Ставим детали на прогрев
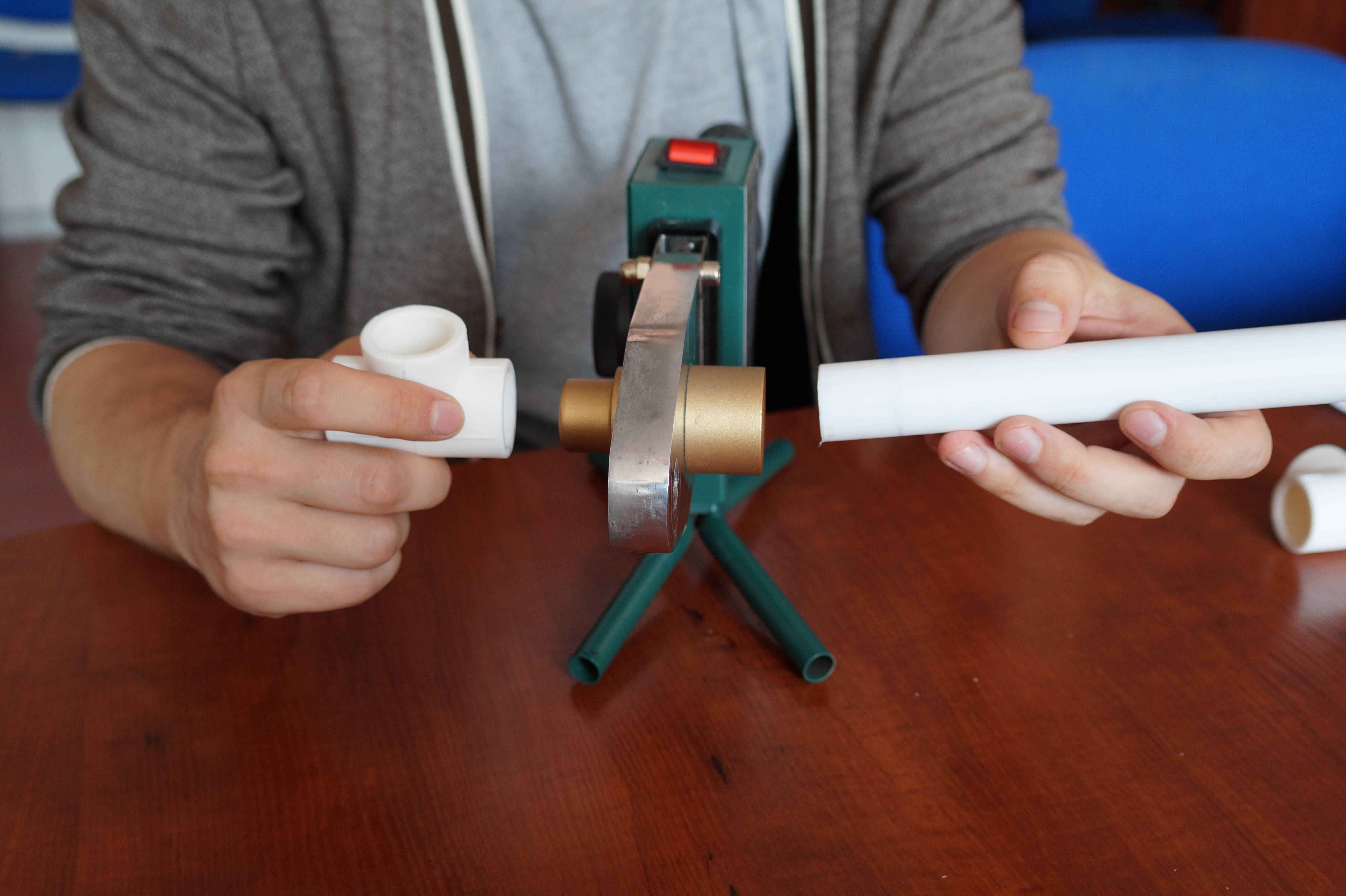
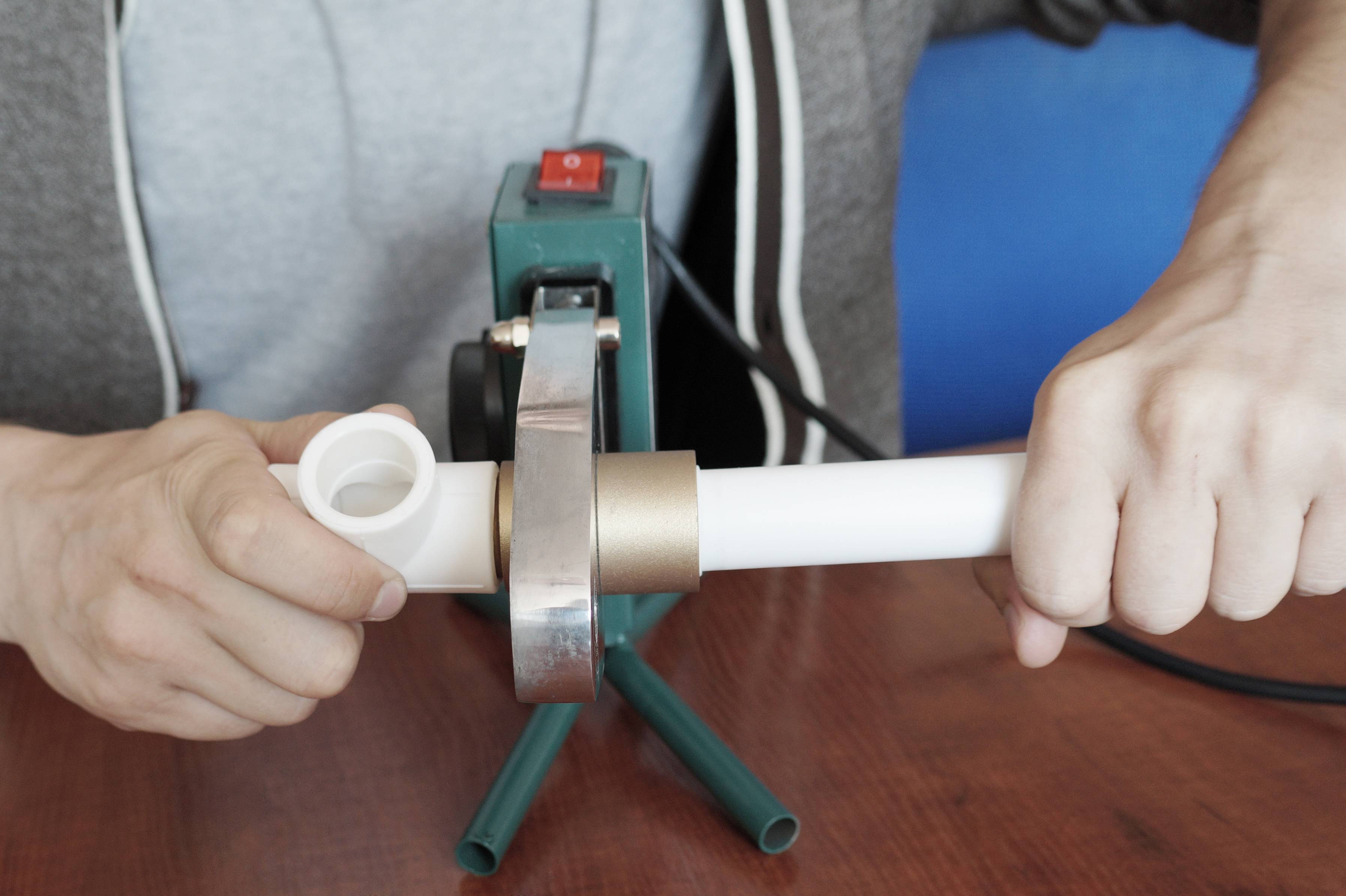
Когда сварочный аппарат достигнет рабочего режима, загорится лампочка. Труба вставляется в муфту, а фитинг – на дорн. Если провести такую работу одновременно довольно сложно, сначала монтируется тяжелый соединительный элемент.

Сварочные детали обязательно имеют небольшой припуск, который начинает выдавливаться при их монтаже. Так получается кольцеобразный валик (грат). Чтобы сдвинуть такое кольцо, нужно приложить некоторые усилия, но делать это следует плавно и медленно, чтобы грат приобрел правильную форму. Фитинг, свободно надевающийся на дорн и не образующий кольцеобразного валика, считается бракованным.
При монтаже детали требуется обязательно следить за глубиной установки. Как только элемент упрется в вершину дорна, нужно прекратить давление, иначе можно повредить торец трубы и помять ограничитель фитинга. Чтобы контролировать глубину погружения детали в муфту, на некотором расстоянии от торца делается соответствующая отметка. Однако эта процедура необязательна, так как в основном фитинг вставляется в оправку, пока не коснется упора.
После того как детали были установлены в муфту аппарата и его дорн, нужно выждать несколько секунд, пока поверхности хорошо не оплавятся
Важно правильно определить продолжительность нагрева. Этого времени должно хватить для получения вязкого и текучего состояния полипропилена
Если период нагрева будет слишком большим, детали станут очень мягкими. Изготовители пластмассовых труб разработали специальные таблицы, в которых обозначено время нагрева для определенной марки полипропилена. В этом случае учитываются также толщина стенки и сечение трубы.
Когда совмещаются фитинги с цилиндрическими изделиями, угол проворачивания деталей не должен превышать 5 градусов. Если стык сделан правильно, грат будет иметь одинаковую толщину со всех сторон.
Полезные замечания
Установка полипропиленовых водопроводных конструкций не требует особо сложных навыков и осуществляется в короткие сроки. При использовании качественного аппарата для сварки полипропиленовых труб можно быть уверенным, что процесс монтажа пройдет без неприятностей.
Однако, стоит обратить внимание на некоторые моменты:
Сварка в труднодоступных местах, таких как углы, может привлечь дополнительные трудности. С ними можно справиться при использовании сразу двух комплектов насадок.
При выборе сварочного аппарата не стоит экономить денежные средства, так как использование дешевых насадок может привести к некачественной сварке конструкций. Лучше приобрести небольшой агрегат, который поможет существенно сэкономить силы и время при ремонте.
Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:
- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Пайка труб своими руками
Пластиковые трубы для пайки подразделяются в свою очередь для горячей воды и холодной. Полипропиленовые трубы для горячей воды, могут быть стабилизированными, ленивыми и со специальным стекловолокном внутри.

Для пайки стабилизированных труб из пластика, понадобиться также и развёртка, для того чтобы снимать металл который имеется на трубах. Для пайки ленивых труб, развёртка не нужна, поскольку металлическая оболочка находится внутри труб. То же самое относится и к трубам для горячей воды со специальным стекловолокном внутри.
Пайка труб из пластика своими руками
Как было сказано выше, для того чтобы паять пластиковые трубы не нужно иметь какую-то специальность и даже опыт. Однако всё же некоторые нюансы знать нужно. Во-первых, нужно знать время пайки пластиковых труб, поскольку для труб из пластика разных диаметров, оно различно.

Во-вторых, во время пайки пластиковых труб или пайки, не стоит слишком вдавливать трубы в паяльник, поскольку в противном случае, паяльник сильно расплавит и уменьшит разогретой пластмассой проход трубы.
Также после того, как две разогретые пластиковые трубы соединены вместе, их не рекомендуется прокручивать или же дёргать, тем самым, нарушая, паечный шов.
Время пайки пластиковых труб.
Таблица пайки труб
Для пластиковых труб различных диаметров при выставленной температуре на паяльнике в 280-300 градусов, выдерживается такое время:

- Пластиковая труба 20 диаметра пайка — 4 секунды;
- Пластиковая труба 25 диаметра пайка — 6 секунд;
- Пластиковая труба 32 диаметра пайка — 9 секунд;
- Пластиковая труба 40 диаметра пайка — 13 секунд;
Как показывает многолетний опыт пластиковых труб, при нагревании можно и по-другому проверить степень нагрева пластиковых труб. Для этого во время нагрева, необходимо аккуратно провернуть трубу и фитинг прямо в муфте паяльника для пластика.









Разогретая до нужной температуры пластиковая труба, начнёт достаточно легко поддаваться прокручиванию.
Конструкция водопровода из пластиковых труб
Пластиковый водопровод имеет достаточно сложную конструкцию, состоящую из труб и фитингов для их соединения. В готовом виде система представляет собой разветвленную трассу от источника воды до мест пользования. При ее сборке необходимо учитывать свойства всех элементов и правила их крепления.
В домашних водопроводных системах используются трубы из поливинилхлорида, полипропилена, полиэтилена, металлопластика. Материалы имеют различный химический состав, поэтому их свойства и область применения отличаются. Выбор заготовок зависит от многих факторов, в частности, рабочего давления жидкости и температуры, диаметра и т.д. Также необходимо учитывать условия эксплуатации и окружающую обстановку, от которых зависит способ соединения отрезов.
Варианты стыковки труб различных типов приведены в таблице:
| Материал трубы | Способ соединения | Характеристика соединение |
| Полипропилен | Термическая сварка | Неразъемное |
| Полиэтилен | Термическая сварка; с помощью обжимных фитингов | Неразъемное |
| Сшитый полиэтилен | Термическая сварка | Неразъемное |
| Поливинилхлорид | Термическая сварка | Неразъемное |
| Поливинилхлорид (труба с раструбом) | Склеивание | Неразъемное |
| Металлопластиковые трубы | Компрессионный фитинг; пресс-фитинг | Разъемное; неразъемное |
Фитингами называют детали для соединения труб, а также запорную арматуру (шаровые краны различных модификаций). С их помощью можно получить конструкцию любой конфигурации.
Фитинги делятся на монополимерные и комбинированные. С помощью монолитных деталей собирают только пластиковые трассы. Они должны быть из того же материала, что и трубы. Комбинированные детали применяются для стыковки пластиковых и металлических изделий в любом сочетании.
Количество фитингов будет меньше, если трубы сделаны из гибкого материала, например, полиэтилена или маталлопластика. Существуют модификации переходников: есть образцы, в которых металлическая втулка впаяна в пластиковую оболочку, в других случаях металлическая и пластиковая части фиксируются разборным соединением.
Внимание! Стоят фитинги недорого, поэтому покупайте их с запасом.
Наиболее используемые типы фитингов приведены ниже:
- «Бочонки». Это простейший тип соединителей, выполненный в виде цилиндра, у которого внутренний диаметр соответствует наружному диаметру труб.
- Переходники. Изделия применяются для стыковки заготовок разных диаметров. Они напоминают «бочонки», но диаметр противоположных отверстий разный.
- Уголки. Такие детали согнуты под углом 45-90 градусов. Используются для изменения направления трассы. Незаменимы при работе с жесткими трубами (например, полипропиленовыми). Часто к ним крепятся смесители.
- Крестовины и тройники. Применяются для подсоединения одновременно трех или четырех труб. Они выпускаются в различных модификациях, позволяющих стыковать изделия из разных материалов и диаметров.
Обводы — это отрезки труб, согнутые особым образом. С их помощью можно легко обойти небольшое препятствие.
Клипсы или хомуты применяются для фиксации заготовок к стенам. Их количество зависит от жесткости конструкции: чем она гибче, тем чаще они ставятся. Труба для холодной воды фиксируется хомутами через 1500-2000 мм. Для горячей — чаще из-за большого линейного расширения изделий.
Распространённые вопросы и ответы по пайке полипропилена
Можно ли паять трубы одного производителя, а фитинги другого? Безусловно можно, однако хочется предупредить, что и муфты, и трубы следует использовать надлежащего качества. Не
стоит использовать детали безымянных производителей. В непрофессиональных магазинах часто продают трубы разных фирм, а фитинги одни и те же, от безымянного производителя. Я не
рекомендую использовать такую связку. В целом же ничто не мешает спаивать трубы и фитинги разных производителей, с разным армированием или без такового по разные стороны муфты.
Полипропилен липнет к насадкам – что делать? Первым делом нужно проверить реальную температуру на паяльнике — вполне возможно, что она не соответствует
температуре на термостате. Чаще всего расплавленный пластик начинает прилипать на поцарапанные насадки, поэтому их не следует чистить металлическими предметами. Насадку
можно почистить плотной бумагой или картоном, но обычно это не дает долгого эффекта. Если насадка начала активно загрязняться, то самым разумным выходом будет
приобретение новой.
Тем не менее, временно выйти из положения при слишком “липкой” насадке можно. Чтобы не испортить сварной шов и оставить насадку максимально чистой, во время снятия трубы
и фитинга с насадки их нужно немного прокрутить.
Можно ли гнуть полипропиленовые трубы? Гнуть их нельзя, ни при монтаже, ни после. Если существует необходимость изогнуть трубу во время монтажа – то следует использовать обводы или
комбинации из уголков. Справедливости ради стоит заметить, что слабое место у трубопровода на изгиб – это стык трубы и фитинга. Эта точка сопряжения обламывается при некотором
усилии на излом. Чтобы убедиться в этом, достаточно спаят пробную конструкцию из уголка и двух отрезков трубы по 50 см., и попробовать сломать эту “кочергу” руками.
Иногда случается потребность спаять узел с нестандартным углом. Напомню, что ПП уголки встпечаются только двух видов: 90 и 45 градусов, по крайней мере мне другие
не встречались. А что делать, если нужен поворот трубы иного градуса? Существует два известных мне метода:
При помощи двух уголков 45° можно сделать любой угол, изменяя угол поворота уголков относительно друг друга. Недостаток способа в том, что из-за нестандартного
поворота, соединение не будет в одной плоскости.
Второй способ – нарушать соосность трубы и фитинга на нескольких соединениях. Не стоит забывать, что прямолинейность в месте стыка трубы и фитинга не должна отклоняться
более, чем на 5°.
Как спаять полипропиленовые трубы если нет свободного хода? Существуют различные варианты, в зависимости от конкретной ситуации. Это и использование 2 паяльников,
и применение разъемных соединений, и прочее. Однако если монтаж выполняется не на “парадном” участке трубопровода, то самым простым решением будет выполнение обвода. В
самом простом воплощении можно обойтись 2 лишними углами 90 градусов. Весь смысл в том, что если мы не можем раздвинуть трубы по горизонтали, напаяв 2 уголка, мы можем
сварить их между собой по вертикали или в другой плоскости.
Как спаять трубы, если не держит кран? Категорически нельзя производить сварку, если в спаиваемом участке присутствует вода. Если по каким-либо причинам полностью перекрыть
воду не удаётся, нужно остановить её на время сварки. В интернете советуют затыкать трубу хлебным мякишем, но проблема в том, что мякиш тут же выдавливает вновь создающимся
давлением в трубе. Поэтому способ будет работать только тогда, когда есть возможность открыть для выхода воздуха участок до места спаивания. А когда трубы спаяны, мякиш легко
выскакивает при подаче давления.
Совет: если во время сварки было слышно шипение воды на насадке – узел лучше вырезать и переделать! Уж лучше потратить лишнее время при монтаже, чем исправлять и устранять
течь в будущем, с кучей вылезших проблем!
На этом фото видно, что у фильтра откручена заглушка и оттуда по тряпочке стекает лишняя вода. А в месте спаивания заткнут хлебный мякиш.
Благодаря открытому фильтру, у нас было чуть больше минуты, чтобы успеть совершить пайку, пока вода не выдавит мякиш.
Собственно на этом предлагаю закончить изложение информации. Планирую со временем расширить список распространённых вопросов о пайке полипропиленовых труб.
<?php echo rating_bar(’26id’,5); ?>
Сварка своими руками
Работу следует выполнять в помещении с хорошей вентиляцией. Полипропилен при нагревании способен выделять токсичные вещества, а они могут причинить вред здоровью, вызывая отравления.
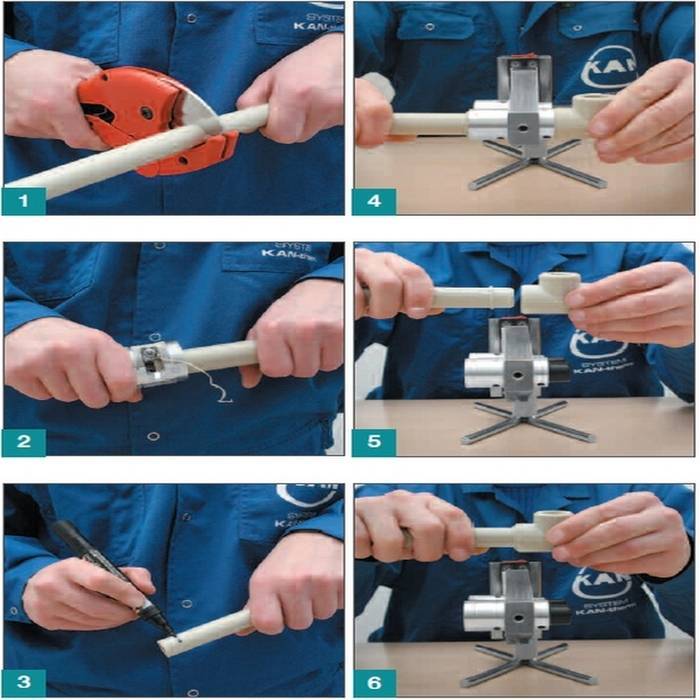
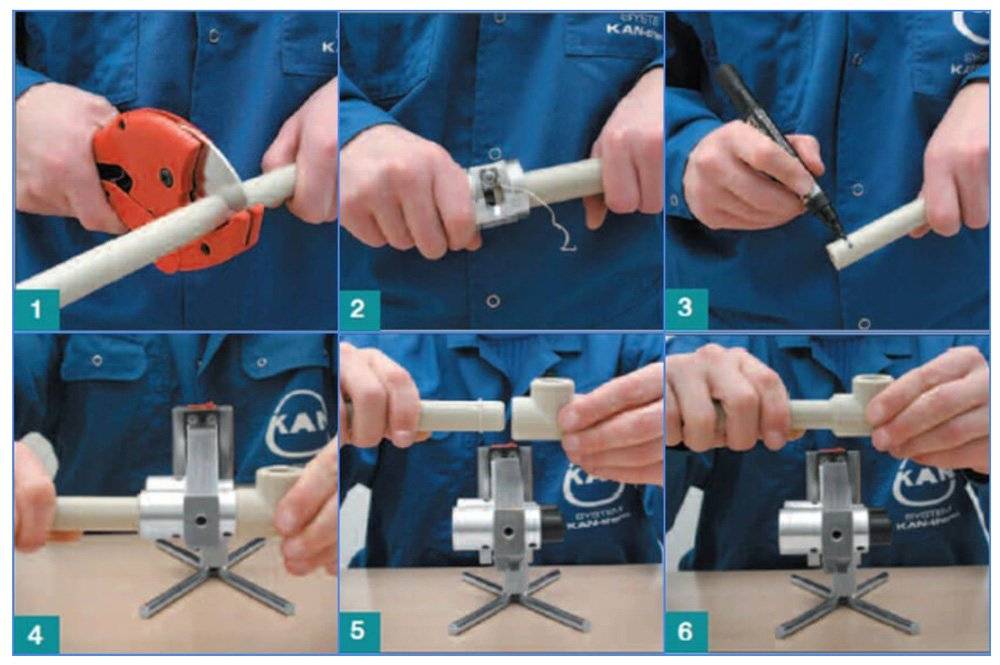
Поэтапная инструкция по сварке:
- Сначала на паяльник устанавливают необходимую насадку правильного размера;
- Для плавления полипропилена должна быть достигнута температура в 260 градусов;
- Подготавливают детали для соединения, проводят их очистку и правильное размещение;
- Затем запускается в работу паяльник;
- Необходимо выждать необходимое время для нагревания, а об этом сигнализирует зеленый окрас датчика.
При пайке аппарат лучше ставить таким образом, чтобы он устойчиво стоял
Затем труба и фитинг одновременно надеваются на болванку и паяльный инструмент. Труба вставляется внутрь болванки. Фитинг размещается на внешней стороне. Он засовывается до упора, а труба — до готовой отметки. Главное — правильно выдержать время.

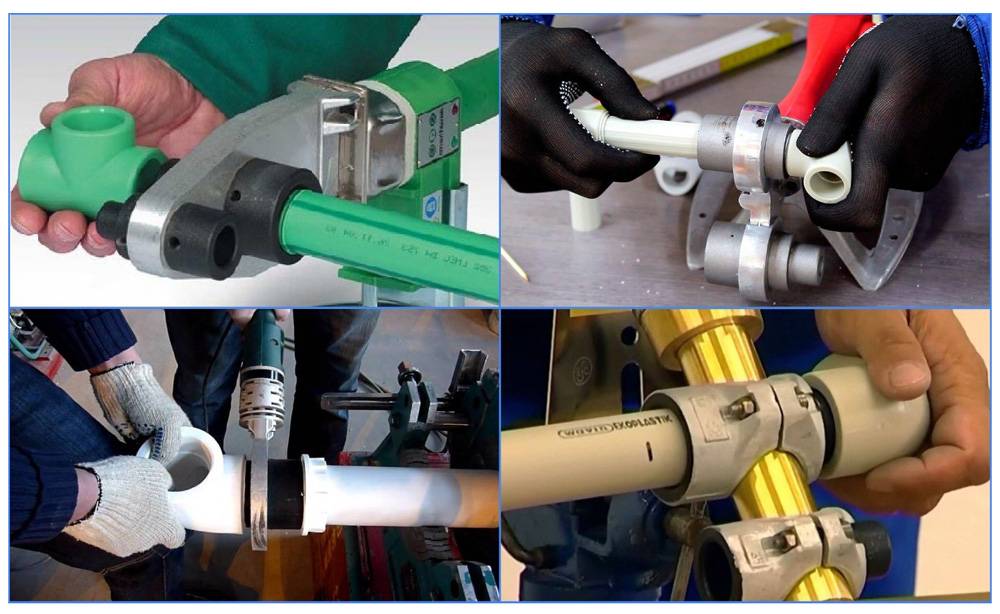








Если инструмент прогреется плохо, то и уровень диффузии будет небольшой, а это нарушит качество сплава. А большая температура приведет к перегреву деталей. Оптимальное время зависит от диаметра трубы и фитингов.
После нагревания важно сразу выполнить стыковку. Главное правило процедуры – соблюдение сносности. Первые несколько секунд позволяют провести коррекцию, но делать повороты запрещается
При этом требуется не спешить и не тянуть, придерживаясь золотой середины
Первые несколько секунд позволяют провести коррекцию, но делать повороты запрещается. При этом требуется не спешить и не тянуть, придерживаясь золотой середины.
Паяльник на основе старого утюга

В том случае, когда принято решение об изготовлении паяльника для труб своими руками – сделать это можно, воспользовавшись оставшимися в хозяйстве старыми запчастями. Один из наиболее распространённых вариантов его изготовления из подручных средств предполагает использование для этих целей уже отслужившего свой срок электрического утюга. Для реализации этого проекта потребуются следующие комплектующие и запчасти:
- старый утюг, рассчитанный на мощность не менее 800 Ватт;
- пластина дюралюминия подходящего размера;
- стальные планки от старого детского конструктора;
- провода, тумблер, ненужная ручка от разобранной дрели или болгарки, чтоб было удобно держать паяльник.
Паяльник для труб из утюга работает по тому же принципу, что и заводское специализированное изделие. Спираль (ТЭН) нагревается, передает тепло подошве, и вставленной в нее насадке. Это позволяет плавить полипропиленовые трубы, и спаивать их. Температура на самодельном паяльнике выставляется максимальная (должна быть 260-265 ℃). Приготовив все эти детали и материалы, можно будет начать сборку.
Сначала с утюга демонтируется кожух, что позволяет получить доступ к его внутренностям. Затем рабочая часть подошвы срезается посредством болгарки, а на её место имеющимся болтом крепится вырезанная по форме основания пластина из дюралюминия. Далее из запчастей конструктора нужно собрать коробку и надёжно закрепить её на подошве.
На элементах короба фиксируются тумблер и ручка от болгарки, после чего к переключателю подводится один конец сетевого провода. Второй проводник вместе с отводом от тумблера через асбестовые трубки подсоединяются к нагревательной спирали.
Насадки для фиксации на полипропиленовых трубах придется купить отдельно. При желании параллельно цепи питания можно включить гнездо с лампочкой, ток через которую необходимо ограничить посредством гасящего резистора. Для того чтобы сделать эту простую конструкцию своими руками потребуется минимум времени.
Как паять армированные полипропиленовые трубы
В этом случае категорически запрещается контакт алюминия с жидкостью. Данный сплав начинает разрушаться, а покупать новые изделия нерентабельно. Появление небольших внутренних перекосов в стыках трудно заметить невооруженным взглядом, однако именно эти зоны являются слабым местом всей системы. Здесь возможно попадание воды на металлическую поверхность.
Чтобы это предотвратить, тщательно зачищается армированный слой. Подобная операция является обязательной к проведению, если поверхность труб обернута в фольгу.
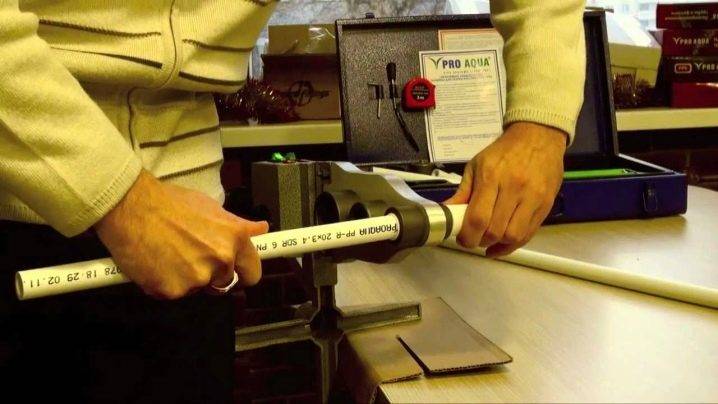
Для удаления металлического листа используется специальное приспособление – так называемый шейвер. Его приходится покупать отдельно.
В прибор вставляют конец, аналогично заточке карандаша, и начинают проворачивать.
При работе не стоит забывать об очистке алюминиевого слоя. Сварка произойдет и без этой процедуры, однако надежность полученного соединения будет довольно низкой.
От такого человеческого фактора можно избавиться, установив трубы, армированные стекловолокном.
Если алюминиевый армирующий слой находится по центру стенки, проводится торцевание поверхности с помощью специального инструмента. Он помогает удалить кромки алюминия, которые покрывают торец трубы. Если такую операцию не провести, вода может попасть в центр стенки, двигаясь по микротрещинам армирующего слоя, что неминуемо приведет к вздутию.
На фотографии можно рассмотреть спаянные соединения разрезов: неправильное выполнение на картинке без торцовки и правильное – с торцовкой.
Для достижения наилучшего результата применяются специальные муфты. Они как бы «замуровывают» торцы армирующего слоя, что помогает избежать контакта металла с жидкостью.
Некоторые производители дают собственные рекомендации, как нужно подготавливать трубы перед сваркой. Даже если армирующий слой отсутствует, требуется обязательно провести калибровку наружного диаметра, после чего снять фаску.
Операция калибрования удаляет эллипсность трубы, делая ее абсолютно круглой. Снятая фаска облегчает работу по соединению с муфтой. К сожалению, когда трубы из ПП паяются самостоятельно, эти операции полностью игнорируются.
Инструмент для монтажа полипропиленовых труб
| Фотография инструмента | Название |
| сварочный аппарат, для работы в домашних условиях рекомендуется использовать агрегаты, предназначенные для сварки труб ПП небольшого и среднего диаметра — до 63 мм. | |
| Труборез — идеальное устройство для отсечения полипропилена. | |
| Шейвер — предназначен для удаления слоя армировки. | |
| Торцеватель нужен для качественной стыковки трубы | |
| Маркер для разметки труб. | |
| При помощи строительного уровня и карандаша нарисуйте на стене направление труб | |
| Рулетка — один из главных инструментов в стройке. | |
| Обезжириватель нужен для удаления нечистот с поверхностей сварочных стыков. |
Паяльник можно приобрести или взять в аренду. Не всегда под рукой имеется торцеватель или шейвер. Однако эти инструменты понадобятся для работы с армированными трубами. Так, шейвер предназначен для удаления армировки. Его ножи расположены параллельно оси трубы. Благодаря этому осуществляется удаление среднего слоя коммуникаций. Торцеватель используется для подготовки труб, удаления слоя армировки. Такой инструмент обрабатывает торец, дополнительно он создает фаску.
Для выполнения разметки используются маркер и рулетка. Причем необходимо определить не только места резки изделий, но и участков, которые будут заводиться в насадки сварочного аппарата
Паяльные машины для сварки труб
Устроены такие аппараты достаточно просто. Главные узлы:
- блок регулировки и контроля температуры;
- ручка для фиксации устройства;
- опора, позволяющая избежать прямого контакта поверхности, на которой установлен сварочный аппарат, и нагревательного элемента.
В комплект входят насадки, которые отличаются диаметром, а еще перчатки, мелкий инструмент. Комплектация меняется в зависимости от модели аппарата. Чем она шире, там выше цена.
Виды паяльников для полипропилена
Существуют ручные и механические паяльники. Однако в бытовых условиях используют первый из вариантов. Это обусловлено простотой конструкции, легкостью эксплуатации, небольшими габаритами.
Пайка полипропиленовых труб своими руками выполняется с помощью 2 видов устройств:
- мечевидный паяльник;
- цилиндрический.
Цилиндрический паяльник
Мечевидный паяльник
Дорны и гильзы для двух видов паяльников.
Размеры насадок на паяльник Паяльники отличаются по форме нагревательного элемента. На плите мечевидных устройств предусмотрено несколько отверстий, что позволяет производить установку различных насадок, которые состоят из 2 частей: дорна и гильзы. Они предназначены для нагрева торцевых участков коммуникаций. Так, на дорн насаживается соединительный элемент, гильза предназначена для нагрева торцевого участка трубы.






Цилиндрические устройства отличаются по конструкции от мечевидных, что обусловлено наличием нагревательного элемента в форме цилиндра. В этом случае используются насадки обжимного типа. Они надеваются на металлический цилиндр, прочно фиксируются. С двух сторон таких насадок предусмотрен дорн и гильза. Принцип пайки такой же, как и в случае с мечевидным аналогом.
Критерии выбора сварочных аппаратов
Мощность. Для работы с коммуникациями диаметром не более 75 мм следует приобрести аппарат мощностью до 1000 Вт. Его возможностей достаточно для обеспечения высокого качества шва. Однако в быту чаще используют метод пайки для фиксации труб диаметром до 50 мм. В этом случае можно использовать агрегаты мощностью до 700 Вт. Причем нужно помнить, что пусковые токи при включении намного выше, поэтому должен быть предусмотрен запас по мощности (20-30%).
Вид нагревательного элемента: плита, цилиндр. В быту используют первый из вариантов, с ним проще работать
Это важно, если нет опыта монтажных работ такого вида.
Количество, тип и размер насадок. Определяют, какие изделия нужно паять
Учитывают диаметр коммуникаций. В наиболее простых моделях предусматривается возможность одновременно паять 2-3 трубы и даже больше, столько же фитингов. На нагревательном элементе в данном случае имеется 2-3 отверстия.
Производитель.
На строительном рынке можно найти оборудование производства разных стран: России, Китая, Турции, Чехии. Последний из вариантов стоит дороже, такие аппараты отличаются высоким качеством сборки, надежностью. Сварочные аппараты могут иметь погрешность при измерении температуры. В результате действительный показатель часто не соответствует заданному.
Типичные ошибки
Новички в сантехнических работах и мастера-самоучки, которые хотят сэкономить на услугах профессиональных монтажников, часто совершают одинаковые ошибки. На первый взгляд, это мелочи, но они приводят к тому, что система быстро выходит из строя.


Чего не стоит делать при монтаже ПП-труб своими руками:
Чрезмерно спешить. Сварка ПП-труб требует некоторой оперативности. Но это относится только к скорости соединения деталей, пока они еще горячие. В остальном спешка имеет негативные последствия. Чаще всего начинающие мастера просто не дают паяльнику нагреться до нужной температуры. В результате «сцепляемость» деталей плохая.У нерасторопных монтажников другая проблема – они прогревают детали до нужной температуры, а потом долго прилаживаются, прежде чем вставить трубу в фитинг. За эти несколько секунд температура изделий падает, а вместе с ней падает и качество диффузии.


- Полагаться на температурные показатели встроенного в паяльник термометра. Если оборудование старое или от недобросовестного производителя, необходимые 260-270 градусов на дисплее могут появиться из-за сбоя в работе. Реальная температура насадок часто бывает ниже этого параметра. Для страховки её нужно проверять контактным термометром. Стоит такой девайс недорого, а в хозяйстве пригодится не только для работы с паяльником.
- Перегревать пропиленовые изделия. Новичкам может показаться, что чем дольше греть, тем лучше получится соединение. На деле это не так. Если растопить пластик слишком сильно, то в трубе образуется наплыв. Он будет препятствовать свободному течению жидкости по трубопроводу или вовсе закупорит отрезок трубы.


- Сваривать трубы на улице в холодную погоду. При низких температурах детали остывают слишком быстро, как и соединительный шов. Они не успевают надежно схватиться.
- Не очищать трубы и насадки от пыли и жира. Это также негативно сказывается на качестве соединения.
- Не торцевать трубы с алюминиевой армировкой. Температура и время плавления у алюминия и пропилена разные. Хотя алюминий относится к антикоррозийным материалам, из-за него трубы могут протекать.


- Монтировать сразу все элементы трубопровода на полу (столе, земле). Такой конструктор потом уже невозможно установить по схеме.
- Использовать для горячего трубопровода тонкостенные трубы. Они не выдержат высоких температур, вытянутся и со временем лопнут.
- Резать трубы ножовкой или электролобзиком без последующей зачистки среза наждачной шкуркой.
- Пытаться ускорить процесс остывания трубы холодной водой или воздухом.






