Ручные инструменты
Ручные приспособления являются основным видом для нарезания резьбы в быту, их применение имеет следующие особенности:
- Доступность. Ручные приспособления имеют самую низкую цену среди устройств подобного типа поэтому доступны любому хозяину.
- Функциональность. При нанесении нарезки используется основное устройство (плашкодержатель, вороток), в которое вставляется режущий инструмент с нужными параметрами.
Рис. 5 Плашка Зубр и метчики в наборах резьбонарезного инструмента
Компактность. Ручные приспособления занимают мало места и не требуют для проведения операций большого пространства.
Промышленность выпускает готовые наборы из метчиков и плашек разных размеров для нарезки резьбового профиля – это существенно упрощает задачу поиска необходимых приспособлений.
Инструменты для ручной обработки – метчик
Метчик является основным устройством для прорезания внутренней резьбы, которая редко используется в трубопроводных линиях. Порядок работы с метчиком состоит из нескольких простых этапов:
- Смазывают внутренние стенки заготовки машинным маслом, помещают метчик в вороток и вставляют в отверстие, следя за тем, чтобы не было перекосов. Рабочий конец метчика имеет конусную форму, поэтому снимать внутреннюю фаску нет необходимости.
- Совершают несколько вращательных движений по часовой стрелке в направлении витков, затем вращают метчик обратно. Процедуру повторяют несколько раз, делая 3 – 4 прохода вперед и назад.
- Извлекают метчик наружу и очищают его кромки от стружки, такую же операцию проводят и с внутренними стенками заготовки. Если элементы не очищать от стружки, профильные зубцы могут быть повреждены из-за ее попадания в канал.
Рис. 6 Ручной резьбонарезной инструмент для труб в работе
Использование плашки
С помощью плашки удобно делать внешнюю нарезку на заготовках малого диаметра, перед проведением процедуры элемент с нужными параметрами вставляется в плашкодержатель, дальнейшие операции выполняются в следующем порядке:
- Напильником, наждачной бумагой или болгаркой снимают фаску с торца внешних стенок заготовки, машинным маслом смазывают резцы и обрабатываемую поверхность.
- Помещают плашку поверх детали и делают несколько оборотов, стараясь держать инструмент строго по центральной оси заготовки. Затем отворачивают ее обратно и снова вращают вперед, проходя большее расстояние.
- После 3 – 4-х проходов в разных направлениях плашку снимают и очищают поверхность детали и резцов от стружки.
При резке плашкой или метчиком рационально использовать отдельные элементы для черновой и чистовой обработки – это упрощает процесс и повышает качество профильной поверхности резьбовых витков.
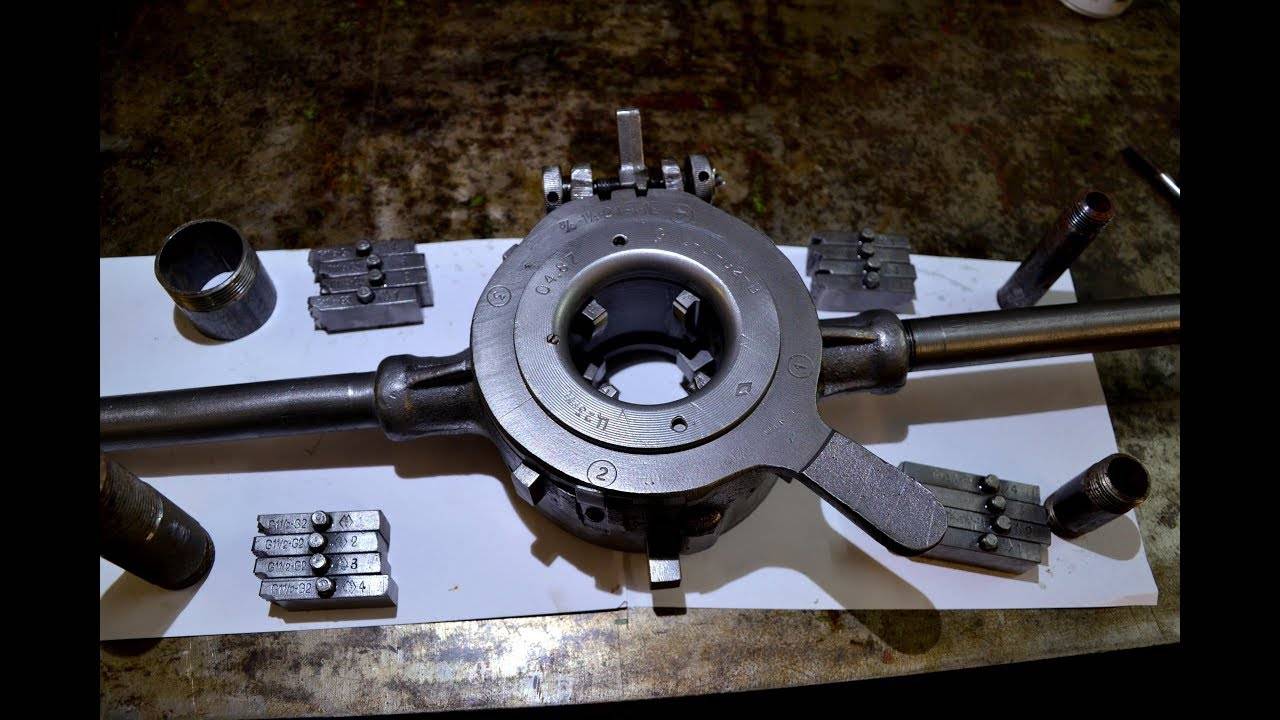
Рис. 7 Клуппы трубные
Применение клуппа
Клупп является ручным резьбонарезным инструментом, современной модификацией плашки и работает по одинаковому с ней принципу. Его основные отличия от плашки:
- направляющая цилиндрическая часть с ребрами;
- возможность установки в специальную трещотку с прочной удобной ручкой;
- длинные резцы, с неполным сечением с краю и постепенно переходящие в основной профиль, поэтому резьба режется постепенно, что упрощает и облегчает проведение работ;
- возможность замены изношенных резцов в головке на новые;
- проблемы при нарезании короткой резьбы из-за неполной прорезки поверхности в конечной части. В этом случае дополнительно используют плашку или обрезают клупп до зубцов с полным профилем.
Проведение работ клуппом при нарезании аналогично действиям с плашкой, его можно проворачивать электроинструментом, трещоткой с ручкой или разводным газовым ключом, зажимая ребра цилиндрической направляющей части.
Рис. 8 Трубные электрические резьбонарезные клуппы
Рез электрическим клуппом
Кроме ручного инструмента получил широкое распространение и электрический. Преимуществом подобного варианта исполнения можно назвать высокую производительность. Работа при его применении имеет следующие особенности:
- Обрабатываемая часть тщательно подготавливается.
- Обеспечивается надежное крепление заготовки.
- Механизм крепится в начальной точке.
- Проверяется свободность хода направляющих и направление вращения режущей части.
- Первые витки нарезаются в толчковом режиме.
На инструменте можно установить основные параметры, к примеру, длину реза. Особенности применения зависят от его функциональности и других эксплуатационных характеристик.
Особенности
Резьбу придумали два века назад: тогда в Британии впервые появился токарно-винтовой станок. Изобретатель Г. Модсли открыл способ нанесения точной резьбы и изобрел прибор для ее измерения (микрометр) с точностью до 0.0001 дюйма.
Примерно тогда же инженер-механик Д. Витворт создал первый профиль винтовой резьбы и предложил систему ее стандартов. С тех пор изобретение носит его имя – резьба Витворта. Она легла в основу для всевозможных национальных стандартов.
Точной даты появления резьбы никто не помнит, однако дату ее применения вполне можно считать началом промышленного производства.
Главной особенностью нанесения резьбы является то, что инструмент для ее осуществления должен быть выполнен из материала большей твердости, чем нарезаемый элемент, а для изготовления этого инструмента, в свою очередь, должны применяться конструкции с еще более твердыми элементами по составу.
В наши дни вариантов нарезания резьбы на трубе несчетное множество
Важно лишь выбрать тот, что необходим. Хороший результат гарантирован, если при осуществлении работ используются качественные материалы и инструменты, соблюдается инструкция, а также технология нарезки
Нарезая резьбу, лучше всего использовать качественный инструмент, так как дешевый вариант вряд ли будет долго работать.
Сейчас большинство систем трубопроводов изготавливаются из пластика. Приходится часто скреплять конструкции с использованием соединительных элементов из пластика и металла. В бытовой сфере такие крепления – довольно частое решение, их называют комбинированными. В современных системах коммуникаций традиционно используют один из видов пластиковых либо металлических труб. Однако в некоторых случаях целесообразно использовать именно комбинированные конструкции.
Для установки систем при совмещении элементов ПНД и металла используются несколько способов соединения, в число которых входит резьбовая и фланцевая резьба.
Трубы с диаметром до 40 мм состыковываются резьбовым способом. Фланцевые соединения используются для труб большего диаметра, где невозможно затягивать нарезку.
Соединение полипропиленовой трубы с трубой из металла осуществляется с помощью фитингов, которые специально для этого созданы. Они представляют собой соединения, одна сторона которых имеет резьбу под металл, а другая – муфту под пластик. Множественные комбинированные соединения выполняются специальными сложными фитингами.
Станок для нарезки желобов
В производстве часто используются специальные станки. По конструктивным особенностям они во многом напоминают станки с вертикальной ориентацией. Среди особенностей отметим:
- Показатель диаметра и шаг резьбы регулируются.
- При необходимости можно тщательно настроить количество и скорость вращения режущего элемента.
- Практически все модели характеризуются возможностью обработки наружной и внутренней поверхности.
Современные станки могут применяться даже при нарезании тонкостенных изделий. Трудности могут возникнуть только в случае, когда заготовку нельзя снять и установить вертикально.
Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а)
10, а).
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом










После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза). При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
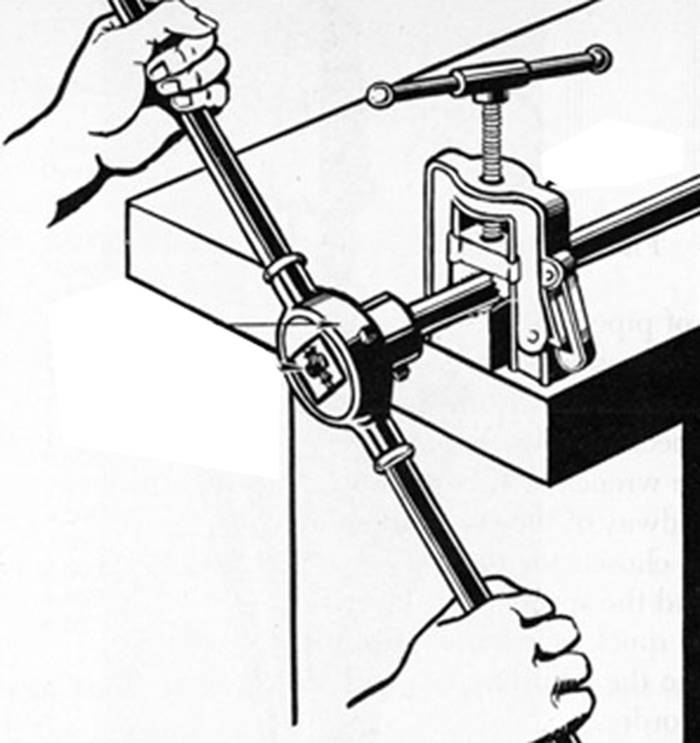
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 9 187
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 1400.
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.
Стандарты резьб
Рассмотрим несколько вариантов. Стоит учесть, что некоторые вообще перестали применяться при изготовлении
Поэтому мы акцентируем ваше внимание на конкретных видах, востребованных во всем мире
G — Цилиндрическая (дюймовая) трубная резьба
В Русской системе стандартизации обозначается ГОСТ 6357-81, на мировой арене – BSPP. Именно такие изделия в большинстве случаев применяются в работе с газовыми или водопроводными трубами и продаются в любой торговой точке. Как правило, бронзовая, стальная, или латунная сантехническая арматура оснащается данным стандартом. Что касаемо самостоятельной нарезки, то вам придется пользоваться английской аббревиатурой.
Плюсы заключаются в следующем:
G – международный знак резьбы, понятный всем.
Исчисление диаметров производится в дюймовой системе от 1/16 до 6.
Угол профиля составляет 55 градуса, а вверх несколько закруглен.
Шаг имеет всего четыре позиции, которые мы и представляем вам в таблице.
| Шаг в мм, P | Количество витков |
| 0,907 | 28 |
| 1,337 | 19 |
| 1,814 | 14 |
| 2,309 | 11 |
Расшифровка очень простая и по ней можно понять, какой параметр что обозначает. Итак:
Первая G говорит о виде стандарта.
d или D – диаметры условного прохода в дюймах.
А, В, С – класс точности исполнения от максимального до понижающего.
LH говорит, что изделие с левой резьбой.

Для полного понимания необходимо ознакомиться с таблицей и в дальнейшем взять ее на вооружение, так как именно представленные значения наиболее часто встречаются в домашних инженерных конструкциях.
| Размер условного прохода резьбы G | Шаг в миллиметрах | Диаметры (мм) |
| Ряд 1 Ряд 2 | d=D d2=D2 d1=D1 | |
| 1/8 | 0,907 | 9,728 9,147 8,566 |
| 1/4 | 1,337 | 13,154 12,301 11,445 |
| 3/8 | 16,662 15,806 14,95 | |
| 1/2 | 1,814 | 20,955 19,793 18,631 |
| 5/8 | 22,911 21,749 20,587 | |
| 3/4 | 26,441 25,279 24,117 | |
| 7/8 | 30,201 29,039 27,877 | |
| 1 | 2,309 | 33,249 31,77 30,291 |
| 1/8 | 37,897 36,418 34,939 | |
| 1-1/4 | 41,91 40,431 38,952 | |
| 3/8 | 44,323 42,844 41,365 | |
| 1-1/2 | 47,803 46,324 44,845 | |
| 3/4 | 53,746 52,267 50,788 | |
| 2 | 59,614 58,135 56,656 |
R — стандарт трубной конической резьбы
BSPT является аббревиатурой международного значения и подчиняется отечественному нормативу по ГОСТу за номером 6211-81.

По своему устройству процесс напоминает действие с цилиндрической заготовкой, но только с небольшим уклоном в масштабе 1:16.
Согласно государственному стандарту данный процесс должен отвечать таким требованиям:
- Угол профиля составляет 55 градуса.
- Создание шага соответствует определенному размеру трубы.
- Максимально возможный диаметр используемого изделия – 6 дюймов. Более широкие образцы не подлежат винтообразному соединению, в таких случаях применяется сварка или фланцы.
Соединительная арматура данного стандарта используется в местах с повышенным давлением и температурой для максимальной герметизации системы. Поэтому необходимо в точности соблюдать установленный страной норматив по соотношению параметров.
Прочие стандарты

Существуют еще несколько видов, но мы о них напишем совсем немного, так как в быту гражданин, скорее всего, их не будет использовать:
- Метрическая нарезка, которая не подходит для монтажа труб. По названию понятно, что на схемах и чертежах единицей измерения является производная от метра, то есть миллиметр.
- Буквы Кр на изделии говорят о том, что это сантехнический товар со своеобразным профилем и плавной круглой резьбой.
- NPSM, NPT, NPTF являются обозначением американской системы стандартизации. Продукция имеет форму равнобедренного треугольника и отличается от своих аналогов углом профиля, который соответствует 60, а не 55 градуса.

Конечно, вряд ли вам в работе подойдут данные виды стандарта, но стоит напомнить параметры BSPP, чтобы вы смогли их отличить от других в случае необходимости.
| Обозначение условного прохода | Число витков на 1 дюйме | d=D | d2=D2 | d1=D1 |
| 1|8 | 27 | 10,272 | 9,510 | 8,766 |
| 1|4 | 18 | 13,572 | 12,443 | 11,314 |
| 3|8 | 17,055 | 15,926 | 14,797 | |
| 1|2 | 14 | 21,223 | 19,772 | 18,321 |
| 3|4 | 26,568 | 25,117 | 23,666 | |
| 1 | 11 1|2 | 33,228 | 31,461 | 29,694 |
| 1 1|4 | 41,985 | 40,218 | 38,451 | |
| 1 1|2 | 48,054 | 46,287 | 44,52 | |
| 2 | 60,092 | 58,325 | 56,558 |
Технология нарезки
Технология нарезки резьбовых частей ручным и автоматическим способом существенно отличается.
Плашкой
Плашка
Для того чтобы нарезать резьбу на водопроводной трубе своими руками плашкой, выполняют следующие операции:
- Приготовленную к нарезке трубу зажимают в тиски в горизонтальном положении.
- Болгаркой делают торец трубы ровным.
- При помощи штангенциркуля замеряют наружный диаметр трубы.
- Сверяются со специальными таблицами, узнавая необходимый (минимальный) диаметр для нарезки резьбы.
- При помощи болгарки наружную поверхность трубы зачищают до необходимого диаметра.
- Напильником снимают фаску с торца.
- Вставленную в плашкодержатель плашку одевают на трубу ее заборной частью.
- Придавливая плашку к трубе начинают вращать медленно ручки плашкодержателя до тех пор, пока гребёнки нарезного инструмента не начнут «цепляться» за металл и появится стружка.
- В дальнейшем медленно вращая плашкодержатель с плашкой по часовой стрелке, нарезают необходимую длину резьбовой части. При этом делая 2-3 оборота по часовой стрелке, чтобы сбросить стружку плашку поворачивают на 1-2 оборота против часовой стрелки.
- Для того чтобы нарезка шла с меньшим усилием и лезвия инструмента не тупились на трубу периодически наносят небольшое количество машинного масла.
После завершения резьбонарезных работ плашку очищают от стружки. Трубу вынимают из тисков и при помощи изделия с гайки или специального калибра проверяют качество проделанной работы.









Клуппом
Ручной клупп
Резьбонарезные работы клуппом производятся следующим образом:
- Трубу зажимают в тиски в горизонтальном положении.
- Производят замер наружного диаметра трубы, сверяются.
- При помощи болгарки, напильника участок для нарезки резьбы очищают от ржавчины старой краски, излишек металла.
- Трубу смазывают маслом или свиным жиром.
- Клупп вставляют в оправу с трещоткой.
- При помощи направляющей клупп устанавливают на трубе.
- Прижимая оправу с клуппом к торцу трубы, начинают вращать ручку до появления стружки и увеличения усилия.
- После того как резцы клуппа зацепились за металл, руку, прижимающую инструмент к трубе убирают и нарезают необходимую длину резьбовой части.
В ходе нарезки на каждые 2-3 оборота клуппом по часовой стрелке, делают 1-2 против – это позволяет сбрасывать образовавшуюся стружку, избегать забивания резцов инструмента.
На токарном станке
Современный токарный станок
Работы на токарном станке могут производиться с помощью специальной плашки или резьбонарезного резца:
Нарезка резьбовой части на станке производится следующим образом:
- Трубу зажимают в шпиндель станка.
- Обтачивают простым резцом до необходимого диаметра.
- Торец трубы выравнивают, снимают с него фаску.
- Отключают станок, на поверхность трубы наносят масло или специальную смазку.
- Одевают на трубу заборной зафиксированную в плашкодержателе плашку.
- Включают малые обороты станка и, придерживая инструмент, медленно нарезают на трубе резьбу.
После того как резьбовая часть нарезана станок останавливают, включают реверс, на медленных обратных оборотах аккуратно снимают плашку.
Резьбонарезные работы с помощью специального резца производятся следующим образом:
- При помощи простого резца труба обтачивается до необходимого диаметра, ее торец выравнивается, с него снимается фаска.
- Резьбонарезной резец устанавливается в резцовой головке.
- При помощи специального шаблона режущая кромка инструмента выравнивается относительно установленной, после чего он надежно фиксируется в резцовой головке.
- При помощи специальных таблиц настраивают станок.
- Производят нарезку резьбовой части в 2-3 приема, углубляя ее канавки за один проход резца на 0,5-0,7 мм.
Как нарезать наружную резьбу при помощи плашки
Для нарезки наружной резьбы вручную применяется специальный инструмент — плашкодержатель с плашками различного диаметра.

Плашкодержатель с плашками под различный диаметр
В труднодоступных местах, например возле стен, используется плашкодержатель с трещоткой.
Подбор плашки
Номинальный диаметр резьбы — диаметр в вершинах треугольников резьбы. Плашка срезает металл, образуя впадины и оставляя нетронутыми вершины, тем самым и стержень и плашка должны быть одинакового диаметра. Диметр резьбы, к примеру, — М3 — это «М» — метрическая резьба, а число — номинальный диаметр резьбы в мм. Соответственно, что бы нарезать резьбу на 3 мм стержне, берём плашку М3. Замеры стержня выполняются штангенциркулем.

Что бы плашка лучше врезалась в стержень с его торца срезают фаску.

Принцип нарезки резьбы плашкой
Для крепления заготовки понадобятся тиски. Заготовка прочно закрепляется в тисках и смазывается машинным маслом для более лёгкого хода плашки, уменьшения трения и износа инструмента.
При нарезке резьбы плашкой нужно избегать большого скопления стружки в стружкоотводящих отверстиях.

Плашку устанавливают на торец детали перпендикулярно. С небольшим нажимом начинают вращать плашкодержатель по часовой стрелке, если резьба правая, соответственно, если левая, то против часовой.
Нарезают резьбу следующим образом:
- Сначала делают 2-3 оборота.
- Потом пол оборота назад для удаления стружки.
- Подсмазываем после каждых 3-4 витков, можно при помощи шприца.
- И т.д.
Рекомендую: Основы металлообработки в домашнем хозяйстве: изготавливаем хомут и ломик-гвоздодёр своими руками
Резьба проверяется гайкой или калибр-кольцом. Гайки для вашей резьбы можно прикупить здесь → https://rus-metiz.com/categories/gaiki (РусМетиз).
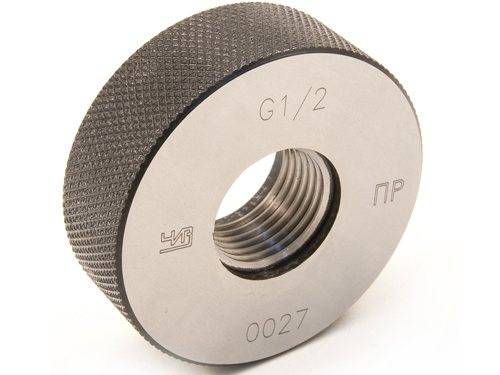
Калибр-кольцо
На нержавеющей трубе
Часто при изготовлении труб применяется нержавеющая сталь. Она характеризуется высокой прочностью и устойчивостью к воздействию коррозии. Однако, присутствие большого количества легирующих элементов приводит к снижению степени обрабатываемости. Именно поэтому с нарезанием резьбы может возникать довольно много трудностей.
Упростить процесс нарезания можно при обильном применении смазывающего вещества. Кроме этого, нужно выбирать плашку или метчик из износостойкого материала, который не будет тупится в процессе обработки.
В заключение отметим, что необязательно обладать какими-либо навыками или иметь специальные инструменты для получения резьбы на поверхности труб
Важно правильно использовать выбранный механизм нарезания резьбы, а также следить за наличием смазывающего вещества. Стоит учитывать, что недостаточное количество смазки может привести к заклиниванию плашки или метчика
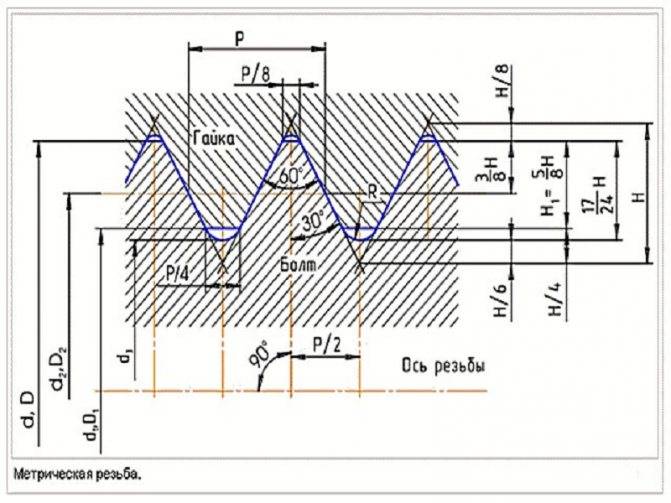
Основные параметры
Любая резьба характеризуется двумя параметрами:
- диаметром (D);
- шагом (P) — расстоянием от одного витка до другого.
Они определяются ГОСТ 1973257-73. Нормальным считается крупный шаг, но ему соответствует несколько более мелких. Малый шаг используют при нанесении на тонкостенные изделия (трубы с тонкой стенкой). Также делают мелкий виток если нанесенная резьба — способ подстройки каких-либо параметров. Также малый шаг между витками делают для повышения герметичности соединения и для преодоление явления самовывинчивания детали. В остальных случаях нарезается стандартный (крупный) шаг.
Типы резьбы и ее основные характеристики
Видов резьбы много, так как каждая имеет свои особенности формирования, диаметр отверстия под резьбу в каждом случае отличается. Все они прописаны в ГОСТах, но чаще всего используют треугольную метрическую и коническую метрическую резьбу. Дальше говорить будем о них.









Треугольную резьбу мы обычно наблюдаем на болтах и других подобных крепежных элементах, коническую — на большинстве сантехнических изделий, предполагающих разъемное соединение.
Подготовка к выполнению резьбы вручную
Нарезание резьбы на трубах в домашних условиях можно провести при применении подручных инструментов. Основные правила подготовки заключаются в нижеприведенных моментах:
- На месте нарезания витков проводится удаление грязи и ржавчины, других загрязняющих веществ. Эта рекомендация связана с тем, что посторонние элементы могут ухудшить качество витков.
- При наличии фаски на трубе, то ее аккуратно снимают при помощи напильника. В некоторых случаях этот процесс проводят болгаркой, но качество полученной фаски может быть низким. Поэтому, если нет необходимости в спешке, то лучше всего провести работу напильником.
- На момент работы поверхность должна быть хорошо смазана маслом. Только в этом случае можно обеспечить плавный ход применяемого механизма.
Процесс нарезания
Если не соблюдать вышеприведенные рекомендации, касающиеся подготовительного этапа, то рабочая часть может быстро износится, а сам процесс усложняется. В некоторых случаях сильное воздействие может привести к поломке трубы.
Заключение
Выполняя работы по нарезке резьбы, нужно придерживаться правил техники безопасности
При этом очень важно работать в защитных рукавицах и очках, чтобы избежать повреждения кожных тканей острой металлической стружкой
Нарезание
внутренней резьбы метчиком начинают с
выбора нужного инструмента.После
первым шагом является просверливание
отверстия. По сути, этот этап является
самым главным, так как если ошибиться
с подбором диаметра, то либо болт будет
болтаться, либо при нарезании резьбы
от перегрузки сломается метчик. Лучше
всего диаметр отверстий определять по
таблицам, но можно произвести и грубую
оценку: отняв от диаметра резьбы ее шаг
можно получить приблизительное значение
необходимого диаметра отверстия.
Например,
если внешний диаметр резьбы 18 мм, а шаг
1 мм, то требуется просверлить отверстие
в 17 мм. Сверлить необходимо строго
перпендикулярно поверхности детали
(из-за отклонений возможен брак при
нарезании). У просверленного отверстия
желательно сделать небольшую фаску. У
глухих отверстий глубина должна быть
больше, чем длина нарезаемой части,
чтобы инструмент при резке вышел за
границы необходимой длины резьбы. Если
этот запас не предусмотреть, то резьба
будет неполной.
Деталь
с просверленным отверстием закрепляют
в тиски. Метчик фиксируют в воротке (при
отсутствии используют разводной ключ)
или патроне станка. На качество резьбы,
скорость нарезания и стойкость
инструмента значительное влияние
оказывает правильный подбор
смазочно-охлаждающей жидкости (СОЖ).
Чтобы не испортить инструмент, а резьбу
получить чистую и с правильным
профилем, необходимо применять следующие
СОЖ:
разведенную эмульсию (одна часть
эмульсии, смешанная с 160 частями воды);
для
деталей из латуни и стали можно
использовать льняное масло;
для
изделий
из алюминия
– керосин;
для
деталей из красной меди – можно скипидар;
в
изделиях из чугуна и бронзы нарезание
следует проводить всухую.
Нельзя
использовать минеральные и машинные
масла – они способствуют значительному
возрастанию сопротивления, которое
инструмент преодолевают в процессе
работы, оказывают отрицательное влияние
на шероховатость резьбы и приводят к
быстрому износу метчика.




