Схема аргоновой сварки постоянного тока

Аргоновая сварка постоянного тока состоит из следующих
частей: сварочный выпрямитель, баллон с аргоном, аргоновый редуктор,
расходомер, газоэлектроподводящий шланг, специальная сварочная горелка,
вольфрамовые электроды.
Сварочный выпрямитель можно использовать уже имеющийся (Рис.
4.1.). Требуется небольшая модернизация: к проволочному сопротивлению добавляется
спираль мощностью 3 кВт. Использование спирали позволяет уменьшить сварочный
ток до единиц и даже долей единиц Ампер. Это необходимо для сварки тонкого и
особо тонкого металла. Аргоновая дуга очень стабильна, что позволяет
использовать ее на таких малых токах.
Аргоновый баллон по конструкции ничем не отличается от
кислородного. Если у вас не имеется специального баллона, в качестве аргонового
вы можете приспособить кислородный, перекрасив его в серый цвет. Такие баллоны
принимаются к заправке аргоном.
Видео: “Простая аргоновая установка на базе сварочного инвертора”.
Видео: “Особенности работы простой аргоновой установки на базе сварочного инвертора”.
Видео: “Исправляем основной недостаток простой аргоновой установки на базе сварочного инвертора”.
Видео: “Проволочный регулятор тока простой аргоновой установки на базе сварочного инвертора”.
Видео: “Простая аргоновая установка на базе сварочного выпрямителя”.
Видео: “Проволочный регулятор тока простой аргоновой установки на базе сварочного выпрямителя”.
Видео: “Педальный регулятор тока простой аргоновой установки на базе сварочного инвертора”
Видео: “Педальный регулятор сварочного тока. Новые возможности простых аргоновых установок”.
Видео: “Осциллятор для простых аргоновых установок”.
3.Лупачев: ручная дуговая сварка.
По насыщенности полезной информации, содержанию множества конкретных советов, книга походит как отличное пособие которое будет необходимо взять с собой на уроки электросварки, любому студенту.
- В ней подробно описана классификация дуги, магнитное дутье и методы предотвращения отклонения дуги. Расписан процесс переноса электродного материала.
- Содержится технология, подбор ее режимов. Даны сведения о выборе состава наплавляемого металла.
- Подробно освещена тема подготовки деталей, виды швов, техника их выполнения в разных положениях.
Не обошел автор вниманием особенности работы с чугуном, цветными металлами. В этой книге вы найдете технологию плазменной дуговой сварки
Книга содержит исчерпывающие сведения о возможных дефектах сварных швов, причинах их возникновения и методах исключения подобных проблем. Целая глава посвящена описанию металлических конструкций:
- их классификации;
- технологичности;
- сборке и прихватке деталей;
- Расписаны особенности некоторых конструкций и техника их изготовления, например: балок, ферм, корпусных и трубчатых конструкций.
- Книга содержит материал о существующих сварочных приспособлениях: универсально-сборочных, механизированных и т. д.
Рекомендация для студентов
Если вы студент или учащийся заведения, где готовят сварщиков, и вам нужно подготовить материал по теме: ручная дуговая сварка, реферат можно написать, воспользовавшись литературой, приведенной в данной статье. Но самое главное в этом деле это набить руку, ведь настоящий сварщик это не только эксперт в теоретических вопросах, а прежде всего специалист умеющий применять свои знания на практике. Практикуйтесь, и из вас получится отличный спец, способный выполнять задачи любого уровня сложности.
Сварка нержавеющей стали
Аргоновой сваркой целесообразно сваривать нержавеющую сталь
толщиной менее 2 мм. Другие способы сварки тонкой нержавеющей стали такого
качества обеспечить не могут.
Перед сваркой поверхность кромок зачистите до блеска
стальной щеткой
Затем промойте ацетоном для удаления жира, следы которого вызывают
пористость шва и снижают устойчивость дуги.
Для аргонодуговой сварки нержавеющих сталей в качестве присадки рекомендуется использовать пруток Welding Dragon ER 309L (СВ-07Х25Н13) диаметром 2.0 мм.
Сделайте прихватки на расстоянии 50 – 70 мм одна
от другой.
При сварке нержавеющей стали обращайте внимание на
повышенную деформацию такой стали по сравнению с углеродистой. Варите короткими
швами вразброс, постепенно заполняя промежутки между швами
Отличительная особенность аргоновой сварки –
возможность защиты обратной стороны шва. При сварке емкости сделайте от
аргонового шланга отвод и направьте аргон внутрь емкости. Это вытеснит воздух с
обратной стороны, где его воздействие способно приводить к окислению расплавленной
стали. При защите обратной стороны учитывайте, что аргон тяжелее воздуха и
всегда скапливается внизу.
При сварке нержавеющей трубы ее концы закройте с помощью
картона и липкой ленты и заполните аргоном.
Сварку ведите справа налево. Поперечные движения прутком и
электродом делать нельзя, так как при этом в зону сварки может попасть воздух и
окислить металл шва.
Присадочная проволока также должна быть нержавеющей. Если
таковой не сумели приобрести, используйте нержавеющие электроды диаметром
1,5 – 2 мм, освобожденные от обмазки.
Необходимые режимы тока подберите по таблице 5. 4.

Аргоновый редуктор
Специальный аргоновый редуктор также не требуется, его
вполне заменяет кислородный. Применяя поначалу кислородный редуктор, вы в
дальнейшем придете к выводу о необходимости его модернизации. Применение только
кислородного редуктора приводит к двум несущественным, но неприятным
последствиям:
1) увеличенный расход аргона за счет «самотека» редуктора;
2) увеличенный расход аргона или недостаточная защита места
сварки за счет неправильно подобранной скорости истечения аргона.
Самотек редуктора особенно заметен в перерывах между
сваркой. Когда вы перекроете подачу газа на аргоновой горелке, редуктор не
может сразу полностью закрыться, и в газоэлектроподводящий шланг поступает избыточное
давление. При открывании вентиля горелки в первое время обдув места сварки
будет избыточен, что вызывает перерасход аргона. Это было бы не страшно, если
бы аргон не стоил так дорого.
Устранение самотека можно осуществить двумя способами.
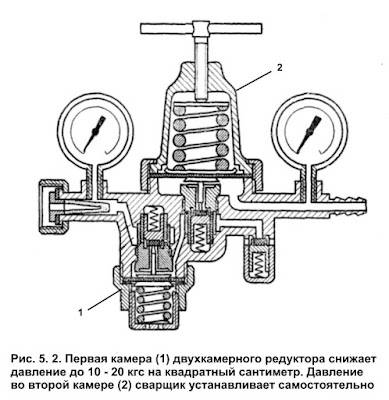
Способ первый: приобретите двухкамерный редуктор. Такой
редуктор понижает давление в две ступени, и на выходе он гарантирует стабильное
давление, независимо от расхода газа.
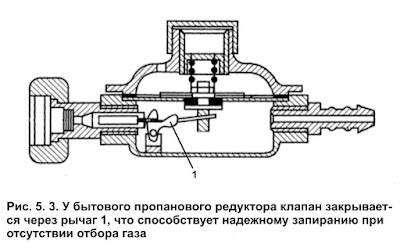
Способ второй: к уже имеющемуся кислородному редуктору
добавьте редуктор для сжиженных газов. Такой редуктор питает обычную газовую
плиту от пропанового баллона и имеется в широкой продаже. Лучше всего выбрать
тот редуктор, что имеет вверху регулировочный винт.
Если такой редуктор не обеспечивает необходимого давления,
регулировочную пружину замените на более жесткую.

Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
Пороки сварных швов.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
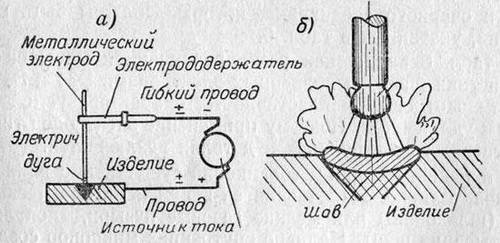
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Также есть простые правила сварки. Чтобы дуга не гасла во время работы, сварщику следует выдерживать постоянное расстояние между стержнем и изделием.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Подготавливаем оборудование
Работа сварочным аппаратом предусматривает установление на нем режима, соответствующего предстоящей сварке. Первым делом аппарат должен быть включен и проверен на свою работоспособность. При обнаружении неисправностей работа на нем категорически запрещена.
Начинающему сварщику следует еще раз изучить инструкцию по эксплуатации, которая входит в комплект любого прибора. Затем желательно закрепить теоретические знания практикой, потренировавшись на небольших кусочках металлических элементов. Если работа будет проводиться с помощью инвертора, то необходимо установить на нем полярность.
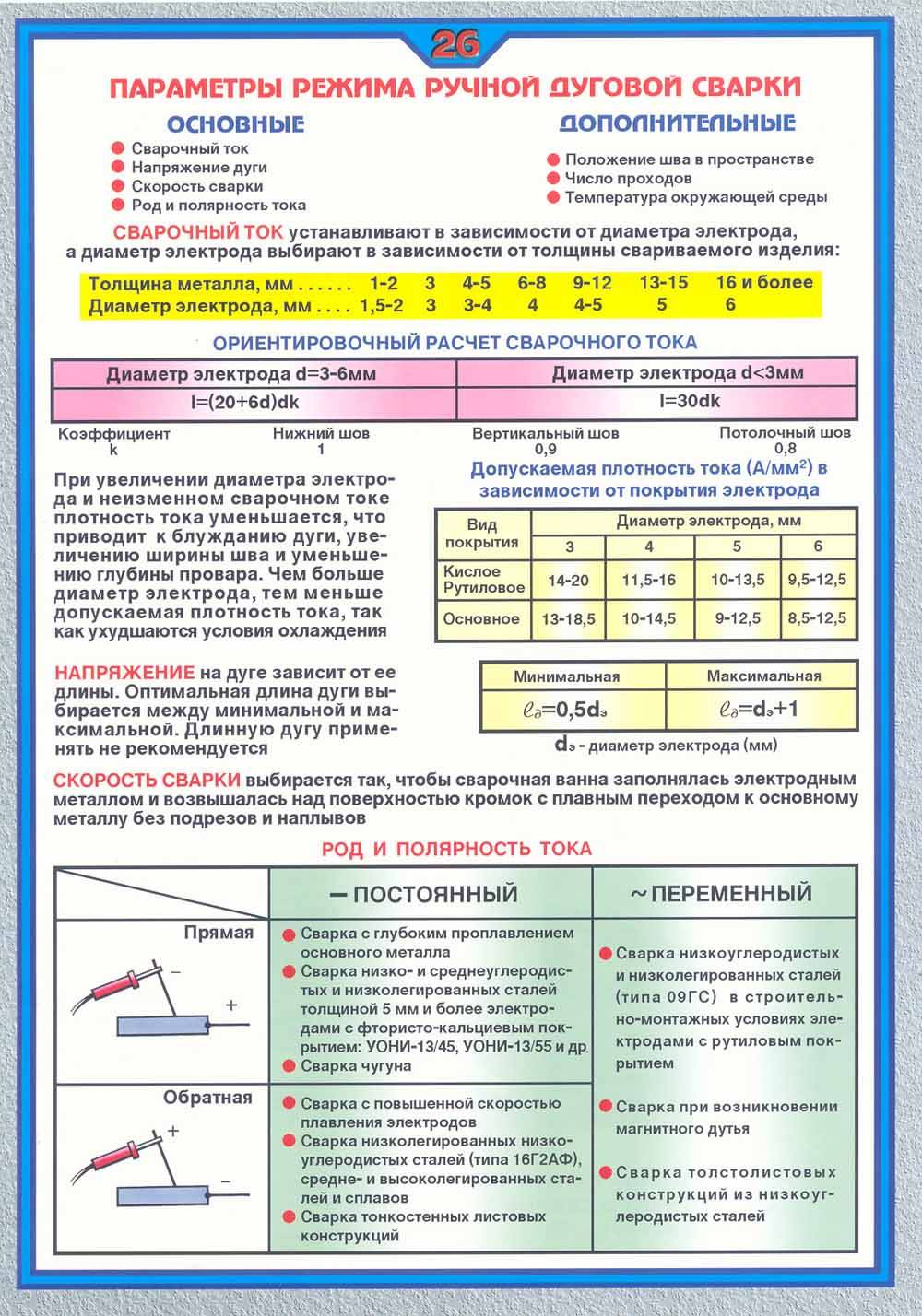
Выбор полярности зависит от того, каким током будет проводиться сварка – постоянным или переменным, а также от материала свариваемых элементов.
Выбор необходимого значения тока находится в прямой зависимости от диаметра электрода – чем больше диаметр, тем большее значение тока должно быть выставлено. Точно рассчитать значение тока можно, ориентируясь на следующую зависимость: каждый миллиметр диаметра электрода потребует ток порядка девяносто-сто ампер.
Начинающий сварщик должен потренироваться и научиться правильно выставлять величину тока на применяемом оборудовании.
Вот некоторые из них.
1.Соколов И. И. «Газовая сварка и резка металлов».
Прочитав эту книгу, вы получите представление о процессе сваривания, их способах, о свойствах металлов, влияющих на их свариваемость. В учебнике подробно рассматривается технология и техника газовой сварки и резки.



 Литература по электро и газовой сварке
Литература по электро и газовой сварке
- Приведены общие сведения о существующем оборудовании, а также рассмотрены устройство и принцип действия наиболее применяемых установок.
- Рассмотрены виды сварных соединений и швов, а также их обозначения на чертежах.
- Даны подробные характеристики материалам, применяемым при газовой сварке (кислород, ацетилен, карбид кальция), описаны способы их получения.
- В книге Соколова вы найдете требования к подготовке деталей к сварочным работам, режимы и технику выполнения сварных швов.
- Вы сможете ознакомиться с такими видами резки, как воздушно-дуговая, плазменно-дуговая и подводная.
- Довольно подробно расписаны методы и режимы работы со сталями, чугуном и цветными металлами.
https://youtube.com/watch?v=wIkOHmT8Dmg
2.Рыбаков В. М. «Дуговая и газовая сварка и резка»
Книгу дуговая и газовая сварка Рыбаков написал для учащихся профтехучилищ. В ней описаны технология и техника электро и газосварочных работ а также резки металлов. Много внимания автор уделил описанию организации сварочных постов, оборудования с помощью которого выполняются работы.
- Вы узнаете, как устроен сварочный полуавтомат и чем отличается ручная дуговая техника от механизированной.
- Есть в учебнике глава, посвященная сварочным материалам. Здесь дана подробная информация об электродах, плавящихся и неплавящихся, сварочной проволоке и.т.д.
- В учебнике есть сведения о высокопроизводительных видах методах сварочных работ:
- высокопроизводительными электродами;
- сдвоенным электродом или гребенкой электродов, трехфазной дугой;
- особенности получения соединения с глубоким проплавлением;
- лежачим и наклонным электродом.
Приведены данные о режимах дуговой сварки цветных металлов, в том числе и в защитных газах, а также технология механизированного процесса порошковой и самозащитной проволокой
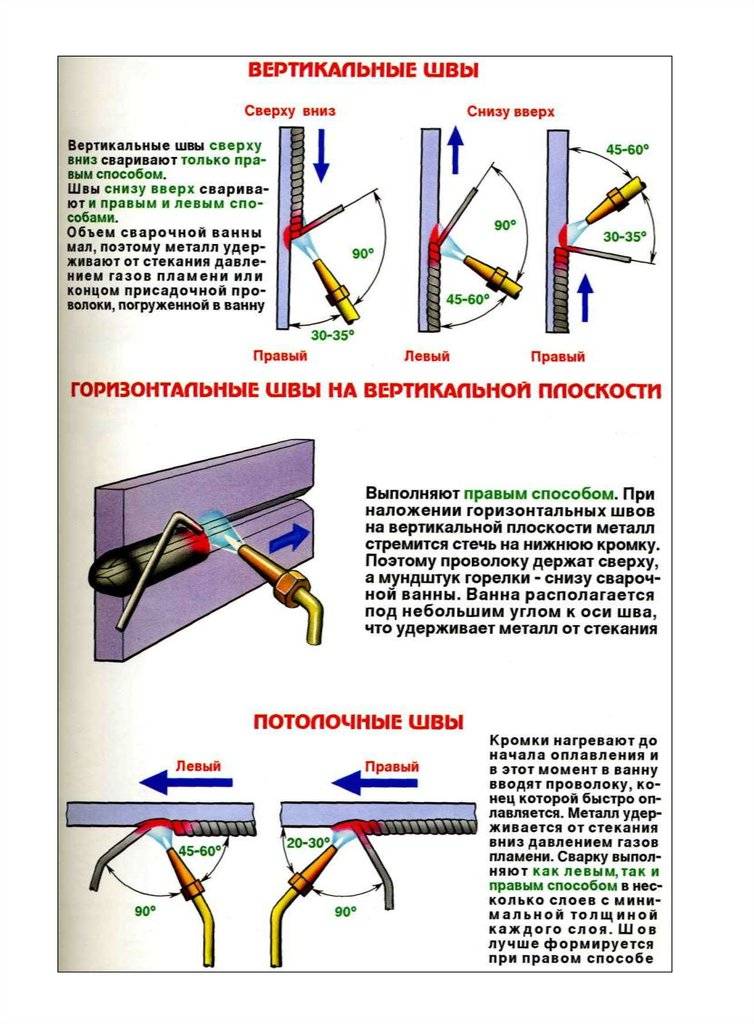
Что немаловажно, в книге содержится рекомендации по выполнению вертикальных, потолочных и горизонтальных швов, сварных точечных соединений. Часть книги посвящена газовой сварке и резке металлов: описаны режимы, сварочные материалы, оборудование
У многих мастеров часто возникает вопрос, как варить нержавейку своими руками правильно и без дефектов.
Что такое «сварка полуавтоматом» и как ее правильно выполнять? Ответ на эти и многие другие вопросы ждет вас в статье.
Хотите научиться варить без вреда для своего здоровья? Интересная информация по https://elsvarkin.ru/texnologiya/vodorodno-kislorodnaya-svarka/ ссылке.
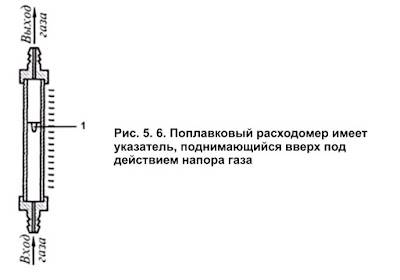
Расходомер
Для обеспечения необходимой скорости истечения защитного
газа используется такое приспособление, как расходомер. В продаже имеются редукторы,
где вместо манометра низкого давления стоит пластиковая трубка. Находящийся
внутри трубки шарик поднимается под напором исходящего газа, и по высоте его
подъема сварщик судит о величине расхода газа.
Если вы такого редуктора не приобрели, то можно на конце
двухкамерного или пропанового редуктора поставить трубку расходомера. Этот
вариант наиболее предпочтителен. Он гарантирует точный подбор расхода газа.
Расходомер представляет собой прозрачную трубку, внутри
которой помещается поплавок. Под давлением исходящих снизу газов поплавок поднимается
и фиксируется на определенном уровне. Расход газа определяется по нанесенной на
трубку шкале. Если шкала отградуирована не на аргон, а на другой газ, то при
расчете расхода аргона применяется поправочный коэффициент.

В случае, если вам не удалось приобрести расходомер, можно
воспользоваться народным средством: откройте вентиль и поднесите наконечник аргоновой
горелки к щеке. По обдуву щеки аргоном можно с достаточной точностью судить о
его расходе. Правда, здесь необходима тренировка.
Вам придется работать
с разными сплавами и разными толщинами металлов, а как раз от этого зависит
скорость истечения аргона. Для каждого типа изделия вам придется находить
оптимальное соотношение между двумя крайними величинами:
1) избыточная скорость истечения аргона и связанный с этим
его перерасход;
2) недостаточная скорость истечения аргона – и
повышенная пористость шва.
При наличии готового редуктора без расходомера его можно дополнить ротаметром (расходомером) 25 Ar/CO2 ДМ. Такие расходомеры имеются в продаже.
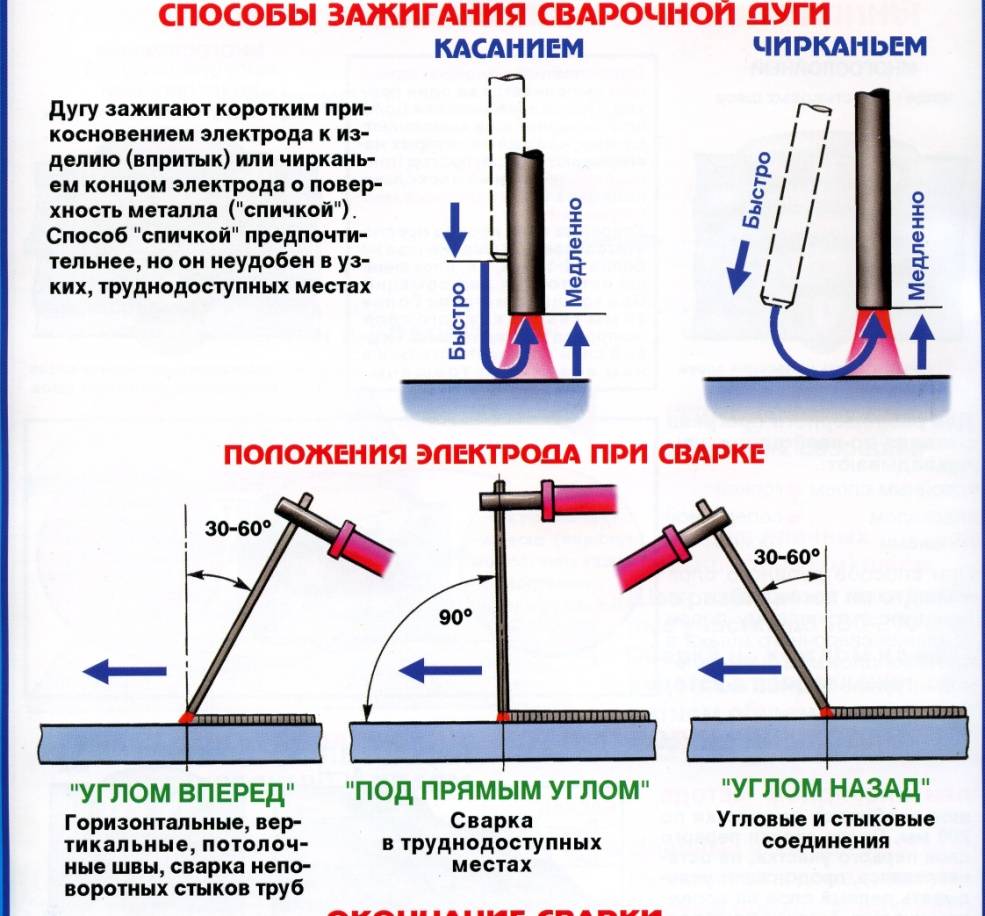
Зажег дуги
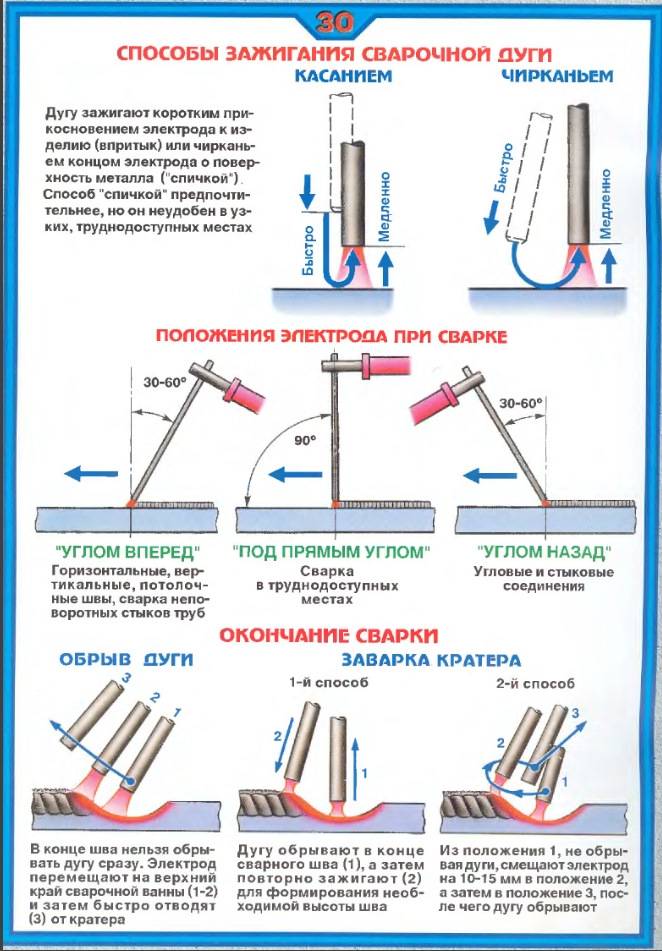
Сварка для начинающих, прежде всего, предполагает умение зажигать дугу, также правильно отрывать электрод от детали после этого. Самоучитель по сварке рекомендует два способа зажигания дуги. Первый из них осуществляется касанием, а второй чирканьем.
Касаются или чиркают поверхность детали, предназначенной для сварки. Можно вначале потренироваться делать это неподключенным к сварочному аппарату электродом. Касание должно быть легким, после чего следует быстро отводить электрод назад. Чирканье напоминает всем известное добывание огня с помощью спичек и спичечного коробка.
Если поджиг дуги производится касанием, то электрод по отношению к поверхности следует держать максимально перпендикулярно, а приподнимать его наверх всего на несколько миллиметров. Быстрое отведение является гарантией того, что электрод не прилипнет к поверхности изделия. Если эта неприятность все же случится, то надо оторвать прилипший электрод, резко отклонив его в сторону. После этого зажигание дуги следует продолжить.
Сварка для чайников рекомендует использовать для зажигания дуги второй способ – чирканьем. Для этого достаточно использовать воображение, представив себе, что чирканье происходит не электродом, а обыкновенной спичкой. В труднодоступных местах этот способ является неудобным, но к начинающим сварщикам это отношения не имеет, поскольку учиться они будут пока на простых соединениях.
К розжигу дуги придется возвращаться еще не раз после того, как электрод полностью сгорит и предстоит его замена на новый.
Поскольку начальная часть шва будет выполнена, то при повторном зажигании придется применить некоторые правила. Вначале сварочный шов надо освободить от шлака, образовавшегося при работе предыдущим электродом. Зажигать дугу следует непосредственно за кратером.
Подготовка к сварке не закачивается розжигом дуги. Затем предстоит формирование сварочной ванны. Для этого электродом придется сделать несколько раз оборот вокруг точки, из которой планируется начать сваривать шов.
Сварочные работы и их обучение включают в себя умение держать дугу после того, как она будет зажжена. Чтобы тренировка прошла удачно, ток на сварочном аппарате следует установить величиной 120 Ампер. Это не только облегчит разжигание дуги, но и снизится вероятность затухания пламени, а также будет обеспечен контроль заполнения сварочной ванны.
Понять, каким образом может происходить контроль ванны, можно, постепенно понижая значение тока. При этом надо увеличить расстояние между концом электрода и деталью для того, чтобы не возникло его прилипание к ее поверхности.
Начинающему сварщику следует быть готовым к тому, что при увеличении длины дуги также увеличится разбрызгивание металла. При сварке длина используемого электрода по мере его сгорания будет неизменно уменьшаться, поэтому для сохранения величины дуги следует его приближать к поверхности изделия на соответствующее расстояние.
Если расстояние станет недостаточным, то металл будет прогреваться плохо и шов получится слишком выпуклым, а края его останутся непроплавленными.
Однако нельзя делать это расстояние и слишком большим, поскольку в этом случае возникнут своеобразные подскоки дуги, что приведет к образованию некрасивого шва с бесформенной формой.
Технология сварочных работ для получения удовлетворительного результата требует выбор правильного расстояния между электродом и изделием. Существует подсказка – оптимальной длиной дуги будет ее размер, не превышающий диаметр электрода, включая его покрытие обмазкой. В среднем это равняется трем миллиметрам.
Как научиться варить ручной электросваркой?
Если нет желания или возможности проходить обучение в профессионально-технических училищах, можно научиться варить сваркой, видео или печатная информация помогут в этом. Ведь самое главное – разобраться, как правильно пользоваться ручной электросваркой и научиться основным приёмам работы.
Прежде всего, начинающему сварщику понадобится сварочный аппарат и электроды. Электродов желательно купить как можно больше (для начинающих лучше использовать электроды диаметром 3 мм), так как их будет испорчено достаточное количество до тех пор, пока начнёт получаться.

Сварка самоучитель – ход выполнения работ:
- Заранее необходимо подготовить ведро воды, так как даже небольшие остатки электрода могут вызвать воспламенение.
- Необходимо закрепить зажим с заземлением на свариваемой детали.
- Проверить, чтобы кабель был надёжно вставлен в держатель и хорошо изолирован.
- Выставить значение силы тока на панели управления сварочного аппарата (мощность тока должна соответствовать диаметру применяемого электрода).
- Пробовать зажечь дугу, установив электрод под углом примерно 60о к изделию.
- Провести электродом медленно по поверхности, а после того, как появится искра, необходимо приподнять электрод примерно на 5 мм от поверхности металла.
- Зазор в 5 мм нужно держать на протяжении всего времени сварочных работ.
Сварка обучающее видео также может помочь научиться наплавлять валик. Дугу при этом нужно плавно перемещать по горизонтали с помощью колебательных движений. Если получится расплавленный металл всё время направлять в центр дуги, то должен получиться в итоге красивый ровный шов.
Технология ручной дуговой сварки
Благодаря поступлению сварочного тока от источника питания к электроду, образуется электрическая дуга. Ручная сварка для начинающих может происходить как с подключением положительного полюса к изделию, так и с подключением отрицательного.
Металлический стержень электрода за счёт действия электрической дуги плавится, и электродный металл, покрытый шлаком, попадает в сварочную ванну, после чего происходит его смешивание с металлом изделия. Так происходит образование сварочного шва.
Обучение сварке (видео) объясняет, куда девается воздух при плавлении электрода. Около дуги и над сварочной ванной образуется газовая атмосфера, из которой впоследствии и вытесняется воздух из сварочной зоны. После удаления сварочной дуги от ванны металл начинает кристаллизироваться, после чего образуется шов, а его поверхность покрывается застывшим шлаком.

Что такое сварочный инвертор и как он работает
Инвертором это устройство назвали потому, что он преобразует переменный ток сети 220 В с частотой 50 Гц, в высокочастотные колебания, а затем — в постоянный ток. При этом устройство имеет высокий КПД: порядка 85-90% и даже при довольно больших нагрузках счетчик «мотает» немного. Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.
Этот небольшой ящик и есть инверторный сварочный аппарат
Большинство инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты и от 380 В). И это — один из их плюсов. Причем, они практически никак на нее не влияют, т.е. не «садят» напряжение. Насчет соседей будьте спокойны: они и не будут знать, что вы занимаетесь сваркой. Второй немаловажный плюс в том, что они более-менее нормально могут работать и при пониженном напряжении. Нужно, конечно, смотреть в характеристиках, но при 170 В большая их часть еще позволяет работать электродом 3 мм
Это очень важно особенно для сельской местности, где низкое напряжение — скорее норма, чем исключение
Что еще хорошо для новичков — что дугу при инверторной сварке и получить и удержать легче. И вообще, по мнению многих варит от «мягче» и дуга у него «легче». Так что хотите научится варить — пробуйте сначала инверторной сваркой.
Сварка титана и его сплавов
Чистый титан из-за невысокой прочности не находит
промышленного применения, в качестве конструктивных элементов используются
сплавы титана.
Титан имеет высокую химическую активность по отношению к
кислороду. Она начинает проявляться при температуре 350°С и выше. Поэтому в процессе
сварки необходимо защищать не только сварочную ванну, но и околошовную зону,
нагревающуюся до температуры свыше 350°С.
Титановые заготовки лучше всего резать механическим
способом, это предохраняет кромку реза от окисления.
Свариваемые кромки промывают ацетоном на ширину 30 мм в
обе стороны, затем зачищают металлической щеткой.
В процессе сварки необходимо защищать обратную сторону
свариваемого металла. Это лучше всего сделать с помощью сопла с насадкой. В
сопло подается аргон со скоростью, указанной в таблице 5. 6.

Защита шва и околошовной зоны будет считаться качественной,
если в зоне стыка отсутствуют следы окисления и металл имеет серебристый цвет.
Допускается изменение окраски шва не темнее светло-соломенного цвета. После
сварки такие участки должны быть зачищены до блеска.
В процессе сварки поперечные колебания электрода
недопустимы, вылет электрода из сопла не должен превышать 5 – 7 мм.
После окончания сварки гасится дуга, а газ подается на шов и
присадочную проволоку до остывания их до температуры 400°С.
В качестве присадочной проволоки используется проволока
марки ВТ.
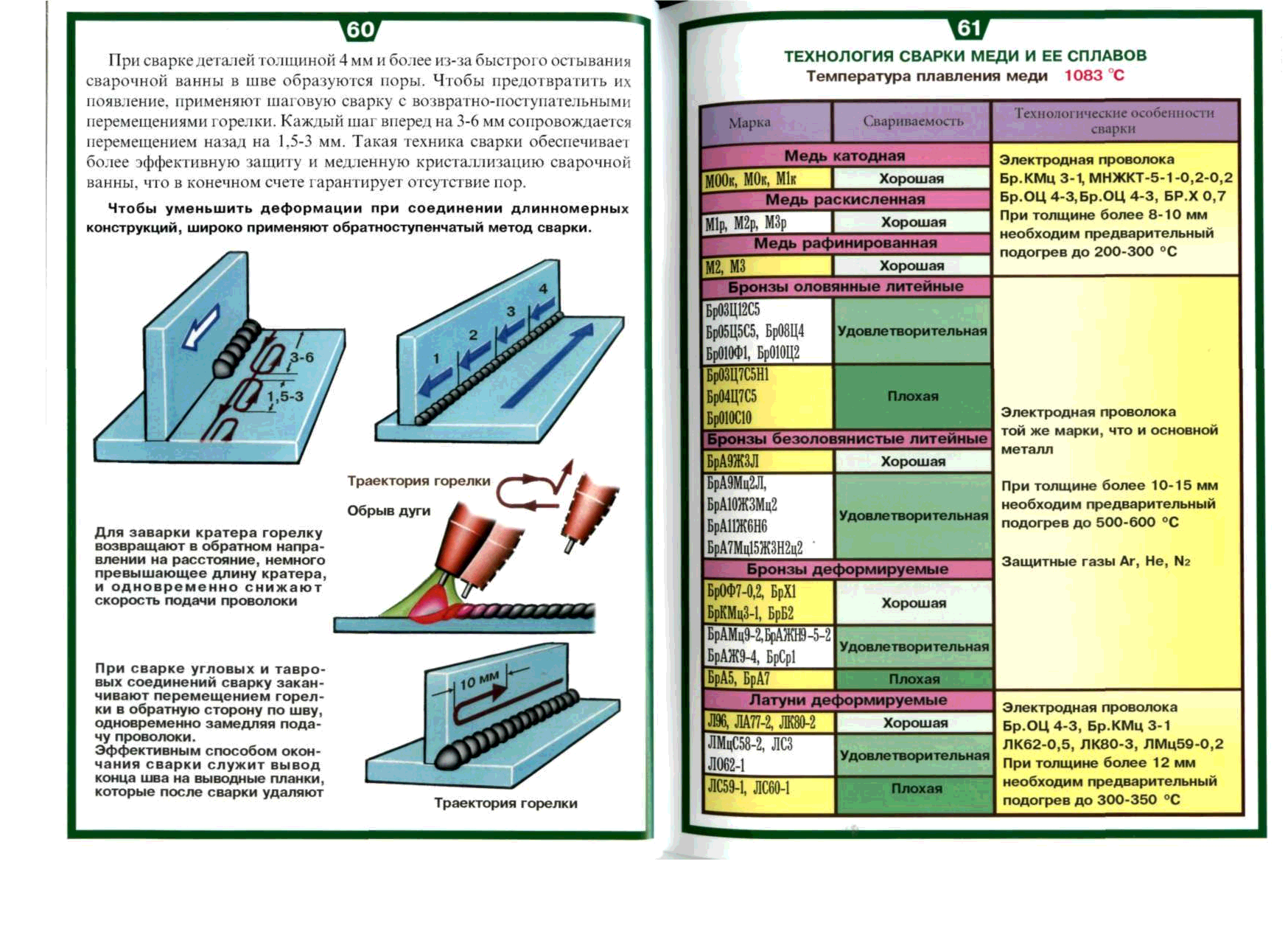
Сварка меди и ее сплавов
Сплавы на основе меди делятся на латуни, бронзы и
медно-никелевые. Наилучшей свариваемостью обладает чистая медь, сплавы же при
сварке могут получаться пористыми. Это связано с выкипанием из расплава легкоплавких
присадок (цинка, олова и других).
Перед сваркой основной металл и присадочную проволоку
обезжирьте ацетоном и очистите до блеска металлической щеткой.
Режимы сварки подберите по таблице 5. 5.
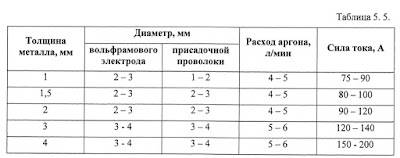
В процессе сварки возможно попадание меди на вольфрамовый
электрод, поэтому присадочную проволоку вводите не в столб дуги, а немного впереди.
В качестве присадочной проволоки при сварке меди можете использовать проволоку
из электротехнической меди, при сварке медных сплавов проволока должна быть
идентична основному металлу.
Пруток медный CuSi3 д.2.4х1000 идеально подходит для пайки сталей и сварки меди и медных сплавов. Использование данного расходного материала позволяет получить прочное и ровное соединение, способное выдержать существенные механические нагрузки. При сварке медных изделий незначительной толщины можно ограничиться применением обычной электротехнической проволоки.
Расстояние конца вольфрамового электрода от обреза сопла не
должно превышать 3 – 5 мм, длину дуги поддерживайте 2 –
3 мм.
Если после сварки шов получился пористый (а это возможно при
сварке медных сплавов), устраните пористость одним из следующих способов:
1) проковка шва молотком до усадки металла и ликвидации пор.
Такой способ применяют там, где основной металл не прогибается под ударами
молотка;
2) лужение поверхности шва оловянно-свинцовым припоем.
Припой надежно закроет все поры.
Разумеется, устранять пористость необходимо только в случае
повышенного требования к герметичности шва.
Особенности сварки тонкого металла
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла
В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата
Чтобы научиться правильно варить и получать красивые швы, необходимо потренироваться.
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
Подготовка к сварочным работам
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.

Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
Костюм из плотной ткани, полностью закрывающий тело, руки и ноги; Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе; Качественное оборудование для сварки; Электроды; Ведро воды для устранения возможных возгораний; Правильно выбранное место для сварки
Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
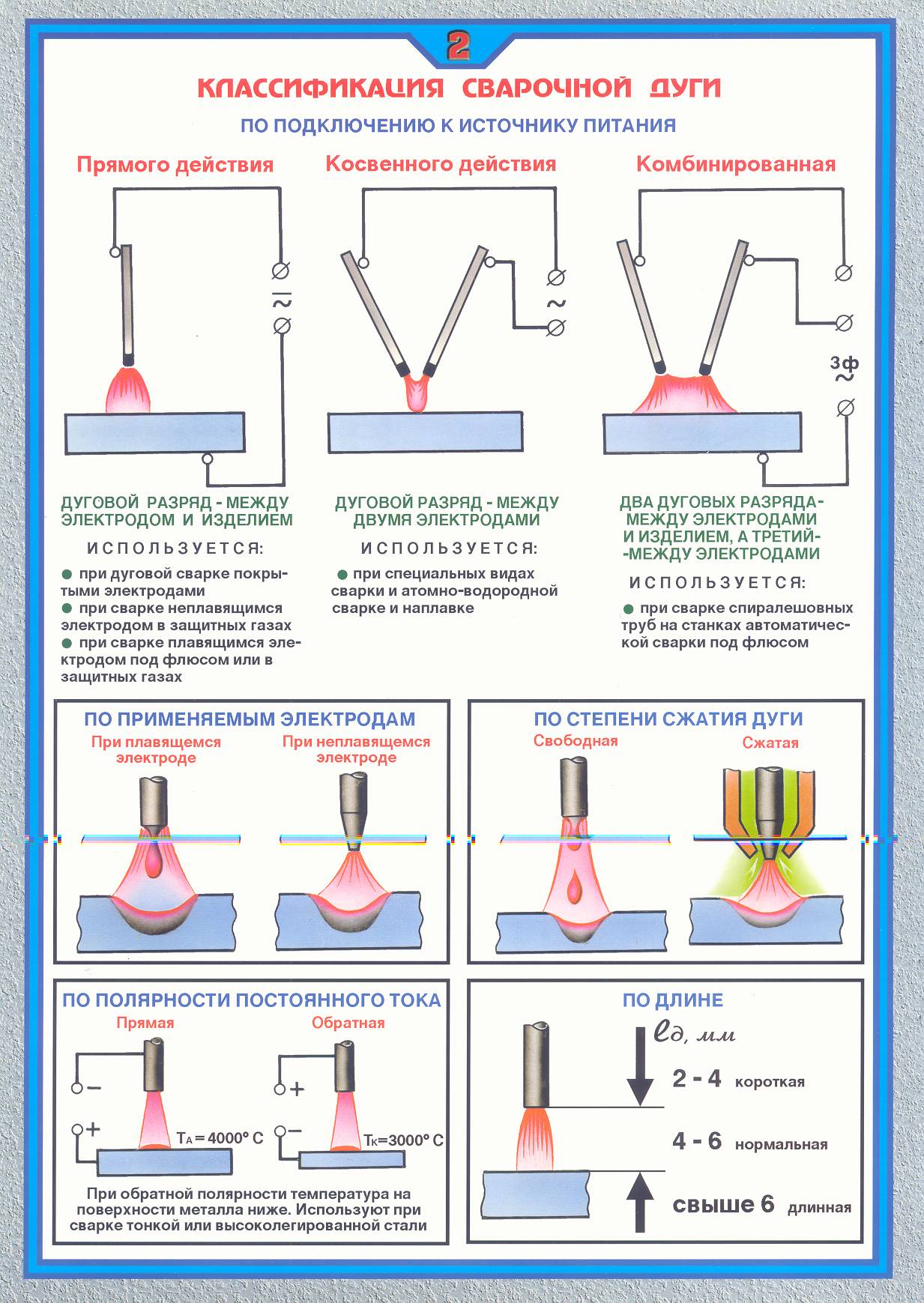
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.


Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Сварка никеля и его сплавов
Никель и его сплавы относятся к категории кислото- и
жаростойких. В промышленности широко применяется технический никель и сплав,
называемый монель-металл.
Сварка никеля затруднена из-за его большой чувствительности
к растворенным газам.
Подготовительные операции перед сваркой проводят такие же,
как и для титана. Также требуется защита обратной стороны шва.
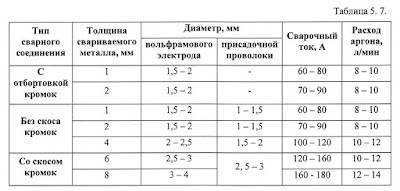
Режимы сварки никеля приведены в таблице 5. 7.
При сварке особое значение имеет выбор присадочной
проволоки. Специально разработанная проволока для сварки никеля
НМцАТЗ-1-1,5-2,5-0,15 обеспечивает получение швов без пор и трещин.
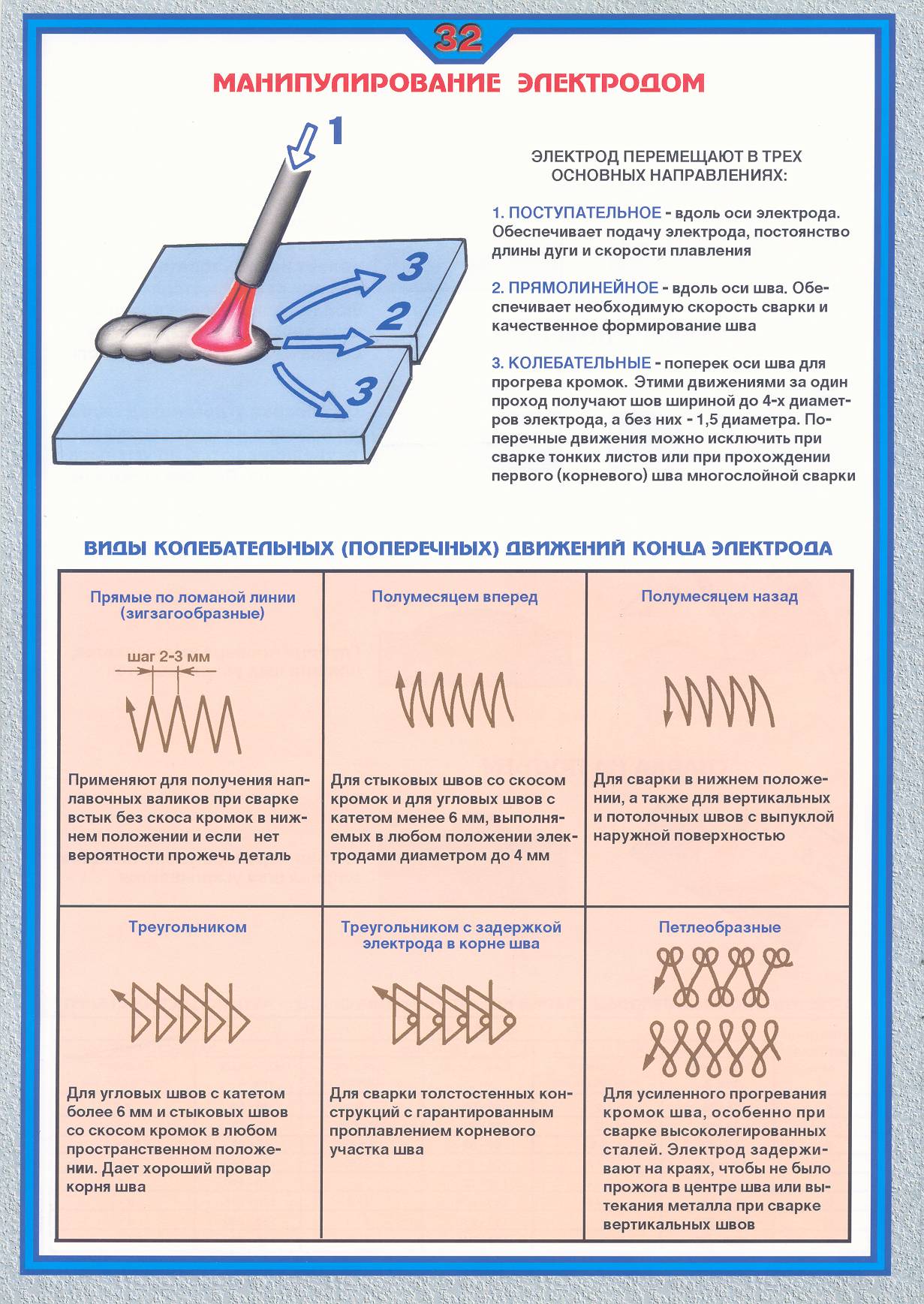
Движения держателем
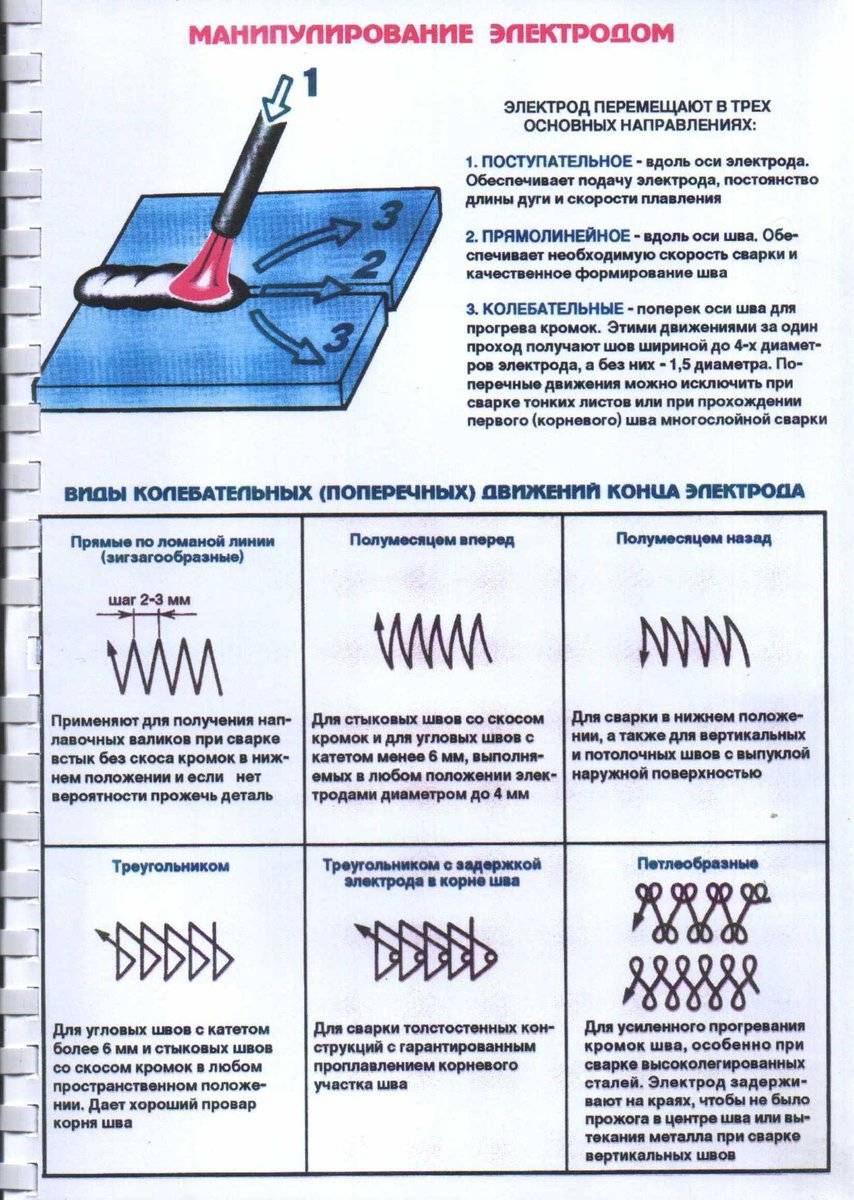
Для необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
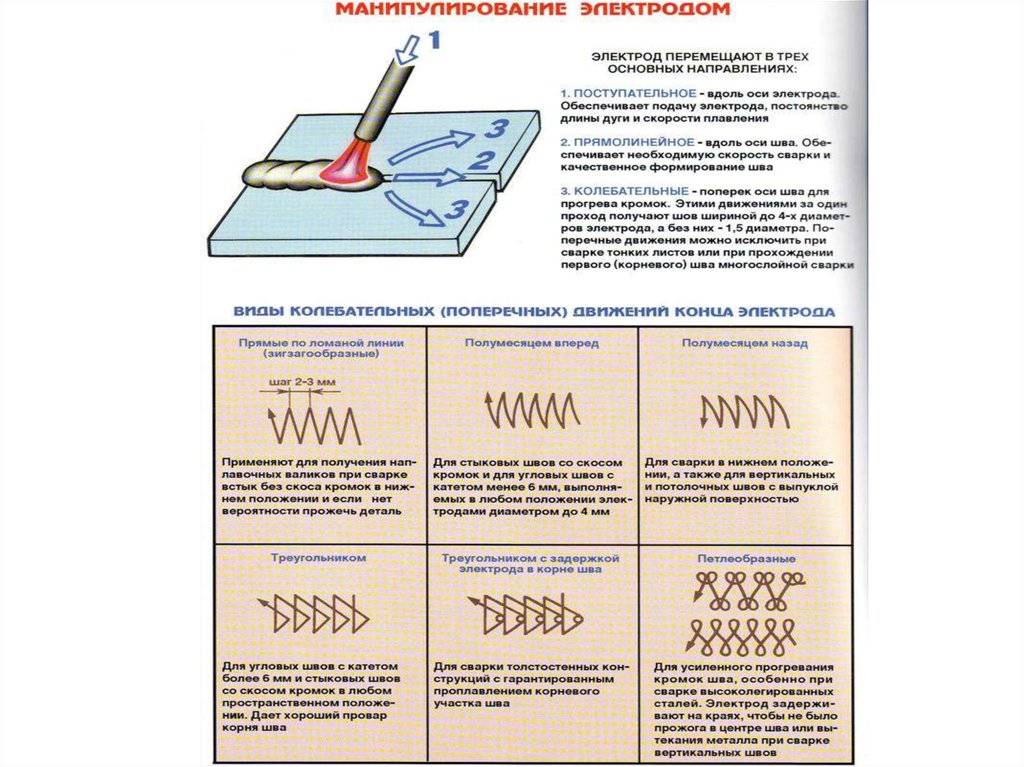
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода
Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Сварка элементов
Уверенно освоив азы сварочного процесса, можно переходить к соединению элементов в единую конструкцию. И здесь тоже есть свои тонкости, связанные с реакцией металла на такое воздействие.
В первую очередь нужно правильно оценивать длину шва и добиваться того, чтобы он не тянул соединяемые детали на стыках. Для этого их обязательно фиксируют в заданном положении с помощью струбцин или другими способами. А чтобы закрепить фиксацию, прихватывают поперечными швами в нескольких местах. И лишь потом обваривают.
Порядок сварки зависит от длины стыка. В одном направлении и в один заход можно варить лишь короткие швы длиной до 300 мм. Если это расстояние больше, необходимо компенсировать возникающие напряжения, накладывая швы небольшими отрезками.
Схемы выполнения швов в зависимости от длины
Не слишком красивые швы по окончании работы можно аккуратно срезать и отшлифовать болгаркой.




