Радиационная
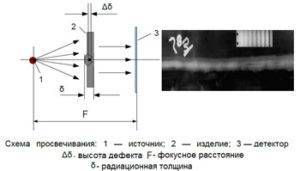
Радиационная дефектоскопия по своему принципу напоминает рентгеновское обследование. Выделившиеся в процессе ядерной реакции гамма-лучи обладают высокой проникающей способностью. Проходя через материал, излучение попадает на фотопластинку. После ее проявления под микроскопом можно исследовать картину распределения дефекта в металле.

Интересующий вопрос о вредности гамма-излучения остается актуальным. Несмотря на предусмотренные средства защиты, организм человека получает повышенную долю облучения. Если добавить дороговизну оборудования, станет ясно, что данный способ не является приоритетным.
Магнитно-порошковые дефектоскопы
Дефектоскоп позволяет контролировать различные по форме детали, сварные швы, внутренние поверхности отверстий путём намагничивания отдельных контролируемых участков или изделия в целом циркулярным или продольным полем, создаваемым с помощью набора намагничивающих устройств, питаемых импульсным или постоянным током, или с помощью постоянных магнитов.
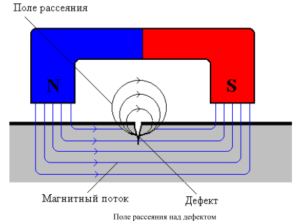
Принцип действия основан на создании поля рассеяния над дефектами контролируемой детали с последующим выявлением их магнитной суспензией. Наибольшая плотность магнитных силовых линий поля рассеяния наблюдается непосредственно над трещиной (или над другой несплошностью) и уменьшается с удалением от неё.
Для обнаружения несплошности на поверхность детали наносят магнитный порошок, взвешенный в воздухе (сухим способом) или в жидкости (мокрым способом). На частицу в поле рассеяния будут действовать силы: магнитного поля, направленная в область наибольшей плотности магнитных силовых линий, то есть к месту расположения трещины; тяжести; выталкивающего действия жидкости; трения; силы электростатического и магнитного взаимодействия, возникающие между частицами.
В магнитном поле частицы намагничиваются и соединяются в цепочки. Под действием результирующей силы частицы притягиваются к трещине и накапливаются над ней, образуя скопление порошка. Ширина полоски (валика) из осевшего порошка значительно больше ширины раскрытия трещины. По этому осаждению — индикаторному рисунку определяют наличие дефектов.
Критерии выбора оборудования
Выбор системы телеинспекции производится с учётом характеристик объектов, на которых они будут применяться, а также особенностей работы оборудования различного вида. Рассмотрим типичные области применения, особенности функционирования, достоинства и недостатки устройств, использующихся для видеодиагностики трубопроводов.
Самоходные роботы – тележки.
Одной из главных технических характеристик таких устройств является минимальный и максимальный пределы диаметров обследуемых труб или коллекторов. Наименьший размер трубы определяется габаритами тележки, наибольший зависит от наличия конструктивных элементов, обеспечивающих позиционирование видеокамеры по высоте вблизи оси трубопровода (колеса большого диаметра, проставочные втулки на колеса для расширения колеи, механизм подъема видеокамеры и т.п.), а также от таких параметров, как яркость источников подсветки, чувствительность и разрешающая способность камеры, наличие функции zoom и других опций. На современном рынке представлены роботы различных типоразмеров и производителей, способные работать в трубах диаметром от 100 до 3000 мм.





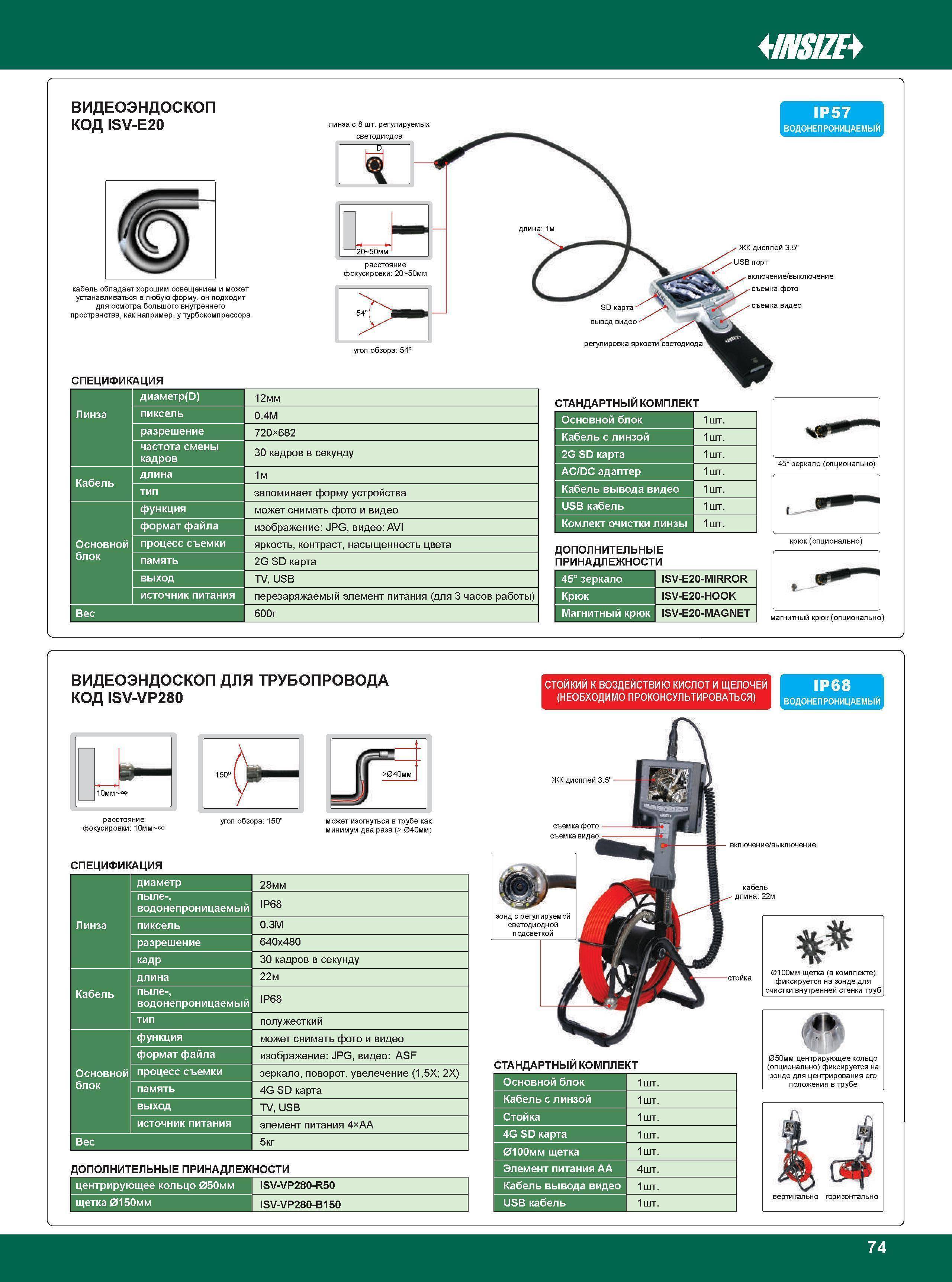

Вторая важная характеристика робота – глубина обследования, то есть расстояние, на которое он способен продвинуться в трубе. С одной стороны, расстояние определяется длиной кабеля, то есть, необходимо выбирать барабан нужной ёмкости. С другой стороны, максимальное значение пути робота определяется весом робота, обеспечивающим сцепление колес с поверхностью трубы, материалом и формой колес, наличием протекторов и грунтозацепов, мощностью электродвигателя и удельным весом протаскиваемого кабеля, так как при увеличении пройденного расстояния увеличивается сопротивление трения кабеля о стенки трубы.
Проталкиваемые модули.
Такая система телеинспекции применяется в основном для осмотра трубопроводов диаметром от 100 до 400 мм. Минимальное значение диаметра зависит от размеров камеры. При работе в трубах большого диаметра, направляющий пруток может закручиваться в процессе проталкивания, что делает невозможным дальнейшее продвижение. Максимальная длина проталкивания модуля зависит от упругих свойств прутка, которые определяются материалом прутка и его диаметром. Например, для проталкивания камеры на расстояние 30 – 50 метров, диаметр прутка должен быть не менее 7 мм, если же требуется обследовать 60 – 80 метров внутритрубного пространства, следует воспользоваться прутком от 9 мм толщиной.
Плавающие модули.
Система телеинспекции этого типа оказывается вне конкуренции, когда необходимо провести видеообследование безнапорной трубы или коллектора при уровне их заполнения стоками от 300 мм. Положительным качеством плавающей камеры для телеинспекции является возможность обследования коллекторов большого диаметра без сложных мероприятий по остановке потока. Минусом является узкая сфера применения – только безнапорные, частично наполненные стоки.
Методы ультразвуковой дефектоскопии
Существует несколько методов ультразвукового контроля: эхо-импульсный, эхо-зеркальный,
эхо-сквозной, дельта-метод (разновидность эхо-зеркального), когерентный метод
(разновидность эхо-импульсного), теневой, зеркально теневой. Рассмотрим кратко
наиболее распространенные из них, см. рисунок:

1. Эхо-импульсный метод. Он заключается в направлении акустической волны
на сварное соединение и регистрации отражённой волны от дефекта. При таком методе
источником и приёмником волн выступает один преобразователь (схема а) на рисунке).
2. Теневой метод. Такой метод ультразвуковой дефектоскопии заключается
в использовании двух преобразователей, установленных на разные стороны сварного
соединения. При таком методе один из преобразователей генерирует акустические
волны (излучатель), а второй их регистрирует (приёмник). При этом приёмник должен
быть расположен строго по направлению движения волны, переданной излучателем.
При таком методе признаком дефекта является пропадание ультразвуковых колебаний.
В потоке ультразвука получается “глухая область”, это означает, что
волна на этом участке не преодолела сварной дефект (схема б) на рисунке).









3. Эхо-зеркальный метод. Он также заключается в использовании двух преобразователей,
но располагаются они с одной стороны сварного соединения. Сгенерированные приёмником
ультразвуковые колебания отражаются от дефекта и регистрируются приёмником.
На практике такой метод получил широкое распространение для поиска дефектов,
расположенных перпендикулярно поверхности сварного соединения, например, сварных
трещин (схема в) на рисунке).
4. Зеркально-теневой метод. По своей сути представляет собой теневой
метод, но преобразователи располагаются не на противоположных поверхностях сварного
соединения, а на одной. При этом регистрируются не прямой поток ультразвуковых
волн, а поток, отражённый от второй поверхности сварного соединения. Признаком
дефекта является пропадание отражённых колебаний (схема г) на рисунке).
При ультразвуковой дефектоскопии сварных соединений используется, в основном,
эхо-импульсный метод контроля. Реже применяется теневой метод и другие.
Радиационный метод
 Для контроля качества сварки используют радиационные методы и устройства. По сути это тот же рентгеновский аппарат, используемый в больницах, или прибор с источником гамма-излучения, приспособленный для облучения сварных соединений.
Для контроля качества сварки используют радиационные методы и устройства. По сути это тот же рентгеновский аппарат, используемый в больницах, или прибор с источником гамма-излучения, приспособленный для облучения сварных соединений.
Он основан на способности этих лучей, проникать через любые материалы. Интенсивность проникновения зависит от вида исследуемых веществ. Благодаря этому на фотопленке, стоящей за исследуемым изделием, остается изображение, характеризующее состояние данного материала.
Все дефекты сварки в виде неоднородностей выявляются на пленке. Метод контроля очень точный, но дорогой и вредный для людей, требует подготовительных работ по установке защитных экранов и проведения организационных мероприятий.
История
- Жак и Пьер Кюри в 1880—1881 годах обнаружили обратимый пьезоэлектрический эффект, что позволило использовать кварц как преобразователь электрических колебаний в звуковые
- Первый дефектоскоп для обнаружения повреждений в электроцепи был разработан Дмитрием Александровичем Лачиновым в конце 1880-х годов — Дефектоскоп Лачинова
- Лорд Рэлей в 1885—1910 годах разработал теорию распространения звука в твердых веществах
- Эхо-импульсный способ впервые применили Лангвэн и Шиловски с пьезоэлектрическими преобразователями в водной среде в 1915—1917 гг
- В 1922 году запатентован магнитный метод обнаружения дефектов артиллерийских стволов с помощью магнитного порошка, открытый Уильямом Э. Хоуком во время Первой мировой войны
- Первые дефектоскопы, работающие на непрерывном звуке, создали в 1928 С. Я. Соколов и в 1931 г. Мюльхойзер
- 1937—1938 год — первая в мире установка, использующая переменный ток для контроля конструкций железной дороги и колесных пар (компания MAGNAFLUX, США)
- Эхо-импульсные дефектоскопы (принцип действия и прибор) создали впервые в 1939—1942 г. Файрстон в США, Спрулс в Великобритании и Крузе в Германии
- Первые эхо-импульсные дефектоскопы были выпущены в 1943 г. почти одновременно фирмами «Сперри продактс инк.» (Данберри, США) и «Кельвин энд Хьюз лтд.» (Лондон)
Разновидности методов МК
Чтобы выявлять и фиксировать потоки рассеяния, указывающие на присутствие деформаций и повреждений, применяют несколько методов МК, различающихся в соответствии с ГОСТ 24450-80 по способам получения исходных данных:
- Магнитопорошковый – наиболее распространенный и востребованный метод. Отличающийся простотой применения, высокой сенсетивностью и универсальностью, он используется для обнаружения поверхностных и расположенных на глубине до 2 мм деформаций с помощью магнитного порошка в качестве индикатора
- Индукционный – основан на применении индукционных преобразователей (катушек), улавливающих локальные потоки возмущения поля, образующиеся над повреждениями намагниченного объекта контроля
- Магниторезисторный – использует магниторезистивные преобразователи для выявления и регистрации потоков рассеивания над деформациями намагниченного объекта контроля
- Магнитографический – использование записи магнитного поля исследуемого объекта на соответствующем носителе. Воспроизведение полученной сигналограммы анализируется для выявления дефектов
- Пондеромоторный – построен на пондеромоторном взаимодействии фиксируемого магнитного поля исследуемого объекта и магнитного поля постоянного магнита, электромагнита или рамки с током
- Феррозондовый – использование феррозондовых преобразователей для обнаружения и регистрации рассеяния магнитных полей сварочных швов и прочих исследуемых объектов
- Метод эффекта Холла – применение одноименных преобразователей для фиксации локальных возмущений полей над объектами контроля
Пенетранты

С английского это слово переводится, как впитывающий. В настоящее время существует более десятка составов пенетрантов (водные или на основе органических жидкостей: керосин, масла и так далее). Все они обладают малым поверхностным натяжением и сильной цветовой контрастностью, что позволяет их легко увидеть. То есть, суть метода такова: наносится пенетрант на поверхность сварочного шва, он проникает внутрь, если есть дефект, окрашивается с этой же стороны после очистки нанесенного слоя.





Сегодня производители предлагают разные проникающие жидкости с разным эффектом обнаружения изъяном.
- Люминесцентные. Из названия понятно, что в их состав входят люминесцентные добавки. После нанесения такой жидкости на шов нужно посветить на стык ультрафиолетовой лампой. Если дефект есть, то люминесцентные вещества будут отсвечивать, и это будет видно.
- Цветные. В состав жидкостей входят специальные светящиеся красители. Чаще всего это красители ярко-красные. Они хорошо видны даже при дневном свете. Наносите такую жидкость на шов, и если с другой стороны появились красные пятнышки, то дефект обнаружен.
Есть разделение пенетрантов по чувствительности. Первый класс – это жидкости, с помощью которых можно определить дефекты с поперечным размером от 0,1 до 1,0 микрона. Второй класс – до 0,5 микрон. При этом учитывается, что глубина изъяна должна превосходить его ширину в десять раз.
Наносить пенетранты можно любым способом, сегодня предлагаются баллончики с этой жидкостью. В комплект к ним прилагаются очистители для зачистки дефектуемой поверхности и проявитель, с помощью которого выявляется проникновение пенетранта и показывается рисунок.
Как это надо делать правильно.
- Шов и околошовные участки необходимо хорошо очистить. Нельзя использовать механические методы, они могут стать причиной занесения грязи в сами трещины и поры. Используют теплую воду или мыльный раствор, последний этап – очистка очистителем.
- Иногда появляется необходимость протравить поверхность шва. Главное после этого кислоту убрать.
- Вся поверхность высушивается.
- Если контроль качества сварных соединений металлоконструкций или трубопроводов проводится при минусовой температуре, то сам шов перед нанесением пенетрантов надо обработать этиловым спиртом.
- Наносится впитывающая жидкость, которую через 5-20 минут надо удалить.
- После чего наносится проявитель (индикатор), который из дефектов сварного шва вытягивает пенетрант. Если дефект небольшой, то придется вооружиться лупой. Если никаких изменений на поверхности шва нет, то и дефектов нет.
Магнитная дефектоскопия
 Явление электромагнетизма используется в магнитных дефектоскопах. Каждый металл имеет свою степень магнитной проницаемости. При прохождении через неоднородные материалы магнитное поле искажается, что говорит о присутствии инородных элементов внутри структуры.
Явление электромагнетизма используется в магнитных дефектоскопах. Каждый металл имеет свою степень магнитной проницаемости. При прохождении через неоднородные материалы магнитное поле искажается, что говорит о присутствии инородных элементов внутри структуры.
Это используется в приборе для контроля качества сварки. Он вырабатывает магнитное поле, которое проникает в исследуемый металл. Неоднородности фиксируются магнитопорошковым или магнитографическим способом.
В первом случае на сварной шов наносят ферромагнитный порошок. Там где происходит скопление порошка вероятнее всего непровар, нет сплошного соединения. Порошок может быть сухим или влажным, с примесью масла или керосина.




Во втором случае на шов накладывают ферромагнитную ленту. Затем ее пропускают через прибор, где анализируют все аномалии, зафиксированные на ленте, и определяют дефекты сварки.
Магнитный способ контроля качества имеет ограничения, связанные с самим принципом действия прибора. Он может проверять качество сварных соединений только ферромагнетиков, к которым некоторые стали и цветные металлы не относятся. Соответственно, такой способ контроля имеет ограниченное применение.




