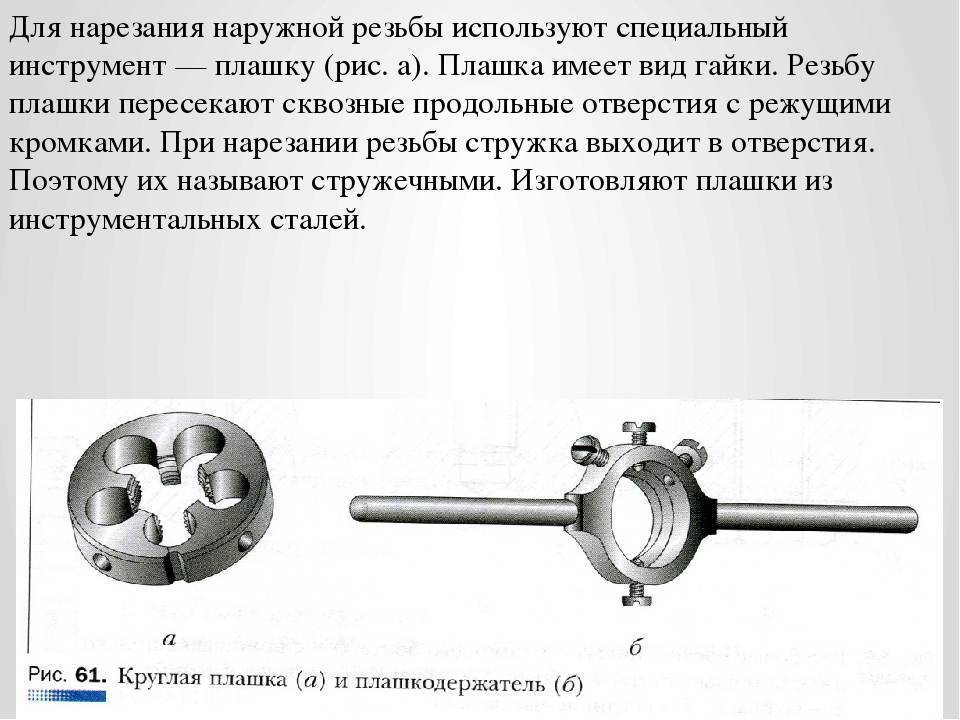
Как нарезать резьбу на трубе своими руками: делаем резьбу
Очень часто во время установки магистралей трубопровода или же в процессе его ремонта необходимо старые трубы менять на новые. Для этого должна производиться нарезка на новых трубах подходящей резьбы.
У опытного мастера вряд ли будут со всем этим проблемы, ведь за годы работы он «набил себе руку» и может сделать все практически без усилий. Тем более, у профессионалов есть все необходимые для этого инструменты.
Что, если это нужно обычному человеку, который не знает, как сделать резьбу на трубе? Услуги сантехника часто имеют чрезмерно высокую стоимость.

Резьба необходима везде
Итак, для начала нужно запомнить, что на трубах всегда нарезается трубная резьба. Кроме этого, не стоит долго думать насчет размеров, ведь во всех квартирах трубы стандартные, и их размеры могут быть равны 1″, 1 1/4″, 3/4″ или 1/2″. Поэтому, для нарезки резьбы своими руками нужно обзавестись плашкой или трубным клуппом.
Как нарезать резьбу на трубе при помощи плашки
Сначала речь будет идти о плашке. Иногда можно услышать, как этот инструмент называют «леркой», хотя последний термин пришел еще со времен СССР. Это достаточно обычный инструмент, который можно приобрести в любом магазине с металлорежущим инструментом.
Но перед тем как идти и покупать себе плашку, стоит узнать размер труб, на которых будет нарезаться резьба. В основном это полдюйма, три четверти или дюйм. Когда размер известен, приобретается обычная плашка с трубной цилиндрической резьбой. На таких инструментах в маркировке имеется буква G, то есть плашка на полдюйма будет иметь маркировку G1/2″. С использованием таких инструментов резьба на трубах будет выполнена правильно.
Поскольку держа в руках плашку, резьбу не накрутить, нужно обзавестись плашкодержателем. Его стоимость может быть равной стоимости плашки, а может даже превышать ее. Если работа будет производиться всего один раз, тогда можно приобрести китайский плашкодержатель, цена которого ниже стоимости отечественного. Если же хочется купить качественный инструмент, тогда лучше заплатить больше денег, но стать владельцем отечественного держателя. Причиной низкой надежности китайской плашки является сырьевой материал силумин.
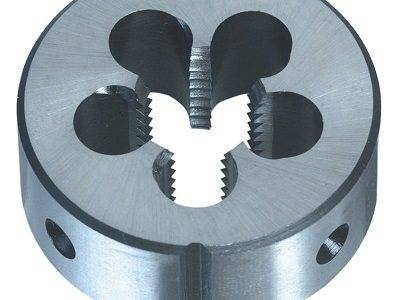
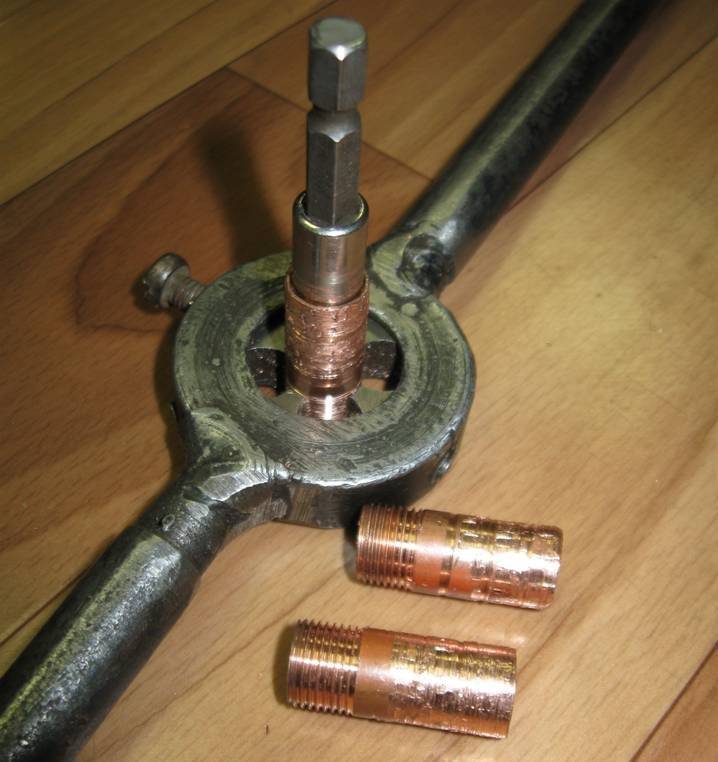
Плашка для нарезки резьбы
Как нарезать резьбу на трубе плашкой – достаточно сложный процесс. По крайней мере, для тех, кто никогда еще такого не делал. Все дело в том, что у плашки отсутствует направляющий, поэтому сразу же ровно нарезать резьбу очень сложно, и ее постоянно «закашивает», чего допускать нельзя. Именно поэтому, если нет опыта нарезания резьбы, то лучше запастись специальным инструментом под названием клупп.
Резьба на трубе при помощи клуппа
Теперь о том, как нарезать резьбу на трубе клуппом.
Этот инструмент является очень удобным. Причем правильно все сделать сможет даже тот человек, который никогда в жизни ничего подобного не делал.
Все очень легко, и причиной легкости является специальная направляющая, которой обладает инструмент. В эту направляющую вставляется труба, после чего человеку остается только крутить клупп, и резьба будет нарезаться самостоятельно почти без усилий.
Чтобы облегчить процесс, можно приобрести специальную трещотку, которая позволит не снимая инструмент, крутить клупп, даже если для этого будет мало пространства.
Если необходимо нарезать резьбу на трубе большого диаметра, то есть от одного дюйма, то лучше обзавестись специальным удлинителем для трещотки. Это сделает рычаг большим, а значит, усилия для нарезки будут меньшими. Кроме всего прочего, когда осуществляется нарезка резьбы на трубах вручную, нужно поливать трубу специальной жидкостью для нарезания резьбы или обыкновенным машинным маслом.
Такой шаг облегчит процесс. Причем этим приемом можно пользоваться при нарезке резьбы в любом материале и любым инструментом, будь то метчик, плашка или клупп. Как видно, нарезка резьбы клуппом существенно облегчает процесс создания резьбы, но в свою очередь, это ведет к повышению расходов.

Электрические машины облегчают труд
Существуют и специальные электрические клуппы, где нарезать резьбу на трубе не требует никаких дополнительных усилий.
Принцип действия такого инструмента полностью совпадает с принципом ручного клуппа, но вместо усилий, прикладываемых человеком, здесь работает электрический двигатель. Таким образом, нарезка резьбы вообще не составит для человека труда, поскольку все, что нужно будет ему сделать, это установить устройство на трубу, предварительно смазав его маслом, и включить электроклупп.
phoenix-master.com
Выполнение трубной резьбы
Методы выполнения резьбы для труб зависят от доступного оборудования, серийности производства и необходимой точности. Так, накатка применяется в основном при выпуске больших серий изделий, поскольку гарантирует высокую производительность, и низкую себестоимость операции.

Способы нарезки резьбы
- Нарезка на токарно-винторезном станке характеризуется высокой точностью и весьма низкой производительностью. Применяется в индивидуальном и мелкосерийном производстве.
- Нарезка плашками и метчиками обладает также невысокой производительностью и осуществляется, как правило, в несколько проходов разным по степени точности инструментом.
- Накатка – это основной промышленный способ, формирование профиля происходит не за счет снятия стружки, а в результате пластической деформации металла накатными плашками. Высокая производительность обеспечивается за счет автоматизации операции снятия и постановки детали на станок.
- Фрезерование резьбы выполняется на специализированных резьбофрезерных станках.
- Литье. Прогрессивные методы литья — литье под высоким давлением и порошковая металлургия — позволяют получать точный и прочный резьбовой профиль прямо на отливке, без последующей механической обработки
В условиях стройки и ремонта доступен, как правило, только ручной способ выполнения.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т.д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.

Инструмент для работы
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:
- льняное масло для стали и латуни;
- скипидар для меди;
керосин — для алюминия.
Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
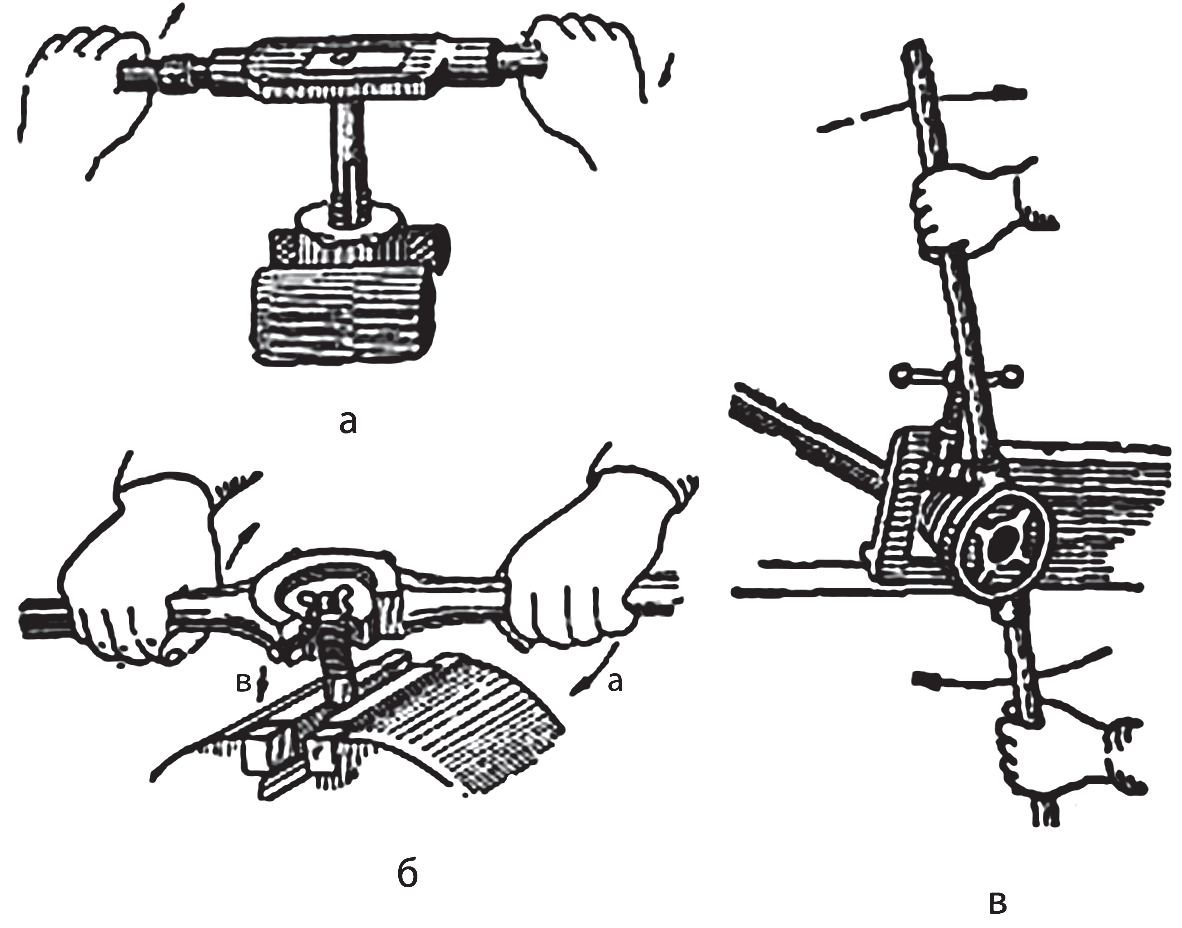
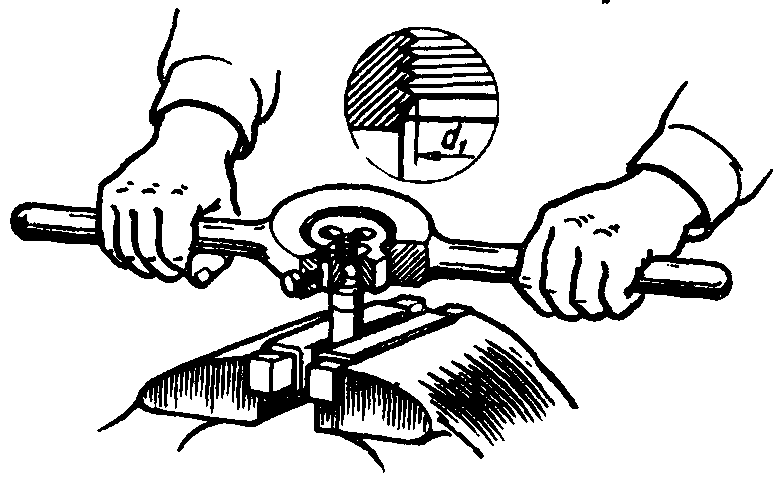
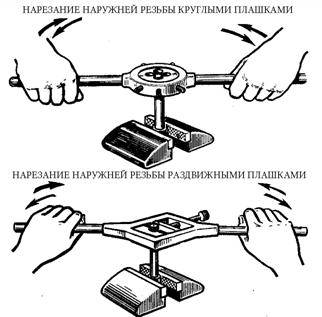
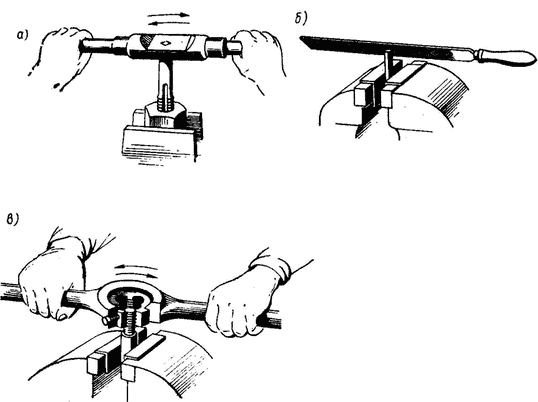
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.







Процесс нарезки в фото
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
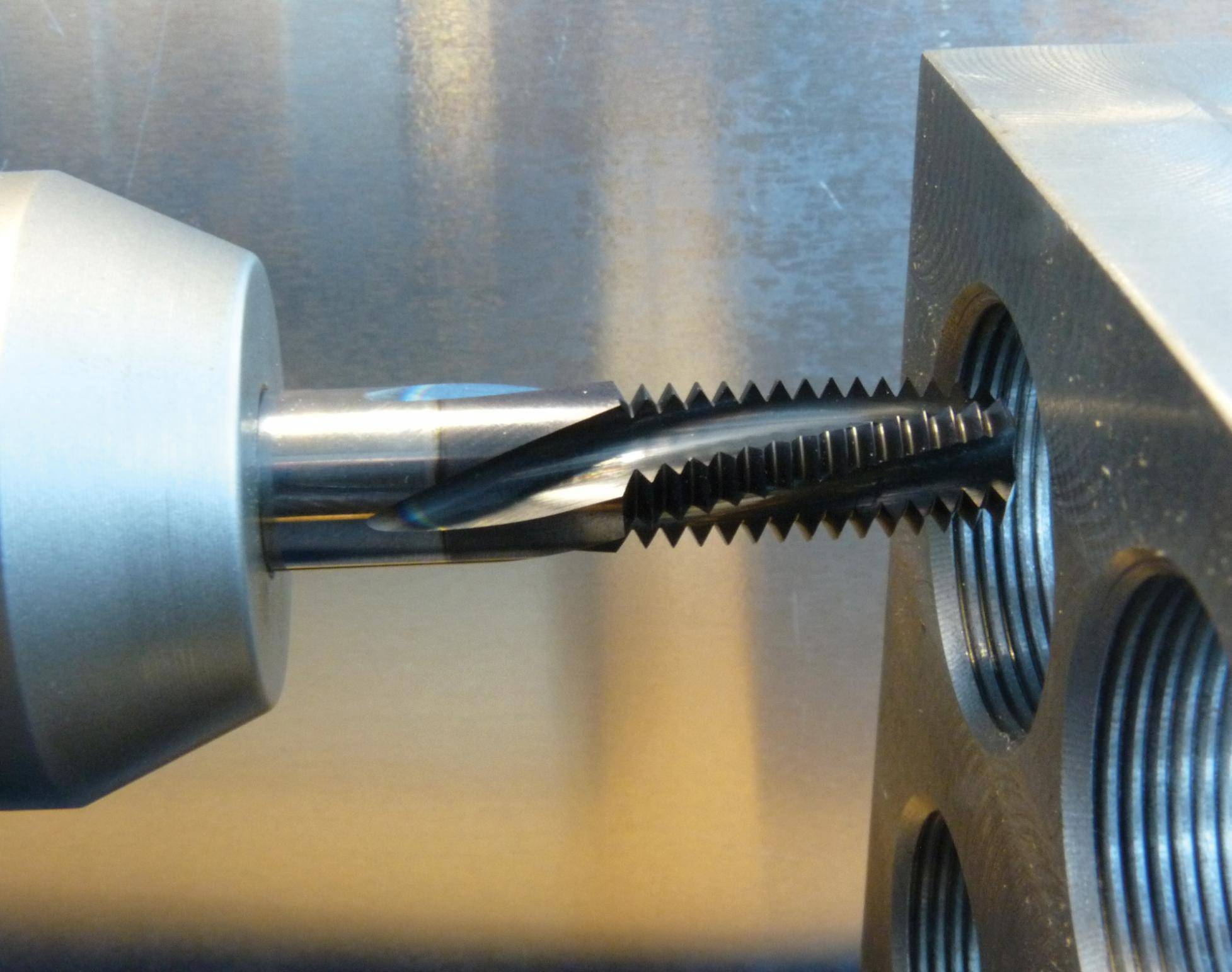
Машинный метчик – для нарезки внутренних резьб на станке
В компании ОПМ вы можете приобрести метчик ручной комплектом из двух инструментов – это черновой и чистовой метчик. Кроме того, возможен вариант левого или правого исполнения
Для того, чтобы определить какой именно ручной метчик перед вами в наборе, следует обратить внимание на маркировку инструментов: черновой – одна риска возле хвостовика, чистовой — три риски
Работы ручными метчиками производятся по следующему алгоритму: основная резьба режется черновым метчиком. Он имеет коническую форму, первые витки сточены. Далее осуществляется проход чистовым инструментом. Соответственно, у этого ручного метчика заборная рабочая часть не сточена, что позволяет выполнить полную резьбу.
Стоит отметить некоторые особенности конструкций рассматриваемого инструмента. Так, диаметры метрической резьбы могут иметь несколько шагов. Ручной метчик того или иного типа применяют в зависимости от поставленных задач:
- Метчик ручной с основным шагом резьбы. Такое изделие применяется в машиностроительной отрасли, там, где требуется повышенная износостойкость и обработка большого количества деталей;
- Метчик ручной с мелким шагом резьбы. Применяется этот инструмент для обработки регулировочных крепежных элементов, а также для работ с тонкостенными деталями, обладающими малой длиной свинчивания. Конструкция такого метчика имеет меньший угол подъема и высоту профиля;
- Метчик ручной с особо мелким шагом резьбы. Используется довольно редко для проведения каких-либо индивидуальных работ. В основном такой инструмент изготавливается на заказ. Однако если для ваших нужд требуется именно такой элемент, то мы готовы выполнить его в любых объемах по вашим эскизам и параметрам.
Метчик машинно-ручной комплектный правый и левый вариант:
| Размер резьбы | Основной шаг |
| M3 | 0,50 |
| M4 | 0,70 |
| M5 | 0,80 |
| M6 | 1,00 |
| M8 | 1,25 |
| M10 | 1,50 |
| M12 | 1,75 |
| M14 | 2,00 |
| M16 | 2,00 |
| M18 | 2,50 |
| M20 | 2,50 |
Примечание: размер резьбы от 1 до 56 мм. Шаг резьбы от 0,2 мм до 5 мм.
Назад в раздел
Использование клупповых плашек
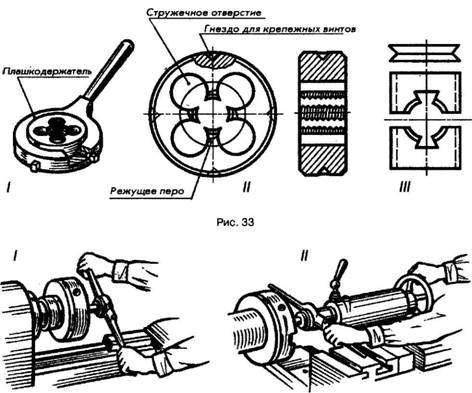
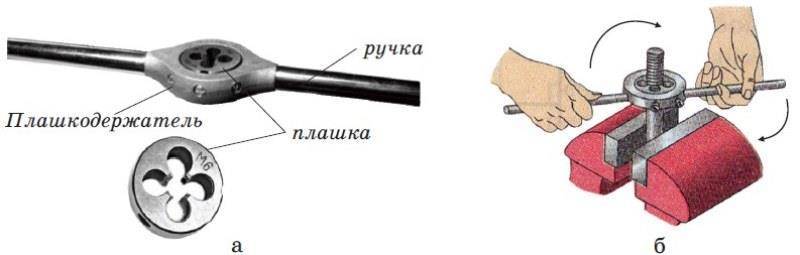
Клупповая плашка состоит из корпуса. В нем в специальных гнездах закреплены 4 резца. На корпус устанавливается крышка, которая крепится винтами. Получается закрытая режущая головка. Клупп оснащен хвостовиком, длина которого обеспечивает центрирование устройства на трубе. Хвостовик имеет шлицы для обеспечения вращения головки с помощью трещотки или газового ключа.
Нарезка резьбы клуппом выполняют следующим образом:
- трубу фиксируют в зажиме;
- плашку устанавливают в держатель, край трубы вставляют в направляющую;
- смазывают техническим маслом место нарезания резьбы;
- вращают режущую головку.
Периодически проворачивают клупп против движения для удаления стружки. Используют такой вариант – три поворота вперед, один назад. Клупп является удобным приспособлением для нарезки резьбы на водопроводных трубах своими руками.
Резьбы применяемые в быту
При строительстве домов и ремонте квартир самой распространенной дюймовой трубной резьбой являются:
- ½ и ¼ — с шагом 14 витков/дюйм (или с шагом 1,814 мм)
- а также:1, 1¼, 1½, 2 с шагом 11 витков/дюйм (или с шагом 2,309 мм)
Реже применяется сантехническая круглая резьба, или профиль Эдисона.
Шаг в 11 витков/дюйм сохраняется на трубах диаметром от 2 до 6 дюймов.

Трубная цилиндрическая резьба
Труба в ½ — это основной диаметр для внутридомовой и внутриквартирной разводки, она обеспечивает достаточный напор воды из магистрали, большинство смесителей для ванн, унитазов, душевых кабин, стиральных и посудомоечных машин рассчитано именно на этот присоединительный размер. Трубы ¼ дюйма применяют для последних метров разводки к сантехническим приборам, не требующим большого напора и расхода, например, смесители для раковин. Трубы ¾ дюйма применяют на вводе в квартиру или на раздающем коллекторе насосной станции локальной системы водоснабжения. Трубы в 1 и в 1 ½ дюйма применяются намного реже, при строительстве больших коттеджей, оснащенных бассейнами.
Плашки – обзор разновидностей приспособлений и основные характеристики (100 фото)
Если вы просматриваете различные фото плашек, то наверняка вам уже известно о том, что при помощи плашки для нарезания любой резьбы без проблем можно создать желаемую спираль, например, с внешней стороны какой-либо трубы. В зависимости от ваших возможностей, процесс можно выполнять или вручную, или на подходящем станке.
Для того чтобы по-настоящему освоить механизм этой операции, лучше изучить самостоятельно различную информацию о данном инструменте.
Основные характеристики плашки резьбонакатного типа
В последние пару лет позиции лидера при выполнении данной разновидности работ бесспорно занимает плашка, хотя известная многим лерка в свое время была также одним из инструментов, к которому обращались достаточно часто.
Однако прогресс не стоял на месте, и по этой причине на сегодняшний день эти два популярных приспособления объединены воедино и инструмент называется уже одним словом – плашка.
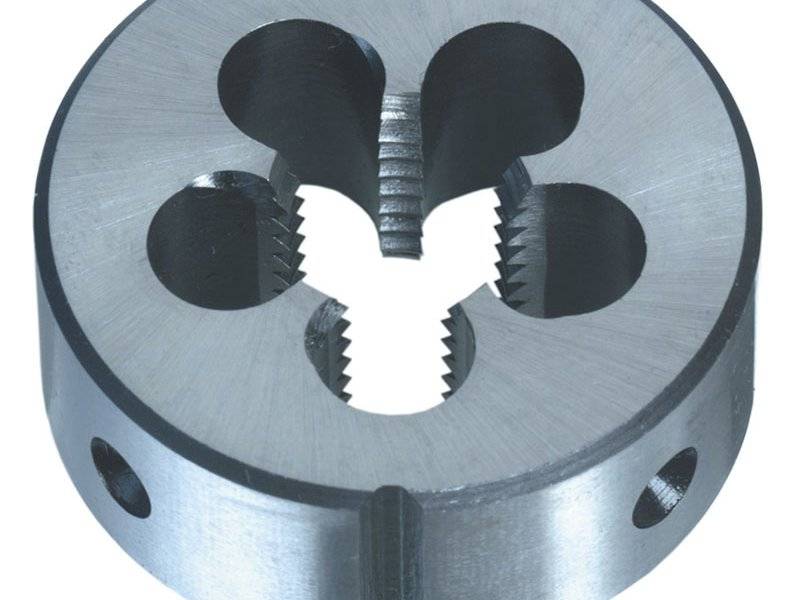
Внешне они достаточно сильно похожи на самые простые закаленные гайки с дополнительными осевыми отверстиями, которые образуют дополнительно режущие кромки
На всех устройствах есть от трех до шести стружечных отверстий, имеющих особую важность при отведении в сторону стружки
Разновидности приспособлений
Рассматривая набор плашек несложно обратить внимание на то, что они отличаются друг от друга рядом показателей. Основным критерием является конструкция
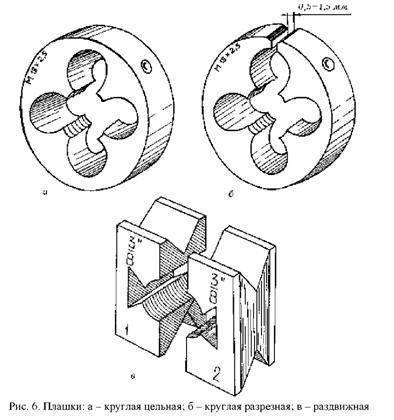
Именно в зависимости от данного признака можно найти три типа плашек: разрезные, полную противоположность – цельные, а также раздвижные плашки, которые многие сейчас называют клупповыми
Основным критерием является конструкция. Именно в зависимости от данного признака можно найти три типа плашек: разрезные, полную противоположность – цельные, а также раздвижные плашки, которые многие сейчас называют клупповыми.








В зависимости от геометрической формы инструмент бывает не только круглым или квадратным, но также и призматическим, хотя намного реже, нежели первые два типа.
Кроме вышеперечисленных, есть также приспособления из дерева, однако они не являются нарезным инструментом, так как по сути представляют собой некую болванку-кругляш.
Формы, конструкции инструмента для нарезания резьбы
Если вы хотите, чтобы резьба получилась по-настоящему высокого качества, то в таком случае нет лучшего инструмента, чем цельная плашка. Стоит отметить, что различные виды плашки вполне могут быть в том числе и цельными. Отличного результата удается добиться, благодаря достаточно высоким показателям жесткости используемого материала.
Несмотря на множество положительных качеств, у инструмента есть и существенный минус, который заключается в небольшой износостойкости.
Модели разрезного типа используют чаще всего, когда нет необходимости в высокой точности. Такие приспособления обычно при эксплуатации немного пружинят, а в итоге получается, что резьба даже изменяется в диаметре.
Минусом является малая жесткость, которая отражается в первую очередь сразу же на качестве выполняемых работ, когда на выходе получается не совсем чистая резьба.
Левая плашка и различные специализированные модели
Кроме традиционных плашек очень часто в руках профессионалов можно увидеть специальные приспособления, при помощи которых можно добиться максимально точной резьбы. Они встречаются нескольких видов:
- Трубные;
- Левые;
- Метрические;
- Трубные канонические и многие другие.
Плашка метрического типа используется в тех случаях, когда необходима метрическая резьба. Абсолютно все измерения происходят тогда в миллиметрах.
Левые плашки используются в тех случаях, когда требуется левая резьба, что вполне логично. Работы такие встречаются достаточно редко, однако несмотря на это, специализированные инструменты все же существуют и даже пользуются спросом, что неудивительно, ведь в целом нарезание резьбы метчиками и плашками с каждым годом все больше набирает популярность среди профессионалов своего дела.
Освоит ли новичок резьбу плашкой с первого раза сложно сказать, поскольку здесь все зависит от его первоначальных навыков. Стоит иметь в виду, что для плашек различного типа, есть свои нюансы в работе.
Конечно у всех схожий принцип, поэтому освоив один из инструментов, вполне вероятно, что на работу с любым другим придется затратить намного меньше времени, а результат будет исключительно высокого качества.
Особые методики нарезки
Резьба трубного цилиндрического типа, которую относят к дюймовому характеру (как внутренняя, так и наружная), может быть нарезана как механическим, так и ручным способом.
Процесс нарезания резьбы с помощью ручного инструмента, в качестве которого стоит применять метчик (для внутренней) либо плашки (для наружной), используется сразу в несколько шагов.
- Обрабатываемую трубку нужно зажать в тисках, а применяемый инструмент стоит фиксировать в воротке (метчик) либо плашкодержателе (плашка).
- Плашку стоит надеть на один конец трубы, а метчик вдеть во внутреннюю часть.
- Применяемый инструмент вворачивается в трубу либо навинчивается на неё одним концом при помощи специального вращения воротка либо плашкодержателя.
- Чтобы результат работы получился наиболее чистым и качественным, стоит провести процедуру нарезания в несколько частей.
Делаем резьбу своими руками
Подготовка
Перед тем, как нарезать резьбу на трубе своими руками, необходимо провести ряд подготовительных работ:
- отрезать кусок трубы нужного размера. Если производится замена какого-либо участка трубопровода, то требуется аккуратно вырезать трубу, пришедшую в непригодность;
Срез трубы должен быть перпендикулярен ее стенкам. В противном случае резьбовое соединение будет не надежным.
- участок трубы, где будет нарезаться резьба, очищается от краски, ржавчины и так далее. Все посторонние отложения мешают проведению работы;
- с конца трубы снимается фаска для облегчения работы плашки.

Начальный этап нанесения резьбы
Нарезаем наружную резьбу клуппом
Нарезка резьбы на трубе клуппом проходит следующим образом:
- подбирается клупп соответствующего диаметра. Для корректного подбора оборудования применяется штангенциркуль;
- внутренняя поверхность клуппа и подготовленный участок трубы обрабатываются машинным маслом;
- клупп вставляется в металлическую трубу, облегчающую работу по его вращению. Держатель входит в набор для нарезки резьбы на трубах;
- если происходит первоначальная сборка трубопровода, то труба фиксируется в тисках. Если нужно нарезать резьбу на водопроводной трубе при реконструкции водопровода или иной инженерной системы, произвести нарезку можно непосредственно на установленной трубе;
- клупп устанавливается на подготовленную трубу и начинается его вращение, то есть процесс нарезки резьбы.
Сделав несколько поворотов вокруг трубы необходимо отвести клупп в обратном направлении приблизительно на 90º. Это позволит удалить с будущей резьбы снимаемую стружку.

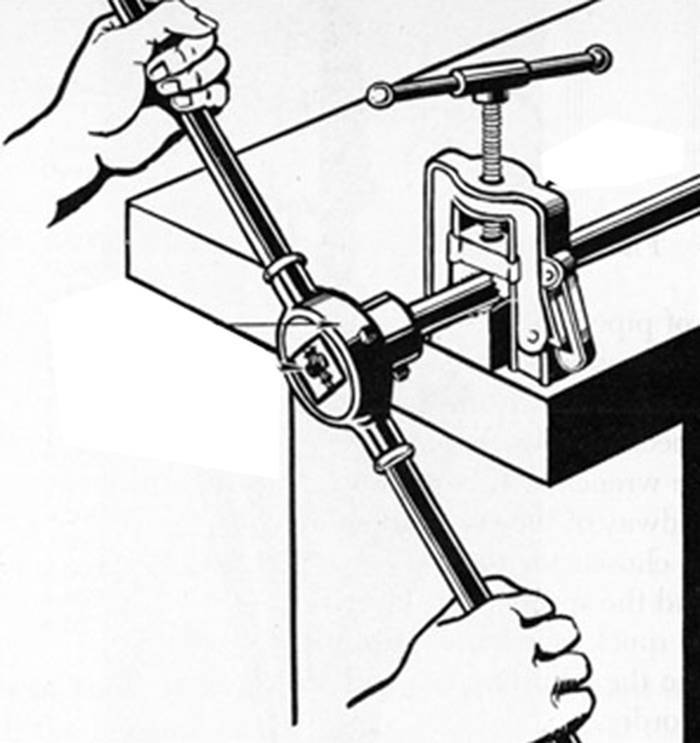
Изготовление резьбы при помощи клуппа
После окончания резки масло необходимо полностью удалить.
Наглядно посмотреть на процесс нарезки резьбы клуппом можно на видео.
Нарезка резьбы плашкой
Плашка для нарезания резьбы на трубах может быть:
- круглой формы. Для нанесения резьбы на трубы различного диаметра используются отличные по размерам плашки;
- раздвижной. Использование такой плашки помогает в нарезании резьбы на трубах различных диаметров. Для раздвижной плашки применяется специальный держатель.
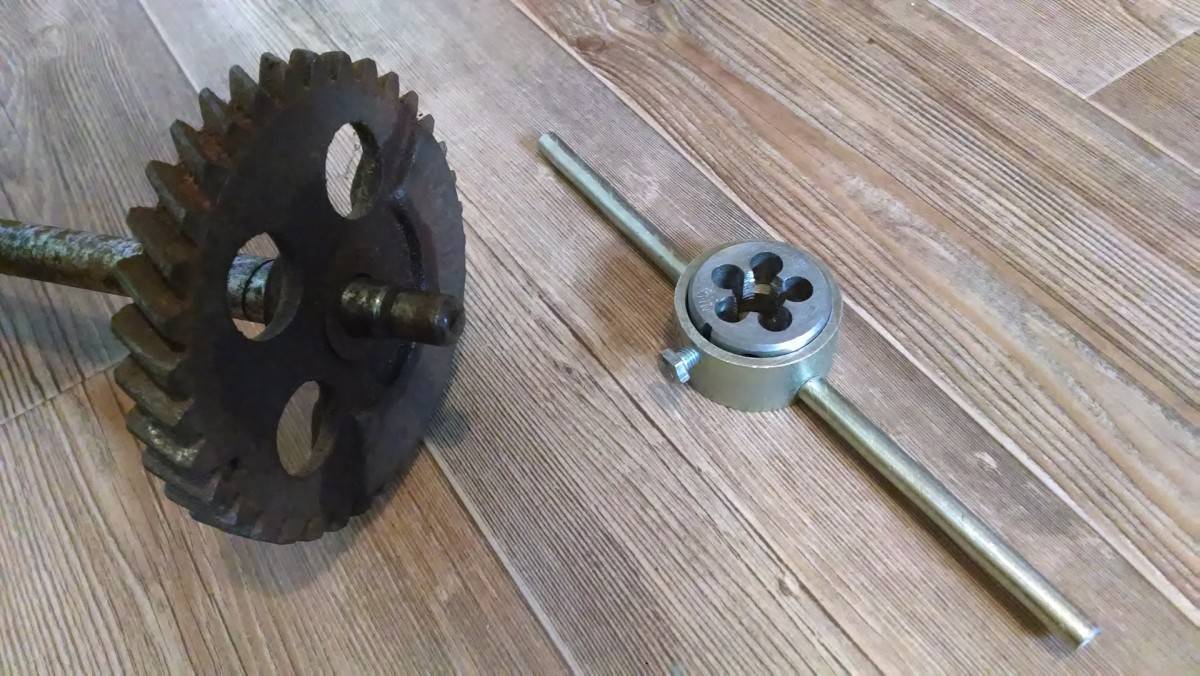
Различные плашки для нанесения резьбы
Плашки для нарезания резьбы на трубах используются более часто, так как имеют меньшую стоимость.
Перед тем, как нарезать резьбу на трубе плашкой (леркой), нужно подготовить трубу описанным выше способом. Затем можно проводить саму процедуру по следующей схеме:
- при помощи штангенциркуля подобрать нужную по диаметру плашку;
- смазать внутреннюю часть лерки и поверхность трубы любым доступным материалом;
- закрепить плашку в специальном держателе. Лерки для нарезания резьбы на трубах должны быть прочно закреплены в держателе. В противном случае резьба получится неровной, что приведет к образованию течи в месте соединения;
- плашкодержатель вращается в нужном направлении. После нескольких витков необходимо, как и предыдущем случае, избавиться от скопившейся стружки. Для этого инструмент немного поворачивается в обратном направлении;
- после нанесения резьбы труба и используемый инструмент очищаются от смазки.
На начальной стадии используются черновые плашки, которые четко прорезают трубу, но не дают большой точности резьбы. Окончательная нарезка производится чистовой плашкой.
Нанесение резьбы при помощи лерок
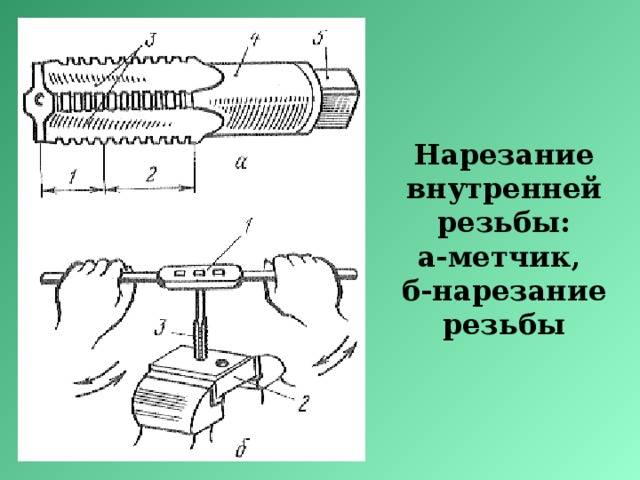
Нарезаем внутреннюю резьбу
Чтобы сделать внутреннюю резьбу, требуется:
- подготовить отверстие. Оно должно быть чистым и не содержать никаких покрытий и посторонних отложений. Отверстие смазывается;
- подобрать метчик по диаметру;
- установить метчик в отверстие, при этом следует соблюдать вертикальность нарезного оборудования. Начать вращение метчика по часовой стрелке.

Процедура нарезки резьбы внутри трубы
Для нанесения внутренней резьбы требуется использовать два метчика: черновой и чистовой. Черновой метчик удаляет около 70% стружки, а чистовой оставшиеся 30%.








Резьбу на металлической трубе можно сделать своими руками. Для этого потребуется покупка специального инструмента и небольшое количество времени. Проведение работы доступно не только для профессионалов, но и для простых пользователей.
Метчики для нарезания резьбы – виды, таблица размеров, требования ГОСТ 3266-81
по ГОСТ 19265.
Современные методы и технологии позволяют изготавливать метчики не только из твердого сплава различных марок, но и из порошковой быстрорежущей стали методом спекания.
Твердосплавные метчики имеют высокую твердость, износостойкость, красностойкость, жаропрочность, способны работать на максимальных скоростях резания и с высокой производительностью, но иногда им не хватает прочности (ведь чем выше твердость, тем ниже прочность), именно в этих случаях применяют метчики из порошковой быстрорежущей стали, имеющих высокую прочность и практически такие же характеристики как у твердого сплава.
Применение СОЖ в процессе обработки метчиками
Применение СОЖ (смазочно-охлаждающая жидкость) во время операции резьбонарезания является эффективным способом воздействия на стойкость инструмента, качество получаемой резьбы и увеличение производительности.
Обычно в качестве СОЖ применяют масло или эмульсию при обработке сталей, нержавеющих сталей. При обработке жаропрочных сплавов в СОЖ состоит из 60% сульфофрезола и 15% олеиновой кислоты. Для обработки легких сплавов в качестве охлаждения применяют керосин. Для обработки нержавеющих сталей – масло.
На современных обрабатывающих центрах и станках с ЧПУ применяют подвод СОЖ через инструмент. А также охлаждение воздухом, масляным туманом или инновационное криогенное охлаждение (двуокисью азота NO2) через специальные патроны. Современная технология охлаждения инструмента предназначена для обработки титана, никелевых сплавов и листов гофрированной стали. Значительно повышается стойкость инструмента и качество обработки композиционных материалов.
Метчики подразделяются по классу точности

рис. 11 — классы точности метчиков

рис. 12 — поле допусков для метчика
Стандарты резьбовых соединений для трубопроводов
Государственными стандартами нормируются такие виды, как метрическая, трубная цилиндрическая, трубная коническая, известны некоторые нестандартные виды, которые в домашнем обиходе не применяются.
Метрическая
Это самый распространенный вид. Ее параметры определяет ГОСТ 9150-81. Свое название получила из-за использования метрической системы в характеристиках. Диаметр дается в миллиметрах. Имеет треугольную форму и постоянный угол профиля 600. Обозначение метрической резьбы начинается с заглавной буквы М, далее указывают диаметр в мм, к примеру, М20.
Метрическая резьба имеет крупный шаг и несколько мелких. Крупный шаг в обозначении не указывается, его размер соответствует диаметру. Мелкий шаг составляет определенную величину, которая приводится в обозначении. Метрическая резьба чаще правосторонняя, если используется левосторонний вариант, в обозначение добавляются буквы LH.
Примеры обозначения: М20 – правосторонняя, метрическая, диаметр 20 мм, шаг 2,5 мм; М20х0,5-LH – левосторонняя метрическая, диаметр 20 мм, шаг 0,5 мм.
Трубная цилиндрическая

В российской системе стандартов нормируется ГОСТ 6357-81, по международному стандарту имеет обозначение BSPP. Все размеры указаны в дюймах. Трубная резьба нарезается на фитингах, кранах, гайках и другой сантехнической арматуре.
Основные характеристики трубной цилиндрической резьбы:
- для обозначения используется буква G;
- размер условного прохода измеряется в дюймах;
- угол наклона профиля равен 550;
- четыре значения шага, величина которого соотносится с определенным диаметром;
- наибольший диаметр трубной резьбы 6 дюймов, трубы большего размера соединяются сваркой.
Предлагаем вашему вниманию таблицу соответствия параметров трубной резьбы.
Таблица 1
| Диаметр условного прохода в дюймах | Шаг, мм | Наружный диаметр, мм | Внутренний диаметр, мм |
| 1/8 | 1,814 | 9,73 | 8,57 |
| 1/4 | 13,15 | 11,45 | |
| 3/8 | 16,66 | 14,95 | |
| 1/2 | 20,95 | 18,631 | |
| 5/8 | 22,91 | 20,587 | |
| 3/4 | 26,44 | 24,12 | |
| 7/8 | 30,20 | 27,88 | |
| 1 | 2,309 | 33,28 | 30,29 |
| 1 1/8 | 37,89 | 34,94 | |
| 1 1/4 | 41,91 | 38,95 | |
| 1 3/8 | 44,32 | 41,36 | |
| 1 1/2 | 47,80 | 47,85 | |
| 1 3/4 | 53,75 | 50,79 | |
| 2 | 59,61 | 56,66 |
В таблице приведены наиболее часто используемые диаметры дюймовой резьбы для трубопроводных систем.
Обозначение G 1 1/4“ расшифровывается следующим образом – трубная цилиндрическая резьба правосторонняя, диаметр условного прохода один дюйм с четвертью. В обозначении возможно присутствие букв А, В, С, которые указывают на класс точности исполнения, LH – левосторонняя.
Трубная коническая

Нормируется ГОСТ 6211-81, международный стандарт BSPT. Характеристики такие, как у цилиндрической резьбы, нарезается на конусе с уклоном 1:16. Обеспечивает плотное герметичное соединение отдельных узлов системы трубопроводов. Наружная резьба имеет обозначение R, внутренняя – Rс. После буквенной аббревиатуры следует размер условного прохода в дюймах.
Классификация плашек
Классифицируются плашки по такому признаку, как форма на :
- трубчатые;
- квадратные;
- круглые;
- шестигранные.
Кроме этого они могут иметь различную конструкцию корпуса:
- цельную;
- раздвижную;
- разрезную.
По способу нарезки резьбы:
- для круглой резьбы они должны изготавливаться по ГОСТ 13536–68;
- для нарезания цилиндрической резьбы на трубах — ГОСТ 9740–71;
- для конической резьбы должны соответствовать ГОСТ 6211–81;
- для дюймовой и метрической резьбы, соответственно — ГОСТ 6111–52 и ГОСТ 9150–81.
Самыми распространёнными плашками являются изделия круглой формы. С их помощью можно нарезать резьбу за одно прохождение, а не за три-четыре, что присуще для раздвижных плашек. Но работать с ними можно только в том случае, когда к резьбе предъявляются требования по второму кассу точности. С их помощью можно нарезать резьбу с крупным шагом в метрическом измерении, можно и с мелким шагом, сделать трубную резьбу, дюймовую резьбу. Если требования к резьбе очень высокие, то такие плашки не подойдут, так как при их изготовлении ее рабочая часть поле термообработки не проходит процесс шлифовки.
От того, какой диаметр стружечных отверстий и размер нарезаемой резьбы, зависит ее наружный диаметр. Чем больше отверстия, тем лучше происходит отвод стружки, что в свою очередь уменьшает вероятность выхода из строя режущих кромок. При этом стоит учитывать, что чем больше стружечные отверстия, тем больше ее наружный диаметр. Поэтому для изготовления таких плашек требуется не только больше исходного материала, так и всех дополнительных комплектующих деталей, которые требуются для их крепления — воротков и различных патронов.
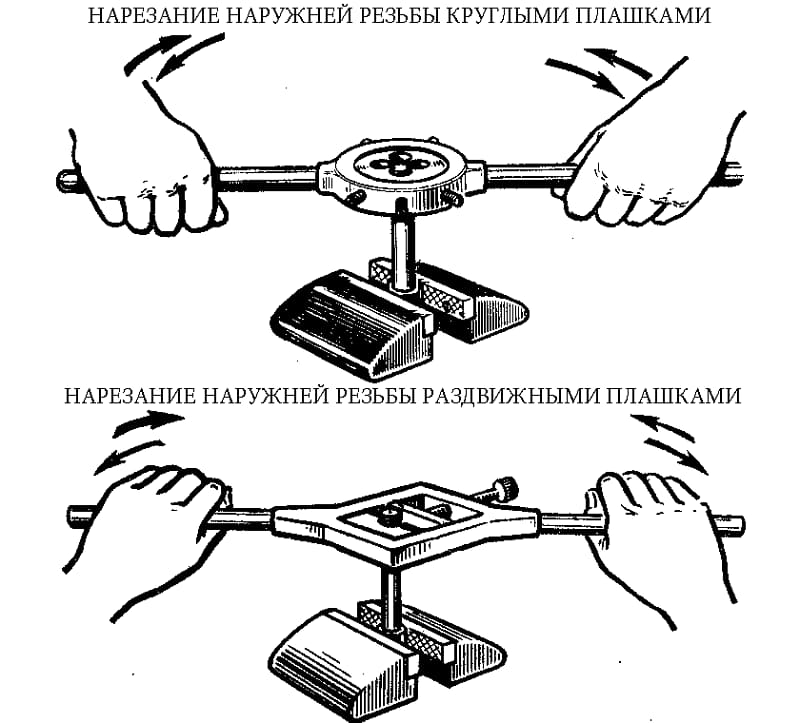
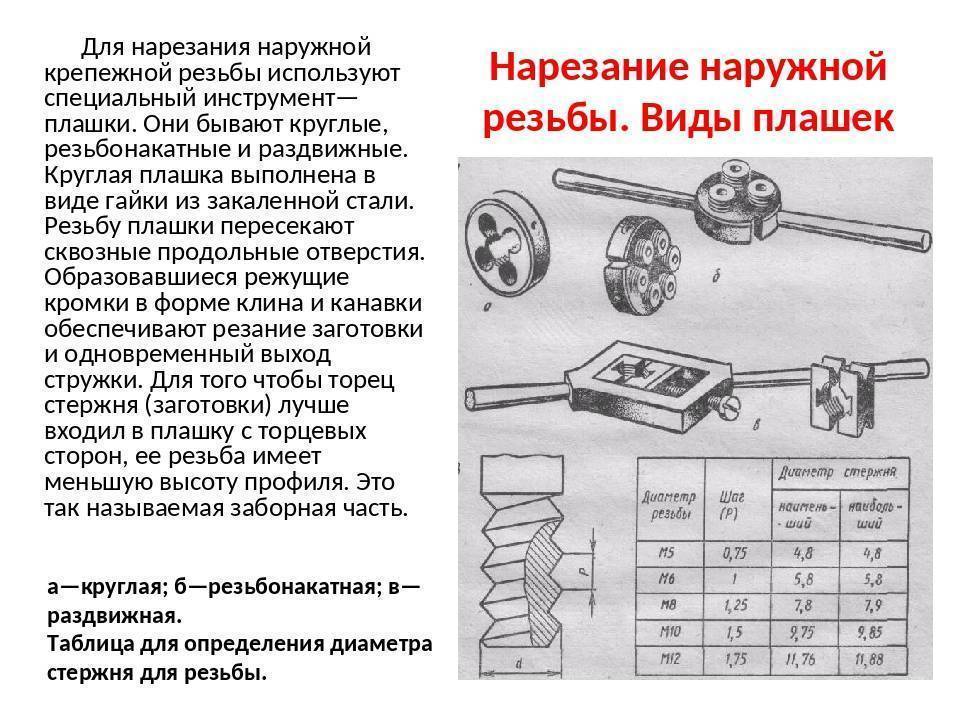
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.





Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр стержня, мм |
номинальный | минимальный | |
0,8 | 4,92 | 4,82 |
5,89 | 5,79 | |
1,25 | 7,87 | 7,76 |
1,5 | 9,85 | 9,73 |
1,75 | 11,83 | 11,7 |
13,8 | 13,67 | |
15,8 | 15,67 | |
2,5 | 17,8 | 17,62 |
2,5 | 19,8 | 19,62 |
2,5 | 21,8 | 21,62 |
23,79 | 23,57 | |
26,79 | 26,57 | |
3,5 | 29,79 | 29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.









Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
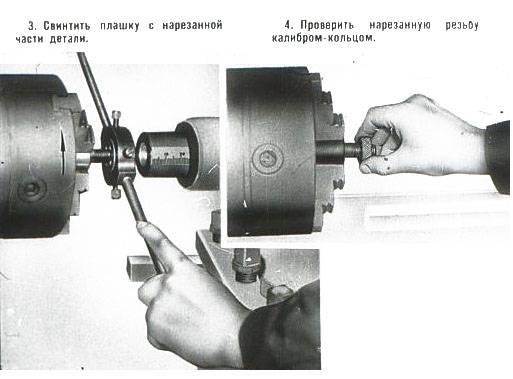
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Нарезание резьбы резцами
На токарно-винторезных станках наиболее широко применяют метод нарезания наружной и внутренней резьб резцами (рис. 4.45). Резьбонарезные резцы бывают стержневые, призматические и круглые; их геометрические параметры не отличаются от геометрических параметров фасонных резцов.Резьбы треугольного профиля нарезают резцами с углом в плане при вершине ε= 60° ± 10′ для метрической резьбы и ε= 55° ± 10′ для дюймовой резьбы. Учитывая погрешности перемещения суппорта, которые могут привести к увеличению угла резьбы, иногда применяют резцы с углом ε = 59°30′. Вершина резца может быть скругленной или с фаской (в соответствии с формой впадины нарезаемой резьбы).

Резьбонарезные резцы оснащают пластинами из быстрорежущей стали и твердых сплавов. Предварительно деталь обтачивают таким образом, чтобы ее наружный диаметр был меньше наружного диаметра нарезаемой резьбы. Для метрической резьбы диаметром до 30 мм эта разница ориентировочно составляет 0,14… 0,28 мм, диаметром до 48 мм — 0,17…0,34 мм, диаметром до 80 мм — 0,2…0,4 мм. Уменьшение диаметра заготовки обусловлено тем, что при нарезании резьбы материал заготовки деформируется и в результате этого наружный диаметр резьбы увеличивается.
Нарезание резьбы в отверстии производят или сразу после сверления (если к точности резьбы не предъявляют высоких требований), или после его растачивания (для точных резьб). Диаметр отверстия (мм) под резьбу
d = d-P,
где d — наружный диаметр резьбы, мм; Р — шаг резьбы, мм.
Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, так как в процессе нарезания резьбы металл деформируется и в результате этого диаметр отверстия уменьшается. Поэтому результат, полученный по приведенной выше формуле, увеличивают на 0,2…0,4 мм при нарезании резьбы в вязких материалах (стали, латуни и др.) и на 0,1…0,02 мм при нарезании резьбы в хрупких материалах (чугуне, бронзе и др.).
В зависимости от требований чертежа резьба может заканчиваться канавкой для выхода резца. Внутренний диаметр канавки должен быть на 0,1 …0,3 мм меньше внутреннего диаметра резьбы, а ширина канавки (мм)
b=(2…3)P.
В процессе нарезания болтов, шпилек и некоторых других деталей при отводе резца, как правило, образуется сбег резьбы.
Для более удобного и точного нарезания резьбы на торце обрабатываемой детали выполняют уступ длиной 2…3 мм, диаметр которого равен внутреннему диаметру резьбы. По этому уступу определяют последний проход резца, после окончания нарезания резьбы уступ срезают.
Точность резьбы во многом зависит от правильной установки резца относительно линии центров. Для того чтобы установить резец по биссектрисе угла профиля резьбы перпендикулярно к оси обрабатываемой детали, используют шаблон, который устанавливают на ранее обработанной поверхности детали вдоль линии центров станка. Профиль резца совмещают с профилем шаблона и проверяют правильность установки резца по просвету. Резьбонарезные резцы следует устанавливать строго по линии центров станка.
На токарно-винторезных станках резьбу нарезают резцами за несколько проходов. После каждого прохода резец отводят в исходное положение. По нониусу ходового винта поперечного движения подачи суппорта устанавливают требуемую глубину резания и повторяют проход. При нарезании резьбы с шагом до 2 мм подача составляет 0,05…0,2 мм на один проход. Если резьбу нарезать одновременно двумя режущими кромками, то образующаяся при этом стружка спутывается и ухудшает качество поверхности резьбы. Поэтому перед рабочим проходом резец следует смещать на 0,1…0,15 мм поочередно вправо или влево, используя перемещение верхнего суппорта, в результате чего обработка ведется только одной режущей кромкой. Число черновых проходов — 3…6, а чистовых — 3.




