Трубогиб для изделий с квадратным и прямоугольным сечениями
Профилегибочный станок – устройство с валами, один из которых со свободным ходом под давлением равномерно выгибает трубу нужной формы по всей длине. Валы выточены под определенное сечение. Давление происходит постепенно, пока не будет достигнут нужный изгиб. Усилие придается вручную или с помощью электропривода, гидравлики. Домашний трубогиб рассчитан на небольшое количество сгибаемых изделий, профессиональный можно применять для серийной гибки гарантированной точности.
Благодаря особенностям конструкции профилегиб качественно сгибает стальной трубопрокат без нагревания как в отдельном участке, так и по всей длине под различным углом, в различных плоскостях.

Изготовить гибочное устройство своими руками также возможно, на это уйдет много усилий, времени и средств, однако процесс выгибания труб станет легче. Ручной станок для гибки профиля прост в эксплуатации, имеет небольшие габариты, его можно установить в гараже или небольшой мастерской. Трубогибу следует обеспечить надежное устойчивое положение, работу следует выполнять не спеша, постоянно проверяя соответствие шаблону. Наиболее простой вариант, подходящий для тонких труб – роликовый станок Вольнова. В определенном месте зажатой в тисках заготовки посредством ролика формируется изгиб, но требуется хорошая физическая сила.
Как гнуть профильную трубу в домашних условиях, вопрос непростой. Следует учесть много нюансов и сделать все правильно, дабы не испортить материал
Большое внимание уделяется размерам сечения, толщине стенки, расчету радиуса изгиба, также стоит решить – применять нагрев, наполнитель или нет
Способы гибки труб большого и малого диаметров
Технологии гибки зависят от пластичности конструкционного материала трубы, толщины ее стенок и габаритов арматуры (внешнего и внутреннего диаметра). Причем все эти параметры определяют и максимальный радиус изгиба, и тип технологического процесса гибки. Поэтому далее по тексту мы рассмотрим процессы гибки труб из разных конструкционных материалов.
Гибка труб из цветных металлов
Например, гибка труб из меди алюминия и прочих цветных металлов с высокой ковкостью осуществляется вручную, холодным способом. Ведь и медь, и алюминий отличаются высокой теплопроводностью, а высокая ковкость этих металлов позволяет «согнуть» трубы без разогрева.
Гибка труб из цветных металлов
И в большинстве случаев процесс гибки медных и алюминиевых осуществляется следующим образом:
- Внутреннее пространство заполняется водой или песком.
- Торцы трубы закрываются пробками.
- Тело трубы гнется с помощью «калибра» — дуги с нужным радиусом, или частокола штырей, в котором можно зафиксировать один торец трубы.
В итоге, можно утверждать, что большинство медных и алюминиевых труб гнут, по сути, кустарными методами. Ну а в промышленном производстве используют высокотехнологичный процесс гидроформирования профиля и тела труб.
Гибка труб из стали
Гибка труб из «нержавейки» или конструкционной стали осуществляется, как холодным, так и горячим способом.
Гибка труб из стали
Причем горячая гибка реализуется с помощью тех же методик, что и деформация арматуры из цветных металлов. Только водой или песком стальную трубу заполнять уже не нужно. Тело стальной арматуры просто прогревают в месте сгиба, до красно-оранжевого цвета, после чего трубу можно согнуть руками. Правда, такую трубу уже нельзя использовать в трубопроводах высокого давления. Ведь после нагрева изменится и структура и прочностные характеристики железоуглеродистых сплавов.
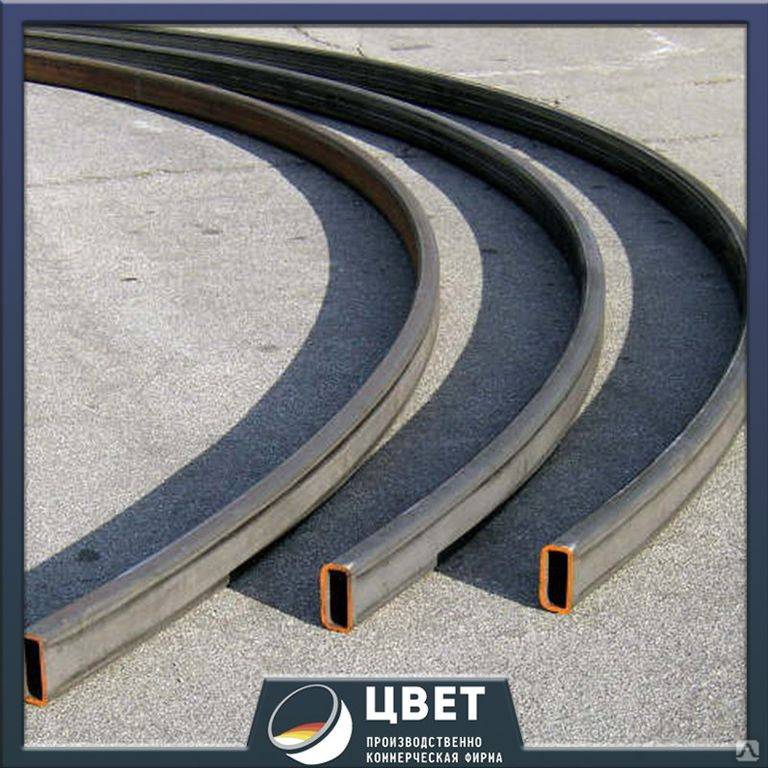
Более продвинутый способ – это механическая гибка, которую реализуют с помощью вальцовых станков. Труба деформируется под давлением верхнего вальца, а нижняя пара транспортирует сквозь зону деформации весь мерный отрезок трубы. С помощью этой технологии можно согнуть трубу даже в кольцо. Причем, механическая гибка практически не влияет на прочностные характеристики труб. Поэтому данный способ практикуют при сборке, и трубопроводов, и металлоконструкций.
Стальные трубы большого диаметра гнут холодным способом, прорезая в теле трубы деформационные канавки (с внешней и внутренней стороны радиуса изгиба). Причем, после деформирования арматуры эти канавки придется заварить. Прочностные характеристики деформируемой трубы, в данном случае, зависят от качества сварочного шва.
Гибка труб из металлопластика и конструкционных полимеров
Гибка труб из металлопластика
В данном случае используются только холодные методы гибки. Ведь полимерные трубы и арматура из металлопластика плавится при температуре выше 175 градусов Цельсия. А естественная пластичность присуща всем полимерам.
Причем для гибки полимерных труб нужно меньшее деформирующее усилие. Например, трубы малого диаметра можно согнуть руками, а калибр или лекало, определяющие радиус изгиба, используются лишь как инструмент контроля результатов процесса.
И даже гибка металлопластиковых колонн большого диаметра осуществляется, по сути, в ручном режиме. Только в этом случае во внутреннюю часть трубопровода нужно засыпать прогретый до 100-120 градусов Цельсия песок, который изменит пластичность тела арматуры. Ведь полимеры начинают «размягчаться» уже при 40-60 градусах Цельсия, а стойкий к высоким температурам металлопластик – при 120-140 градусах.
То есть, с гибкой полимерных и композитных труб нет никаких проблем. Любую арматуру из конструкционных полимеров можно согнуть руками.
Специальные устройства для гибки
Для того, чтобы достичь высокого качества готового продукта, можно воспользоваться заводскими и самодельными приспособлениями.
Трубогиб
Трубогибы состоят из станины, нескольких роликов, ограничителей и привода. Управление прибором осуществляется вручную, электромотором и гидравлическими цилиндрами. В частном строительстве используются профильные трубы с высотой стенки до 20 мм. С их сгибанием справляется ручной трубогиб.
Кондуктор
Этот инструмент предназначен для точного изготовления и соединения стыков профиля при резке болгаркой и соединения арок с вертикальными, поперечными и наклонными стойками.
Благодаря использованию кондуктора достигается максимально точное соединение деталей под прямым углом и аккуратный шов между ними.
Гибочная плита
Данное приспособление представляет собой съемную конструкцию, устанавливаемую на верстаке или на полу мастерской.

Для крепления используются закладные детали или анкерные болты. Кривизна опорной плиты регулируется болтами.
Как согнуть трубу посредством трубогиба
1 Тип станка предназначен для радиусной гибки профильных труб.
Характеристики стандартного станка :
Максимальное сечение трубы #8212; 40 х40х2, 50х25х2 мм.
Минимальные диаметры круга:
- 20х20х2, 25х25х2, 15х15х1,5 –560 мм
- 30х30х2 #8212; 650 мм,
- 40х20х2 #8212; 650 мм,
- 40х40х2 #8212; 1800 мм,
- 50х25х2 #8212; 800 мм.
Максимальный диаметр дуги неограничен.
Тип привода ручной.
Ролики закаленные – все 3 шт.
Цена: 25000 рублей .
2 Тип станка предназначен для радиусной гибки профильных труб, круглой трубы и полосы.
Характеристики универсального станка :
Максимальное сечение трубы #8212; 40х40х2, 50х25х2 мм.
Максимальное сечение круглой трубы 32х2.8 мм.









Минимальные диаметры круга профильных труб:
- 20х20х2, 25х25х2, 15х15х1,5 –560 мм
- 30х30х2 #8212; 650 мм,
- 40х20х2 #8212; 650 мм,
- 40х40х2 #8212; 1800 мм,
- 50х25х2 #8212; 800 мм.
Максимальный диаметр дуги неограничен.
Тип привода ручной.
Ролики закаленные – все 3 шт.
Цена: 30000 рублей .
По желанию Заказчика за дополнительную плату станок комплектуется индикатором часового типа для изготовления более точных всех последующих заготовок.
За дополнительную плату станок может быть укомплектован электроприводом 220-380В
Гарантия 2 года
Саратовская обл. г. Энгельс
Профильную конструкцию можно изогнуть, предварительно прогрев место изгиба газовой горелкой или паяльной лампой. Однако данный метод имеет свои минусы: трудоемкость работы, плохой внешний вид сгиба.
Куда разумней выполнить работу с профильной конструкцией для теплицы посредством трубогиба. Изгиб происходит за счет давления валика. При этом можно контролировать угол изгиба. Трубогиб можно выполнить своими руками.
Для этого потребуются:
- Три ролика;
- Стол из металла;
- Кронштейн;
- Раствор из бетона;
- Сварочный аппарат;
- Стальные конструкции размерами от 70 до 150 мм;
- Ходовой винт;
- Швеллер.
Конструкция выполняется из двух труб из стали. Они фиксируются в плите посредством раствора, а затем прикрепляются, при помощи сварочного аппарата, к швеллеру. Между конструкциями должно быть соблюдено расстояние в 600 мм.
Ролики монтируются на осях на одной линии. Между ними должно быть не менее 50 см. Третий ролик устанавливается в середине. Монтируется он выше двух уже установленных роликов на 100 мм. Такой ролик приподнимается домкратом и отвечает за угол выполняемого изгиба.
При выполнении работы ролик крепится к столу из металла. К оси фиксируется кронштейн с прижимной осью. На нее монтируется ролик, аналогичный профилю конструкции. Сама конструкция, при работе, проходит через ролики. При этом она придерживается руками. По окончанию работы требуется проверить угол профильной трубы для теплицы, приложив ее к шаблону.
Горячая гибка
Данный способ позволяет придать профтрубе необходимую форму без риска образования трещин и сплющиваний. Линии изгиба получаются плавными. Данный метод нельзя использовать только для труб из цинка, так как в процессе накаливания выгорает оцинкованный слой, который выполняет функцию защиты конструкции от коррозии.
Необходимые инструменты и материалы
- кварцевый песок;
- деревянные заглушки — 2 шт;
- газовая сварка (горелка);
- дрель.
Инструкция:
- Профтрубу затыкают деревянным колышком с одной стороны, затем насыпают кварцевый песок и забивают противоположную сторону аналогичным способом. Это необходимо для того, чтобы избежать деформации в процессе гибки трубы. Без использования песка материал конструкции будет испорчен.
- В одном из концов профтрубы делают отверстие, через которое в процессе накаливания будет выходить воздух.
- То место, которое нужно согнуть, разогревают с помощью газовой сварки или горелки, а затем придают профтрубе нужную форму. При работе с газовой сваркой необходимо соблюдать все меры пожарной безопасности. Нужно избегать перегрева металла, которое может привести к появлению окалины и ухудшению эксплуатационных показателей изделия.
- Как только трубное изделие приобрело желаемый изгиб, необходимо вынуть деревянные клинья и высыпать песок. Заглушки можно легко вытащить, нагрев концы профтрубы горелкой.
Способы согнуть профильную трубу своими руками
Как гнуть профильную трубу при помощи сварки
Трубные изделия квадратного или прямоугольного сечения, высота стенки которых 30 – 40 мм и более, с трудом поддаются сгибанию, особенно при малых радиусах. Чтобы сформировать своими руками из такого материала красивый отвод в 90 градусов, без болгарки и сварочного аппарата не обойтись.
Порядок действий:
- Сделать шаблон изгиба, по которому проще изготовить несколько одинаковых деталей;
- Вдоль трубы болгаркой сделать надсечки трех стенок, оставив одну цельной. Чем больше надсечек, тем округлей будет изгиб;
- Один конец профиля надежно зафиксировать;
- Применив усилие, взявшись за второй конец постепенно согнуть трубу по шаблону так, чтобы пропилы образовали вогнутую часть изгиба. Плоскость сгибания не должна нарушиться, можно применить киянку;
- Пропилы заварить, места сварки отшлифовать.
Как согнуть профильную трубу при помощи наполнителей
Наполнитель используется для получения равномерных изгибов без сплющиваний и складок (гофры на вогнутой части), заполняя внутреннее пространство он распределяет силу сжатия и растяжения по всей поверхности сгибаемого участка профиля. Самым испытанным наполнителем считается мелкий, сухой, хорошо просеянный песок.
Этот способ может сопровождаться нагреванием трубы паяльной лампой либо накаливанием на древесных углях, при нагревании металл приобретет пластичность, что облегчает гибку. Горячим способом гнут трубные изделия с высотой стенки от 30мм и более.
Трубопрокат с высотой стенки до 20мм гнется без нагревания, а при радиусе изгиба менее 50мм можно не применять наполнитель.
Порядок действий горячего способа:
- Отжечь участок сгиба заготовленной трубы;
- Изготовить деревянные заглушки в виде пирамид длиной в 10 оснований, которые в 2 раза больше просвета, на одной сделать 4 продольных паза для отвода газа во время нагревания;
- Заглушить один конец трубы, постепенно засыпать до краев просеянный и прокаленный песок, уплотняя его постукиванием. Заглушить второй конец чопом с пазами;
- Разметить участок нагревания мелом, зажать профиль, расположив шов не по вогнутой стороне касательно шаблона;
- Разогреть трубу докрасна, сгибать поступательными движениями в один подход (повторный разогрев не желателен) соблюдая плоскость сгиба по шаблону. Соблюдайте меры безопасности;
- После остывания заглушки выбить или выжечь.
С высотой стенки до 10мм смело гнем профильную трубу своими руками без нагревания и наполнителя. В остальных случаях вместо песка можно применить стальную пружину с плотными квадратными или прямоугольными витками. По величине она должна быть чуть меньше внутренних размеров трубы, так, чтобы плотно пройти к месту сгиба. Пружина также не даст образоваться нежелательным деформациям при холодном сгибании. Вытаскивают ее за привязанную к конечным виткам проволоку, выходящую наружу.
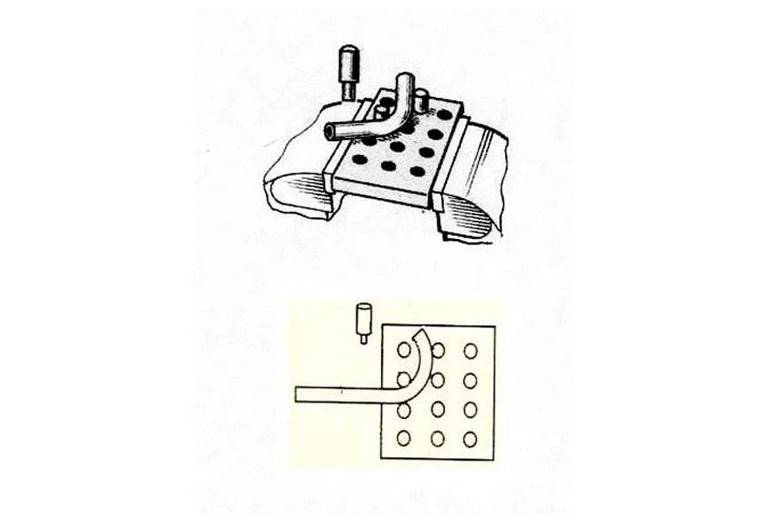
Как согнуть профильную трубу в домашних условиях на гибочной плите
Это еще один вариант как согнуть профильную трубу без трубогиба, используя приспособления, изготовленные самостоятельно. К ним относятся горизонтальная металлическая или бетонная плита с отверстиями, стационарный плоский шаблон с элементом фиксации, верстак с оправкой. Данные конструкции хороши для холодной гибки тонких трубных изделий. Принцип действия прост: один конец профиля зажимается, а другой под действием силы прижимается, огибая приготовленную форму. Ручная гибка требует значительных усилий и не гарантирует точности.
Следует помнить, что стальной трубопрокат обладает пластическим моментом сопротивления (пружинящий эффект), поэтому изгиб приходится подгонять несколько раз под шаблон.
Как согнуть профильную трубу своими руками, так и привести ее в первоначальную форму, дело трудное. Чтобы все получилось, как задумано с первой попытки без специального станка не обойтись.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.









Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Особенности процесса
На самом деле сгибать трубы достаточно легко. Это только кажется, что для подобных действий необходимо огромное количество сил и энергии. Конечно, при работе с металлическими трубами все же придется попотеть, но даже в этом случае процесс занимает всего несколько десятков минут, и это с учетом подготовительных работ.
Но просто согнуть трубу недостаточно. Надо сделать это правильно, чтобы в итоге получить рабочий, а не испорченный образец. Если мы загибаем трубы своими руками, то шанс их повреждения существенно возрастает, так как согнуть трубу в домашних условиях можно только с помощью подручных средств.
Все дело в том, что труба при изгибании меняет свою структуру, натурально деформируется. И процесс деформации проходит непредсказуемо.
Это только кажется, что модель из той же стали изгибается красиво и плавно, как будто бы по волшебству сохраняя свою форму.
Внутренняя стенка как бы накапливает в одной точке больше материала, становится толще, образуются даже микроскопические складки. Наружная же, наоборот, растягивается, что чревато появлением микротрещин. Согните ее слишком быстро или без предварительной подготовки – и ее повреждение будет практически неминуемым.
Как обезопасить себя?
Впрочем, себя можно легко обезопасить или хотя бы свести шанс повреждения трубы к минимуму. Для этого применяют несколько хитростей.
Во-первых, при изгибании своими руками трубу нагревают до определенной температуры. Это нормально, без прогрева согнуть отрезок, да еще и стальной, крайне сложно. Вы потратите уйму сил и энергии, а результат же вас вряд ли порадует.
Достигла ли поверхность трубы нужной температуры, проверяется с помощью обычной бумажки. Считается что труба прогрелась, если бумажка при контакте с ней начинает тлеть.
Процесс загибания стальной трубы
Способ, конечно, довольно топорный и дает только относительные результаты, но для домашней работы большего и не требуется.
Во-вторых, в полость трубы обязательно добавляют стабилизирующий материал. Это делается до момента ее прогрева.
В качестве стабилизирующего материала применяются разные варианты, от песка до пружин. Трубу с обеих сторон закупоривают, а затем уже принимаются за работу.
Внутри трубы песок играет роль пластификатора
Он не дает материалу деформироваться рывками, при этом сохраняет изначальную форму заготовки, что тоже крайне важно
Также перед началом работы необходимо создать деревянную или стальную заготовку, для упрощения процесса деформации. Необязательно сильно мучиться и что-то создавать, надо просто выбрать подходящий материал.
К примеру, если вам нужно загнуть трубу под прямым углом своими руками, то хватит и наличия профильной трубы или же стола.
Если же радиус загиба достаточно большой, то придется подобрать обратную трубу нужных размеров или же деревянное полено.
Как согнуть профильную трубу в домашних условиях без трубогиба
У рядового домовладельца изредка есть в наличии особое оборудование. Потому необходимо знать, как верно самому согнуть дюралевую либо железную трубу для теплицы, козырька (навеса) и других нужд без трубогиба.

Фото — гибка труб без трубогиба
Очень комфортно создавать данную работу с помощью сварочного инвертора и бытовой болгарки. Для начала разрабатывается чертеж, по нему в предстоящем будет расчерчиваться и рассчитываться надобный угол. В схеме непременно точно измеряется закругление.
Пошаговая аннотация от профессионала как гнуть трубы при помощи тисков, болгарки и сварочного аппарата:
Если планируется загнуть профтрубу полукругом, то на месте предполагаемого сгиба делается с помощью болгарки несколько тонких надрезов;
Без помощи других выполнить работу можно, только если за ранее зафиксировать арматуру в зажимных тисках
Когда пропилы выполнены и очищены от стружки, необходимо осторожно начинать сгибать трубу;
После того как кольцо закрылось, необходимо отверстия, которые образовались в итоге сгибания, заварить сварочным аппаратом. Некие мастера употребляются обыкновенные паяльнички, если коммуникация имеет маленький поперечник;
Чтоб место сгиба было осторожным, его необходимо будет дополнительно прошлифовать и покрыть защитным средством – это поможет предупредить возникновение коррозии либо раннего разрушения соединения.
READ Как Проверить Якорь Болгарки
Ровно выгнуть трубу можно с помощью пружины, которая подходит по размеру профильного сечения:
- Коммуникация фиксируется в тисках;
- В отверстие вставляется пружина соответственного поперечника. Это не даст при сгибании профильной трубе поломаться либо принять некорректную форму;
- Для облегчения работы необходимо подогреть место стыка и аккуратненько вручную перегнуть коммуникацию по подходящему поперечнику;
- Тут очень помогают разные подходящие по наклону изделия из металла, скажем, болгарки, арки и т. д.
Аналогичным образом можно испытать деформировать коммуникацию с помощью песка. Как верно согнуть трубу для навеса без внедрения тисков и пружин:
- Необходимо застопорить один конец трубки, закрыв его древесным клином либо хоть какой другой затычкой;
- Закрытым концом труба фиксируется в земле либо тисках (если есть возможность). Также можно использовать хоть какое другое приспособление, которое позволяет установить коммуникацию;
- После чего необходимо засыпать в открытый конец песок и разогреть паяльную лампу;
- Нагретой лампой необходимо провести по месту грядущего сгиба, после этого аккуратненько согнуть трубу в подходящую форму. Работать нужно достаточно стремительно, т. к. металл после того, как остынет, будет неприменимым для обработки.
обучение о том, как загнуть трубу 20 мм без трубогиба при помощи песка
После воплощения извива требуется трубу бросить на некое время в зафиксированном положении – это поможет материалу закрепить свою новейшую форму. Если работы проводятся в зимнее время, то мастера выставляют их даже на мороз.
Влияние материала на выбор способа сгиба
Профильные трубы сделаны в соответствии с требованиями ГОСТ 54157-2010 и обладают определенными свойствами.
Сгибать профильные трубы необходимо с учетом таких параметров:
- Минимальный радиус гиба облицовочного материала, который планируется уложить на арки. У сотового поликарбоната данные показатели зависят от толщины и структуры.
- Размер профиля и толщина стенок. Изделия с высотой стенки до 10 мм допускается изгибать с использованием мускульной силы. Профили от 20×40 мм и больше, изгибать нужно комплексно, давлением и нагревом или на станке.
- Упругость (пластический момент сопротивления). Его нужно вкладывать в предварительные расчеты, придавая заготовке меньший радиус гиба.
На основе анализа этих данных делается выбор способа выполнения задачи.
Применение профилегиба
Сфера применения трубогибов и профилегибов – изготовление любых радиусных изделий из черного и цветного профиля. Оборудование используется в производстве:
- Арочных каркасов теплиц, беседок, остановок, навесов, других строительных элементов.
- Водяных нагревательных приборов: теплообменников, радиаторов, полотенцесушителей, изгибов отопительных и водопроводных труб.
- Декоративных элементов изгородей, мебели, элементов ландшафтного дизайна.
- Деталей станков, транспорта, машин, медицинских и спортивных тренажеров.
Профилегибы используются как в маленьких частных мастерских, так и крупных промышленных предприятиях.
Итак, как согнуть профильную трубу? К работе на станке допускают персонал, прошедший обучение, ознакомленный с руководством пользователя и техникой безопасности. Работы выполняют в следующем порядке:
- Установка роликов, соответствующих размерам и форме профиля.
- Установка заготовки между валиками.
- Затяжка прижимного ролика.
- Выбор скорости подачи трубы.
- Гибка профиля.

Для сохранения формы детали и исключения деформации профиля гиб осуществляют в 2-3 прохода, постепенно затягивая прижимной ролик. Угол гиба контролируют измерительным инструментом.








Способы
Согнуть профиль 40×20 или 20×20 в домашних условиях особого труда не составит. Для этого подойдут все способы, перечисленные ниже. Узкие профтрубы (менее 20*20), особенно тонкостенные, гнутся с помощью примитивного захвата или даже на любой криволинейной и гладкой поверхности.
Болгаркой
Болгарка (или углошлифовальный ручной электростанок с отрезным диском по металлу) позволяет согнуть профильную трубу своими руками, используя пропилы. Они отстоят на равном расстоянии друг от друга, когда их более двух. Один пропил позволит сделать лишь резкий, прямоугольный изгиб. Чем больше пропилов – тем плавнее изгиб. Он примет вид правильной ломаной. Пропилы нужны, чтобы лишний металл с внутренней стороны не образовывал складки, придающие трубе неприглядный вид.
Величина угла каждого пропила определяется общим гибочным углом, делённым на количество выпиленных зазоров. Чтобы профтруба приняла аккуратный вид, и внутрь не затекала дождевая вода, пропилы должны быть с острым углом у наружной стенки трубы, а не прямоугольными. Например, арочная труба, имеющая угол сгиба в 180 градусов, при 20 пропилах требует угол для каждого из них в 9 градусов. Добиться этого можно лишь на крупногабаритном профиле и при использовании более тонких дисков – либо делать пропилы ножовкой по металлу, а не болгаркой.
Разогревать для этого профтрубу незачем. Пропилы размечаются и выполняются в соответствии с радиусом изгиба, запрашиваемого заказчиком. При этом одна из стенок – наружная остаётся целой, что позволит конструкции не развалиться, но труба теряет прочность. Для обретения профтрубой исходной прочности получившиеся стыки провариваются с помощью сварки.
Данный метод относят к холодному гнутью трубы. Термообработка (сваривание) осуществляются уже после сгибания – а не до него, как это происходит в случаях, описанных ниже. Недостаток – ребристая наружная и внутренняя поверхности сгиба, что исключает плотный контакт с криволинейными конструкциями, например, при накладывании композитных или пластиковых кровельных листов поверх каркаса, собранного из таких труб.
Заполняем песком
Перед тем как прогреть трубу, её заполняют песком. Сила упругости, которой обладает песок, позволит профилю не смяться. Внутренняя сторона сгиба останется гладкой. Чтобы согнуть трубу таким образом, сделайте следующее.
- Закройте концы трубы деревянными заглушками, в которых прорезаны продольные отверстия. Последние нужны, чтобы нагреваемый воздух выходил из трубы, заглушки не выбило. Длина заглушек в 10 раз больше ширины профиля.
- Прокалите участок трубы, на котором она согнётся.
- Насыпьте в трубу песок со средней зернистостью. Предпочтительно использовать просеянный и хорошо вымытый песок, предварительно прокалённый до 150 градусов.
- Проверьте, что труба хорошо закрыта, и отметьте участок трубы, подвергаемый сгибанию.
- Зафиксируйте трубу в тисках на верстаке.
- Нагрейте трубу до вишнёво-красного цвета и согните её в отмеченном месте.
- После остывания трубы удалите заглушки и высыпьте песок.
Согнутая дугой труба готова к дальнейшей работе.
С помощью пружины
Если под рукой песка не оказалось, доступа к нему нет – воспользуйтесь квадратной пружиной, витки которой расположены плотно. Пружина предотвратит деформацию и неравномерное изменение толщины стенок трубы, поможет сохранить ей форму.
Посредством воды
Сгибание с помощью воды впору назвать «ледяным гибом». Закройте один конец плотной заглушкой, налейте воду, закройте второй конец и дождитесь морозного дня. Когда вода замёрзнет и расширится, согнуть её будет намного легче, чем в обычных домашних условиях. Изгиб при этом выйдет ровным, без сморщивания и разрывов. Недостаток такого способа – слишком короткую трубу согнуть не удастся, а стальная труба (если она не из нержавейки) может покрыться ржавчиной изнутри, потеряв при этом значительную часть прочности.
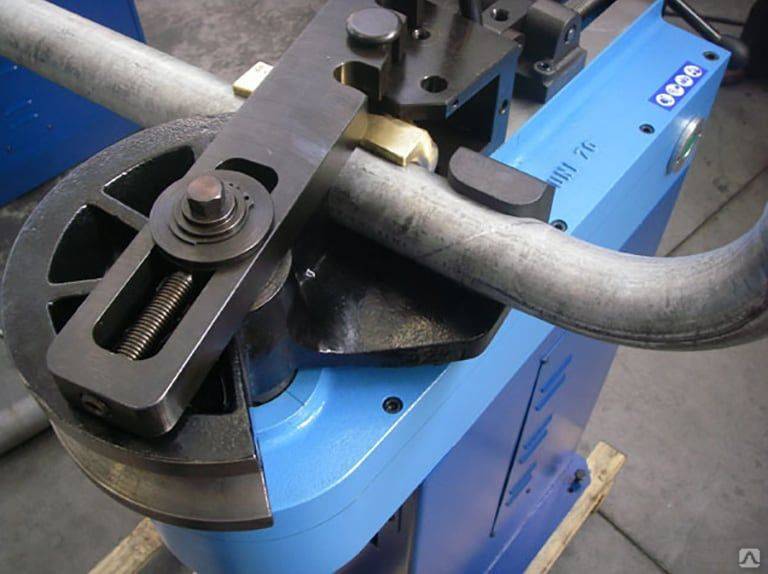
Принцип использования трубогиба
Согнуть профильную трубу (особенно это касается изделий крупного диаметра) своими руками далеко не всегда представляется возможным. Для этих целей существуют специальные устройства – трубогибы. Стандартный трубогиб оборудован ведущим колесом, которое, перемещаясь вдоль одной из граней, аккуратно сгибает отрезок трубы в необходимом направлении.
Рекомендуем ознакомиться: Размеры и применение металлической профильной трубы квадратной формы
Трубогибы бывают двух видов:
- Ручные. Колесо устройства приводится в действие вручную, посредством специальной рукоятки. Хорошо подходят для труб с небольшой площадью сечения.
- Электрические. Использование таких устройств оправдано в тех случаях, когда объем работ достаточно велик, а сами трубы обладают при этом солидными габаритами. Аппарат включается в стандартную сеть электропитания, а перемещение колеса осуществляется посредством электропривода. Позволяет получать более ровные изделия при ощутимой экономии времени.
Если работы носят однократный характер, покупка собственного трубогиба может оказаться нерентабельной. В таком случае стоит подумать о взятии устройства в аренду, либо рассмотреть один из альтернативных способов сгибания.




