Как согнуть профильную трубу под 90 градусов
Профильные трубы с поворотом 90 градусов не имеют острых углов, и смотрятся эстетично.
Сначала необходимо подготовить инструмент — аппарат для сварки, болгарку, диски.
Рассмотрим пошагово процесс загиба профиля.
Отмечается точка изгиба на заготовке, а на всех сторонах делаются метки поперечных линий. Отмеряется половина ширины, её размер отмечается на первой линии, и на всех поперечных.

Проводятся радиусные линии — для этого используется циркуль или другой круглый предмет. Данные линии делаются с двух сторон, а также отмечается место, которое будет удаляться.

Делаются надрезы с одной стороны между двумя метками. После удаляются две боковушки.

Заготовка немного отгибается в обратном направлении, а затем во внутрь. В итоге выходит прямой угол внутри, и закруглённый снаружи.

С помощью сварного аппарата, участок изгиба схватывается с обеих сторон, после чего производится сварка всех швов.

Удаляется шлак, а швы обрабатываются лепестковым зачистным диском.

Этот способ подойдёт, чтобы согнуть своими руками профиль любого размера.
Гибка трубы с использованием средств внутреннего воздействия
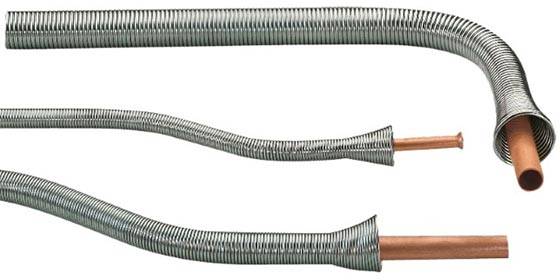
Профильные трубы различного сечения можно согнуть с использованием средств, которые оказывают внутреннее воздействие на конструкцию. Для этого предварительно нужно изготовить пружину с квадратным сечением из стальной проволоки, которая имеет толщину от одного до четырех миллиметров. Значение нужно выбирать в соответствии с толщиной профиля.
Приготовленную пружину нужно аккуратно навить, при этом величина каждого участка пружины должна быть на 1,5-2 миллиметра меньше, чем внутренний диаметр сечения профильного изделия, в этом случае пружина должна свободно находиться внутри изделия, которое необходимо согнуть.
Теперь при помощи паяльной лампы участок, предназначенный для изгиба, нагревают. Делать это нужно крайне аккуратно, применяя клещи и защитные перчатки. После нагрева на специально установленной болванке с радиусом, равным радиусу профиля, производится изгиб трубы.
Если трубу необходимо погнуть в зимний период или в холодном помещении, используется немного другая технология. Для этого труба изначально заполняется водой, а на её окончания устанавливаются заглушки. После профиль устанавливается на холод, пока вода внутри изделия полностью не превратится в лед. Теперь трубу можно согнуть самостоятельно на болванке, не прикладывая каких-либо серьезных физических усилий.
Дюралевые и латунные трубы можно гнуть по такому же принципу, если это представляется возможным, тогда профильное изделие сохранит свои свойства и целостность.
Пружинные трубогибы
А еще в продаже вы можете встретить так называемые пружинные трубогибы, которые по своей сути таковыми не являются. Эти изделия представляют собой гибкую ограничивающую оболочку, которая при сгибании трубы уберегает ее от крутого излома и не контролированной деформации. При этом само сгибание предлагается производить вручную, ну или до коленки.
Понятное дело, что при таком подходе со сталью не поработаешь. Чаще всего, «пружины» приобретают только для сгибания мягких пластиковых или медных труб.
Второй минус, это неудобство работы на длинных трассах. Как вы понимаете для того чтобы при помощи пружины что-то согнуть, ее нужно еще на трубу как-то натянуть.
Если изгиб будет ближе к торцу – это еще полбеды, но если приходится тянуть 3-4 метра. Поверьте, удовольствие будет еще то.
Но в целом, если разобраться, эксплуатация всех всех точечных трубогибов довольно проста и не требует детального пояснения. Все что вам будет нужно для работы, так это прочитать инструкцию прилагаемую к изделию инструкцию.
Сгибание трубы для теплицы

Здесь опишем 2 метода сгибания: нагревом и холодный метод.
Нагрев

Перед тем как вы начнете деформировать материал методом нагрева, его полость заполните песком. Это позволит значительно увеличить качество обработки, например, сгиб будет равномерным.
Так, процесс работы выглядит следующим образом:
- Из деревянного бруска сделайте 2 пирамидальные заглушки. Их длина должна быть больше в 10 раз основания ширины. Что касается площади основания заглушки, то она должна быть в 2 раза больше отверстия трубы квадратного или прямоугольного сечения.
- Далее примерьте заглушки на трубу. На одной из них необходимо проделать пазы, чтобы из трубы в процессе нагревания могли выходить газы.
- Непосредственно перед процессом сгиба, заготовку следует обжечь.
- Теперь нужно заполнить внутренность трубы песком средней зернистости. В его составе должны быть полностью исключены камушки и гравий. Для этого весь песок просейте. Если в песке будут крупные фракции, то они могут посодействовать формированию неправильного рельефа изгиба. По этой причине песок следует просеять через сито с ячейками 0,7 мм. Если останутся пылеватые частицы, то при нагревании трубы они спекутся внутри.
- После очистки песка, всю массу прокалите при температуре 150°С.
- После этого один конец трубы забейте заглушкой, на которой нет каналов для отвода газов. На другую сторону трубы установите воронку и через нее порционно засыпайте песок. Периодически постукивайте стенки трубы, чтобы наполнитель мог хорошо уплотниться. Если звук при ударе деревянной киянки пустой, то это означает что труба заполнена хорошо.
 Согнутая профильная труба
Согнутая профильная труба
- Закройте трубу пробкой.
- Место, которое следует гнуть, необходимо отметить мелом.
- Теперь трубу зажимаете с шаблоном в тисках. Если труба имеет сварной шов, то его расположите сбоку. Вдоль шва растягивать не рекомендуется.
- Отмеченный участок раскаливаете докрасна, а затем аккуратно придаете трубе необходимую форму. Сгибать следует в один прием поступательными движениями.
- Когда заготовка остыла, сравните ее с шаблоном. Если все совпадает и повторить процедуру не нужно, то можно выжечь пробки и высыпать песок.
Нагревать трубы несколько раз не стоит. Под воздействием температурного шока, материал попросту теряет свою прочность, хуже всего она может разорваться при очередном ее накаливании до 800°С. Поэтому все следует сделать с первого раза. В таком случае вам получится сделать необходимые заготовки для сооружения теплицы.
Рейтинг лучших электрических трубогибов
Трубогибы с электроприводом для обычных и профильных труб пользуются особенным интересом. Для работы с ними не нужно прикладывать никаких усилий, за весь процесс деформации заготовок отвечает исключительно автоматика. Но стоимость таких станков очень высокая, обычно их приобретают для производственных целей.
3RE-30 Junior
Электромеханический станок с двумя ведущими роликами гарантирует высокую точность сгиба для круглых труб 30 мм и профильных заготовок. Оснащен выносным ручным пультом управления, функционирует в горизонтальном и вертикальном положении. Не требует специализированных пуско-наладочных работ перед использованием.
Приобрести электрический трубогиб 3RE-30 Junior можно от 160000 рублей
Tor HHW-G76
Российский станок для круглых и профильных труб с максимальным диаметром 80 мм оснащен двигателем 2 кВт. Управление осуществляется через ручной или ножной привод, регулировка прижимного валика проводится вручную. После выставления нужного угла и размещения заготовки остается только запустить устройство в работу. Для увеличения угла изгиба предусмотрен обратный прокат. Станок аккуратно деформирует профильные трубы, не сплющивая и не ломая их.
Купить трубогибный станок HHW-G76 можно от 79000 рублей
БМК-55У
Трехвалковый производственный трубогиб справляется с заготовками до 80 мм за один прогон. Работает со стальными, хромированными, никелированными трубами, не повреждает даже полимерное или лакокрасочное покрытие. За счет двух винтовых систем поджима обеспечивает высокую точность сгиба, а управление проводится через выносной пульт.
Стоимость станка БМК-55У начинается от 515000 рублей
В чем сложность сгибания профильных труб
Умельцы используют 2 способа изгиба профильных труб: на холодную, оказывая давление с помощью специальных инструментов, а также дополнительно к давлению подогревая металл в месте изгиба. Сложности возникают из-за того, что в результате приложения усилия на место сгибания одновременно начинают действовать две противоположно направленные силы.
С наружной стороны металл начинает растягиваться, а с внутренней — сжиматься. Противодействующие друг другу силы деформируют трубу по всем направлениям. Наружная от изгиба сторона от растяжения может треснуть, а на внутренней появляются сладки как на гофре.
Все перечисленные деформации являются результатом неверной оценки свойств материала и ошибочных методов воздействия на профиль. Сюрприз может преподнести материал профтрубы.









Если в него входят низколегированные или углеродистые сплавы, то мастер столкнется с эффектом пружины: после изгиба труба пытается принять первоначальную форму и угол на какое-то количество градусов увеличивается. После эффекта пружины приходится дорабатывать деталь по нужному шаблону. Чтобы не сталкиваться с этим негативом, нужно учитывать:
- высоту профиля трубы;
- толщину металла;
- пластический момент сопротивления.
Облегчает работу применение специальных трубогибов или гибочных плит. Если нет необходимости покупать инструменты для профессиональной работы, то можно воспользоваться простейшими приспособлениями.
Прокатный трубогиб своими руками
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В условиях домашней мастерской проще изготовить 3-роликовую конструкцию с ручным приводом. Рассмотрим два варианта подобных станков.
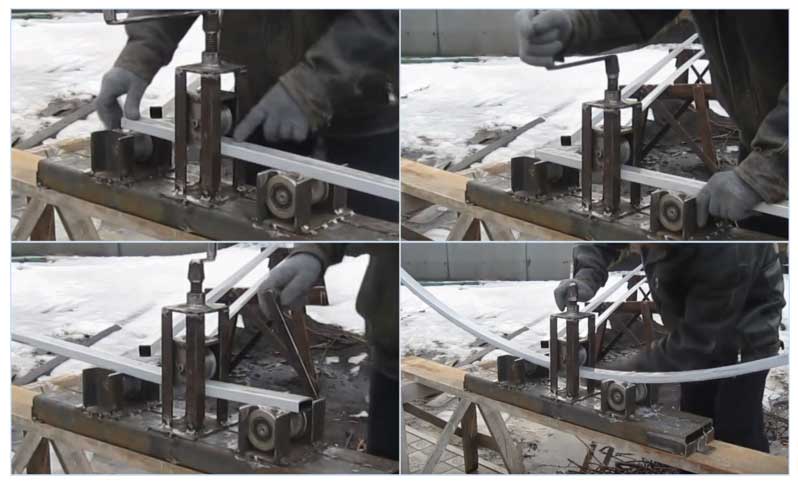
Вариант станка с поворотной платформой
Принцип устройства такого станка для гибки труб с сечением, отличным от круглого, следующий:
- Основная станина связана через шарнирное соединение с поворотной платформой, которая и задает угол загиба.
- Платформу приводит в движение домкрат, упирающийся в нее рабочим штоком.
- Протяжка профиля осуществляют путем вращения рукоятки, находящейся на промежуточном валу.
Для изготовления основания станка и стоек потребуется швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве обойм для подшипников, основы вальцев, подойдет стальная труба с внутренним диаметром равным внешнему диаметру подшипников, которую делят на 6 коротких отрезков.
Поворотная платформа не единственный вариант регулирования параметров изгиба профильной трубы, это можно осуществить при помощи крайних вальцов. Для этого в опорных пластинах и швеллере проделывают отверстия, чтобы элементы были подвижными. Подымать крайнюю платформу можно любым домкратом, который найдется в хозяйстве
Из швеллера выполняют основу и две платформы. Отступив от одной из сторон около 0,5 м, приваривают вертикальную стойку из того же швеллера. Для этого два отрезка спаривают, чтобы стойка получилась прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее, берут отрезок профильной трубы и наращивают ограничители высотой не меньше, чем толщина профильной трубы, деформацию которой предполагают выполнять на изготавливаемом станке.
Направляющую платформу соединяют с основной станиной посредством дверных петель. На наращенные ограничители и края обеих платформ посредством сварки монтируют подшипники и усиливают конструкцию уголками. Валы вставляют в подшипники, а к среднему крепят ручку. Под краем направляющей платформы устанавливают домкрат и закрепляют его на основе при помощи болтового соединения.
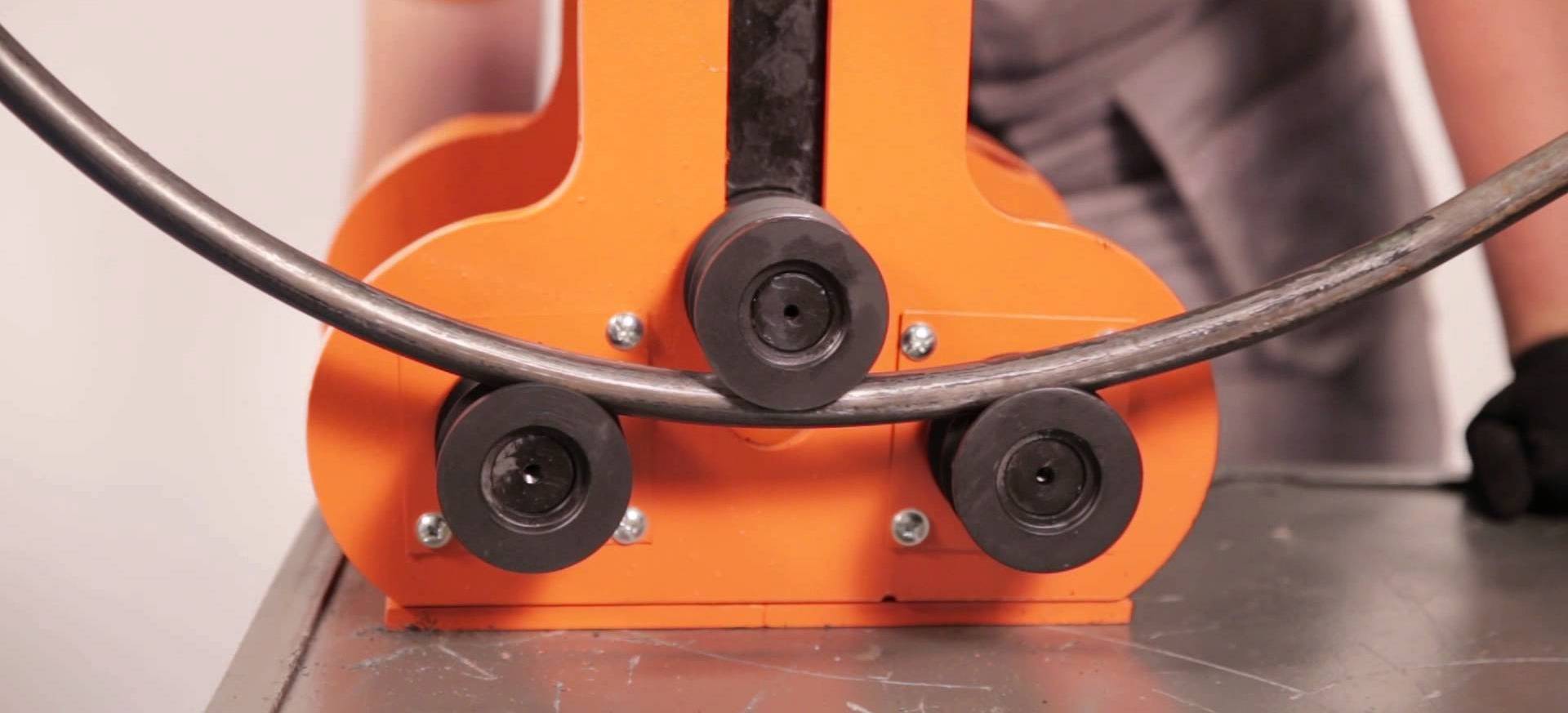
Прокатный станок с тремя роликами
На этом станке трубу укладывают на ролики, расположенные по бокам. Верхний подвижный ролик опускают на изделие сверху и таким путем фиксируют его. Далее, вращают ручку и через цепь передают движение валам. Труба протягивается и меняет свою геометрию. Постепенно усиливая нажим путем закручивания прижимного болта, и протягивая заготовку, добиваются изгиба трубы под необходимым углом.
Профилегибочный трехроликовый станок оснащен тремя роликами. Подсоединив к такому станку электродвигатель мощностью 1,5 кВт, можно гнуть трубы сечением до 8 см за один раз
Чтобы изготовить станок, работающий по такой схеме, необходимо заготовить полку и профильный металлический прокат для каркаса, валы, 4 прочные пружины, цепь, подшипники, крепеж, другие детали. Для крепления подшипников потребуется 3 вала с параметрами, соответствующими звездочкам и подшипникам.
Два вала предназначены для бокового размещения, а третий (прижимной) — для подвешивания на пружинах. Эти элементы, скорее всего, придется заказать в мастерской, а остальное можно выполнить собственноручно.
В состав прижимного вала входят подшипники, шестерни и кольца. В кольцах нарезают резьбу под зажимные болты и делают пазы. В полках из швеллера выполняют посадочные места под прижимной вал. На заключительном этапе собирают конструкцию начиная с установки каркаса.
После, прижимной вал на пружинах, присоединенный к полке посредством шпоночного соединения, подвешивают. Опорные валы устанавливают по бокам и натягивают между ними цепь, применяя в качестве держателя магнитный уголок. На один из них крепя ручку с поворачивающейся трубкой, затем выполняют работы по монтажу домкрата. Присоединяют его к платформе болтами и сваркой.
При монтаже подвесного вала соблюдают определенную последовательность: сначала устанавливают его на полку, к ней приваривают гайки под пружины, переворачивают площадку и подсоединяют к пружинам. Следует учесть, что с увеличением расстояния между роликами, усилия, прилагаемые для изгиба, уменьшаются.
Простейшие приспособления для холодной гибки

Для сооружения теплицы или арки под виноград на загородном участке много профиля не понадобится. Поэтому на самом деле нет смысла покупать дорогостоящие станки.
Своими руками изготавливают простейшие приспособления, позволяющие красиво обработать трубу. В их число входят оправка для профиля и усовершенствованная гибочная плита.
Оправка для профиля
Согнуть профиль, высота которого не превышает 25 мм, можно на массивном верстаке с оправкой.
Важный фактор для удобства работы – наличие свободного места вокруг верстака. Оправку изготовляют из толстой фанеры, но в случае больших объемов работы лучше использовать уголок из металла.
В оправке и в верстаке сверлят совпадающие отверстия для прочного скрепления приспособлений друг с другом болтами или чем-нибудь другим. Обрабатываемую трубу тоже следует прочно закрепить у основания оправки.
Главный минус этого способа – применение физических усилий.
Усовершенствованная гибочная плита
На таком приспособлении удобно делать изгиб небольших размеров. Для изготовления устройства потребуется толстая металлическая плита.
Ее располагают на прочном основании. Поскольку монтаж и демонтаж плиты требует значительных усилий, то после гибки можно предусмотреть выполнение на ней других слесарных работ.
У основания плиты сверлят отверстия для болтов-упоров. Один из них держит трубу, на другой надевают насадки различных радиусов, по которым профилю придают требуемую форму.
Сгибаемый профиль укладывают между прижимной пластиной и плитой и тянут за другой край. Если не хватает усилия, то добавляют плечо. Гнуть без прижимной пластины нельзя — нарушится соосность, и концы трубы разведутся в разные стороны.
Чтобы придать профилю округлые формы наличие станков и мастерских не обязательно. В домашних условиях можно обойтись и без них.
Виды вальцов для изгиба профильных труб
Прокатное устройство для деформации профтрубы коротко называют профилегибом или по аналогии с его рабочей частью – вальцами.
Устройство рабочего органа профилегибочных станков одинаково:
- корпус или станина – массивное основание конструкции,
- три вала-цилиндра – два опорных и один прижимной или ведущий,
- струбцины – насадки, фиксирующие положение труб разного размера на валах,
- устройство, регулирующее положение ведущего вала,
- управляющий механизм, отвечающий за движение валов.
Классификация трубогибов для профтруб подразумевает разделение по способу управления устройством.
Различают несколько видов вальцов: гидравлический, электрический, ручной или механический.
Гидравлические профилегибы
Оснащены гидравлическим приводом, благодаря чему работают с большой производительностью. Опорные валы в гидравлическом станке подключены к приводу и не просто направляют трубу, а продвигают ее с нужной скоростью. Таким образом, аппарат работает без помощи человека, сводя задачу оператора к нажиманию кнопок и визуальному контролю за процессом. Такие станки – самые мощные, точные и высокопроизводительные, но массивные и дорогие. Использование гидравлических вальцов целесообразно только в условиях промышленного предприятия.

Электрические вальцы
Опорные и прижимной валы соединены цепью и вращаются с одинаковой скоростью, обеспечивая подачу и транспортировку заготовок. Такой аппарат дешевле и легче гидравлического, подходит для мелкосерийного производства трубопроката. Однако электровальцы имеют значительные габариты и вес, а для работы им необходимо подключение к электросети, поэтому сферой применения являются небольшие предприятия и частные мастерские. Покупать или изготавливать электрический трубогиб для возведения одной-двух надворных построек нецелесообразно.

Механический профилегибочный станок
Такой прибор компактен, мобилен, недорог и даже может быть изготовлен самостоятельно. При этом управляется аппарат вручную, что при изгибании труб с большим сечением требует серьезных трудозатрат. Производительность ручных вальцов низкая, поэтому используют такие устройства только для штучного изготовления гнутых профильных труб.

Самодельные приспособления
Покупка даже ручного профилегиба не всегда оправдана: если необходимо несколько дуг для возведения навеса, беседки или теплицы, приобретение аппарата сведет на нет всю экономию от самостоятельного изгибания труб, так как в итоге окажется, что дешевле было купить готовые изделия.
При наличии опыта работы со сварочным оборудованием, можно соорудить ручной вальцовочный станок самостоятельно. При этом готовые вальцы по эффективности не будут уступать заводским моделям и аппарат при желании можно будет доработать, оснастив для повышения производительности электромотором.
Классификация профилегибов
По внешнему виду классический профилегиб имеет форму «Т». Есть несколько видов данных устройств, отличающиеся стоимостью, качеством и техническими характеристиками.
Электрические профилегибы

Угол выгиба отмечается разными способами. При механическом способе устанавливаются специальные метки, они напоминают стрелки часов. Но наиболее современным методом является цифровой, когда прогиб создается с помощью электронной установки и регулируется оператором через монитор. Но этот инструмент отличается большим весом и высокой ценой.








Гидравлические профилегибы
Это оборудование используется в промышленности. Их применяют при обустройстве систем водоснабжения или канализаций, и они отлично подходят для стационарных условий. Гидравлические профилегибы отличаются тем, что могут работать только от сети. Главным достоинством является:
- сохранение мобильности;
- высокая скорость;
- отсутствие нагрузок на оператора;
- простота работы.
Ручные профилегибы
Это оборудование является самым доступным и дешевым, его можно установить в домашней мастерской для работы своими руками, так как оно не подразумевает профессиональной подготовки устройства. Но есть и недостатки:
- неудобство выполнения нескольких изгибов на одном изделии;
- высокая нагрузка на пользователя;
- продолжительное выгибание по времени;
- работа только с небольшим диаметром труб;
- почти не контролированный радиус изгиба.
Но даже при этих недостатках, этот профилегиб является самым приемлемым вариантом для работ своими руками в домашних мастерских. Если при устройстве водопровода или отопления вам нужно выгнуть всего несколько труб или прутков, то покупать дорогостоящий инструмент нет смысла. Ручной профилегиб великолепно справиться с данной задачей.
Разновидности ручных профилегибов

Первый способ самый популярный. По детали, которая подвергается выгибанию, передвигаются специальные валики, воздействующие на нее своей силой, и выгибающие ее. Это оборудование выгибает трубу с помощью неподвижной оправы. Почти все модели дают возможность выгибать до 180 градусов.
Следующий вариант, это профилегибы, выдавливающие трубу специальным устройством. Они перемещают оправу навстречу выгибаемой трубе. Этот вариант исключает появления складок благодаря подвижной оправе и не сминает изделие. При этом он оборудован храповыми механизмами, позволяющими существенно повысить усилие руки.
Если же нужно выгнуть очень толстую трубу, то в этом случае не обойтись без гидравлического ручного профилегиба. Он оборудован специальными поршнями, создающими давление на трубу в несколько десятков тонн. Это устройство может выгибать до 180 градусов.
Трубогиб своими руками: чертеж, видео инструкция
Самодельные трубогибы могут быть сделаны в различных вариациях. Даже самые простые из них способны обеспечить радиус изгиба. Трубы на них сгибаются при помощи шаблона.
Простейший шаблонный трубогиб
выполняется своими руками из деревянных досок
Доски выпиливаются с небольшим наклоном, что позволяет заготовке не соскальзывать. Между собой и к основанию доски крепятся любым удобным способом.
К тому же основанию рядом с шаблоном необходимо прикрепить упор, в который при сгибе будет упираться заготовка. Расстояние между ним и шаблоном должно быть таким, чтобы трубу в этот зазор можно было легко вставить.
Трубогиб готов и теперь его можно использовать по назначению. Для этого необходимо:
- Один конец заготовки вставить между упором и шаблоном.
- Взяться за противоположный конец трубы и аккуратными плавными движениями согнуть ее по шаблону.
- Чтобы заготовку можно было более легко и удобно согнуть, на ее противоположный конец можно надеть рычаг в виде трубы большего диаметра или прочного стержня.
Не рекомендуется пытаться сгибать заготовку от центра шаблона, так как она может переломиться.
Вместо деревянного шаблона по соответствующей линии изгиба на фанере можно закрепить металлические крючки. Такой трубогиб будет хорошо тем, что крючки можно переставлять, тем самым регулируя радиус изгиба заготовки.
Для того чтобы с помощью таких простейших инструментов можно было согнуть толстостенное изделие, рекомендуется применять ручную лебедку.
Что важно знать о методах трансформации профиля
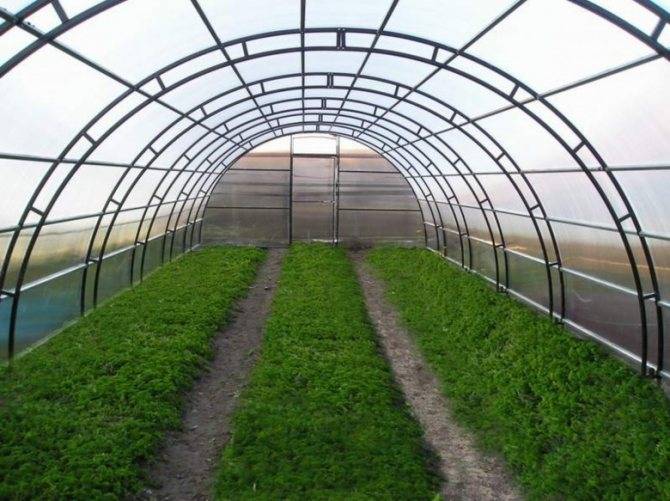
Конструктивные вариации теплиц предполагают разный тип каркаса, в зависимости от типа крыши. Металл – самая устойчивая и надежная альтернатива деревянным и пластиковым конструкциям.

Тепличная металлоконструкция с тонки ребрами жесткости пропускает больше света, но ее опоры намного тяжелее. Под такой «скелет» требуется фундамент с большим заглублением, чем для дерева или пластика, особенно если в качестве покрытия основательного «зеленого домика» используют толстое стекло.

Сгибание изделий из металла производится холодным способом и при нагревании, в зависимости от характеристик заготовок, толщины стенок и формы. Соответственно ГОСТу, выпускают профилированные трубы разной формы:
- Круглые;
- Плоскоовальные;
- Квадратные;
- Прямоугольные.

На округлый “скелет” можно натягивать плотную полиэтиленовую мембрану, а к гладким и плоским стенкам проще крепить жесткое светопроницаемое покрытие.

У каждого типа трубы есть так называемый минимальный и максимально допустимый радиус закругления, соответственно, его желательно знать до того, как согнуть тонкостенную профильную трубу.
Соблюдение этого важного условия обеспечит трансформацию заготовки без трещин, разломов, уплощения и других дефектов

Коэффициент сгибания указан в специальной таблице или рассчитывается при помощи специальной программы «калькулятора», куда вносятся все данные по металлическим изделиям, включая коэффициент сопротивления. Для небольшого угла сгибания или трансформирования большого фрагмента с небольшим радиусом это учитывать не обязательно.


Дуги для каркаса арочных теплиц из углеродистой или низколегированной стали слегка пружинят – имеют тенденцию возврата к первоначальной форме. После сгибания процесс нередко требует повторения или обработки другим способом по общему шаблону.

Обрабатываемая поверхность металлической заготовки при трансформации одновременно оказывает несколько сил, включая растяжение стенки и сжатие. Достичь желаемого результата намного проще, если применять сварочный аппарат для прогревания.

При сгибе на небольшой угол полую внутренность заполняют пружиной подходящего диаметра. Но можно засыпать полость просеянным песком, чтобы профилированная труба не уплощалась, как видно на фото – как согнуть трубу без трубогиба.

При получении заготовки требуемой формы важно соблюдение соотношения осей сегментов, которые должны будут состыковываться. Внешняя стенка при обработке может покрыться трещинами и лопнуть, а внутренняя гофрироваться складками, поэтому за процессом сгибания важно следить до самого завершения

Преимущества использования трубогиба
Почему необходимо пользоваться трубогибом, ведь металлопластиковые материалы достаточно гибкие и не требуют большого усилия для формирования нужного угла поворота?
Трубогиб позволяет:
- сформировать поворот оптимального радиуса для данного размера трубы;
- избежать заломов, трещин, складок;
- проводить работы безопасно;
- проводить монтаж без чрезмерной физической нагрузки.
Используя трубогиб, можно легко сконструировать любую конфигурацию трубопровода, обойти препятствия без дополнительных фитингов. При этом он не потеряет в своих эксплуатационных характеристиках.







Трубогибы для гибки труб на двух опорах
При выполнении работ по прокладке и ремонту трубопроводов непосредственно на строительной площадке, в стесненных условиях, в подвалах и т.д., широко применяются трубогибы арбалетного типа, принцип работы которых заключается в приложении изгибающего усилия гибочным сегментом на трубу лежащую на двух опорах. Изгибающее усилие на гибочный сегмент может подаваться от гидравлического, пневматического, электрического или механического источника энергии. Этот тип трубогибов предназначен для штучных гибов труб в стесненных условиях. Качество гибов труб, на таких типах трубогибов, и повторяемость геометрии пространственных деталей, ни коем образом не отвечает требованиям промышленного производства. Однако, такие трубогибы арбалетного типа с рычажными и храповыми приводами производятся и широко применяются при выполнении ремонтных работ службой горячего и холодного водоснабжения.
В настоящей статье мы рассмотрели способы гибки труб получившие наибольшее распространение. Другие способы гибки труб применяются крайне редко или требуют больших затрат на производство специальных трубогибочных станков при их низкой производительности.
Данная статья про способы гибки труб и профилей на трубогибах и профилегибах – интеллектуальная собственность ООО “Балтийской Машиностроительной Компания” Любое копирование этой статьи полное или частичное являеся нарушением авторских прав владельца.
Выбор оборудования
Сейчас на рынке представлено достаточное количество трубогибов различных фирм-производителей, предназначений и ценовой категории, что позволяет каждому мастеру подобрать себе необходимый инструмент, руководствуясь предполагаемой областью использования и наличием денежных средств.
В зависимости от планируемого предназначения устройства, следует приобретать:
- ручные трубогибы для металла и металлопластика — они подходят для сгибания труб из разных марок стали, чугуна и, разумеется, композитных изделий;
- профилегибы — как следует из названия, используются для придания необходимых форм профильным трубам, которые обычно изготавливают из стали;
- ручные трубогибы для труб из меди — обладают наименьшей мощностью сгибания, поскольку медь наиболее пластична.
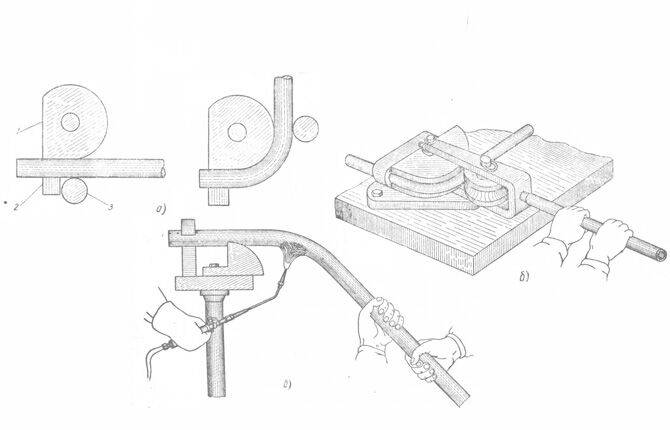
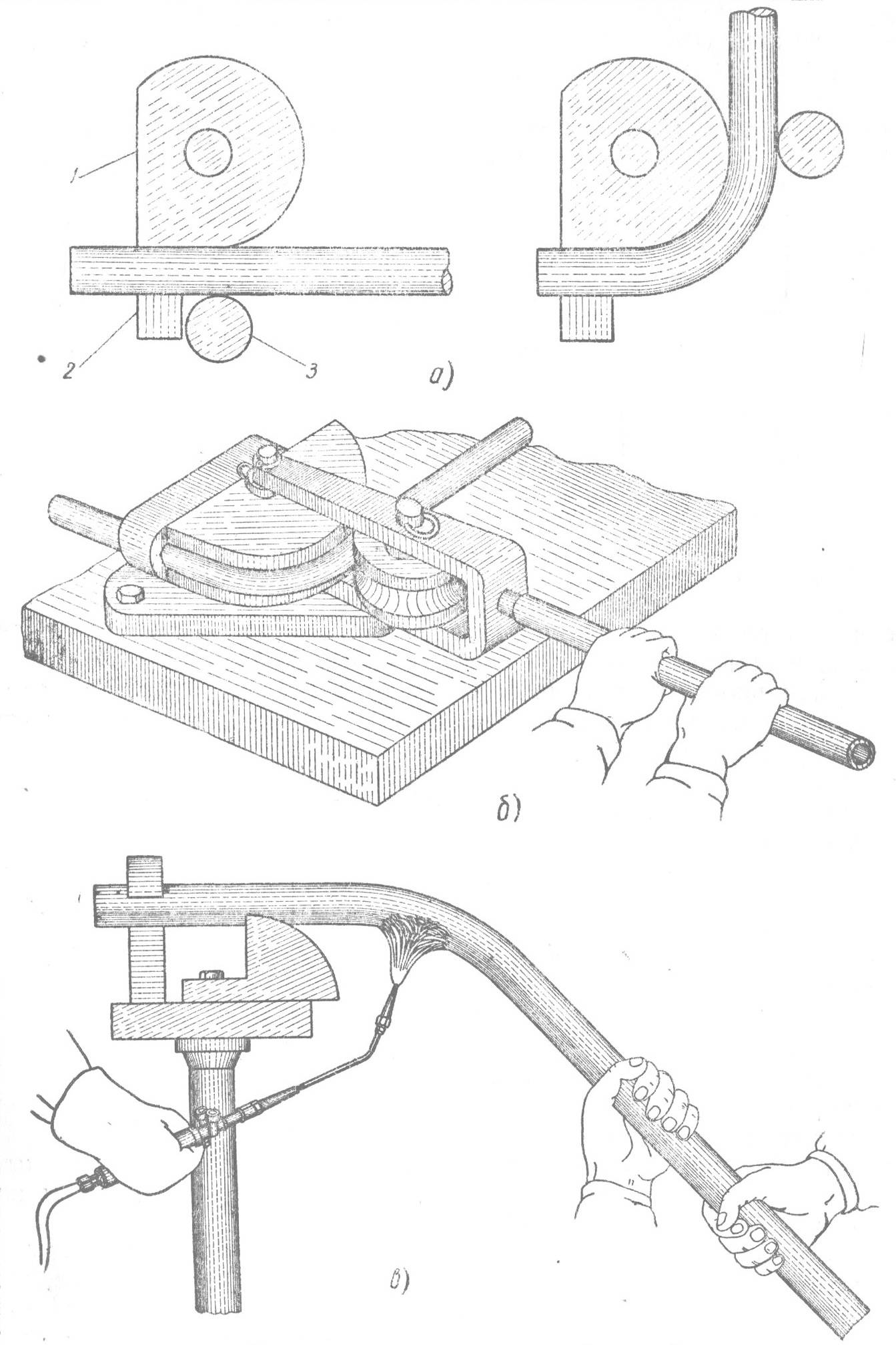
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
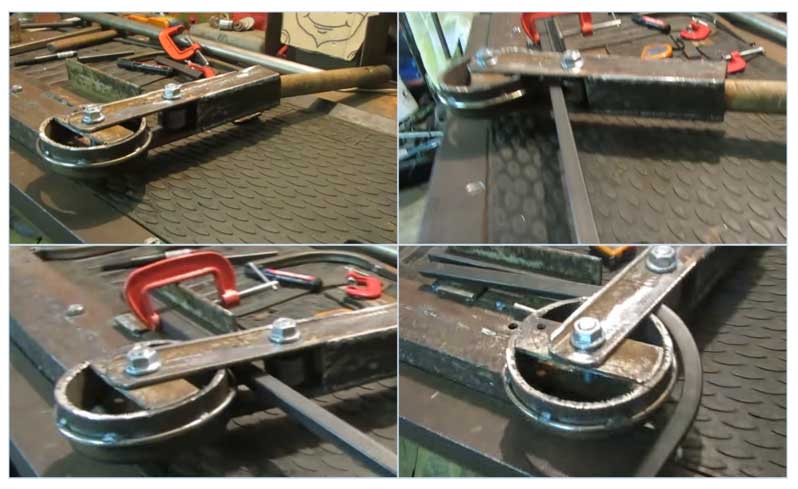
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Способы сгибания
 Изгиб профильных труб
Изгиб профильных труб
Профильную трубу можно согнуть либо вручную (с помощью ручного трубогиба), либо с помощью специального станка. Выбрать способ, можно опираясь на следующие основные моменты:
- если вам требуется согнуть небольшое количество профильных труб (от 1 до 5), то сделать это проще вручную;
- при больших размерах сечений труб и значительной толщине стенок вам придется воспользоваться станком-профилегибом;
- небольшой радиус закругления можно выполнить как вручную, так и используя станок.
Кроме того, если вы не собираетесь заниматься изгибом труб постоянно, то покупать какой-либо специальный инструмент для этих целей вам будет финансово невыгодно. В качестве выхода из такой ситуации можно:
- обратиться за помощью в ближайшую мастерскую, занимающуюся подобными работами;
- смастерить станок для сгибания профильных труб самостоятельно из подручных материалов;
- воспользоваться способом сгибания труб с помощью «болгарки» и сварки.




