2.Подготовка стыков к свариванию
Подготовка стыков выполняется механической обработкой или термической резкой. Если использовалась термическая резка, то полученную кромку необходимо обработать абразивным инструментом, либо резцом.
Если вы планируете варить трубу из низколегированной или углеродистой стали без использования подкладного кольца, фаску выполняйте только механическим путем. Точно также разделывается кромка на трубах из легированных и высоколегированных сталей (в том числе, из нержавеющей стали).
Подготовленная кромка не должна иметь острых углов, заусенцев, вырывов и резких переходов. Все эти « излишества» тщательно зачищаются напильником или абразивным кругом.
Для контроля качества обработки кромок сварщики пользуются шаблонами проверки:
- углов;
- превышения кромок;
- притупления кромок;
- зазора в нахлесточном соединении;
- зазора в тавровом соединении;
- зазора в стыковом соединении.
Сварка корневого валика
Инструменты и материалы
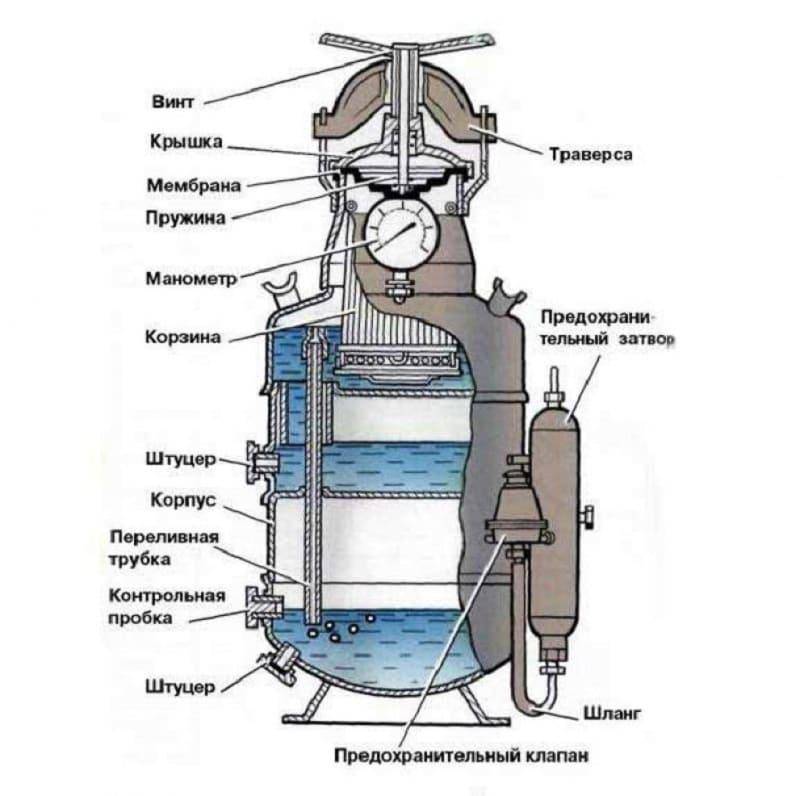
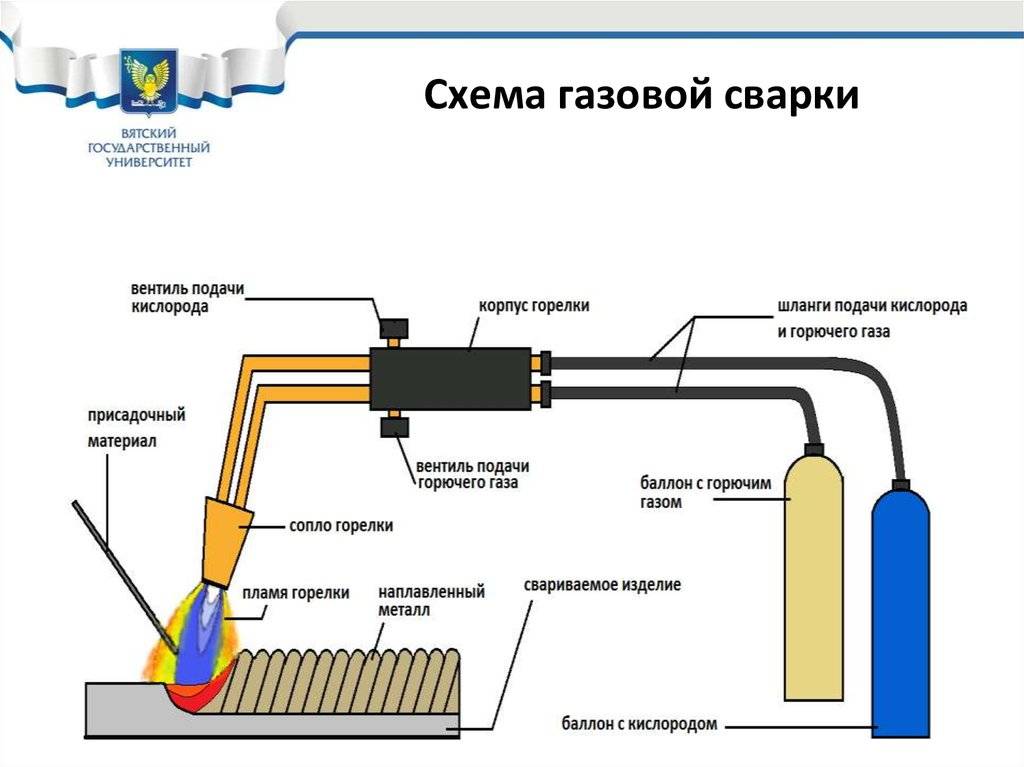
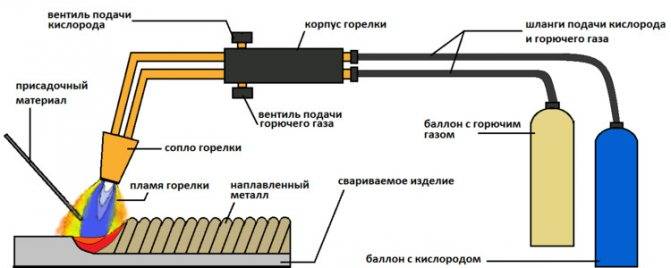
Перед тем как приступать к сварке ацетиленом и кислородом, стоит рассмотреть какое оборудование должно применяться для данной технологии. Обычно для нее требуются доступные и относительно недорогие приборы.
Но все же чтобы во время процесса сваривания не возникло проблем и ошибок, стоит предварительно рассмотреть некоторые нюансы:
- раньше для получения ацетилена для сварки применялись генераторы. Однако с развитие современных технологий данные элементы заменили на баллоны, которые смогли намного облегчить процесс сваривания;
- баллон с газом всегда имеет белую окраску. Для поддержки горения применяется кислород баллонного типа. Перевозка баллонов выполняется при помощи специальных тележек;
- обязательно нужны газовые горелки для сварки ацетиленом, а также сопла. Но они могут быть разных размеров;
- если требуется сильное нагревание толстых металлических элементов, то в этих случаях рекомендуется применять наибольший номер с большим отверстием. Оно должно подавать достаточное количество газовой смеси в сварочную ванну и обеспечивать нормальное прогревание области стыка;
- дополнительно к горелке подсоединяются шланги с ацетиленом и газом;
- давление ацетилена и кислорода при сварке регулируется при помощи редукторов. Они защищают баллон от обратного удара;
- необходима присадочная проволока. В зависимости от вида свариваемого материала она может быть выполнена из стали или из металлов с добавлением легирующих добавок.
Если подготовить все вышеперечисленные элементы и материалы, то можно будет получить прочное и износостойкое соединение металлических деталей. Главное запомнить важные особенности и нюансы процессе.
И не стоит забывать, что ацетилен используется не только для сварки, но и для резки металлов. Однако работать с этим газом должны опытные специалисты, которые знают правила технологии. Все таки этот вид сваривания требует максимальной точности и соблюдения важных мер техники безопасности.
Особенности сварки труб
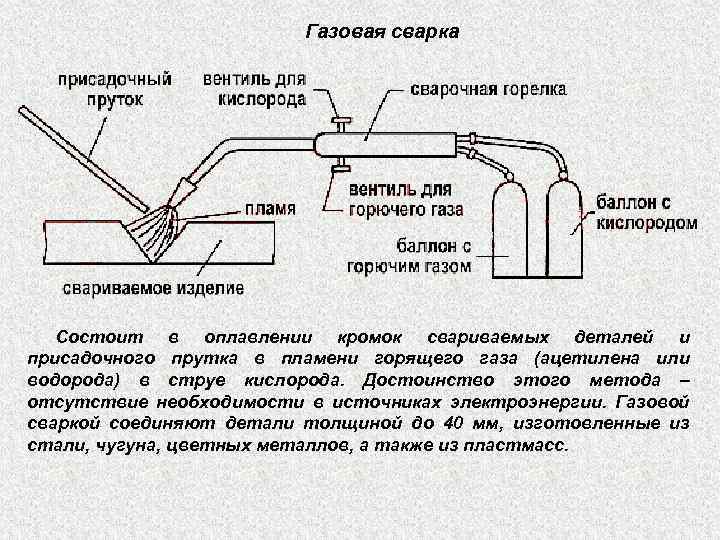
Ручная дуговая варка трубопроводов значительно отличается от работы с плоскими деталями. Тоже самое касается и других видов, которые применяются для водо- или газопроводов (аргонная, газовая). Далее представлены самые основные аспекты сварки труб ручной дуговой сваркой:
- Режимы настройки аппарата:
- сварочный ток рассчитывается следующим образом: диаметр электрода нужно умножить на 35. Это и будет оптимальная сила. Например, при работе с проводником в 3 мм, сила тока будет (3х35) 105А. конечно, эта цифра условная, но в среднем так и получается. При сварке труб малого диаметра и толщины не более 4мм, больше 150Атне потребуется;
- чтобы удержать дугу, необходимо четко соблюдать расстояние между проводником и металлам. Его рассчитывают исходя из диаметра электрода +1. Например, при электроде в 4 мм, расстоянием для дуги будет 5мм.
- Сварка труб малого диаметра (до 10 см):
- изначально стыки собираются вручную и прихватываются точечным методом (достаточно двух точке, располагающихся друг напротив друга);
- при стыковке деталей толщиной 4 мм и более варят в два слоя – сначала корневым швом, а потом валиком;
- горизонтальный шов при сварке труб малого диаметра каждый валик укладывается в противоположном направлении. Например, первый – справа налево, второй – слева направо, третий – справа налево и так далее;
- детали, толщиной от 3 до 8 сантиметров нужно сваривать небольшими участками, для получения более качественного соединения.
Читать также: Поперечное сечение цилиндра формула
- Поворотные стыки и сварка труб большого диаметра:
- скорость поворота изделия должна равняться скорости ведения проводника (она устанавливается, отталкиваясь от толщины изделия (более толстые свариваются немного дольше);
- самое выгодное положение сварочной ванны – 30 градусов от верхней точки;
- при сваривании на участках, где есть возможность повернуть изделие на 180 градусов, работа производится в три этапа. Первый — в два приема сваривают две верхние четверти диаметра трубы в направлении навстречу друг другу в один или два слоя. Второй – повернуть изделие и проварить оставшийся стык. Третий – опять поворачивают на 180 градусов и доваривают шов до конца.
- Неповоротные стыки варить намного сложнее, поэтому для сварки труб ручной дуговой сваркой существует определенная технология:
- вертикальные стыки варятся в два этапа. Периметр стыка условно делится вертикальной прямой линией на два участка. Они оба в итоге три положения: потолочное, горизонтальное и нижнее. Потолочным называется участок, занимающий примерно 20 градусов от самой нижней точки детали. Нижним – 20 градусов от верхней точки изделия. Между этими положениями находится горизонтальное положение. Работу необходимо начинать с потолочного положения и вести электрод в нижнему. Каждый участок обрабатывается короткими дугами, которые рассчитываются так: D(эл)/2.
- горизонтальные стыки скрепляются углом назад. По отношению к оси электрод должен располагаться 80 градусов. Работа производится на средней дуге и для сварки труб малого диаметра и большого.
Соблюдая эти правила при сварке водопроводных труб электросваркой получится ровный и красивый шов, а главное герметичный, прочный и долговечный.
В завершении важно отметить, что дуговая сварка труб широко используется для работы с разными типами проводов. Мы рассмотрели, как правильно варить, находящиеся в разных положениях детали
В этом и заключается особенность обработки данных элементов, так как они соединяются разными типами швов, в разных положениях.
Новичкам, которые уже набили руку к разным видам соединения, не сложно будет адаптироваться к сварке труб ручной дуговой сваркой. И не стоит забывать, что половина успеха зависит от качества зачистки труб под сварку.
Технология сварки трубопроводов отлично показана в следующем видео:
Бытует мнение, что сварка труб – это довольно простая технологическая операция, с которой способен справиться даже новичок.
Действительно, казалось бы, что тут сложного. Детали довольно большие, соединяемые поверхности хорошо подогнаны друг к другу и обработаны, материал качественный. На первый взгляд, есть все необходимое для формирования эстетичного и прочного шва!
На практике, однако, выходит совершенно иначе. Процесс этот довольно труден, в особенности, если речь идет о формировании полноценного трубопровода, работающего под давлением. К работе с его сегментами привлекают лучших специалистов.
Почему так происходит? Как выполнить сварку с высоким качеством, не обладая значительным опытом? Каких советов и рекомендаций стоит придерживаться?
Достоинства и недостатки
Достоинства у ацетиленовой сварки весомые. Во-первых, вам не нужно использовать электричество, чтобы произвести сварку. К тому же, все оборудование можно перевозить на специальной тележке, и вы сможете варить на улице в труднодоступных местах. Во-вторых, вы можете просто поменять угол направления пламени, и температура ванны сразу же изменится. Так можно довольно удобно регулировать степень нагрева.

В-третьих, при должной сноровке вы можете избежать прожогов просто меняя расстояние от сварочной ванны до горелки. Но не стоит забывать и о недостатках. Нужно понимать, что такая сварка требует много времени и терпения, поэтому ее нельзя назвать производительной.
А такой вариант вряд ли подойдет для крупного предприятия с большим количеством выпускаемой продукции. Также учитывайте, что во время сварки нагревается не только сварочная ванна, но и вся прилегающая область металла, а это не очень хорошо для детали. Также такую работу не сможет выполнить сварщик низкой квалификации, обязательно нужен профессионал своего дела.
Преимущества
- Газовая сварка алюминия помогает проводить процесс сваривания на меньших скоростях, что дает более высокий уровень, ведь скорость сваривания здесь, примерно, в три раза меньше, чем при электросварке;
- Здесь используется газ в качестве защиты от воздействия внешних факторов;
- Нет необходимости в использовании электродов с обмазкой, в которой зачастую содержится водород, который приводит к появлению напряжений в металле;
- Уровень качества соединения значительно выше, даже если работа ведется не опытным мастером;
- Возможно создавать более длительные непрерывные швы благодаря использованию сварочной проволоки;
- Легче работать с тонкими заготовками;
- Пламя горелки можно использовать для подогрева деталей и их последовательного остужения.
Как сваривать профильные трубы – Welding Materials
Различные металлокаркасы изготавливаются из профильных труб путем их сваривания. Использование металлических изделий обусловлено их неоспоримыми преимуществами, главными из которых являются надежность, долговечность, простота монтажа конструкций и возможность изготовления различных по виду и сложности каркасов. Для того чтобы разобраться, как правильно сваривать профильную трубу при изготовлении строительных каркасных конструкций, необходимо иметь определенные знания об устройстве трубы и вариантах сварки.
Виды профильных труб и варианты сварки
Данный вид металлопроката имеет несколько стандартных вариантов, отличающихся по размерам самой трубы, виду сечения и толщине стенок металла. В зависимости от этих показателей выбирается способ, как сварить профильную трубу встык, или под 90 градусов – дуговой, газовой, контактной или точечной сваркой. Важен и выбор сварочного электрода, диаметр которого должен быть незначительно больше толщины стенки трубы. Как правило, для сваривания профильных труб выбирается дуговая сварка, а если стенка металла очень тонкая, используется точечный вариант сварки.
Как сварить профильную трубу под 90 градусов
Получить при сварочных работах идеальный прямой угол – задача не из легких, и, как правило, под силу она только профессионалам, имеющим опыт подобной работы и тщательно соблюдающим технологию.
Существует несколько тонкостей сварки деталей под углом 90 градусов.
Для начала профильные трубы, которые необходимо сварить между собой, обрезаются.
Сварщику необходимо обустроенное место для проведения работ – ровная поверхность, чтобы выверенный прямой угол не исказился во фронтальной плоскости.
Для фиксации ровного прямого угла необходимо использовать дополнительные детали – 90-градусные уголки, или косынки.
Сварку рекомендуется проводить поэтапно, сначала намечается черновой шов, а затем, убедившись, что угол в 90 градусов соблюден, трубы свариваются начисто со всех сторон.
Тщательно соблюдая определенную технологию, человек, знакомый со сваркой, сможет самостоятельно изготовить, например, дачную теплицу или металлические ворота.
Как правильно сварить профильную трубу встык
Сварить профильную трубу встык – задача немного более простая, здесь не нужно выравнивать и соблюдать градус угла. Однако не следует забывать, что сварочные работы необходимо проводить по определенным принципам, с учетом всех норм безопасности.







Сам процесс происходит в несколько этапов:
- Присоединить конструкции друг к другу, нанести точечные швы для фиксации.
- После этого, сверив с рабочими чертежами полученную конструкцию, ее необходимо выправить. Как правило, для этого используется кувалда.
- После того как все части конструкции заняли свое место, стыки свариваются.
При этом важно не допустить деформации конструкции, которая может произойти вследствие воздействия напряжения
Краткая характеристика
Сварка ацетиленом является древним методом сваривания деталей из металла. Ацетилен получают в результате соединения карбида кальция и воды. Раньше смешивание производилось вручную с использованием специального генератора. Дополнительно применялся баллон с кислородом, шланги, горелка.
Главная особенность ацетилена, как химического элемента, состоит в строении его молекулы C2H2. Она обладает двумя слабыми водородными связями и высокоэнергичной тройной связью между атомами углерода. Именно эти свойства позволили использовать газ при проведении сварочной технологии. Он производит качественное и прочное соединение конструкций из разных видов металла.
Однако у этой технологии был большой недостаток — использование генератора и ручное смешивание ацетилена. Эта мера отличалась сложностью, и ее требовалось выполнять перед каждым свариванием. Но не все так плохо, положительные моменты все же имелись, остатки газа после сливались, они применялись снова.
Однако через некоторое время сварка ацетиленом и кислородом начала проводиться с использованием специальных баллонов с необходимым газом. По этой причине сейчас нет необходимости производить ручное соединение карбида кальция и воды.
Особенности технологии
Так, при сравнении температуры горения ацетилена и других газов, хорошо вырисовывается его явное преимущество перед ними:
Приведем еще несколько особенностей ацетилена, выраженных в его свойствах:
- температура кипения составляет -83⁰ C, что способствует сравнительно легкому хранению в сжатом или сжиженном состоянии;
- при температуре в -90⁰ C ацетилен затвердевает;
- хорошо растворяется в воде и полностью поглощается органическими растворителями;
- может самопроизвольно взрываться при превышении температуры в 500⁰ C и при достижении давления в 2 атмосферы, но при определенных условиях.
Какие могут возникнуть дефекты при сварке
Самым большим дефектом при проведении сварки считается непровар. Сварщики, у которых случаются такие огрехи, не допускаются к работе на трубопроводах. Неаккуратность швов и их провисание, а также другие мелкие дефекты случаются при нарушении технологии сварки. Для их предотвращения работа должна выполняться с соблюдением следующих условий:
- сварка выполняется короткой дугой на минимальном токе;
- отрыв электрода допускается только при замене;
- тщательный подбор тока;
- правильная подготовка труб;
- проведение работы прокаленными электродами;
- место сварки должно быть защищено от ветра и осадков;
- использование качественного оборудования и электродов.
При освоении этого вида сварки главное научиться наплавлять корень шва. Для тренировки можно взять две металлические пластины толщиной 10 мм и прихватить с зазором, не забывая о подготовке стыка. Закрепляя их под разными углами, отрабатывают навыки сварки на просвет по горизонтали, вертикали, потолке.
Советы профессиональных сварщиков
Профиль сваривают под любым, удобным углом, используя при этом все разрешённые ГОСТом методики соединения.
Какие использовать электроды?
Профессиональные исполнители советуют использовать следующие марки:
- АНО-4 — распространенная и универсальная марка, не надо прокаливать перед использованием, подходят для работы с разным сварочным оборудованием;
- МР-3С надо использовать, когда к шву предъявляются повышенные требования по качеству;
- профессионалы используют марку УОНИ-13/55;
- хорошее качество соединения обеспечивают изделия ОЗС-12, но у них отсутствует устойчивость к сырости.
Данные рекомендации касаются профильной трубы с размерами 20х40 мм.
Выбор режима
Здесь надо учитывать следующие параметры:
- Сила, полярность и род тока (постоянный или переменный).
- Скорость проводки электрода.
- Диаметр и угол наклона.
- Напряжение сварочной дуги.
Для максимальной эффективности соединения исполнитель должен в каждом конкретном случае использовать наивысшие показатели силы тока, но помнить, что превышение снижает качество шва.
Методом в стык
Для проведения такого режима сварки существуют следующие требования:
- вначале делается прихватка по углам конструкции, затем проверяется точность стыковки, а затем уже обвариваются стыки по всему периметру;
- изделия с тонкими стенками проваривают за один раз, а толстостенные — в несколько проходов;
- дугу ведут с такой скоростью, чтобы металл не проседал, но кромки успевали оплавиться.
Проварку одного стыка заканчивают таким образом, чтобы край шва совпадал с первоначальным и был выполнен внахлёст.
Для тонкостенных изделий
Как варить электродом 2 мм тонкий металл профтрубы — такой прокат относится к тонкостенному виду и соединяется при помощи электродов диаметром от 1,5 до 2 мм, к сварочным работам допускаются исполнители с большим опытом работы. Сила тока — не выше 60 ампер, используются изделия марки МР-3С или АНО-21. Начинающим сварщикам тонкостенные профили надо варить при помощи инвертора.
Под прямым углом
Чтобы добиться при сварке профиля точного угла под 90 градусов, надо иметь опыт и соответствующие вспомогательные инструменты. Существует такая методика проведения работ:
- Профильные трубы разрезаются на части нужной длины.
- Все работы выполняются на ровной поверхности.
- Для надёжной фиксации используются магнитные угольники или подручные средства.
- Соединение выполняется поэтапно с обязательной проверкой угла соединения.
Вначале соединяемые изделия прихватываются, затем измерительным инструментом уточняется угол, если всё в порядке, то производится сварка профиля по периметру.
Устранение прожога
Такие негативные последствия сварки возникают при соединении тонкостенных профильных труб, чтобы предотвратить прожог металла, надо точно подбирать диаметр электрода и устанавливать малые величины сварочного тока, а полярность применять обратную. Аналогичные дефекты появляются из-за неопытности исполнителя.
Какими электродами варить профильную трубу
Сварочные электроды ОЗС-6
Профильные трубы производятся из углеродистых и низколегированных сталей, поэтому следует применять следующие марки электродных стержней:
АНО-4 – самая распространенная марка; электроды отличаются универсальностью, подходят для работы с оборудованием различного типа, не нуждаются в прокалке.
МР-3С используются, когда исполнителю нужно получение качественного шва с повышенными требованиями к его свойствам.
УОНИ-13/55 чаще используются профессиональными сварщиками.
ОЗС-12 обеспечивают хорошее качество соединения. Основной недостаток – слабая устойчивость к влаге.
Вышеуказанная информация поможет определить, каким электродом варить профильную трубу 20х40 и другие форматы данного проката.
Вопросы профессионалам
Стоит отметить, что сваривать профиль не запрещено под любым нужным (удобным) углом. Также для профилированной трубы есть соединение внахлест, стык в стык, тавровым соединением.
Какими электродами лучше варить?
Учитывая марку стали, чтобы электродами варить профильную трубу удачно, отдаем предпочтение:
- AHO-4. Одни из самых распространенных за счет своей универсальности. Не нужно прокаливать, подходят для разного типа оборудования.
- MP-3С. Для идеально по качеству и внешнему виду шва.
- УОНИ-13/55. Для профессиональных сварщиков.
- ОЗС-12. Оптимальный соединительный шов. Недостаток в устойчивости к влажной погоде.
Какой режим использовать?
Изучаем сварочный процесс. Выставляя режим, для ручной сварной техники, ориентируемся на силу тока. Это важнейший показатель. Он строго соответствует диаметрам электродов. А электрод (толщина электрода), в свою очередь, подбирается под толщину стенки профиля.
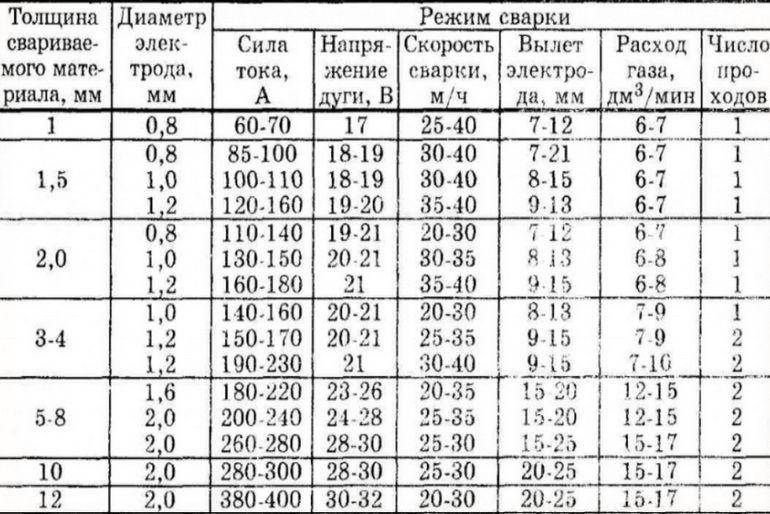
Таблица с показателями, чтобы выбрать диаметр электрода:
Сварка встык
Иначе именуется тавровым. Простой на вид, но для исполнения необходимо набивать руку. Сварка встык требует:









- Выполнения прихватов по каждому углу сечения. Затем нужно обязательно поправить стыковку сечения, обварка по всей плоскости каркаса.
- Тонкий профиль варят в один заход, толстый потребует несколько этапов.
- Дуга подается так, чтобы не было просадки металла. Чтобы кромки успевали оплавляться.
- Завершать следует с ориентиром на край. Он обязательно совпадает с первоначальным, который внахслет.
Сварка тонкой профильной трубы
Тонкую трубу варить трудно. Для тонкой профильной трубы (ее стенки в 2-3 мм) правильнее подобрать аналогичный по толщине электрод диаметром 2 3 мм. Если нет опыта, то портить материал не желательно.
Правильнее доверить квалифицированному сварщику. Он выставит нужную силу тока, возьмет подходящие электроды (АНО21 или МР3С).
Как сварить профильные трубы под 90 градусов?
Перед работой читаем правила:
- Обрезаем заготовки.
- Работаем на ровной плоскости (бетонной).
- Временно фиксируем угол. Сгодятся магниты, косынки.
- Варим сталь по этапам. С самого начала черновая приварка, затем проверка геометрии. Потом уже финишный качественный шов.
При сварке поджигает трубу, что делать?
Чтобы выполнить работу без этого казуса, следуем правилам:
- Точечная сварка по коротким участкам.
- Чтобы избежать перегрева, можно вставить массивный металлический брусок с сечением. Он должен подгоняться под внутренние размеры заготовки трубок.
- Уменьшить расстояние между каждой кромкой.
- Выставить режим самого низкого выходного тока.
- Перемещать сам электрод быстрее.
Как выполнить правильный шов
Чтобы сделать качественный шов, необходима правильная подготовка трубы к сварке. Качество кромки труб является определяющим для прочного и герметичного шва.
Например, для сварки встык срез трубы должен быть строго под прямым углом. Перед началом работы его тщательно зачищают наждачной бумагой на 1 см от края трубы, затем удаляют масла, краски, металлической пыли и обезжиривают.
Техника сварки зависит от формы сечения, толщины и диаметра соединяемых труб. Простые круглые трубы для систем отопления свариваются простым непрерывным швом, двигая электрод вдоль поверхности трубы до тех пор, пока два фрагмента не будут полностью сварены.
Дальнейшие действия
Для того, чтобы выставить раб.давление 0,2МПа на C2H2 редукторе, нужно барашек баллона открыть против часовой стрелки, после чего винт на редукторе выкрутить по часовой. Точно так же выставляется давление на О2 редукторе 0,5 Мпа.
Настроить сварочное пламя можно двумя способами:
Открыть вентиль C2H2 на горелке, потом поджечь пламя, оно не должно отрываться от мундштука, потом подрегулировать его кислородом. Пламя должно иметь ядро, восстановительный участок и факел;

или открыть оба вентиля сразу, каждый на пол-оборота, после чего поджечь пламя. Затем отрегулировать его до нормального состояния. Должны получиться три ярко выраженные зоны.
Как видим, первый способ больше всего подходит для новичков.
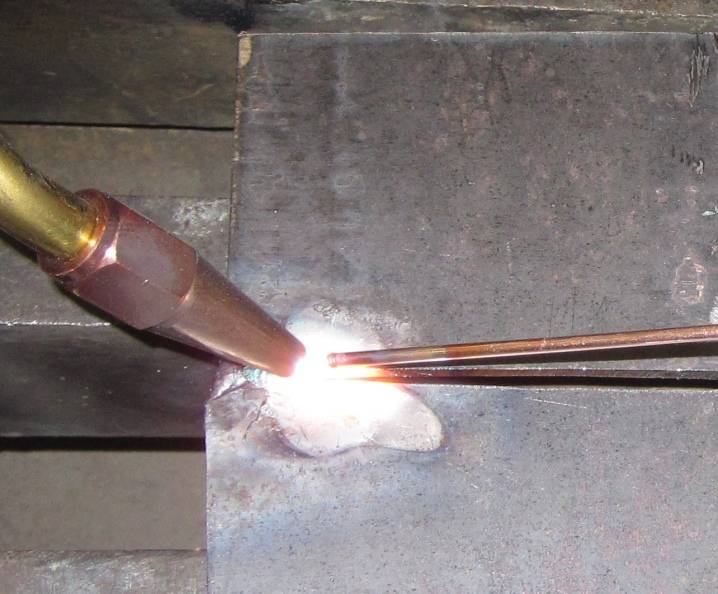
Разогрев металла до температуры плавления
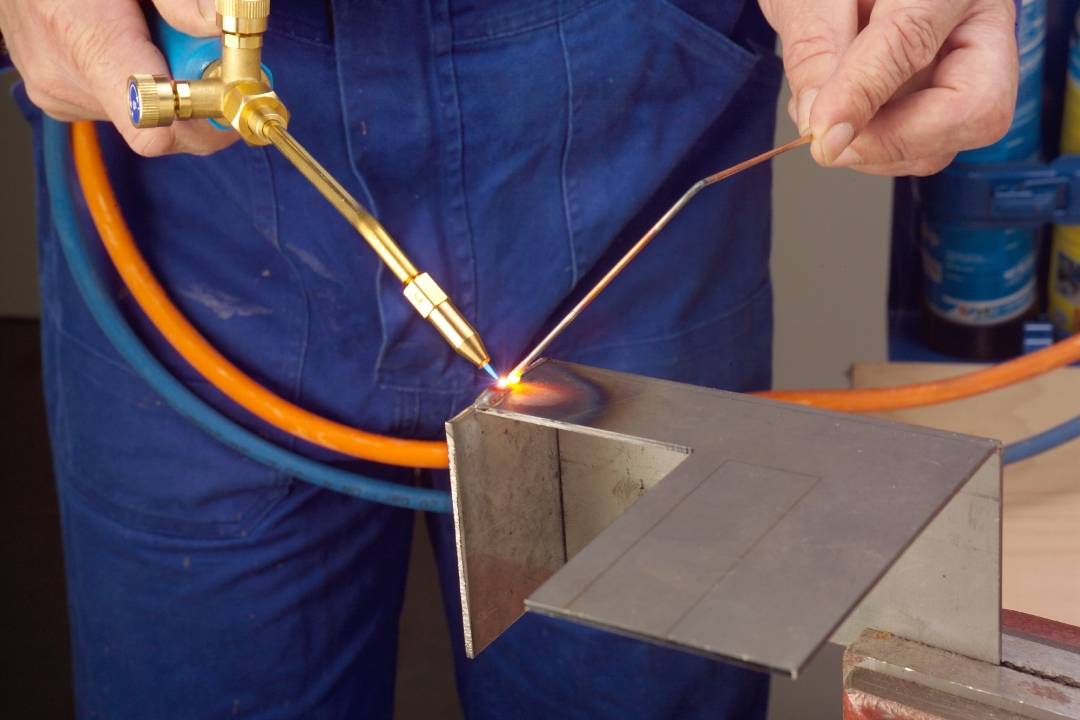
Для того, чтобы сделать сварочную ванну нужно расположить горелку под 90 градусов по отношению к основному металлу, а расстояние между ядром пламени и металлом должно быть около 1-3 мм. Металл начнет постепенно накаляться до красна. Сначала появится характерный цвет соломы, затем образуется сварочная ванна. Для начала попробуйте без присадки сделать колебательные движения «полумесяц». Для наплавки нужно отвести горелку на 30-40 градусов и сверху подать пруток каплеобразно или путем погружения в жидкую ванну. При этом не забывайте «рисовать» горелкой «полумесяцы», медленно продвигаясь вдоль шва. Старайтесь, чтобы ядро не задевало сварочную ванну.
Технология сварки
Сварка ацетиленом начинается с подачи горючего газа. Для этого необходимо постепенно откручивать запорный вентиль до появления специфического запаха, после чего поджигать горелку. Затем открывают подачу кислорода, регулируя давление до тех пор, пока не образуется пламя ровного синего цвета.
На магистральных каналах подачи газа должны быть установлены специальные редукторы. Для получения качественной смеси уровень давления кислорода не должен превышать 2 бар, а ацетилена – 4 бар. В противном случае смесь не будет справляться со своими функциями.
Ацетилен используют для сварки и резки металлов различного типа: при работе с черным металлом и сплавами на его основе, применяют нейтральный тип пламени, который характеризуется следующими визуальными параметрами:
- Ядро. Находится рядом с краем горелки. Имеет яркий голубой цвет. В некоторых случаях, в зависимости от чистоты смеси, может иметь зеленый оттенок, разной степени насыщенности.
- Восстановительное пламя. Граничит с ядром. Характеризуется бледным голубым цветом. Благодаря достаточной температуре считается рабочей областью.
- Факел. Располагается в верхней части пламени. Данный участок обладает наиболее высокими температурными показателями. Применяется для выполнения работ по сварке и резке.
Существует несколько типов пламени, которые будут рассмотрены ниже. Нейтральный тип является наиболее популярным, одного его необходимо правильно отрегулировать, в зависимости от характера работ.
Оранжевый оттенок факела говорит о том, что в металл будет поступать большое количество углерода, что недопустимо для большинства сварочных соединений.
Сварка профильной трубы: правила формирования надежного соединения
Основное правило применение дуговой сварки заключается в правильном соединении элементов и аккуратном их фиксировании точечным методом. Когда все изделия на месте и плотно прижаты друг к другу, необходимо просто приварить несколько точек по всему периметру, чтобы конструкция не распалась.
После этого можно приступать к обвариванию всех деталей. Линия сварного шва ведется плавно. Присадочный материал должен ложиться равномерно. При использовании обычных электродов новичкам можно вести дугу из стороны в сторону в небольшом диапазоне. Не все профессионалы применяют такой подход, но для начинающих специалистов метод вполне подойдет.
Самое главное во время данного процесса – формировать аккуратный валик из обрабатываемого материала. Сформируется ровная линия сварного шва.
Возможные ошибки в процессе
- Нельзя перегревать материал. Неправильно установленная температура негативно отразится на вашей работе.
- Появление брака спровоцируют грязные трубы или паяльник.
- Если в место соединения попадет вода, возможен разрыв.
- Слишком медленное соединение нагретых труб.
- Исходный материал низкого качества.
- При совмещении изделий нельзя прилагать чрезмерные усилия.
Соединение труб электросваркой – дело непростое. Оно имеет очень много нюансов. Если вы новичок, то первую работу лучше проводить под контролем грамотного специалиста, чтобы он указал на ошибки в случае их возникновения. Но терпение и труд принесут опыт и результат.
Способы сваривания
Существует два метода выполнения работ:
- На себя. В этом случае ведущую роль играет сварочная горелка – она движется впереди, разогревая область соединения до рабочей температуры. Следом подают присадочным материал, направляя его внутрь зоны расплава. Следите за стабильностью движения электрода – от этого зависит качество работ. Горелку необходимо перемещать круговыми движениями, плавно следуя вдоль шва.
- От себя. Данный способ применяют при работе с толстостенными материалами. В этом случае пруток движется перед горелкой. Плавление базовой поверхности и электрода происходит одновременно. Они смешиваются в зоне расплава, взаимно проникая друг в друга. От интенсивности этого процесса зависит прочность шва.
Процесс взаимного проникновения металлов выглядит не очень зрелищно, однако при соблюдении всех технологических требований, параметры прочности шва будут превышать аналогичные способы соединения.
Самостоятельная сварка трубопроводов
До того как начать непосредственно сваривать трубопровод, необходимо выполнить подготовку:
- Очистить соединяемые детали от покрытий, окисей, жира и грязи.
- В случае наличия на торцах труб существенных неровностей, их деформации желательно их аккуратно обрезать, чтобы получился идеальный срез, легко стыкующийся с такой же деталью.
- Зачистка внутренней и внешней поверхности возле кромки трубы на глубину от 10 мм и больше до состояний чистого металла.
Читать также: Игольчатый вибратор для бетона
Стальные трубы, как правило, свариваются встык и требуют проварки всех кромок по высоте стенок. Для уменьшения выпирающих внутрь трубопровода наплывов угол наклона электрода при их сварке должен быть менее 45 градусов по отношению к горизонтали.
Сам процесс сварки труб подразумевает непрерывную обработку их стыков до момента окончательного приваривания. Поворотные и неповоротные стыки между трубами ширина стенок, которых не превышает 6 мм, проваривают не меньше 2 раз, то есть в 2 слоя. При увеличении толщины стенок свыше 6 и до 12 мм накладываются 3 шва, более 19 мм – четыре и так далее.
Особенностью сварки труб является то, что из-за необходимости наложения швов друг на друга и технологии сварки требующей предварительной очистки свариваемой поверхности, процедуру очистки поверхности от окалины придется проводить после каждого слоя, чтобы наварить на него следующий. Как и в большинстве монтажных работ и в этом деле первый шов самый ответственный и определяющий качество всей работы.
В него должна полностью вплавиться вся кромка трубы с ее зазубринами и притуплениями. Этот начальный, основополагающий шов особо тщательно изучают на предмет трещин и в случае наличия их выплавляют или вырубают, повторяя заварку фрагмента заново.
Второй и дальнейшие слои наносятся при небыстром и плавном проворачивании уже наживленного соединения труб. Конец и начало всех слоев необходимо смещать по отношению к предыдущему на 15-30 мм. Конечный слой накладывают, делая плавный переход со шва на основную трубу с зачищенной кромкой.
Для обеспечения максимального качества шва, каждый следующий его слой наносят в обратном направлении относительно предыдущего, то есть если первый был по часовой стрелке, то второй должен быть – против и наоборот. Замыкание слоев шва делают не стык встык, а с запасом друг на друга – вразбежку.








Самостоятельная сварка труб дело довольно сложное, но это один из самых распространенных и требуемых от любого сварщика тип работ. Поэтому при желании освоить его не только можно, но и может быть крайне полезно и выгодно. Для этого достаточно лишь понять принципы и технологию сварки, и получив небольшую практику на самых легких упражнениях можно и дальше оттачивать свое мастерство вплоть до уровня профессионалов.
Для соединения металлических труб отопления используется технология электросварки. В этом материале вы найдете видео, которые познакомят вас с данной технологией и вы сможете самостоятельно справиться с работой.
Предлагаем вашему вниманию серию видеороликов, которые познакомят вас с общей теорией электроварки. Вы узнаете, какие электроды лучше использовать в работе, а также как подготовить трубы к сварке.
В этом видеоролике показан сам процесс сварки. Мастер расскажет, как выбрать ток и опишет этапы работы.
В продолжение темы — следующее видео.
Четвертый урок по сварке труб расскажет, как использовать в работе специальные электроды для сварки труб ЦУ-5.
В последнем ролике мастер расскажет, зачем нужны вторые проходы и опишет тонкости работы с разными типами электродов.
Если вам необходимо сделать врезку труб отопления, вам поможет справиться с работой этот ролик.
Еще один видеоурок для начинающих сварщиков, который научит варить трубы небольшого диаметра.
“>
Горелка для сварки ацетиленом
Газосварка ацетиленом, а точнее, ее качество, зависит от горелки. От точного ее выбора по размерам, от грамотной подачи газов в ее полость. Что касается размеров, то горелки маркируются от нуля до пяти. В этом случае «0» является самым малым размеров, соответственно «5» — самым большим. Здесь в основном имеется ввиду размер отверстия. И чем больше он, тем шире будет сварочный шов после сварки, соответственно и больше будет расход газовой смеси.
Поэтому, начиная варить металлические заготовки ацетиленом, нужно в первую очередь убедиться, что наконечник (его номер) соответствует форсунке, через которую будет подаваться горючая газовая смесь.
Заключение
Ацетилен кислородная сварка не зря так часто применяется для соединения и разъединения металлических деталей. Здесь преимущество не в производительности и скорости, а в качестве готовой конструкции.
Эта технология – газовая сварка, доступная и несложная в выполнении. Покупка баллонов с ацетиленом проста: найти их можно в любом строительном магазине или магазине оборудования для сварки.
Смешивание карбида кальция с водой осталось в прошлом, и эта мучительная работа больше не побеспокоит сварщиков.
Нужно просто прокрутить вентиль, но, конечно, предварительно настроив давление
Также важно соблюдать технику безопасности, надевать специальную форму и аккуратно обращаться с горелкой. Желаем удачи!




