Возможные ошибки при пайке
Никто в жизни не застрахован от ошибок. Даже чтение инструкции не спасает от этого. Тоже самое касается и пайки труб, особенно если вы хотите добиться максимально качественного и герметичного соединения и по максимуму избежать ошибок, то прочитайте приведенные ниже советы:
паяльник должен быть в полностью исправном состоянии и нагреваться до рекомендуемой для пайки температуры;
максимально точно просчитывайте глубину пайки;
поверхность труб должна быть тщательно очищена и обезжирена;
не торопитесь. Следуйте инструкции к вашему паяльнику и четко выдерживайте указанное время нагрева. Затягивание процесса тоже недопустимо, поскольку может сформироваться внутренний шов, который будет очень чувствителен к гидроударам;
обо соединяемых элементы трубопровода должны нагреваться одновременно;
прежде чем приступать к нагреву, необходимо нанести на поверхность труб метки, чтобы знать точно глубину планируемого шва. Тоже самое нужно делать, если планируется пайка под определенным углом;
при пайке полипропиленовых труб стоит всегда помнить, что эта операция – одноразовая и если вы неправильно соединили две детали, то их разъединить их будет невозможно
Конечно, можно отрезать этот участок, но из-за этого придется увеличить количество швов;
особенно важно держать детали в неподвижном состоянии при застывании сварочного шва. Потому позаботьтесь заранее о средствах механической фиксации вроде струбцин, поскольку малейшее взаимодействие на шов при его формировании может нарушить герметичность.
Как видите – ничего сложного в пайке полипропиленовых труб нет и можно даже не привлекать специалистов со стороны, сэкономив при этом немало денег. Главное, иметь при себе специальный паяльник. Конечно, поначалу будет сложно что-то сделать, но как известно, терпение и труд все перетрут. Для начала потренируйтесь на создании надежных соединений и уже потом переходите непосредственно уже к паянию.
Основные виды герметиков для ванной комнаты
Основные разновидности герметиков
Дальше мы опишем, какой лучше герметик применять для работы в ванной комнате и заделки стыковых швов. Конечно, наилучшим вариантом будет влагостойкий герметик, к которым относится:
- силиконовый;
- акриловый;
- акрил-силиконовый;
- полиуретановый.
Каждый из указанных материалов имеет свои особенности и подходит для разных случаев, так что какой герметик выбрать решать вам исходя из обстоятельств.
Силиконовый герметик
Виды санитарных герметиков для ванной
Силиконовый – это герметик для плитки в ванной, который применяется в основном для заделки швов между плитками и имеет отменные водоотталкивающие характеристики. Этот материал может выдерживать резкие температурные перепады и при этом не теряет заложенных в него физических свойств. Этот вид ещё называется санитарный герметик, поскольку он обладает инертностью к воздействию большинства химических препаратов. Его можно использовать в помещениях с постоянной температурой от -50 до 180 градусов Цельсия.
Кислотный состав имеет характерный резкий запах, похожий на запах уксуса и стоит значительно дешевле нейтрального. Однако этот состав, при взаимодействии с металлами вызывает окисление, поэтому их можно применять на металлической поверхности с защитным покрытием или нержавейке. Нейтральный герметик в ванную на основе силикона стоит немного дороже своего аналога, но у него нет такой реакции с металлами как у кислотного и он не имеет резкого запаха. Этот состав часто применяется как герметик для акриловой ванны.
Акриловый герметик
Акриловый состав обладает антигрибковыми свойствами
Этот состав не имеет резких запахов, иногда и вовсе без запаха. Его стоимость ниже силиконовых аналогов, но этот акриловый герметик для ванной нельзя использовать в тех местах, которые в процессе эксплуатации могут подвергаться незначительному механическому воздействию или деформациям. Это связано с тем, что при застывании этот материал не имеет эластичности и при деформации начинает трескаться.
Акрил-силиконовые герметики
Акрил-силиконовые герметики могут быть разных цветов
Этот водостойкий герметик для ванной собрал в себе лучшие качества двух описанных выше материалов, так как он одновременно обеспечивает защиту от влаги, выдерживает большой перепад температур и при застывании сохраняет эластичность, что позволяет выдерживать герметичность при небольших деформационных нагрузках. По своему цвету это чаще всего белый герметик и может применяться как для заделки плиточных швов, так и для герметизации стыка между ванной и стенкой.
Полиуретановые герметики
Полимерный герметик для многоразового шприца
Полиуретановый герметик для ванной по своим физическим свойствам напоминает силиконовый, но он имеет высокие клеевые качества и может применятся для приклеивания декоративных уголков. Это прозрачный герметик и его очень часто применяют в качестве ремонтного материала для плиточных швов, а так же стыковых соединений, которые до этого были заполнены силиконовым герметиками.
Как производится сварка
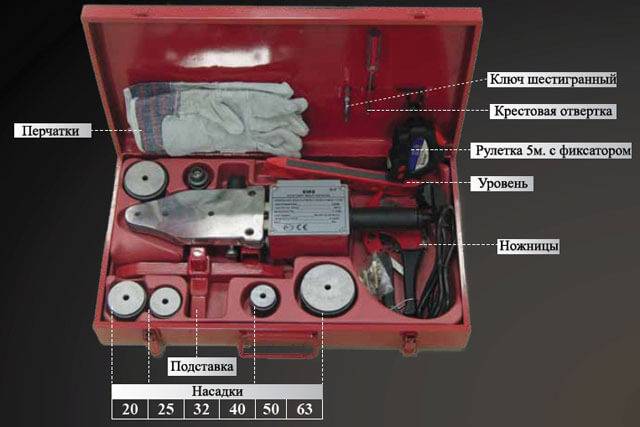
Если у Вас есть оборудование для работы (паяльник или пистолет), то сварка полипропиленовых армированных труб для воды легко осуществляется своими руками. Перед началом работы Вам нужно подготовить необходимые инструменты и приспособления, в том числе фитинги, насадки для сварочного инвертора, и т. д.
Пошаговая инструкция, как производится сварка полипропиленовых напорных труб большого диаметра и малого:
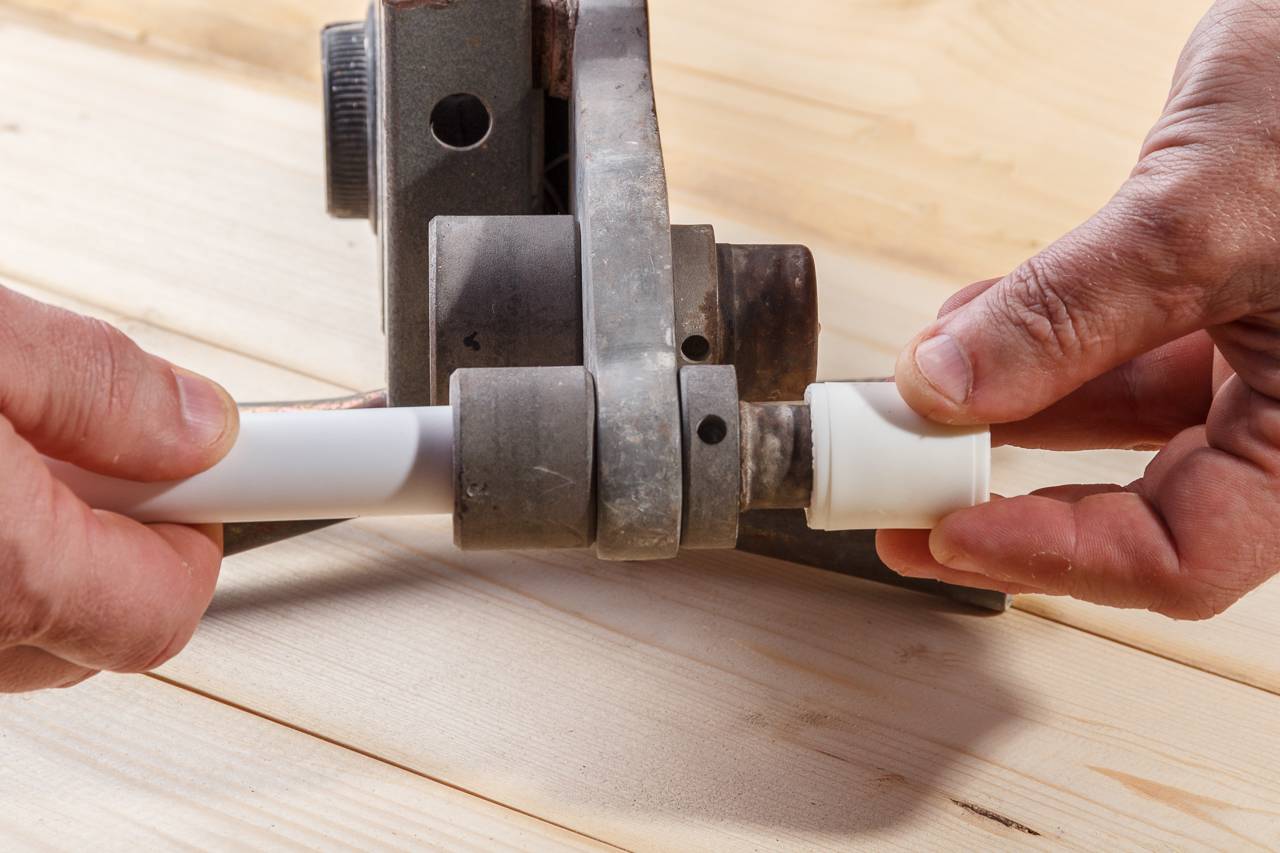
Для обрезки труб на определенные участки, используется специальный станок. Он позволяет обеспечить ровный срез с гладкой поверхностью. После этого поверхность зачищается и обезжиривается;
Нужно определить потребную температуру для сварки. Любой термический инструмент подобного использования нагревается до 260 градусов (температура плавления полипропиленовых и полиэтиленовых коммуникаций). Это позволяет обеспечить соединение частей коммуникаций встык
Очень важно знать оптимальную температуру, т. к
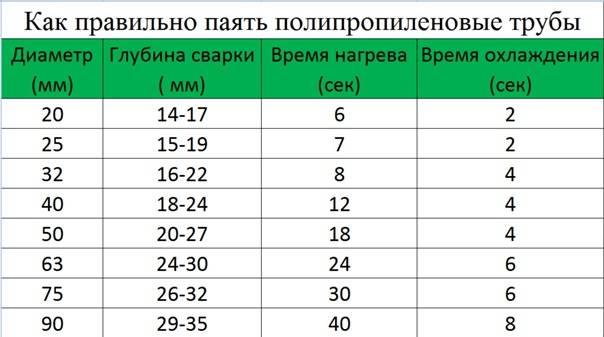
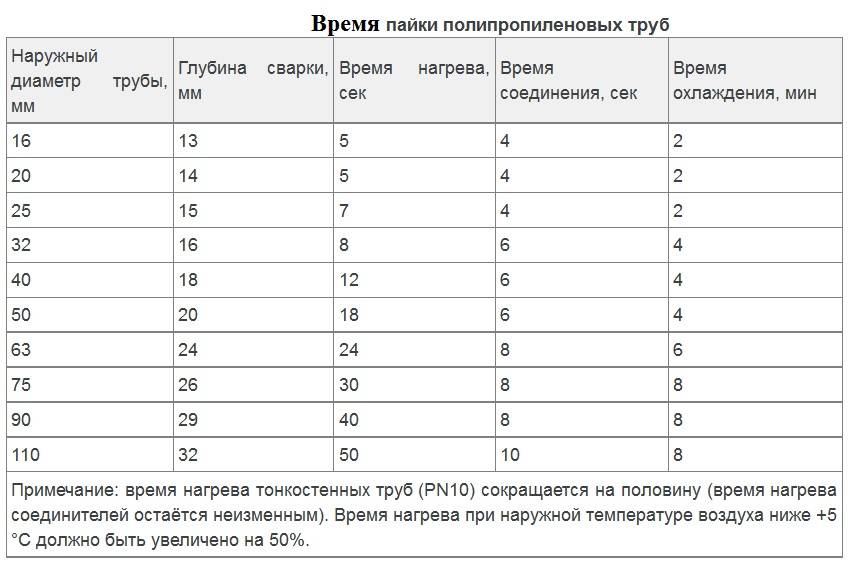
если перегреть трубопровод – то он расплавится и станет менее жестким, а если не догреть, то он не соединиться должным образом. Чтобы определить нужные данные понадобится таблица времени. По ней и толщине стенок определяется временной интервал нагрева в секундах. Также определенные параметры указываются в инструкции пользователя сварочного устройства;
Когда Вы включите сварочный аппарат, на нём загорится два индикатора. Практически любое приспособление оснащено датчиками включения и терморегулятора. После того как аппарат нагреется до нужной температуры, второй датчик отключится. В среднем время нагрева варьируется от 10 минут до 15;
Сварка производится встык. Отрезки соединяются фитингами и устанавливаются в отверстие для дальнейшего температурного воздействия. Использование фитингов возможно только на коммуникациях небольшого диаметра, при этом, сварка больших сечений осуществляется муфтами. Такая ручная пайка принципиально практически не отличается от инверторной технологии. Концы закрепляются в электромуфте, после чего нагреваются до нужной температуры;
Когда время нагрева прошло, индикатор включается, а после повторно отключается – это означает, что трубу пора доставать. При выемке старайтесь действовать аккуратно, т. к. теплый экопластик подвержен деформациям.
В зависимости от типа проводимых работ, Вам может понадобиться не только аппарат для сварки полипропиленовых труб, но и комплект насадок. Сама по себе сварочная машинка имеет довольно ограниченное количество диаметров, в то время как её область применения можно значительно расширить, если использовать насадки.
Фото — ручная пайка
Если по определенным причинам классическая сварка полипропиленовых водопроводных труб не подходит, то есть еще одна технология: холодная стыковая. Эта методика основана на использовании специальных клеевых составов. Она подойдет как для обычных, так и для армированных стекловолокном водопроводов.
Пошаговая инструкция холодной сварки труб:
- Вам понадобится клей и специальная насадка к нему. Многие производители сразу продают продукцию с узкими «носиками», подходящими для обработки тонких пластиковых креплений;
- Перед началом склеивания производится зачистка поверхности стыка. Нужно устранить всю пыль и грязь, при необходимости наждачной бумагой снять заусеницы;
- После клей заливается в фитинг, в котором стыкуются два конца трубопровода. При помощи определенных химических элементов производится диффузия верхнего слоя пластика и коммуникации соединяются. Очень удобным является то, что так можно соединять отрезки под любым углом;
- Далее, соединение фиксируется на некоторое время в специальных центрах. Для этого также может использоваться самодельная установка. В среднем, нужно обеспечить статичность крепления на 1 день. По окончании работы, система снимается и осуществляется её монтаж.
Видео: пайка полипропиленовых труб
![[инструкция] пайка полипропиленовых труб | видео](https://eurobion.info/wp-content/uploads/2/4/0/240303db41a57b2d641515d4fedc7b75.jpeg)






Как ремонтировать полипропилен в труднодоступных местах
Понадобится паяльник, или как его еще называют утюг с насадками. Существует мнение, что при ремонте трубопровода в труднодоступном месте снимается весь узел. Но можно заменить именно ту часть, которая имеет повреждения.
Работы с ПП не такие сложные, как кажется на первый взгляд. Но проблемы возникают, когда пайка труб происходит в труднодоступных местах. В них нет достаточного пространства. Здесь прибегают к различным хитростям.
- Поверхность необходимо обезжирить. Сделать это можно раствором. Тряпкой или салфеткой такой раствор наносится на поверхность. Затем, когда он подсыхает, можно переходить к следующим действиям.
- Паяльник необходимо разогреть заранее. Рабочая температура составляет 260 градусов. Хорошие приборы, которые дорого стоят, очень быстро достигают такой температуры. Буквально за пять минут. Более экономичным моделям паяльников на этот процесс понадобится 10-15 минут. Перед разогревом устанавливают насадки.
- Когда инструмент разогрет, вставляется конец трубопровода и фитинга одновременно в насадки. После нагрева происходит их стыковка. Какое-то время нужно подождать, чтобы все «схватилось».
- Таким же образом спаиваем все остальное. Бывают ситуации, когда нет возможности нагреть оба края одновременно. Тогда берем внутренний фитинг, и нагреваем его подольше.
Бывает так, что необходимо заменить участок повреждения. Тогда его предварительно вырезают секаторами ножницами. Сделать это можно следующим образом:
- Перекрывается вода, которая подается на поврежденную территорию. Кран для перекрытия всегда есть. А в современных системах водоснабжения перекрывается каждый участок.
- Секаторами ровно, под углом 90 градусов срезаются повреждения.
Технология пайки электро муфтой
Способ применим для конструкций, диаметр которых начинается от 20 мм и выше. Перед началом проводятся подготовительные работы. Затем поверхность зачищается от жира и грязи и происходит непосредственно сварка.
Весь процесс состоит из этапов:
- Проверка оборудования. Перед началом работы проверяется исправность, чтобы неисправности не обнаружились во время сварочных работ.
- Подготовить все инструменты и рабочую площадь.
- Ровно отрезать концы. Обрезка концов трубопровода должна производиться строго под углом 90%.
- Свариваемые края трубопроводов должны быть обезжирены. Сделать это можно с помощью влажных безворсовых салфеток, уайт-спирита, растворителя. Перед свариванием необходимо дождаться пока обезжиривающее вещество испарится. Удалить необходимо и лишний оксидный слой, снять необходимые фаски.
- При сильной деформации, убирается овальность с краев. Делается это гидравлическими зажимами.
- Детали зажимаются в позиционере. Это придает им устойчивость. При охлаждении движение исключено, значит, обеспечено ровная спайка друг с другом.
- Сварка электро муфтой.
- Охлаждение сваренного.
- Снятие всех креплений и протирка от грязи. Возможно зачистка торчащих частей материала.
Переходная муфта американка
Придуманный в США классический фитинг с гайкой называется «американка». У него есть много преимуществ. Главное из них это, что для работы с ним не требуется много пространства. Поэтому на сложных участках при работе с полипропиленовой трубой используйте американку.
- Легко устанавливается, снимается, можно оперативно с ее помощью перекрывать участки для частичной замены.
- Обеспечивает хорошую герметичность.
- Возможна установка таких фитингов в труднодоступных местах.

У американок много разновидностей, они отличаются не только размером. Бывают фитинги с наружной, внутренней резьбой, смешанные. Могут быть изготовлены американки из разного материала. Такие изделия делаются из латуни, стали, других металлов. В одном изделии могут применяться разные металлы.
Изделия по назначению могут отличаться. Бывают муфты представляющие собой двухсторонний фитинг. Изготавливают тройники, крестовины, заглушки, переходники разного диаметра.
Ошибки при пайке пластиковых труб
Неопытный сантехник или хозяин, который решил провести работы по монтажу полипропиленовой водопроводной линии своими руками, часто совершает ошибки, не зная полностью технологии пайки труб и не умея работать с паяльником.
К наиболее распространенным можно отнести следующие ошибки.

Рис. 8 Отличия бюджетных и дорогих утюгов
Неправильный выбор паяльника
Наиболее популярными и недорогими аппаратами для пайки являются электромуфты с насадками для разных диаметров ППР. При покупке и эксплуатации необходимо учитывать следующие факторы:
- Приобретать аппарат нужно с удобным держателем, чтобы можно было его легко и быстро установить на место при самостоятельной работе. Это сократит время нахождения нагретых элементов в расстыкованном состоянии, которое может привести к холодной сварке и дальнейшей разгерметизации.
- Также используемые агрегаты лучше выбрать с таким размещением регулятора и кнопок включения, чтобы при работе их не задеть рукой, сбив при этом температуру или отключив нагрев.
- Если аппарат используется для постоянного использования, лучше приобретать дорогую модель с качественными тефлоновыми насадками – это исключит прилипание полипропилена и повысит качество соединений.

Рис. 9 Таблица нагрева ППР
- Современные аппараты выпускаются с электронными индикаторами, поддерживающими постоянную температуру при помощи встроенного процессора, которая отражается на его табло. Данный фактор также способствует повышению качества пайки, чье время определяется исходя из степени нагрева муфт, которое невозможно определить на агрегатах старого образца.
- Аппарат должен поддерживать заданную температуру, которая повышается с увеличением диаметра труб. Многие китайские утюги имеют завышенные температурные параметры, что следует учитывать при выборе производителя, одними из лучших агрегатов по соотношению цена и качество считается модели турецкого производства.
- Форма утюга и расположение муфт играют важную роль в случаях, если производится сварка полипропиленовых труб в труднодоступных местах. Более узкий утюг и размещение муфт на краю заостренного конца в этом случае значительно удобнее в работе.
Перепай
Передержка в паяльнике элементов свыше положенного времени приводит к тому, что их поверхность перегревается и после соединения, сопровождающегося чрезмерным усилием, трубный проход забивается расплавленным пластиком. Если такая ошибка произошла на большом количестве стыков отопительных или водопроводных трубопроводов, система не сможет нормально функционировать. Для того, чтобы избежать данной ситуации, следует четко соблюдать указанные в инструкции временные интервалы для каждого вида и диаметра труб и провести несколько пробных спаек небольших отрезков.
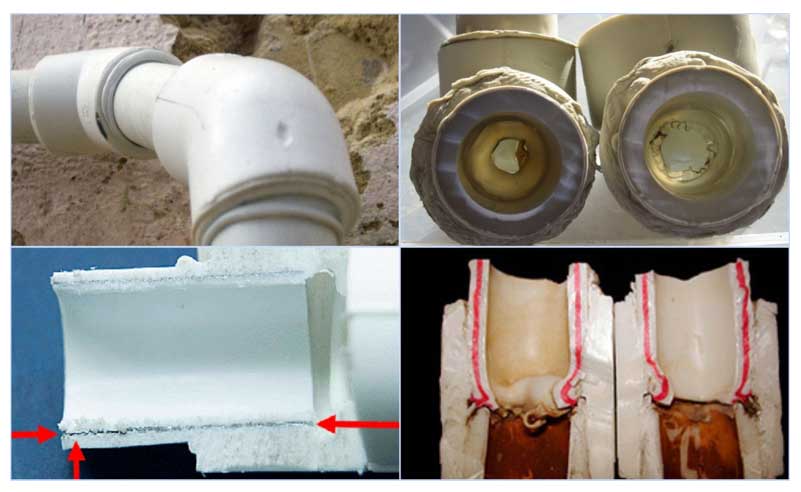
Рис. 10 Дефекты пайки ППР
Малый нагрев, неправильный угол и другие ошибки
Многие новички совершают достаточно большое количество ошибок, к которым можно отнести следующие:
- Пайка около стен грязных элементов или с оставшейся в линии водой, при этом из-за грязи или водяного охлаждения пластик плохо соединяется и в дальнейшем происходит разгерметизация стыка.
- Недостаточное углубление труб в раструбы большего диаметра. Нередко возникает при мелкой ошибке в случае монтажа кранов – если его вентиль не повернуть на небольшой угол, воздух в стыкуемом участке не будет иметь выхода, препятствуя полному погружению монтируемого участка в отверстие.
- При недостаточном нагреве соединяемых элементов пластик не будет иметь единой структуры и произойдет разгерметизация стыка. Определить данный дефект можно по отсутствию юбочки у кромки фитингов с большим диаметром.
- При ручной стыковке элементов следует выдерживать единую ось – в противном случае перекосы приведут к недостаточной плотности и разгерметизации.
- Также стыкуемый участок после соединения следует выдержать определенное время в неподвижном состоянии до полного остывания.
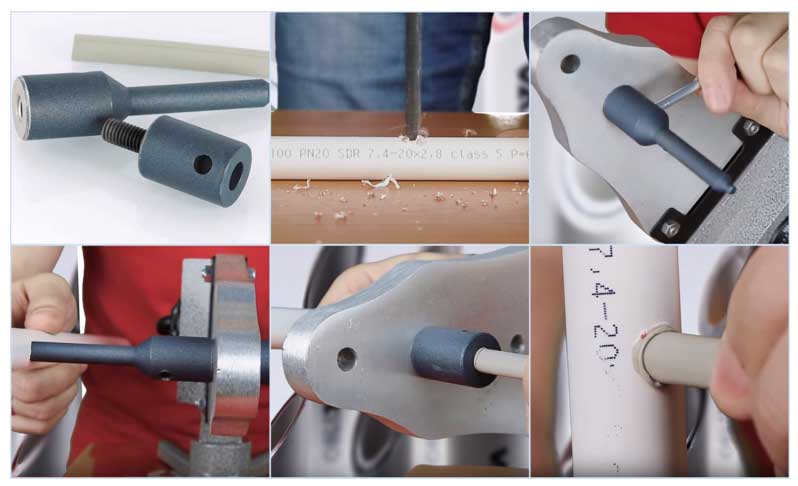
Рис. 11 Способ ремонта полипропиленовых труб разогревом поверхности ремонтируемой трубы насадкой
Для качественной пайки в труднодоступных местах большое значение играет качественный выбор паяльника – модель должна обеспечивать удобный доступ и необходимую температуру нагрева без прилипания ППР. Для удобства все работы делят на два этапа – вначале монтируют длинные цепи в удобном месте, а затем переходят к стенам, стыкуя участки на весу.
Какие бывают утюги для сварки полипропиленовых труб
Данные приборы могут быть ручного или механического типа. Механическими утюгами в основном комплектуются различные строительные организации, которые занимаются установкой коммуникационных и инженерных систем, а также их переоснащением. При помощи этой стационарной разновидности оборудования выполняется сварка труб из полипропилена значительного диаметра. Переносной утюг для пайки труб подойдет для решения небольших бытовых проблем: чаще всего речь идет о стыковке изделий диаметром до 50 мм. Конструкция такого паяльника очень проста.
Она состоит из расположенного по его оси нагревательного стержня и комплекта насадок, под различные диаметры труб и фитингов. Источником для питания нагревательного элемента выступает обычная электрическая сеть в 220 В: именно с его помощью полимерные изделия разогревают до нужной температуры.







Инструкция по пайке
Но при работе с коммуникациями большого диаметра или полипропиленовыми трубами, которые нужно паять в труднодоступных местах, без паяльника не обойтись
Здесь важно не только подготовить отрезки к обработке, но и правильно подобрать инструмент. Паяльные приспособления делятся на:
- Профессиональные (с мощностью от 2000 Вт). Они редко используются в домашних условиях главным образом из-за высокой мощности работы. Ими нужно орудовать довольно быстро, поэтому для начинающих сантехников — это не самый лучший вариант;
- Бытовые (с мощностью до 1800 Вт). Более распространенный вариант паяльных пистолетов. Такие продаются в сантехнических магазинах и компаниях, реализующих полипропиленовые и прочие пластиковые трубы.
Фото — профессиональный муфтовый паяльник
Как паять полипропиленовые трубы паяльником:
Чистите место среза при помощи наждачки и спирта или других обезжиривающих составов
Это очень важно для дальнейшего соединения;
Установите трубы перед собой в специальную нагревающуюся насадку. Она выполнена из тугоплавкого материала, который не поддается плавлению при температуре нагревания полипропиленовых коммуникаций
Согласно времени в таблице выше нагрейте по всему диаметру насадку;
Спустя выбранный временной интервал во второе отверстие насадки требуется вставить второй отрезок трубы. Его тоже нужно зафиксировать, но уже под прямым углом, в отличие от варианта с муфтовым соединением;
Чтобы проверить прочность сцепления деталей нужно надеть на трубу специальные насадки – пластиковые кольца. Они зафиксируются на коммуникации, обеспечивая дополнительную прочность.
После нужно просто охладить крепление согласно времени по таблице и снять трубу с насадки
Очень важно сразу уже насадку очистить от жидкого пластика при помощи деревянных лопаток или ложек, иначе в дальнейшем ее эксплуатация будет невозможна
Советы по правильной пайке полипропиленовых труб:
- Обязательно разогрейте паяльник до полной готовности перед использованием, иначе нельзя будет четко рассчитать время работы;
- Варить полипропилен можно только в теплое время года. Любые работы с пластиком при минусовой температуре категорически запрещены;
- При остывании нельзя допускать деформации соединений или их прокручиваний, иначе нарушится герметичность;
- Также, нельзя забывать про меры безопасности. При работе с пластиком нужно надевать защитную маску и перчатки, нельзя работать в обычной одежде – при попадании на неё частиц полипропилена она может расплавиться.
Монтаж отопления из полипропиленовых труб своими руками
Полипропиленовые трубы соединяются при помощи резьбовых или нерезьбовых фитингов. Резьбовые фитинги бывают как разъемными, так и неразъемными.
При монтаже отопления из полипропиленовых труб нужно руководствоваться следующими техническими условиями:
- трубы из полипропилена требуется прокладывать подальше от открытых источников огня;
- если возникла необходимость в установке бака или водомера, лучше использовать резьбовые и разъемные фитинги. Неразъемные фитинги применяют только вместе с гибкими шлангами;
- не допускается использование грязных и деформированных фитингов, а также самостоятельная нарезка резьбы;
- в случае стыковки ровных отрезков либо соединения полипропиленовых труб разного диаметра, нужно использовать муфты;
- чтобы не перегнуть трубу из полипропилена в местах поворота, при монтаже нужно использовать специальный угольник;
- в местах разветвления используются тройники.
Ознакомившись с обязательными условиями проведения работ, можно приступать к процессу монтажа.
Разводка отопления
Как мы говорили ранее, для удобства работы, экономии времени и денежных средств, а также для достижения максимального КПД собранной системы, в проекте необходимо указать расположение следующих элементов:
- уголки;
- муфты;
- отопительное оборудование;
- крепежи.
Трубопровод подходит к батареям снизу или сбоку, и выполняется по одно- или двухтрубной схеме.
Монтаж радиаторов
Прежде чем соединять полипропиленовую трубу с батареей, батарею необходимо предварительно собрать, оснастив необходимыми элементами регулировки, и закрепить на стене.
Монтаж отопительного радиатора производится следующим образом:
Наносим разметку в местах, куда будут установлены батареи. Согласно СНиП, между радиатором отопления и стеной должен быть зазор не меньше 2 см, а расстояние от батареи до пола должно быть 10-15 см.
- Устанавливаем кронштейны для подвешивания радиатора отопления. Для этого вам понадобится уровень, чтобы радиатор висел ровно, и дюбель-гвозди для крепления кронштейнов к стене.
- Далее происходит установка радиатора отопления на кронштейны.
По этой схеме происходит монтаж всех батарей в помещении.
Подключение батарей
Порядок действий при подключении полипропиленовой трубы отопления к радиатору будет следующим:
- Начинаем с крепления к радиатору переходной муфты. Нужно помнить, что для соединения полипропиленовых труб с алюминиевым отопительным радиатором используются специальные муфты, отличающиеся от тех, которыми подключают полипропиленовые трубы к чугунным батареям.
- К установленной муфте подключаем шаровой кран, радиаторный клапан или регулировочный вентиль.
- К данному крану подключаем полипропиленовые трубы.
- Согласно вышеописанным шагам производится подключение выхода батареи к трубе отопления.
Это и есть основные этапы подсоединения труб ПП к радиаторам отопления.
Читайте материал по теме: Как поменять радиатор отопления без ошибок
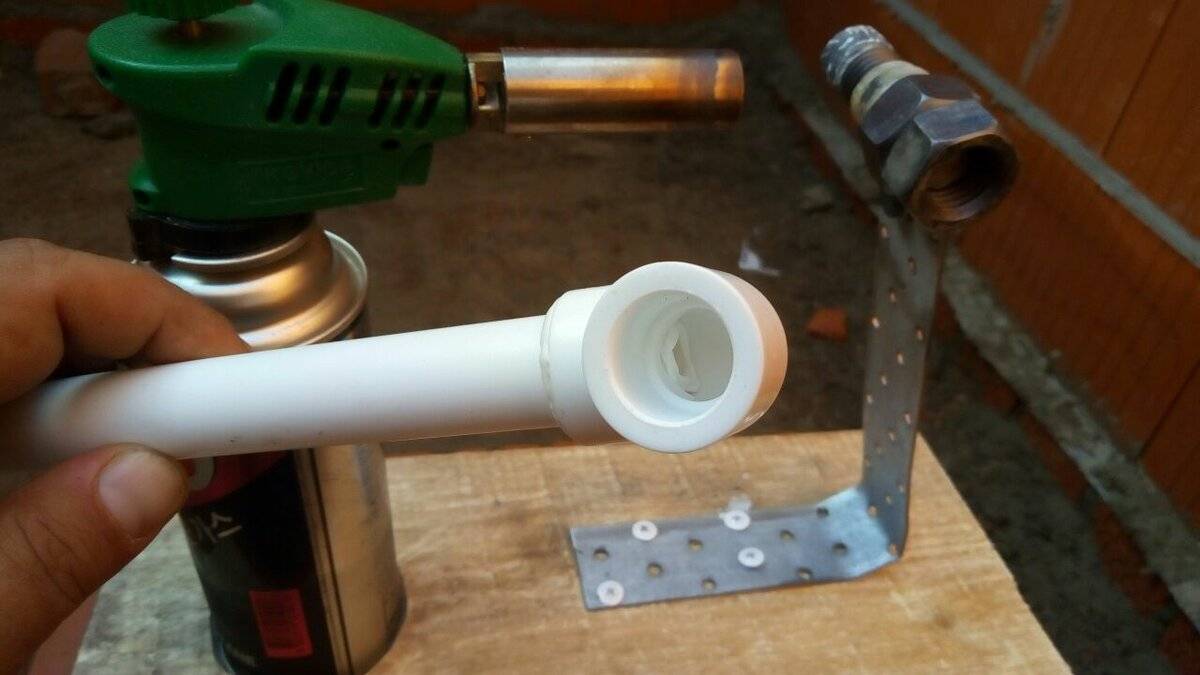
Особенности правильной пайки полипропиленовых элементов
Для тех, кто решил разобраться, как правильно паять полипропиленовые трубы, видео, размещенное на этой странице, пошагово продемонстрирует этот процесс и разъяснит основные нюансы и тонкости. Для начала следует надеть на паяльник нужные насадки (одну или несколько одновременно), подключить устройство к электросети, установить требующийся режим нагрева (обычно для пайки элементов из этого материала достаточно 250-300 градусов Цельсия). Точная температура непосредственно зависит от погоды и параметров трубы. Далее следует подождать, пока на термостате не загорится зеленая лампочка, сигнализирующая, что прибор достаточно прогрелся. Насадкам для нагрева требуется больше времени, чем жалу паяльника, поэтому после включения лампочки рекомендуется выждать еще 5-7 минут.
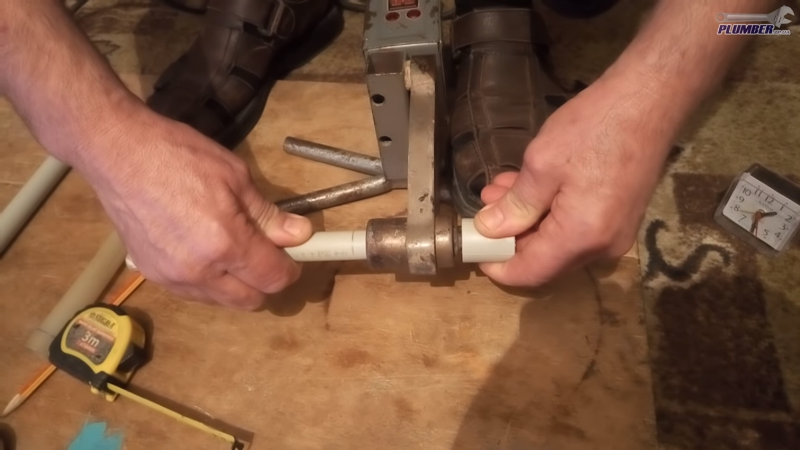
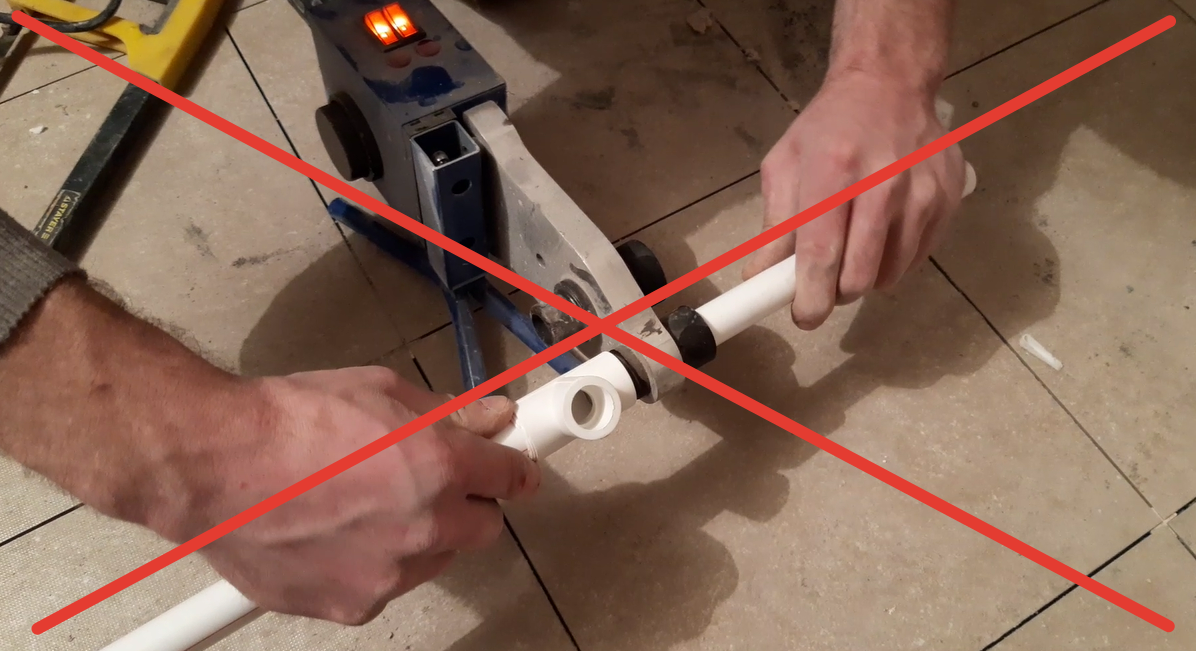
Порядок работы по пайке полипропиленовых труб
Чтобы паять трубы без помощников, ручку прибора фиксируют на полу одной ногой, а элемент трубопровода и нужный фитинг берут руками и, прилагая усилия, вдавливают их в насадку с противоположных сторон. Когда обе детали полностью целиком войдут в нее, ждут 5 секунд и достают их.









Очень важно не перегреть и не недогреть элементы. Если они недостаточно прогреются, стык будет некачественным и существует большая вероятность того, что он будет протекать во время эксплуатации
Если же трубу перегреть, ее внутренний диаметр может оказаться наглухо запаянным, а найти это место среди других стыков будет весьма сложно. После того как обе детали сняты с прибора, их тут же состыковывают между собой и с усилием держат, пока материал не затвердеет до нужной консистенции. Время пайки составляет 10-15 секунд, но может и варьироваться в зависимости от параметров элемента.
Герметичность полученного шва во многом зависит от того, насколько хорошо стык был очищен от грязи, пыли и влаги. Воду удаляют при помощи сухого куска ткани, а пыль и грязь полностью отчищают. Этим процессом не стоит пренебрегать: при закипании испарившаяся вода может пробить в шве отверстия, которых вполне достаточно, чтобы он при эксплуатации начал протекать. Такая ситуация нередко возникает во время ремонта уже готового водопровода, поскольку вода, стоящая в трубах, может помешать качественной пайке. Опытные мастера знают единственное возможное решение этой проблемы: они заталкивают в трубу мякиш хлеба, который не пропускает воду в течение той единственной минуты, которая требуется для пайки. Позже, когда в водопровод подается вода, мякиш растворяется и без труда выходит из какого-нибудь смесителя.
Пайка труб своими руками
Еще один немаловажный нюанс заключается в правильной порезке и зачистке труб. Сделать зачистку достаточно просто: она обладает конструкцией, не позволяющей снять больше, чем требуется, с верхнего слоя изделия. Однако для того чтобы научиться правильно работать ножницами, потребуется некоторое время и несколько пробных разрезов. Чтобы стык был качественным, срез должен быть идеально ровным. Дешевые ножницы в большинстве случаев делают его кривым, что при подаче воды под сильным нагревом с большой вероятностью приводит к разрывам.
Для нарезки трубы применяют круговые движения, сначала нажимая на ручку труборезов легко, чтобы они только врезались в тело элемента, после чего проворачивая их вокруг него так, чтобы дорезать его тело до конца. Только при такой порезке можно надежно спаять полипропиленовые элементы и получить качественный стык, который прослужит долгие годы.
Виды и назначение
Для сварки труб из полипропилена выпускается инструмент пяти типов. Он обычно комплектуется резаком, торцевателем, позволяющим снять с армированных труб фольгирующий слой.
Раструбная сварка осуществляется нагревательным устройством. Сварочные аппараты бывают нескольких типов:
- Мечевидные, они считаются более устойчивыми, одна или две насадки фиксируются в пластине термостата. Регулировка температурного режима удобная, данные выводятся на дисплей.
- Цилиндрические аппараты считаются более универсальными. Они комплектуются разным числом съемных насадок, фиксируемых на нагревательном цилиндрическом элементе прямой или г-образной формы. Такое оборудование обычно используют профессионалы для сварки полипропиленовых труб в труднодоступных местах.
Механический сварочный аппарат, используемый на полипропиленовых трубопроводах небольшого и среднего диаметра, оборудован приводом, сдавливающим элементы встык, силовая нагрузка указывается на динамометре. Концы закрепляются в определённом положении при помощи специальных зажимов. В гидравлическом аппарате усилие до 120 атмосфер создается с помощью электропривода.
С помощью нагревательных насадок осуществляется раструбная сварка. В муфте расположен провод большого сопротивления, контакты выведены наружу. Они подключаются к блоку электропитания. Метод считается самым надежным для стыкового соединения трубопроводов диаметром от 4 см. Профессиональный инструмент оснащается дисплейными экранами, температура сварки регулируется в автоматическом режиме.
 Как правильно паять полипропиленовые трубы
Как правильно паять полипропиленовые трубы




