Как сделать регистры из круглых труб своими руками
Этот вариант получил наибольшее распространение из всех вышеназванных конструкций по нескольким причинам: для изготовления не требуется обладать специфическими навыками, круглые трубы доступны в продаже, а схема изделия несложная. Необходимые материалы и инструменты:
- круглые трубы нужного диаметра (40–70 мм);
- патрубки Ø 25 мм;
- торцевые заглушки;
- кран спускной;
- болгарка, ножовка по металлу;
- сварочный аппарат;
- измерительный инструмент.
Стандартный четырехкамерный радиатор
Если планируется изготовление автономного «самовара», то дополнительно потребуется приобретение ТЭНа и расширительного бачка. Схема работ по изготовлению и подключению устройства выглядит следующим образом:
- Выбор подходящей для конкретного случая модели: горизонтальные или вертикальные радиаторы отопления.
- Определение размеров, составление схемы.
- Закупка материалов.
- Сварка изделия (или реже сборка резьбовым соединением).
- Проверка герметичности.
- Подключение к системе отопительного контура.
Ниже даны рекомендации по самостоятельному изготовлению регистров из круглых труб.
Смонтировать изделие сможет любой сантехник или человек, имеющий навык сборки труб или разводки по образцу или схеме.
Для изготовления регистров не требуется чертежей, достаточно простой схемы или рисунка, дающего представления о том, какая конструкция должна получиться на выходе.
Важно не поддаваться соблазну «наварить трубу потолще». Чем больше диаметр труб, тем больший объем воды придется нагревать, а это дополнительная нагрузка на котел плюс неоправданное увеличение счета на отопление. Оптимальный условный диаметр трубы – Ø 32 мм
Оптимальный условный диаметр трубы – Ø 32 мм.
Увеличить теплоотдачу можно за счет увеличения расстояния между трубами – к значению диаметра трубы добавить 5 см.
Самое надежное соединение – сварка. Если используется резьба, то в качестве прокладки применяют сантехнический лен или клей-герметик UNITEC, который специально предназначен для резьбовых соединений в водопроводных системах.
Какими аппаратами варить профильную трубу?
Да практически любыми. Ведь сварка тонкостенных деталей не требует особой силы тока. В большинстве случаев для формирования дуги нужно всего 50-60 Ампер. А такую силу тока поддерживают даже самые «слабые» любительские инверторы.
К конструкции держака или горелки тоже нет особых требований. Ведь максимальный диаметр электрода не превышает 2-3 миллиметров. А такие прутки можно вставить в любой держак или пропустить сквозь механизм подачи любого сварочного полуавтомата.
Сам сварочный аппарат может быть и электродугового и аргонодугового типа. Его силовой трансформатор может быть и классическим, и инверторным. Хотя последний предпочтительнее. Ведь для сварки тонкостенных труб можно использовать импульсный режим, формирующих точки-прихватки.
Какими электродами варить профильную трубу?
Профильные трубы изготавливают из обычной конструкционной стали. Поэтому для сварки таких труб используют самые простые электроды.
Неплохим решением, в данном случае, будет электрод марки ОМА-2, покрытый многокомпонентным флюсом на основе концентрата титана и ферромарганца. Хорошие результаты дает и электрод МТ-2 используемый в паре со сварочным выпрямителем.
Словом, в данном случае подойдет любой электрод, обеспечивающий устойчивое «горение» дуги и равномерное и медленное плавление присадочного материала.
Как варить профильную трубу?
Тонкостенные трубы варят токами силой от 10 до 90 Ампер в режиме электродуговой сварки. При этом используются электроды диаметром от 0,5 до 2 миллиметров. Сварку производят в один проход, без наложения швов друг на друга. Профильная труба используется только для сборки металлоконструкций, поэтому герметичностью стыка можно пренебречь.
Поэтому неопытные специалисты предпочитают режим «точечной» сварки, доступный даже новичкам. Эта технология реализуется с помощью аргонодугового инвертора, генерирующего короткий всплеск (импульс) энергии, плавящий присадочную проволоку в среде защитного газа.
Впрочем, при достаточной квалификации сварочный автомат можно использовать не только в точечном, но и в «сплошном» режиме, формируя кольцеобразный шов, опоясывающий место стыка. Но такой способ сварки может реализовать только хорошо подготовленный и мотивированный специалист.
Ну а газовую сварку при стыковке тонких профильных труб, как правило, не используют. Ведь пламя газовой горелки не просто разогревает, а буквально расплавляет кромки стыкуемых деталей. В итоге снижается прочность в месте стыка, а в особо тяжелых случаях, вследствие температурных деформаций, провоцируется коробление всей металлоконструкции.
Большинство профессиональных и домашних сварщиков рано или поздно сталкиваются с необходимость сварить трубы. Не удивительно! Это один из самых распространенных типов сварки. Но сварка труб отличается повышенными требованиями к качеству и герметичности швов, особенно это касается газовых и водопроводных узлов. Для этих целей используют специальные электроды.
Правила соединения профильных труб
Большинство металлических труб, используемых как основа для различных объектов, являются тонкостенными. Работа с ними отличается повышенной сложностью и качественно выполнить ее могут только квалифицированные сварщики. Сварка профильной тонкостенной трубы для начинающих пройдёт без особых проблем, если новички в этом деле, будут учитывать ряд немаловажных особенностей процесса, основные из них это:
- Мощность тока. Он должен быть в пределах 10-60 А;
- Правильный выбор электродов. Для тонкостенных металлов подходят изделия, диаметр которых 0,5-2 мм;
- Тип сваривания. Варка труб должна проходить за один проход.
Как правильно и при этом быстро варить профильную трубу? Качество сварки в месте соединения определяется в первую очередь тем, насколько быстро перемещается электрод вдоль линии стыка. Варку шва рекомендуется закончить до того, как начнётся процесс остывания кромок. С отрывом сформировать шов можно, используя рутиловые электроды.
Не стоит игнорировать и общие правила, которые помогут сварить профильную трубу без изъянов независимо от её толщины:
- Под воздействием высоких температур не исключена деформация металлической заготовки. Нужно учитывать, что профиль больше подвержен расплавлению по сравнению с круглыми трубами;
- Не исключено попадание расплава внутрь трубы и полное её заполнение. Поэтому если необходимо сохранить пустотелость, нужно внимательно отслеживать состояние внутренних стенок заготовок;
- При создании торцевого соединения не исключается статическое напряжение в углах. Основные причины его появления — неверно сформированные на стыке валики или неравномерный прогрев металлопроката.
Способ изготовления
Выделяют три основных вида профтруб.
Горячекатаные. Это трубы, которые изготавливаются из изначально труб с круглым сечением с использованием формования с помощью пресса. После этапа охлаждения и калибровки изделия нагреваются, после чего остывание осуществляется естественным путем.
Изделия квадратной и прямоугольной формы имеют толщину стенок от 4 до 14 мм, а длину от 4 до 12,5 метров (хотя бывают немерные длины). Стороны квадратных труб могут иметь размеры от 60х60 до 180х180 мм. Но и это не предел. Максимальный размер сторон в прямоугольных изделиях составляет 230х100 мм.
Холодной формовки. Такая продукция получается из круглых заготовок с последующей обработкой на станках. В отличие от горячекатаных холоднодеформированные имеют более тонкие стенки (от 1 до 8 мм), а также уступают по длине, сечению.
Сварные. Процесс изготовления выглядит следующим образом: листу металла придают необходимую форму, после чего соединяют края, сваривают и калибруют.









По прочности такие изделия не уступают вышеперечисленным аналогам.
Размеры квадратных труб от 10х10 до 120х120 мм. Длина от 5 до 9 м. Стенки имеют толщину т 1 до 5 мм.
Все три вида труб изготавливаются из стали. Однако марка ее различна. От того зависит и предельная нагрузка. В последующем возможна обработка для создания антикоррозийных свойств, а также придания матовой или зеркальной поверхности.
Производство толстостенных труб металлических квадратных
Толстостенные изделия имеют стенки с толщиной не менее 10% от размера диагонали. В сортаменте металлических труб усиленного типа наибольший показатель толщины стенки среди труб отечественных производителей составляет 12 мм. Метод изготовления усиленных металлических труб не имеет существенных отличий от принципа, по которому производятся тонкостенные изделия. Усиленные профильные трубы формуются из листа толстой стали и относятся к типу изделий горячего проката.
Как и тонкостенные, усиленные стальные трубы квадратного сечения не бывают бесшовными. В случае с толстостенными, наличие шва сказывается на прочности лишь с отклонением в 10-12%. Этот незначительный показатель не ухудшает способность толстостенной прямоугольной конструкции выдерживать высокие нагрузки.
При производстве такого типа профильных труб главный упор ставится на надёжность. Усиленные стальные трубы обычно скрыты среди коммуникаций, поэтому не требуют контроля над эстетической составляющей. Дефекты, оставленные после сварки шва, обычно не обрабатываются, что сохраняет приемлемую стоимость прямоугольной толстостенной трубы.
И сварные, и бесшовные квадратные стальные трубы обладают как рядом положительных качеств, так и определенным количеством недостатков. Выбор металлических труб для монтажа корпусных конструкций зависит от требований к конкретному виду строения. Для этого необходимо ознакомиться со всеми вариантами, которые предлагает сортамент каждого производителя.
Какой диаметр трубы выбрать для водоснабжения в частном доме
Как было показано выше, трубный диаметр задается фиксированными значениями из стандартизированного числового ряда со значительной разбежкой. Это делает его точный подсчет по формулам, таблицам и онлайн-калькуляторам в подавляющем большинстве случаев бессмысленной процедурой. Даже самый простой вариант определения диаметра по пропускной способности труб и суммирования водопотребления одновременно включенного сантехнического оборудования (таблица 3.) не стоит потраченного времени и давно проведен специалистами-монтажниками.
Снаружи
Если для частного дома смонтирована система индивидуального водоснабжения, то вода от погружного или поверхностного электронасоса поступает в него по подземному трубопроводу из полиэтилена низкого давления ПНД.
Выходные патрубки большинства насосов рассчитаны на подключение труб диаметром 1 или 1 1/4 дюйма, то есть наружными диаметрами 25 и 32 мм. Так как трубопровод от электронасосов запрещено заужать, то перед монтажниками нет выбора, какие трубы использовать.
Иногда, если выход электронасоса имеет выходной патрубок в 1 дюйм (25 мм), а расстояние до дома слишком велико, для снижения гидравлических потерь использует трубопровод большего диаметра в 1 1/4 дюйма (32 мм).
Аналогичным образом поступают и при подключении от централизованной водопроводной магистрали. В подавляющем большинстве случаев перед монтажниками не стоит вопрос, какую трубу выбирать. Достаточно использования двух видов – 25-ой или 32-ой ПНД-трубы.
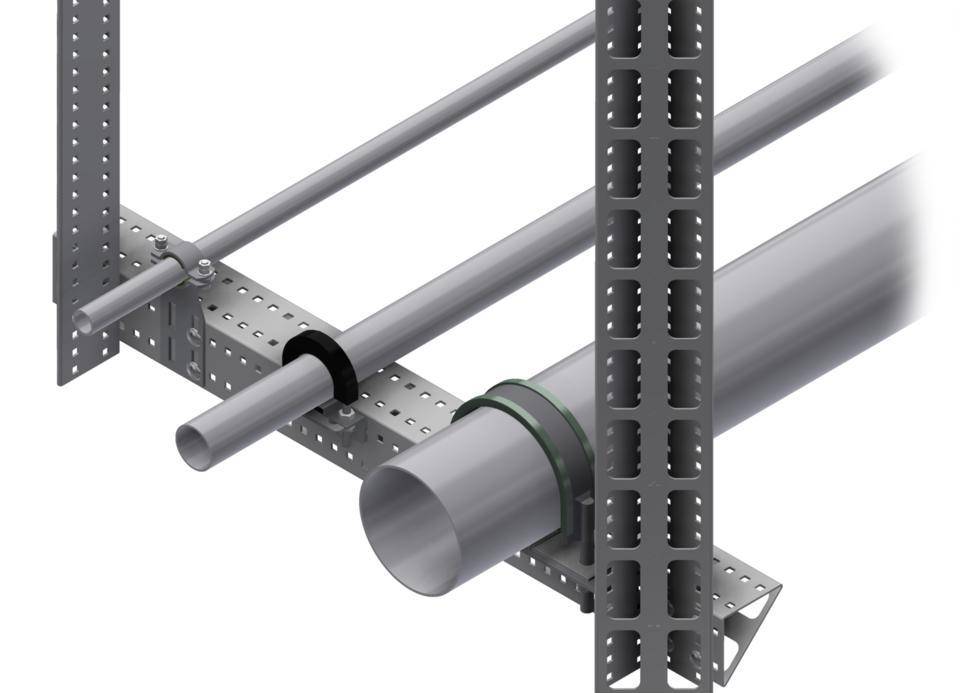
Рис. 5 Один из вариантов коллекторной разводки и соответствующих ему труб из тонкостенного металлопластика (для ПП все диаметры следует увеличить на один типоразмер)
Внутри
Стандартная разводка внутри частного дома обычно производится от центрального стояка, которым выступает трубопровод большого диаметра.
При разводке диаметр трубы для водопровода в частном доме подбирают в зависимости от количества точек водоразбора и их расположения. Специалисты поступают следующим образом:
- Если на этаже находится один санитарный узел и кухонная мойка, всю разводку делают ПП-трубами диаметром 20 мм.
- При наличии на этаже 2-х санитарных узлов центральный стояк прокладывают из ПП-трубы 25 мм, а боковые ветви из 20 мм отрезков.
- Если в доме помимо 1-го есть и 2-ой этаж с санитарными узлами, на центральный стояк пускают 32-ую ПП-трубу с боковыми 20 мм ответвлениями.
- Аналогично поступают и при наличии в доме 3-х этажей с санузлами – монтируют центральный стояк из 32-ой ПП-трубы, а боковые ветви паяют из 20 мм отрезков.
Стоит отметить, в индивидуальных домах этажностью не выше 3-х в подавляющем большинстве случаев достаточно стояка из 32-ой трубы. Если здание выше 3-х этажей, к примеру 5-этажный дом, то водопровод в частном доме монтируют с ПП-трубой стояка диаметром 40 мм или даже 50 мм.
Рис. 6 Разводка от общего стояка
Подбирая диаметр трубопровода для водоснабжения индивидуального дома, рационально не усложнять задачу расчетами по таблицам и формулам, а воспользоваться рекомендациями специалистов. Общепринятыми считают наружную прокладку водопровода из ПНД-труб диаметрами 25 и 32 мм, а внутреннюю из полипропилена размерами стояка 32 мм и боковых отводов 20 мм. Думаем, что ответ на вопрос какой диаметр трубы выбрать для водоснабжения в частном доме мы ответили в полном объеме. Удачи и хорошего напора в трубопроводе!.
Факторы, влияющие на выбор трубного диаметра
Трубопровод водоснабжения предназначен для транспортировки к точкам разбора холодной и горячей воды необходимой температуры и напора. Если температурные параметры зависят от свойств источника и теплопроводности труб, то напорные характеристики определяются трубными размерами. То есть, чем меньше сечение и больше длина трубопровода, тем ниже давление воды будет на конце линии.
С учетом вышеизложенного, на выбор диаметра водопроводной трубы влияют следующие факторы:
- Напор на входе внутреннего водопровода. При индивидуальном водоснабжении он задается автоматическими приборами (реле давления).
- Длина трубопроводной магистрали.
- Необходимый напор в точках водоразбора.
- Количество, вид и сечение проходных каналов запорной и регулирующей арматуры, приборов учета, насосного оборудования по пути следования воды. Любое сужение прохода на пути водотока значительно повышает гидропотери.
- Число поворотов и изгибов магистрали. Каждый поворот и изгиб создает сопротивление водному потоку и увеличивает гидравлические потери.
- Объемы водопотребления. Фактор напрямую связан с количеством точек подключения сантехприборов – чем их больше, тем большее понадобится сечение труб.
- Схема разводки трубопровода. Если магистраль подходит последовательно к каждому прибору, ее диаметр делают больше. При использовании коллекторной подводки внутреннее сечение труб берут поменьше.
| Наружный диаметр трубы, подходящей к дому (мм) | Примерный расход воды, который можно получить изданной трубы. | Потребитель | Расход, л/мин | Расход, м3/ч | |
| Умывальник с раковиной | 10 | 0,6 | |||
| л/мин | М3/час | ||||
| Умывальная раковина | 10 | 0,6 | |||
| Ванна/гидромассаж | 18 | 1,08 | |||
| 20 мм | 15 л/мин | 0.9 мЗ/час | |||
| Душ | 12 | 0,72 | |||
| 25 мм | ЗО л/мин | 1.8 мЗ/час | Туалет | 7 | 0,42 |
| 32 мм | 50 л/мин | 3 мЗ/час | Биде | 6 | 0,36 |
| Стиральная машина | 12 | 0,72 | |||
| 40 мм | 80 л/мин | 4.8 мЗ/час | Кухонная мойка | 12 | 0,72 |
| 50 мм | 120 л/мин | 7.2 мЗ/час | Посудомоечная машина | 8 | 0,48 |
| Водоразборный кран 1/2” | 20 | 1,2 | |||
| 63 мм | 190 л/мин | 11.4 мЗ/час | |||
| Водоразборный кран 3/4″ | 25 | 1,5 |
Таблица 3. Сводная таблица пропускной способности трубопроводов и водопотребления отдельными сантехприборами
Советы профессиональных сварщиков
Профиль сваривают под любым, удобным углом, используя при этом все разрешённые ГОСТом методики соединения.
Какие использовать электроды?
Профессиональные исполнители советуют использовать следующие марки:
- АНО-4 — распространенная и универсальная марка, не надо прокаливать перед использованием, подходят для работы с разным сварочным оборудованием;
- МР-3С надо использовать, когда к шву предъявляются повышенные требования по качеству;
- профессионалы используют марку УОНИ-13/55;
- хорошее качество соединения обеспечивают изделия ОЗС-12, но у них отсутствует устойчивость к сырости.
Данные рекомендации касаются профильной трубы с размерами 20х40 мм.
Выбор режима
Здесь надо учитывать следующие параметры:
- Сила, полярность и род тока (постоянный или переменный).
- Скорость проводки электрода.
- Диаметр и угол наклона.
- Напряжение сварочной дуги.
Для максимальной эффективности соединения исполнитель должен в каждом конкретном случае использовать наивысшие показатели силы тока, но помнить, что превышение снижает качество шва.
Методом в стык
Для проведения такого режима сварки существуют следующие требования:
- вначале делается прихватка по углам конструкции, затем проверяется точность стыковки, а затем уже обвариваются стыки по всему периметру;
- изделия с тонкими стенками проваривают за один раз, а толстостенные — в несколько проходов;
- дугу ведут с такой скоростью, чтобы металл не проседал, но кромки успевали оплавиться.
Проварку одного стыка заканчивают таким образом, чтобы край шва совпадал с первоначальным и был выполнен внахлёст.
Для тонкостенных изделий
Как варить электродом 2 мм тонкий металл профтрубы — такой прокат относится к тонкостенному виду и соединяется при помощи электродов диаметром от 1,5 до 2 мм, к сварочным работам допускаются исполнители с большим опытом работы. Сила тока — не выше 60 ампер, используются изделия марки МР-3С или АНО-21. Начинающим сварщикам тонкостенные профили надо варить при помощи инвертора.









Под прямым углом
Чтобы добиться при сварке профиля точного угла под 90 градусов, надо иметь опыт и соответствующие вспомогательные инструменты. Существует такая методика проведения работ:
- Профильные трубы разрезаются на части нужной длины.
- Все работы выполняются на ровной поверхности.
- Для надёжной фиксации используются магнитные угольники или подручные средства.
- Соединение выполняется поэтапно с обязательной проверкой угла соединения.
Вначале соединяемые изделия прихватываются, затем измерительным инструментом уточняется угол, если всё в порядке, то производится сварка профиля по периметру.
Устранение прожога
Такие негативные последствия сварки возникают при соединении тонкостенных профильных труб, чтобы предотвратить прожог металла, надо точно подбирать диаметр электрода и устанавливать малые величины сварочного тока, а полярность применять обратную. Аналогичные дефекты появляются из-за неопытности исполнителя.
Как выбрать трубы для отопления
При выборе типа материала сходить нужно из условий эксплуатации и характеристик самой системы. Нужно будет расписать для себя следующие параметры:
Тип движения теплоносителя в системе – самотечный или с принудительной циркуляцией. Для систем с естественной циркуляцией (самотечных) нужна будет труба большего диаметра, зато у них меньше требования по давлению. Для принудительной циркуляции диаметр не столь важен – теплоноситель «гоняет» насос, зато в таких системах требования по давлению выше. Но нужно сказать, что любые трубы, которые предлагаются для отопления, имеют значительный запас прочности по этому показателю. У большинства из них рабочее давление порядка 10-20Бар, а больше 6-9Бар даже в системах централизованного отопления вблизи котельной бывает редко.
Как будут прокладываться трубы – внутри стен/пола или снаружи
При наружной прокладке нужно обращать внимание на стойкость к механическим повреждениям и внешний вид. В принципе и то и другое нивелируется экраном для труб отопления, который может стать даже украшением интерьера
При внутренней прокладке важна надежность материала, величина температурного расширения и его коррозионная стойкость. Так металлы имеют хорошую прочность, легко переносят перепады давления/температуры и имеют небольшой коэффициент температурного расширения. Но они взаимодействуют с материалом стен, особенно с бетоном, что в сочетании с электропроводностью приводит к активному электрохимическому разрушению. В результате при определенных условиях и медь, и нержавейка и конечно сталь, замурованные в бетонную стену, разрушатся через несколько лет, а иногда и месяцев (зависит от кислотности транспортируемой среды, материала стены и влажности помещения). Решить проблему можно использованием защитной оболочки, как вариант – ПВХ гофры или любого другого материала. Для защиты от наведенных и блуждающих токов металлические трубопроводы защищают заземлением, а также установкой диэлектрических вставок.
Рабочие и максимальные/минимальные температуры в системе. С рабочими температурами все ясно: этот параметр указывается для изделий из каждого материала. По максимальным температурам в индивидуальные системы отопления можно поставить трубы из любого материала: в них она редко бывает выше 60-70оС (кроме тех, где используются обычные твердотопливные котлы – там она бывает и выше 100оС). При централизованном отоплении в северных регионах в сильные морозы температура теплоносителя может подниматься до значительных величин. В этом случае значительное превышение легко перенесут сталь, нержавейка и оцинковка, до 110оС выносят металлопластик и медь (не сам металл, а пайка на швах), а вот полипропилен даже супер термостойкий работает только до 95оС. С минусовыми температурами хорошо справляются полипропилен (армированный или нет), медь и гофрированная нержавейка – после заморозки они оттаивают и продолжают функционирование, причем нижний предел температур для нормальной работы -40оС или -50оС.
Важна еще степень сложности системы. В этом случае нужно обращать внимание на то, насколько легко монтируются трубы, какое оборудование для этого требуется.
Определиться с количеством средств, которые вы можете выделить на покупку материалов и оплату монтажа (если не собираетесь делать сами). Самые дорогие из всех представленных на рынке – медные системы отопления. Далее следует (по убыванию в цене) нержавейка и оцинковка на резьбовых соединениях, потом металлопластик (дорогие фитинги и монтаж), потом армированный полипропилен (известных фирм) и гофрированная нержавеющая труба. Самые бюджетные трубы — черный металл, но тут все зависит от услуг сварщика: если вы нанимаете работника, то система дешевой не будет, а вот если сами имеете хорошие навыки в сварке, то это – самые бюджетный вариант системы.
Достаточно большую роль будет играть и наличие тех или иных компонентов в вашем регионе. Не везде есть «экзотика» и далеко не в полном объеме имеются фитинги
Можно, конечно, заказать через какой-либо онлайновский магазин, но нужно тогда принимать во внимание стоимость доставки. Тяжело в этом случае будет и в случае необходимости докупить/обменять материалы или расходные части
Определившись с этими параметрами, можете изучать характеристики каждого материала, исключая неподходящие. Так и выберете оптимальный вариант для вашего случая.
Валки
Многие строители интересуются, как согнуть трубу в домашних условиях без трубогиба подручными средствами. Детали диаметром до 10 мм выгибают с помощью валиков, не нагревая. Изделие прочно фиксируют в тисках. Сгибая, упор производят на тиски, одновременно придавливая валиком. Для заготовок с сечением 40 мм обязателен подогрев, сгибать их с помощью валков трудоемко.
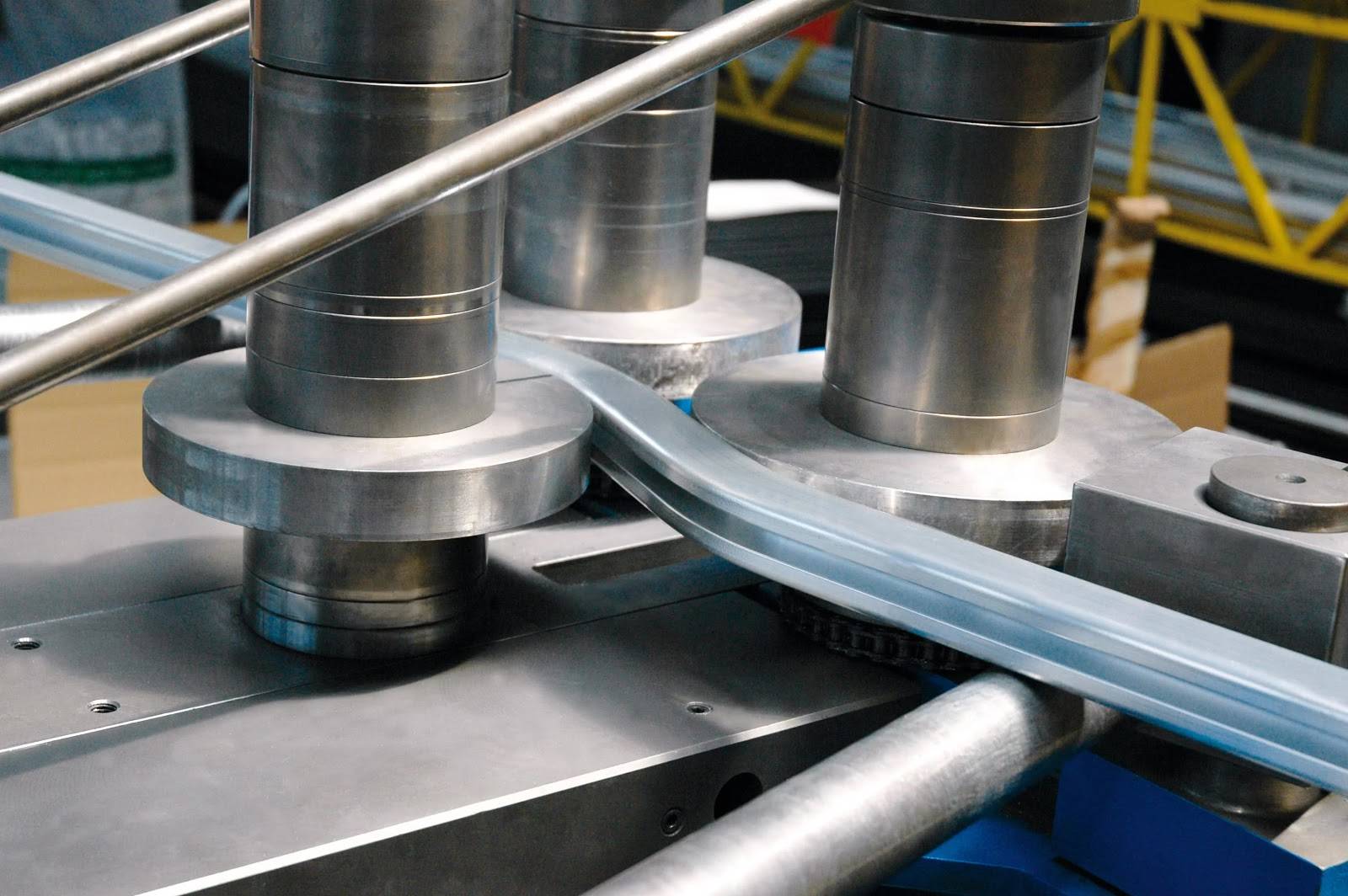
Валки также используют в рычажном трубогибе домашнего производства. Заготовка продвигается по двум роликам, расположенным горизонтально, а с помощью центрального валка выполняют перегиб. Приспособление уместно для прогиба арочного типа. Сгиб получается равномерным большого радиуса.
Оглавление
1 Общие положения
2 Общие требования и характеристика складов изолированных труб
3 Организация складирования изолированных труб на складах. Требования к средствам механизации при погрузочно-разгрузочных работ
4 Техника безопасности
| Дата введения | 01.02.2020 |
|---|---|
| Добавлен в базу | 01.09.2013 |
| Актуализация | 01.02.2020 |
Этот документ находится в:
- Раздел Экология
- Раздел 75 ДОБЫЧА И ПЕРЕРАБОТКА НЕФТИ, ГАЗА И СМЕЖНЫЕ ПРОИЗВОДСТВА
- Раздел Строительство
- Раздел Нормативные документы
Организации:
| 27.05.2002 | Принят | Госгортехнадзор РФ | 10-03/511 |
|---|---|---|---|
| Утвержден | АО ВНИИСТ | ||
| Принят | АО Выксунский металлургический завод |
Инжиниринговая нефтегазовая компания — Всероссийский научно-исследовательский институт по строительству магистральных трубопроводов, объектов ТЭК
Профильная труба – для чего она нужна и что это такое?
Наряду с трубами круглой формы, труба профильная считается одним из самых продаваемых продуктов металлического проката. Для устройства трубопроводов для подачи воды или других сред эти изделий не годятся, зато в качестве каркасных основ они проявили себя наилучшим образом. В строительстве профили квадратной или прямоугольной формы сечения выступают более экономной альтернативой деревянному брусу или армированным ж/б балкам.
Основным параметром для классификации данной разновидности труб является их сечение. Самыми распространенными будут такие виды стальной профильной трубы:
- прямоугольный профиль;
- квадратный;
- плоскоовальный;
- овальный:
- шестигранный;
- треугольный.

Сортамент профильных труб включает как обычные квадратные и прямоугольные изделия, так и модели нестандартных форм
Если профили с прямыми углами используются буквально повсеместно, овальные и плоскоовальные – в чуть меньшей степени, то изделия с нестандартной формой сечения можно встретить в продаже гораздо реже. В основном шестигранные, треугольные и другие редкие виды профильных труб выпускаются под индивидуальный заказ. Но какой бы форма сечения ни была, все профильные трубы имеют следующие преимущества:
- повышенная прочность. Профильная труба в каркасе выдерживает такую же нагрузку, как брус аналогичного размера. Полое пространство внутри изделия никак не сказывается на прочности конструкции, зато значительно уменьшает её стоимость и вес.
- легкость. Нет необходимости делать профили особо толстостенными: даже изделия с малой или средней толщиной стенки будут отлично выдерживать нагрузку.
- простота транспортировки. При транспортировке профильные трубы занимают гораздо меньше места, чем круглый металлический прокат. Соответственно, их доставка обойдется дешевле.
- приемлемая стоимость. Профильная труба не требует больших затрат на изготовление, поэтому цены на этот вид проката остаются достаточно низкими.
Как правильно собрать водопровод из оцинковки?
Уважаемый читатель, как вы думаете, чем объясняется сравнительно низкая популярность оцинковки на фоне современных материалов при таком внушительном списке достоинств?
Сложным монтажом на резьбовых соединениях.
Это означает:
- Точную подгонку размеров патрубков и сгонов;
- Нарезку большого количества резьб — ручную или на токарно-винторезном станке.
Именно поэтому оцинковку не любят монтажники сантехоборудования и зачастую там, где необходима прочность, навязывают заказчику медные или гофрированные нержавеющие трубы.
Почему, собственно, монтаж должен быть сложным? Что мешает использовать газовую или электродуговую сварку, применяющуюся при сборке водопровода из черной стальной трубы?
Причина в том, что цинковое защитное покрытие полностью испаряется в области сварного шва вне зависимости от способа сварки, применяющихся электродов, или сварочной проволоки.
Причина очень проста: цинк кипит при 900 градусах, а сталь плавится при полутора тысячах. В результате швы остаются уязвимыми для коррозии, и итоговый срок службы инженерной системы становится таким же, как при использовании вдвое более дешевой черной стальной трубы.
Специфическая терминология разных методов вальцовки
Понятие «вальцовка труб» немного неверно с точки зрения лингвистических норм. Под этим термином кроется 2 противоположные операции, а части деформирования заготовок производится без вальцов.
Обобщая терминологию, стоит упомянуть, что вальцовка – это:
- изменение формы трубы (превращение в круглую, квадратную, овальную форму);
- гибка под углом или по радиусу;
- формование круглой или плоской заготовки в изделие в форме трубки;
- расширения торца или увеличение одного конца трубы, чтобы подготовить к стыковке с деталью или фрагментом трубопровода;
- обжим концовки конца трубы, чтобы создать герметичную состыковку (уменьшение диаметра);
- резка металла с приданием концовке трубы другой формы и диаметра.
Привальцовка. Начало процесса расширения после того, как труба вставлена в отверстие для формовки. При этом устраняется зазор между краями отверстия и трубогибом. Далее требуется применить усилие, чтобы запустить процесс деформации при более плотном сочленении.









Для развальцовки труб из мягких металлов используются ручные инструменты
Развальцовка стальных труб – наиболее распространенный способ деформации трубопровода и других изделий. Это метод расширения диаметра одного из фрагментов трубопровода – для качественного сочленения отрезков. После такой обработки участки коммуникации состыкуются телескопическим методом – концовка одной трубы максимально плотно входит в последующий фрагмент.
Часто используется развальцовка труб из меди при монтаже водопроводов и систем кондиционирования. Такая операция (как и для всех прочих металлических труб) производится таким оборудованием:
- зажим (экспандер);
- трещётка (регулирует силу нажатия);
- конус или воронка (меняет диаметр на большее значение).
Завальцовка– обратный развальцовке процесс, уменьшение входного отверстия трубопровода. Нередко для сужения диаметра используют простейшие приспособления, такие как тиски и молоток. Также краям можно придать другую форму – по типу профилированных труб. Таким методом еще и устраняют дефекты на краях трубок, возникшие при нарезке.
Это интересно: Шевингование – обработка зубчатых колес: оборудование, нюансы процесса
Где чаще всего применяются оцинкованные профилированные трубы
Что касается конкретно оцинкованных профильных труб, то сферы их использования примерно те же, что и в обычных, а именно:
- жилищное строительство;
- прокладка подземных коммуникаций, дренажных систем, использование в хозяйственных целях, в частности в качестве опорных столбов для установки освещения;
- в качестве основы каркасных конструкций для строительства общественных и промышленных объектов, складских помещений – применимы толстостенные оцинкованные профильные трубы;
- для сооружения объектов наружной рекламы, огражденных площадок для детей и занятий спортом или развлечений, при строительстве любых ограждений или перегородок, в качестве материала для воплощения элементов ландшафтного дизайна на даче – применяют трубы с тонкими стенками.
Из чего делают трубы
Согласно техническим документациям, в качестве сырья для производства квадратной трубы используют сталь марки 08 КП и 10ПС. Также возможно использование особой стали, которая способна противостоять агрессивному воздействию внешней среды, в том числе и морской воде. Зачастую такие материалы используют в район вечной мерзлоты, что и объясняет их высокую стоимость.
Также для производства профильной трубы используют сплавы аустенитного класса, где присутствует хром или никель. Такие изделия обладают высокой стойкостью к кислотам и щелочам. Что касается недостатка, то здесь стоит выделить высокую стоимость трубы. В основном она используется на предприятиях пищевой и химической промышленности.
Готовая труба квадратного и прямоугольного сечения делиться на две группы. К группе А относятся изделия, в которых нормируются только механические свойства. В группе В речь идет о химическом составе стали.
Материалы, используемые при производстве трубы прямоугольного или квадратного сечения
Согласно технической документации, для производства трубы используется сталь марки 10 ПС или 08 КП. Если же применяется металл с особыми свойствами (сталь 09г2с-12), то изделия из него способны успешно противостоять даже таким агрессивным средам, как морская вода. Именно такие прямоугольные и квадратные трубы используются при строительстве объектов в Заполярье, в районах вечной мерзлоты.
Еще большей стойкостью и полной индифферентностью к щелочам и кислотам отличаются различные сплавы аустенитного класса, с применением хрома или никеля. Однако из-за высокой дороговизны такие трубы используются преимущественно на предприятиях химической, фармацевтической и пищевой промышленности.
Согласно нормативной документации, готовая квадратная и прямоугольная труба может выпускаться двух групп. Если изделие принадлежит группе А, то нормированию подлежат только механические свойства металла. У изделий группы В, помимо этого, нормируется еще и химический состав стали.
Что такое профильная труба?
Это пустотелое изделие, которое изготавливается методом трубопроката. Сечение может быть различным, если речь не идет о круглой продукции. Разрез может быть в форме овала, прямоугольника или квадрата.
В зависимости от применения трубы из профиля изготавливаются из холоднокатаной, горячекатаной стали, а также из углеродистых, низкоуглеродистых, низколегированных и качественных марок стали.
Наибольшую популярность в строительстве приобрели трубы квадратной и прямоугольной формы. Они отлично выдерживают поперечные нагрузки, поэтому используются при возведении каркасов зданий, колон, стоек, перекрытий. Также данная продукция применяется при изготовлении мебели, окон ПВХ, стальных дверей.




