Правила и особенности сварочных работ
Перед началом процесса необходимо ознакомиться со следующими нюансами процесса:
- Сложность подбора температуры воздействия. Цинк может начать расплавляться при +400 °С. Если слегка повысить температуру, покрытие начинает прогорать и испаряться. Это препятствует образованию прочного шва. Соединение получается пористым, покрывается трещинами.
- Нестабильность электрической дуги. Подобрать правильный режим работы аппарата может только опытный сварщик. Начинающим мастерам рекомендуется применять покрытые электроды, газовую защитную среду или присадочный материал. Последний вариант используют при необходимости формирования шва высокого качества.
- Сложность устранения отверстий. Поврежденные места листа предварительно очищают от загрязнений, следов ржавчины и масел. При большом диаметре дефекта применяют металлические вставки, которые закрепляют точечным методом. При толщине детали более 2 мм используют пробки или перегородки из низкоуглеродистой стали. Небольшие отверстия рассверливают до нужного размера. Внутренние поверхности дефектов не должны иметь резьбы.
Рекомендуем к прочтению Как правильно варить углеродистые стали
Способы оцинковки стали
Существует несколько способов нанесения цинка на поверхность стали. Самыми распространенными считаются такие способы:
- гальванический способ;
- напыление;
- горячее цинкование.
Гальванический способ
Гальванический способ покрытия заключается в процессе осаждения защитного металла на изделии с помощью электрического тока. Такой способ очень распространен, поскольку с его использованием можно получить защитное покрытие хорошего качества, с легкостью изменять толщину защитного слоя, бережно расходовать цветные металлы, находящиеся в дефиците (цинк, например). Это не наилучший из способов увеличения сопротивляемости схватыванию трущихся поверхностей. Но этот способ простой, технологичный и дает возможность проводить работы с большой точностью.
Напыление
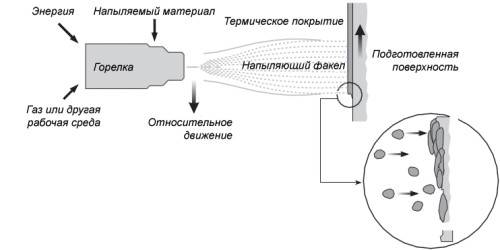
Схема напыления цинка.
Способ заключается в распылении из специальных элекродуговых или газопламенных пистолетов расплавленного металла на поверхность, которую необходимо покрыть. Цинковая проволока закладывается в распылительный пистолет, плавится и выбрызгивается на изделие. Цинковые расплавленные капли на поверхности застывают, становятся похожими на мелкие чешуйки, которые формируют покрытие. Для применения такого способа оцинковки не требуется энергозатратного и крупногабаритного оборудования (ванн, к примеру). Напыление можно применять не только в условиях цеха, но также в полевых условиях непосредственно при монтаже.
Горячее цинкование
Схема процесса горячего цинкования стали.
Горячее цинкование считается самым крупномасштабным методом нанесения цинкового покрытия на сталь. Оно наносится путем кратковременного погружения в ванну с расплавленным цинком (температура цинка – около 500-520 градусов по Цельсию) предварительно протравленных или очищенных механически, обезжиренных крепежных изделий из черного металла. Перед погружением в цинковый расплав изделия проходят флюсование и подготовительный разогрев. После извлечения изделий из расплава они подвергаются центрифугированию с целью охлаждения и удаления излишков цинка. Такой вид оцинковки имеет очень широкое распространение. Он уникален тем, что создает двойную антикоррозионную защиту: собственно сама оболочка и возможность катодного восстановления стали при повреждении цинкового покрытия.
Толщина цинкового слоя, наносимого на поверхность стали, может варьироваться в диапазоне от 2 до 150 микрон.
Общая информация
Какую технологию выбрать? Для газовых труб подходит дуговая сварка с аргоном, инверторная MIG/MAG и сварка с применением газа.
Есть и производственные технологии, которые включают автоматическое крупногабаритное оборудование и имеют высокую производительность в промышленных масштабах.
Тут речь о домашней сварке, и особенности конвейерного производства нам не нужны. Технологии, которые мы перечислили до этого, как раз помогут вам сварить газовые трубы в жилом помещении.
Всё зависит от того, какая толщина стенок ваших труб, их диаметр, вид стали, из которой сделаны трубы. В некоторых случаях места работы труднодоступны, и это тоже нужно учесть, выбирая технологию.
В любом случае, перед тем как паять, освободите кромки труб от остатков краски, пыли и ржавчины. После нужно разделать их, если они толще шести миллиметров.
Вид разделки выбирается в зависимости от того, в каком месте конструкции будет находиться труба.
Это повышает риск отравления, пожара или даже взрыва в квартире. Чтобы этих последствий не было, нужно в первую очередь не экономить на расходных материалах
Но важно также изучить нужный вам метод сварки и его нюансы
Сварка оцинкованного металла – это процесс, выполняющийся при низком вводе тепла в изделие

Сварка оцинкованного металла – это процесс, который основывается на расплавлении присадочного материала при низком введении тепла в рабочее изделие. Защитный слой цинка может иметь различные значения по толщине. Этот металл начинает плавиться при +420 градусов С, а при +960 градусов С уже начинает испаряться. Именно эти параметры обуславливают сложность и особенности работы с оцинкованными изделиями. При разжигании сварочной дуги может произойти резкое испарение защитного слоя, и как следствие – появление трещин, нестабильность процесса или образование пор.
Решением задачи стало использование определенных присадочных материалов. Сварка осуществляется в защитной газовой среде с применением проволоки с высоким содержанием меди. Это может быть медно-кремниевый материал или алюминиево-бронзовый.
Материалы позволяют формировать следующие преимущества:
- простая финальная обработка сварного шва;
- место соединение полностью защищено от коррозии;
- в зоне сварного шва есть катодная защита;
- для процесса нужно тепловложение с небольшими значениями;
- при сварке материал мало разбрызгивается;
- рабочая поверхность почти не выгорает.
Методы сварки оцинковки
Существует более 150 способов и видов сварки. Но в отношении оцинкованных изделий преимущественное большинство методов не применимо, поскольку они характеризуются чрезвычайно высокими для цинка температурами:
- при высоких температурах цинк испаряется, а его пары вызывают у человека тяжелые формы отравления;
- защитное покрытие возле сварного шва разрушается, что делат металл доступным для коррозии;
- частицы цинка попадают в основной металл, что обуславливает низкое качество соединения.
Удаление покрытия
Первая технологическая операция при сварочных работах по оцинковке – это удаление цинкового покрытия.
Самый быстрый способ очистки металла – нагрев детали газовой горелкой. Однако, такой способ не безопасен, так как цинк выделяется в виде ядовитых паров.

При небольших объемах сварки в условиях мастерской снятие цинкового покрытия производится механическим способом – наждачной бумагой, напильником, зачистным кругом на УШМ. Можно применять очистку нагревом либо кислотой, но эти способы приводят к образованию вредных испарений.
При больших объемах сварочных работ возможно травление оцинковки с помощью кислоты. Но работа с кислотой требует повышенных мер по пожарной безопасности.
При сварке оцинкованных труб как с внешней, так и с внутренней стороны соединения производится удаление цинкового покрытия, а затем с помощью кислоты или щелочного раствора производится обезжиривание поверхности.
Технология сварки газовой горелкой
Далеко не каждый начинающий сварщик знает, как варить оцинкованные трубы в домашних условиях. Для этого нужно учитывать несколько особенностей:
- Выбирать горелку зависимо от того, какого диаметра трубы необходимо соединять. Оборудование с цифрами 1, 2, подходит для работ с трубами диаметром до 250 мм, толщиною стенок до 6мм. Номера 3, 4 для остальных размеров.
- Поддерживать постоянное пламя при сваривании.
- Увеличить подачу кислорода.
Нельзя забывать, что пары цинка ядовиты. Работать нужно используя сварочную маску, респиратор.
 Горелка для сварки оцинкованной трубы
Горелка для сварки оцинкованной трубы
Подготовка
Перед включением сварочного оборудования, необходимо подготовиться:
- Обрезать трубы по требуемым размера. Зачистить торцы от металлических заусенцев.
- Снять фаску если толщина стенок превышает 3 мм. Угол раскрытия должен составлять 80 градусов.
- Счистить грязь с соединяемых мест, обезжирить их.
- Уложить две трубы напротив друг друга с промежутком для шва 3 мм. Закрепить их в тисках или других удерживающих приспособлениях.
- Нанести флюс на соединяемые поверхности. Оптимальная толщина слоя — 2–3 мм.
После выполнения подготовки, можно приступать к свариванию.










Как правильно сваривать оцинковку?
Процесс работы сварочным аппаратом:
- Включить горелку. Начать разогревать оцинкованные поверхности на расстоянии 30 см.
- Флюс должен разогреться до такой степени, чтобы превратиться из желтого в прозрачный.
- Присадочную проволоку ввести в зону нагрева так, чтобы при расплавлении она заполняла пустоты, образуя шов.
- Горелку приблизить к присадочной проволоке, чтобы она начала плавиться. Для этого достаточно нагреть ее до 950 градусов.
Важно контролировать горелку, чтобы не нагреть участки без флюса. Это приведет к порче цинкового покрытия
Чтобы было удобно регулировать подачу кислорода в рабочую зону, сварщики рекомендуют использовать трехпозиционный редуктор.
Завершение сваривания
После выполнения работ нужно смыть флюс. Для этого применяется мыльный раствор. Далее требуется зачистить готовый шов. Для этого применяют металлическую щетку. Движение не должны быть слишком интенсивными. Это может привести к повреждению цинкового слоя. Последний этап — покрытие зачищенного шва антикоррозийной краской, которая имеет в составе большое количество цинка.
Сварка оцинковки имеет множество нюансов, которые неизвестны новичкам. Перед началом работ нужно выбрать оборудование, электроды. Нельзя игнорировать использование средств личной защиты. Они уберегут организм от пагубного воздействия паров цинка. Начинающим сварщикам нужно потренироваться на черновых трубках.
В чем проблема свариваемости оцинковки
Антикоррозионный слой наносится на сталь несколькими способами. В зависимости от этого толщина покрытия может составлять 2-150 микрон. Оцинковка прожигается легко, температура ее плавления на 200 °С ниже, чем у стали. При использовании стандартных технологий сварки покрытие разрушается. Поэтому его нужно обрабатывать защитным флюсом, не позволяющим поверхности перегреваться.
Трудность сварки заключается и в выделении токсичных паров при повышении температуры цинкового слоя. На первых этапах покрытие размягчается, на последующих – принимает газообразное состояние. Сварщик должен использовать маску с принудительной подачей воздуха. Работы рекомендуется выполнять на улице или в хорошо проветриваемом помещении.
Водоснабжение и водоотведение
Сообщение от dun_mm: Как в случае резьбового соединения соединять большие диаметры (больше 57)?
На резьбе никак. Дело в том, что при сварных стыках, нет разницы оцинковка труба, или черная, швы потекут на оцинковке даже быстрее, чем на чёрной трубе.
Сообщение от : Сварку оцинкованных стальных труб следует осуществлять самозащитной проволокой марки Св-15ГСТЮЦА с Се по ГОСТ 2246—70 диаметром 0,8—1,2 мм или электродами диаметром не более 3 мм с рутиловым или фтористо-кальциевым покрытием, если применение других сварочных материалов не согласовано в установленном порядке.
Для условий стройки это практически невыполнимо, а процесс проконтролировать невозможно.
Оцинкованные трубы на сварке оказываются менее надежными, чем черные
. Это происходит из-за электрохимической коррозии. Хотя «чисто по химии» в паре цинк-железо разрушаться должен сперва цинк, нов реальных условиях при температуре воды около 60 градусов, происходит изменение полярности гальванической пары и разрушаться начинает железо. Это давно уже установлено.
Поэтом правильно сделали, что в СП сварку оцинковки вообще убрали. Или резьба или неметаллические трубы, которых сейчас полно.
Сообщение от KronSerg: Как в случае резьбового соединения соединять большие диаметры (больше 57)? На резьбе никак.
А что, большой станочек?
9 мин. —— я, кстати, вижу такой способ — нарезаем на стационарном станке болванки с резьбой, на стройке их привариваем к трубам, замазываем сварные швы изнутри и снаружи цинковой краской. Не?
КАК ВАРИТЬ ОЦИНКОВКУ ПРАВИЛЬНО: ПРАВИЛА И СОВЕТЫ
Оцинкованная сталь пользуется неизменным спросом и обрела популярность во многих потребительских сферах. Такую популярность материал приобрел благодаря своей устойчивости к агрессивным воздействиям из вне. Оцинкованная сталь обладает достаточно высокой устойчивостью к коррозии и способна служить довольно длительное время. Достигается это путем нанесения на стальные листы цинкового слоя толщиной от 2 до 150 мкм. Однако цинковое покрытие является не только защитой стальных изделий от неблагоприятных воздействий, но и фактором, значительно усложняющим процесс обработки металла, в частности его сварку.
Для того, чтобы ответить на вопрос: как варить оцинковку, необходимо более подробно рассмотреть все аспекты, связанные с этим процессом.
Как варить оцинковку
Для сварки оцинкованной стали необходимо выполнить следующее:
- подобрать подходящую по параметрам проволоку или электроды;
- собрать нужное оборудование;
- выполнить подготовительные работы, чтобы трубы или листы были надёжно соединены.
Оборудование
Заранее до проведения работ потребуется приготовить следующее оборудование:
- инвертор или полуавтомат, позволяющие работать на требуемом сварочном токе;
- горелка;
- баллоны с газом;
- держатель электродов или система подачи проволоки;
- рукав для подключения к баллону держателя.
Рекомендуется выбор сварочного аппарата с предустановленными режимами по току и напряжению, чтобы упростить подбор параметров. Особенно эта функция подходит для новичков, у которых недостаточно опыта в проведении подобного типа работ.
Подготовительные работы
На этапе подготовительных работ:
- при толщине заготовки более 3 мм делают скос под углом 80 на расстояние 1–1,5 мм на поверхности формирования шва;
- торцы чистят от пыли, грязи, зачищают заусенцы, обрабатывают кромки, обезжиривают специальными составами;
- укладывают ровно свариваемые элементы в том положении, в котором их необходимо соединить, при этом оставляют зазор 3 мм;
- на поверхности вдоль сварного шва наносят флюс равномерным слоем 2 мм на расстояние 20 мм.

Подготовка к сварке оцинковки электродом
Процесс сварки
Сваривание трубопровода:
- Включают горелку, прогревают свариваемые детали от соединяемых торцов на расстояние не менее 300 мм.
- Нагревают флюс до тех пор, пока он не станет прозрачным.
- Присадочную проволоку прижимают к поверхности металлических торцов, горелкой её расплавляют, полностью заполняют пустое пространство.
- Горелку направляют на проволоку, греют её до температуры плавления. Припой располагают перед пламенем. Предельные углы наклона следующие: горелки – 95, проволоки – 15-30.
Завершающие работы
На завершающем этапе выполняются следующие работы:
- смывают флюс;
- зачищают шов;
- обрабатывают поверхность антикоррозионным составом.
Для безопасной работы требуется использование специальных защитных средств для органов дыхания либо обеспечить качественное проветривание помещений при помощи естественной или принудительной вентиляции.
Правила сварки инвертором
Инверторное оборудование часто применяют для работы с тонколистовым металлом. Для соединения используется ток обратной полярности: плюс подключают к держателю, а минус – к оцинкованному металлу. В результате электрод поддается значительному температурному воздействию, которое обеспечивает качество соединения. Особенности технологического процесса соединения оцинковки инвертором следующие:
Диаметр сечения электрода. Не рекомендуется варить оцинковку электродом большого диаметра. Максимально допустимое значение – 2 мм.
Легкоплавкость электрода
Материалы с повышенным коэффициентом расплавления работают при меньших значениях тока, что особенно важно для оцинковки.
Интенсивность движения. Оцинковка не терпит резких движений
Следить за плавностью перемещения дуги.
Угол наклона. Во избежание прогаров угол наклона электрода не должен находиться в диапазоне 45–90 °C.
Разработано множество методов сварки оцинковки. Выбор подходящего способа зависит от конкретных условий работы, типа материала и характеристик оборудования. Перед выполнением работ рекомендуем ознакомиться с особенностями процесса и требованиями техники безопасности. Если вы знаете современные способы соединения труб из оцинкованного металла или сталкивались с прочими методами сварки оцинковки, поделитесь своим опытом в блоке комментариев.
Технология сварки газовой горелкой
Размер горелки выбирается по диаметру трубы и толщины стенки: номера 1–2 подходят для труб диаметром до 250 мм со стенкой до 6 мм; №№ 3–4 – свыше указанных размеров. Концентрацию кислорода увеличивают, чтобы кремний, содержащийся во флюсе, полностью окислялся до оксида, образуется термоизолирующая пленка, при высокой температуре цинк уже не вскипает. Пламя должно поддерживаться постоянно, чтобы не было непроваров.










Подготовительные работы
До начала работы трубы необходимо подготовить:
- если стенка толще 3 мм, необходимо сделать скос под углом раскрытия 80°, притуплением 1-1,5 мм;
- торцы очищают от грязи, пыли, очищают от заусениц обрезную кромку;
- укладывают трубы встык с 3 мм зазором;
- обезжиривают поверхность в зоне соединения специальным составом, для этого используют мягкую ветошь;
- на 2 см с концов наносят флюс – пастообразную массу, толщина слоя не менее 2 мм.
Процесс сварки
- включают горелку и сначала прогревают трубу на расстоянии до 30 см от торца;
- нужно нагреть флюс, пока он из желтого не станет полностью прозрачным;
- при сварке присадочную проволоку прижимают к поверхности стыка, между фасками, под пламенем горелки она расплавляется, заполняя пустое пространство (у толстостенных труб полностью заполняется вся кромка);
- горелку направляют на присадочную проволоку, температура его плавления не выше 950°С. Как варить шов, не принципиально, но чаще припой во время работы располагается перед пламенем, используется техника «влево», горелку удобней держать в нижнем положении. Максимальный угол наклона горелки при варке – 75°, для заполняющего повторного шва – от 15° до 30°.
Завершающие работы
В конце работы проводится смывка флюса, зачистка шва. После этого проводится обработка зоны сварки антикоррозионной краской с большой концентрацией цинка. Для защиты от коррозии можно применять другие составы на основе эпоксидной смолы, каучука.
Как варить оцинкованные трубы с использованием флюса
Кромки труб перед соединением предварительно обезжиривают и зачищают до состояния металлического блеска. Проводить очистку нужно не только на наружной поверхности, но и на внутренней. Заготовки предварительно прогревают на 20-30 см в длину с каждой стороны планируемого соединения. Для эффективной сварки изделий с толщиной стенок до 3 мм нет необходимости в определенной подготовке кромок. Ширина зазора между концами при этом равняется 2-3 мм. При более толстых трубах выполняется угол раскрытия кромок 80-90 градусов и притупление высотой 1-1,5 мм. Ширина зазора аналогична.
Флюс нагревают до среднего между жидким и твердым состояния и наносят толстым слоем на поверхность соединения. Количество используемого материала вдвое больше, чем для сварки обычных стальных изделий. Назначение флюса – принять избыточное тепло от сварочного аппарата, что препятствует испарению цинка с кромок.
При нагревании флюс меняет свой цвет с желтого на белый, а когда стык достигает температуры пайки трансформируется в прозрачный. Таким образом, по состоянию флюса можно определить время начала пайки.
Подбирая размер сопла горелки для пайки, нужно отталкиваться от толщины стенки оцинкованного изделия. Соотношение размеров указано в таблице №1.
Таблица 1
| Размер сопла, мм | Оцинкованная труба |
| 1 -2 | диаметр до 250 мм, толщина стенки 2-6 мм. Заполняющие швы в изделиях любого вида |
| 2-4 | диаметр свыше 250 мм и толщина более 2-6 мм |
При пайке оцинковки действует правило: сопло горелки должно быть на размер меньше, чем при стыковке обычной стальной трубы аналогичных размеров.
Для качественной сварки оцинкованной трубы крайне важно выбрать горелку соответствующего размера и правильно отрегулировать пламя
Почему так важно правильно подобрать сопло? Использование чересчур большого варианта приведет к перегреву заготовки, и цинк будет испаряться. Значит, ухудшится ее коррозионная стойкость и прочностные характеристики (расплавленный цинк приведет к образованию пор)
В случае недостаточного размера сопла, поверхность металла не нагреется до необходимой температуры, что вызовет прилипание к ней припоя.
Во время пайки применяют ацетиленокислородное пламя, которое выставляют на избыток кислорода. Избыток кислорода необходим для того, чтобы при плавлении припоя в результате реакции с кремнем образовывался его оксид. Именно оксид кремния предотвращает тепловое испарение цинка.
Для сварки газовой горелкой лучше всего применять технику «влево», т.е расположить пруток перед пламенем. В таком случае огонь попадет на пруток припоя, а не на металлическую поверхность. При исполнении переплавляющего шва горелка должна быть наклонена под углом 70-75º. Для заполняющего прохода угол должен составлять 15-30º. Располагать горелку можно в любом пространственном положении, но наиболее удобное — нижнее, при нем удобно следить за сварочной ванной. Соединение трубы толщиной до 4 мм происходит за один проход. Если значение толщины выше — применяют многопроходную сварку.
После завершения соединения спаянный шов очищают от избытка материала пайки. Снаружи трубу промывают водой и проходят металлической щеткой
Важно не переусердствовать, чтобы не повредить цинковую поверхность. Внутреннюю оболочку нужно залить на сутки водой и промыть
Правильно выполненная пайка оцинкованных труб позволяет получить соединительные швы, которые не требуют дополнительной антикоррозийной защиты.
Правильно выполненный шов не требует дополнительной обработки
Нанесение защитного покрытия
Восстановление оцинковки в условиях заводского цеха проводят катодным напылением. Процесс имеет электрохимическую природу, а потому неприменим в полевых условия. При монтаже бытовых коммуникаций альтернативной защитой служит покраска труб. Покрытие требует постоянного контроля и обновления при ржавлении труб.
Рекомендуем ознакомиться: Способы соединения частей воздуховодов между собой
Более стойкий защитный эффект оказывает краска с содержанием цинковой пыли более 90%. Наносят ее с помощью обыкновенной кисти. Существует способ восстановить цинковое покрытие наплавлением на поверхность стыка химически чистой цинковой проволоки.
Технология
Газосварочные работы включают в себя два этапа: подготовку свариваемых деталей и непосредственно сам процесс сварки.
Подготовка труб
Перед работой металл необходимо очистить от загрязнений, ржавчины, технических масел. Очищают кромки и прилегающую к ним поверхность – внутреннюю и внешнюю – на расстояние не менее 20 мм.
Затем следует механическая обработка деталей – при толщине металла более 3,5 мм на кромках делают скосы под углом около 45º. Это связано со способностью металла прогреваться на глубину до 4 мм. Если толщина менее 3,5 мм, выполнять скосы не нужно. Острый край кромки притупляется, чтобы металл не плавился и не стекал внутрь трубы. Точный угол скоса и притупление регулируются ГОСТ 16037-80.
В случаях когда трубопровод не предназначается для транспортировки газа или жидкости под высоким давлением, используются и другие варианты стыковки:
- с подкладным кольцом, без скосов кромок;
- со вставным кольцом и раструбом;
- с выполнением внутренней вытачки в трубах для их центровки.
Материал для прихваток обычно используют тот же, что и для сварки – сварочную проволоку. Поверхность прихватки очищают, а при работе ее переплавляют или удаляют.
Способы газосварки
Сварка труб осуществляется двумя способами:
- Шов выполняется слева направо (правый способ). Этот способ используется при толщине металла более 5 мм. При проведении работы правым способом пламя горелки направлено назад – на уже обработанную часть шва, сварочная проволока находится за горелкой. Это способствует увеличению глубины плавления. Правый способ имеет преимущества: низкое потребление горючего газа и высокую производительность труда.
- Проложение шва справа налево (левый способ). Таким образом свариваются тонкостенные элементы. При этом пламя горелки направлено вперед – на еще несваренные стыки, сварочная проволока располагается перед горелкой. Сварщик хорошо видит рабочую поверхность. Это более трудоемкий способ, но в результате получается более аккуратный шов, равномерный и красивый.
После проведения сварочных работ швы очищаются от шлаков и окалины и проверяются на наличие дефектов: трещин, отверстий, подрезов. Выпуклость шва должна быть 1-3 мм, но не больше 40% толщины металла, ширина не должна превышать толщину стенки трубы больше, чем в 2,5 раза. Поверхность должна быть ровной и гладкой. Если шов имеет дефекты, его необходимо исправить.
Некоторые важные моменты, которые следует учитывать при сварке оцинкованных труб
Во время выполнения указанных работ по оцинковке должны жестко соблюдаться меры безопасности. В частности, для защиты от вредных испарений оксида цинка сварщик обязан работать исключительно в респираторе. На лице у него должна быть защитная маска (защитные очки), на руках – резиновые перчатки, снабженные теплоизолирующей тканью.
Даже при наличии респиратора работать необходимо либо на открытом воздухе, либо в хорошо проветриваемом помещении.
Для недопущения нежелательного вспенивания цинка на месте сварки рабочую зону рекомендуют обработать соляной кислотой.
Чтобы избежать в дальнейшем возникновения трещин на новообразованных швах, шовный материал должен содержать поменьше кремния. Добиться снижения его уровня поможет применение специальных материалов для сварочных работ.









Следуя описанным технологическим правилам и соблюдая жесткие требования предосторожности при обработке оцинкованных металлических изделий, можно сделать свою работу качественно и одновременно гарантировать себя от неприятных неожиданностей на рабочем месте
Выбираем электроды для сварки труб
Подбор электродов для сварки труб — это основополагающий процесс, от которого в результате будет зависеть качество шва и его надёжность
Учитывать нужно абсолютно все нюансы, даже самые незначительные, но, к сожалению, многие сварщики, в том числе и профессионалы, не всегда уделяют этому должное внимание
Если речь идет о прокладывании профильных или стандартных труб, рано или поздно придётся использовать сварочный аппарат. При выборе электрода стоит знать о первом и самом главном их отличии одного от другого, они могут быть плавящимися и неплавящимися.
Особенности плавящихся электродов
Для производства данного вида электродов применяется сварочная проволока, она имеет защитное покрытие, которое необходимо для стабилизации работы и требуемых магнитных характеристик. А неплавящийся изготавливается из графита, вольфрама и электрического угля.
Покрытие для плавящегося электрода также необходимо для возможности получить качественный и надежный шов, оно наносится с помощью погружения в расплавленный металл и прессовки.
Какие преимущества плавящихся электродов:
- Они позволяют проводить сварку из любого положения.
- Повышенная производительность.
- Минимальное влияние окисления на процесс соединения.
- Безопасны для сварщика во время работы.
Недостатки:
- высокое излучение сварочной дуги;
- разбрызгивание во время сварки;
- установлены пределы по показателям тока.
Это основные параметры, которые стоит обязательно учитывать перед началом выбора требуемых электродов.
Как правильно выбрать электрод
Стержни могут отличаться своей толщиной и количеством покрытия. Для сварки оцинкованных труб или каких-либо других применяются электроды диаметром 2-5 мм. А само покрытие будет составлять от 5% до 20% от всей массы изделия.
Чаще всего специалистами используются более толстые стержни. Происходит это потому, что они способны предать процессу сварки необходимой атмосферы, которая препятствует попаданию воздуха в зону соединения. Но ещё стоит учитывать, что они отличаются большим количеством выделяемых шлаков. А они в свою очередь могут влиять на надежность стыковки. Поэтому необходимо научиться находить золотую середину для оптимальной работы со сваркой трубопровода.
Как выбрать электрод, если брать в расчет толщину трубы?
- Если толщина, например, нержавеющих труб, равна 5 мм, то электрод должен иметь диаметр не более 3 мм.
- Когда труба имеет размер более 5 мм, потребуются стержни 4 мм.
- Также диаметр 4 мм используется для многослойного формирования сварочного соединения.
Еще стоит учесть максимальный показатель тока, который способен пропустить через себя стержень, и расход электродов при сварке труб, что поможет сократить денежные вложения.
Процесс сварки трубопровода
После того как выбор сделан, можно переходить к процессу сварки. Для начала стоит понимать, как нужно перемещать дугу вдоль соединения, в этом помогут несколько простых советов от экспертов:
- дуга ведётся поперечно, применяя колебательные движения для получения требуемой толщины шва;
- если продвигать дугу продольно, это позволит сделать тонкий шов с высотой, которая полностью зависит от скорости движения выбранного стержня вдоль соединяемой поверхности;
- чтобы поддержать стабильность электрической дуги, её нужно вести постепенно на протяжении всего сварочного процесса.
Обратите внимание!
Правила безопасности
Безопасность — это та составляющая сварочного процесса, к которой стоит подходить с большой ответственностью. Ведь если проигнорировать правила, можно получить серьёзные травмы, такие как ожоги от попадания расплавленного металла, ожог глаз от дуговой вспышки, или стать жертвой удара током. Избежать подобных ситуаций можно, придерживаясь простых рекомендаций, а именно:
- во время работы на сварщике не должно быть мокрой одежды;
- обязательно нужно использовать защитную маску для лица;
- все провода, через которые идет ток, нужно обязательно изолировать любым доступным способом;
- перед началом проведения сварки нужно не забывать о заземлении агрегата и дополнительных устройств, если они есть;
- в небольших помещениях необходимо использовать резиновую обувь или постилать резиновый коврик, он будет играть роль изолятора.




