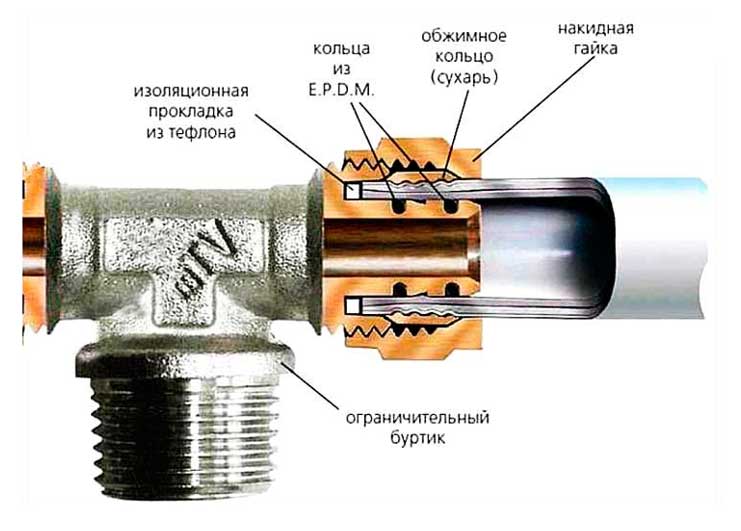
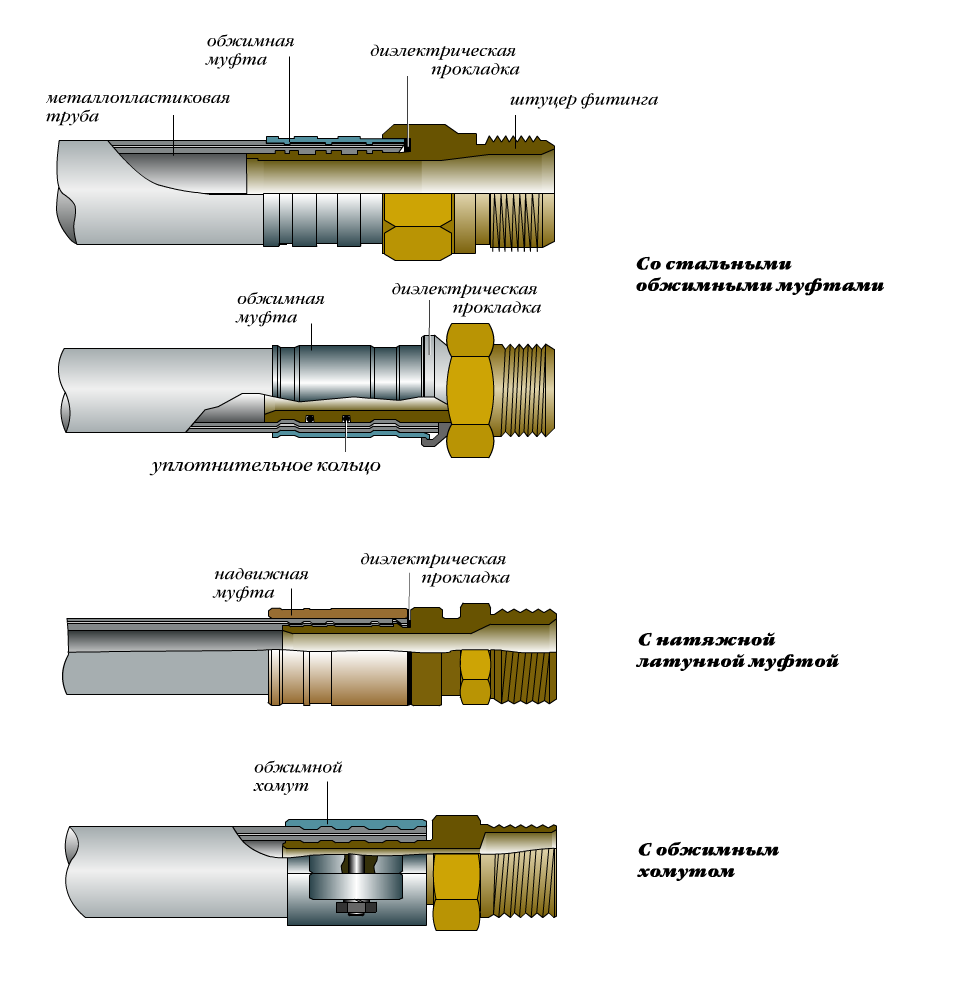
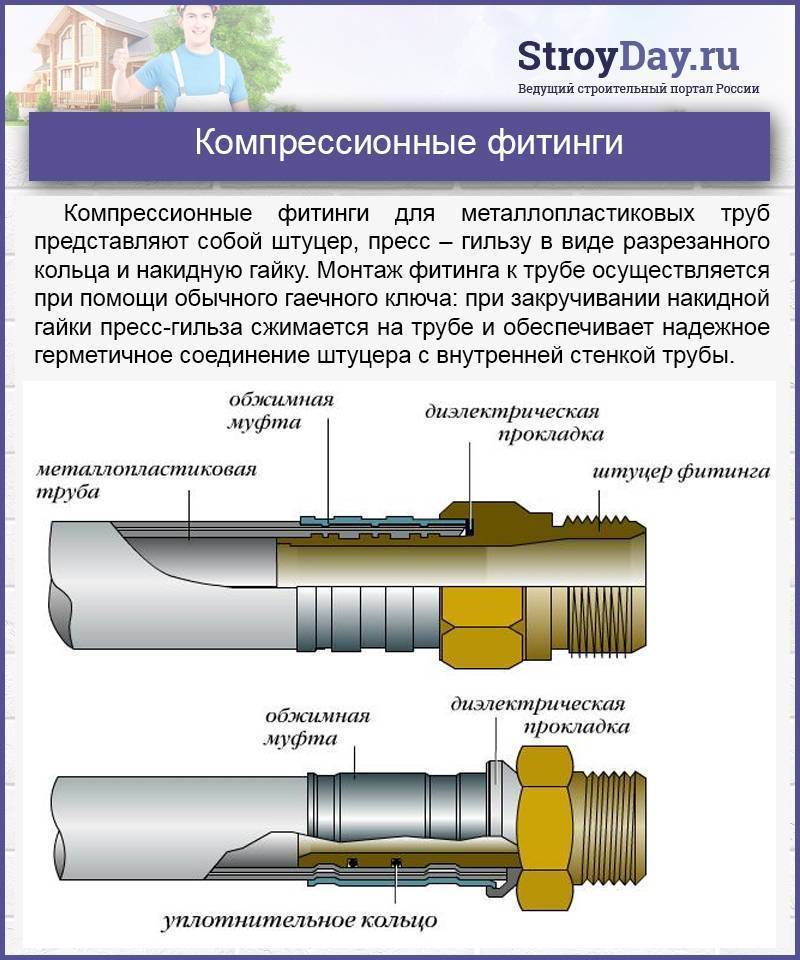
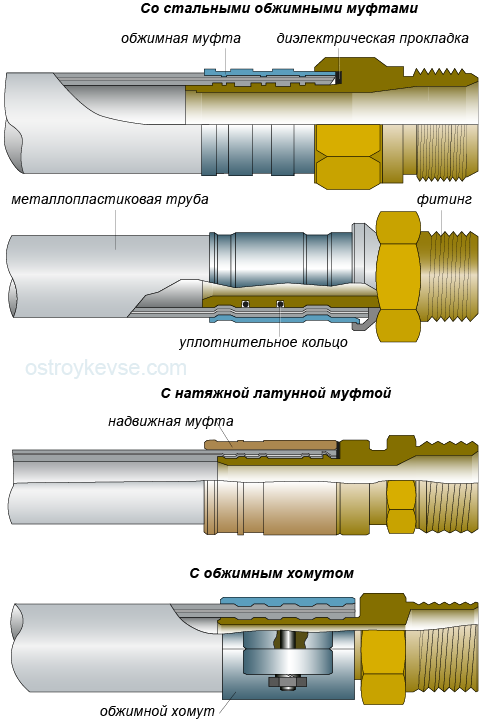
По окончании работ надеваем пресс фитинг на трубу, контролируя плотность его посадки через специальное отверстие. Существуют модели, у которых обжимная муфта не закреплена на фитинге. Для их монтажа выполняются такие операции. Надеваем обжимную муфту на трубу. Внутрь элемента вставляем штуцер, на котором закреплены уплотнительные кольца. Чтобы защитить конструкцию от электрокоррозии на участке контакта металлической соединительной детали и металлопластиковой трубы устанавливаем диэлектрическую прокладку.
Для обжима любых моделей пресс фитингов используем подходящий по диаметру инструмент. Захватываем гильзу зажимом пресс клещей и сводим их ручки до упора. После снятия инструмента на фитинге должны остаться две кольцевые равномерные полосы, а металл должен быть изогнут дугообразно. Обжатие можно производить только однократно, никаких повторных операций быть не должно. Это ведет к порче соединения.

Установка пресс фитингов для металлопластиковых труб проходит в четыре основных этапа, которые представлены на рисунке
Пресс фитинги для металлопластика обеспечивают очень прочное долговечное соединение. Их широкий ассортимент позволяет выполнять трубопроводы самых разных конфигураций. Кроме того они очень просты в монтаже. Даже новичок сможет установить пресс фитинги. Для этого нужно терпение, аккуратность и, конечно же, внимательное изучение инструкций. Результат стараний обязательно порадует надежным в эксплуатации трубопроводом, выполненным своими руками.
Виды фитингов для труб PEX
Если в полиэтилене высокого давления на уровне макромолекул провести открепление части связей пероксидами или органсилоксанами (сшивка химическим способом) либо при помощи ионизирующего излучения (сшивка физическим способом) и за счет освобожденных связей сформировать в структуре материала широкоячеистые трехмерные молекулы, то материал приобретет ряд полезных свойств. А именно таких, как память формы, стойкость к температурам до +95 °С, стабильность характеристик при низких температурах.
Подобная технология была разработана одним из институтов немецкого Общества научных исследований имени Макса Планка (Max-Planck-Gesellschaft zur Förderung der Wissenschaften) и получила название – PEX (поперечно-сшитый полиэтилен). Она нашла широкое применение при изготовлении труб для систем отопления и водопровода.
Однако, приобретя полезные свойства, труба PEX потеряла способность свариваться встык или в раструб.
В настоящее время трубы PEX соединяются компрессионными, фланцевыми, прессовыми фитингами или электродиффузионными муфтами, выполненными из разных материалов.
Фитинги для труб PEX, выполненные из латуни, – самые дорогие, но стоимость их часто окупается отличными технологическими и эксплуатационными свойствами, высоким качеством соединения.

Латунную арматуру используют обычно там, где трудно осуществить монтаж труб с помощью сварки.
Фитинги для труб PEX из латуни делятся на те, что соединяют:
элементы трубопровода с помощью трубной резьбы;
между собой сами полиэтиленовые трубы.
В качестве материала для латунных фитингов используют пищевую латунь, которая обладает высокой стойкостью к вымыванию цинка в процессе эксплуатации.

Другим материалом, применяемым при изготовлении фитингов для труб PEX, является высокопрочный полимер – полифенилсульфон (PPSU). Он обладает хорошими электроизоляционными свойствами, высокой стойкостью к ударным нагрузкам и абсолютно нетоксичен.
Фитинги из PPSU, как правило, применяют для формирования постоянных стыков, а также в трубопроводных системах со скрытой разводкой. Они легко монтируются, обладают простотой конструкции и высоким качеством.
Читайте материал по теме: Тройник с наружной резьбой
Подготовка к процедуре

По правилам опрессовки трубопроводов в первую очередь выполняется визуальный осмотр контролируемого участка трубопровода для того, чтобы убедиться в отсутствии каких-то очевидных дефектов, таких как потеря важных деталей, коррозия и другие. Если такие нарушения обнаружены, следует устранить их перед тем, как приступить к опрессовке. Если во время проверки в системе находится рабочая среда, которая не может использоваться для тестирования трубопровода, участок нужно от нее полностью освободить.
После этого трубы тщательно промываются, чтобы избавиться от ржавчины, окалин, а также органических и неорганических отложений. В некоторых случаях промывка выполняется с помощью специального компрессора, а по итогу выполняется проверка путем осмотра внутренней поверхности трубопровода, часть которого (размером около 0.5 м) предварительно вырезается для изучения.
Если нагнетательное оборудование не оснащено обратным клапаном, блокирующим движение рабочей среды в сторону источника, и манометром, то они устанавливаются отдельно после того, как будут закончены все испытания.

Далее проверяемый участок полностью перекрывается и тщательно герметизируется
Важно полностью отсечь проверяемую ветку от центрального водопровода перед проведением опрессовки посредством перекрытия запорной арматуры с обеих сторон. Если же тестируется канализационный трубопровод, на него устанавливаются деревянные, пластиковые или деревянные заглушки
Опрессовщики, насосы для опрессовки труб
В зависимости от того, насколько мощный насос будет использоваться при выполнении опрессовки, меняется точность результатов и продолжительность работ. Маломощное оборудование будет долго нагнетать нужное давление, так как силы простого опрессовщика не хватает для быстрого заполнения массивного трубопровода нужным объемом жидкости или воздуха, а при наличии в системе негерметичных стыков итоговые результаты будут искажены.










В связи с этим, выбирая насос для проведения опрессовки, следует отталкиваться от объема проверяемой системы. Если нужно проверить домашнюю систему, достаточно использовать нагнетатель, которым будет прокачиваться до двух-трех литров ежеминутно, в то время как проверка теплотрассы предусматривает необходимость использования циркуляционных насосов, с помощью которых обеспечивается движение жидкости внутри трубопровода.
Как крепить фитинги для труб PEX
Поперечно-сшитый полиэтилен относится к термопластичным полимерам. При монтаже его элементов можно применять методы сборки полиэтиленовых трубопроводов других видов. Однако существенное отличие заключается в эластичности материала, благодаря чему фитинговые соединения получаются более герметичными, при этом сварка проходит при более высоких температурах.

Известно три способа соединения труб PEX.
С помощью:
компрессионных фитингов;
некомпрессовочных фитингов;
электросварных фитингов.
Какой из них следует выбрать, зависит от давления в магистрали и от типа соединения (разъемное/неразъемное).
Монтажные работы с трубами PEX требуют следующих инструментов:
гаечный ключ;
нож-секатор;
ручной или гидравлический пресс;
расширители нужных диаметров;
фитинги.

При креплении фитингов убедитесь, что они предназначены для установки именно на металлопластиковые либо на трубы PEX. При установке водопроводных систем используйте теплоизоляционные подложки и прокладки. Это поможет защитить систему от образования конденсата (для магистралей с холодной водой) либо от потерь тепла (для труб с горячей водой).

Перед тем как начать монтаж трубы PEX, следует закрепить их специальными скобками. Это позволит сохранить приданную трубе форму.

В настоящее время большинство соединений труб PEX осуществляется либо электродиффузионными муфтами, либо с помощью пресс-фитингов. Выбор определяется диаметрами соединяемых изделий. Для монтажа, как правило, используется комплект инструментов, выпускаемых ведущими производителями мира.
Соединения труб PEX диаметром от 16 до 40 мм пресс-фитингами с надвижной гильзой:

подготовить конец трубы PEX, обрезав его под углом 90° с помощью трубных ножниц;
на торец трубы надеть гильзу (фаской в сторону фитинга) и развальцевать конец ее специальным инструментом;
вставить фитинг в подготовленный торец трубы, а само соединение – в запрессовочную насадку;
при помощи этой насадки надвинуть до упора гильзу на фитинг;
произвести визуальный контроль соединения.
Соединения труб PEX диаметром от 40 до 110 мм пресс-фитингами с надвижной гильзой:
подготовить конец трубы PEX, обрезав ее фрезой под углом 90°;
гильзу надеть на трубу, конец ее развальцевать расширительной насадкой, вставленной в универсальный инструмент;
ввести фитинг в подготовленный торец трубы и дождаться, пока труба обожмет его благодаря свойству восстановления формы;
заменить в универсальном инструменте расширительную насадку на запрессовочную;
с ее помощью надвинуть гильзу на фитинг до упора;
произвести визуальный контроль соединения.
Соединение труб PEX электродиффузионными муфтами с помощью сварочного аппарата:

подготовить конец трубы PEX, обрезав ее либо ножницами, либо фрезой под углом 90° и разметить зону зачистки от наружного кислородонепроницаемого слоя согласно рекомендуемым в таблице данным.
Таблица. Глубина зоны зачистки края трубы от кислородонепроницаемого слоя в зависимости от глубины посадки в электродиффузионную муфту (в мм):
Глубина посадки | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 | 160 |
Зона зачистки | 30 | 30 | 35 | 39 | 44 | 53 | 56 | 66 | 67 | 81 |
зачистить наружный барьерный слой вручную или помощи специального приспособления, очистить и обезжирить зону сварки растворителем;
надеть электродиффузионную муфту на зачищенный торец трубы и вставить вторую соединяемую с ней трубу в электросварную муфту;
подсоединить кабель сварочного аппарата, соблюдая полярность (по цвету провода и контактного гнезда муфты) и включить аппарат;
проверить соединение на предмет полного вхождения труб PEX в электросварную муфту;
включить режим сварки и после звукового сигнала вынуть кабель из контактных гнезд электросварной муфты;
произвести визуальный контроль готового соединения.
Рабочее давление в трубопроводе можно давать только после остывания соединения, которое при комнатной температуре длится приблизительно:
20 минут для труб PEX диаметром 20–63 мм;
30 минут для труб PEX диаметром 75–110 мм;
70 минут для труб PEX диаметром 160 мм.
Заключение

Результатом опрессовки должны стать данные манометра, подключенного к проверочному комплексу и трубам. Специалисты снимают показатели давления в контурах до начала процесса испытания. Как правило, опрессовка труб длится порядка 8-10 часов, после чего вновь снимаются показания с манометра. Хорошим результатом будет нулевая разница между двумя показаниями прибора, но это бывает редко. Минимальные отклонения также допустимы, но и при большой разнице не стоит сразу переделывать трубопровод. Возможно, изменения в показателях давления были вызваны другими причинами, не связанными с качеством герметизации в контуре.