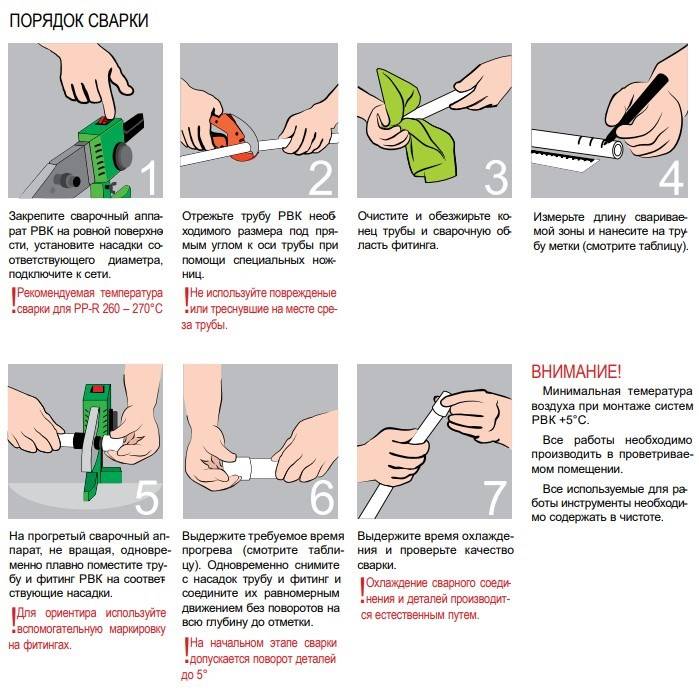
Процесс спаивания ПП-труб
После включения паяльника, ему необходимо дать прогреться минут 10. Если на насадках имеются загрязнения – их удаляют на горячем паяльнике не синтечической тканью или
бумагой. Удалять грязь металлическими предметами не рекомендуется – испортится антипригарное покрытие.
Размер захода трубы в раструб фитинга зависит от конкретного ассортимента и обычно составляет 15 мм. для трубы D20 и 20 мм. для следующих диаметров. Этот размер лучше
всего померить рулеткой на конкретной детали — раструб в фитинге имеет четко выраженные границы.
Непосредственно перед сваркой трубу и внутреннюю часть фитинга протирают чистой, сухой тканью – спаиваемые поверхности должны быть чистыми. Конечно не стоит гнаться
за стерильностью – нет необходимости протирать пластик спиртом, как некоторые советуют.
Труба и фитинг одновременно насаживаются на противоположные стороны разогретой насадки и выдерживается требуемое время нагрева. Во время прогрева полипропилена не нужно
вращать трубу и фитинг, для более быстрого одевания на насадку! Если фитинг тяжело налезает на насадку – напрягать грудные мышцы.
Некоторые насадки устроены так, что при пайке фитинг очень тяжело налезает и полностью надевается на насадку по прошествии 3-5 секунд. Когда отсчитывать нужное время нагрева? Первым делом следует обратиться к тому же документу ТР 125-02:
Так как труба тяжело входит в насадку и новичку сложно понять, зашла ли труба до конца, то по первости рекомендуется отмечать на трубах риски, до которых нужно
загонять трубу в паяльник. Точная глубина немного разнится у разных производителей, поэтому лучше ее померить в раструбе фитинга заранее.
Для начального опыта такое руководство вполне подходит. Скажу лишь, что с опытом приходит понимание: с “тугими” насадками и стандартным временем прогревания происходит
излишнее оплавление.
Сняв трубу и фитинг с насадки, их как можно быстее соединяют и держат несколько секунд в неподвижном состоянии (время сварки в таблице). Объективно – после снятия с насадки
паяльника, есть 1-3 секунды на соединение. Даже после прошествии времени сварки нужно позаботиться о том, чтобы на соединяемые детали не действовали никакие посторонние силы
в течение нескольких минут. Даже вес самой напаянной трубы может деформировать место пайки.
Во время сварки нельзя вращать трубу в фитинге, нужно соединять их в заведомо правильном положении. Для собственного ориентирования, спаиваемые трубу и фитинг можно
пометить чёрточкой – тогда во время пайки больше вероятности соединить детали ровно. Тем не менее не стоит безоговорочно ориентироваться на чёрточки, нужно видеть
картину в целом. Безусловно, в процессе соединения есть время на корректировку – не более секунды, когда можно выровнять небольшие огрехи спайки.
У хорошо пропаянных деталей должна образоваться каёмка (буртик) вокруг трубы в месте сопряжения с фитингом. Если заглянуть внутрь фитинга, то край трубы также будет иметь немного
оплавленные края.
Некоторые сантехники дуют в трубу после сварки, чтобы убедиться, что труба не запаялась. По своему опыту могу сказать, что если соблюдена температура пайки и время нагрева –
такого никогда не происходит. Хотя теоретически может попасться очень некачественный полипропилен от безымянного производителя.
Инструменты для сварки
Сварка враструб в домашних условиях производится специальными устройствами. Чаще используют паяльник с нагревательным элементом в форме утюга с отверстиями для крепления съемных насадок. Конструкция аппарата компактная, он удобнее профессиональных с цилиндрическими нагревателями. Аппараты комплектуются насадками: с одной стороны находится греющая гильза, в нее вставляют край отрезка, с другой – дорн для разогрева контактной поверхности фитинга.
 Паяльник для полипропиленовых труб
Паяльник для полипропиленовых труб
Фитинговое соединение полипропиленовых труб без сварки производится феном большой мощности или специальными мини-горелками. Верхний слой разогревается на глубину захода фитинга.
Для холодного метода используют специальный пистолет, который обеспечивает равномерную подачу растворяющего полипропилен состава. Клей очень токсичен, разъедает кожу, пользоваться им необходимо с большой аккуратностью. Для горячего водоснабжения такой метод монтажа не применяется.
Выбор аппарата для сварки полипропиленовых труб
При выборе конкретной модели сварочного аппарата руководствуются инструкцией
На какие параметры следует обратить внимание:
- размерный диапазон свариваемых деталей;
- стоимость агрегата;
- расход электроэнергии, ориентировочно мощность устройства должна в 7-10 раз превышать диаметр трубы.
Аппарат для пайки должен обеспечивать необходимый температурный режим. От мощности нагревательного устройства зависит скорость и глубина расплавления поверхности полипропилена.
Инструменты для пайки полипропиленовых труб
Инструменты для пайки труб
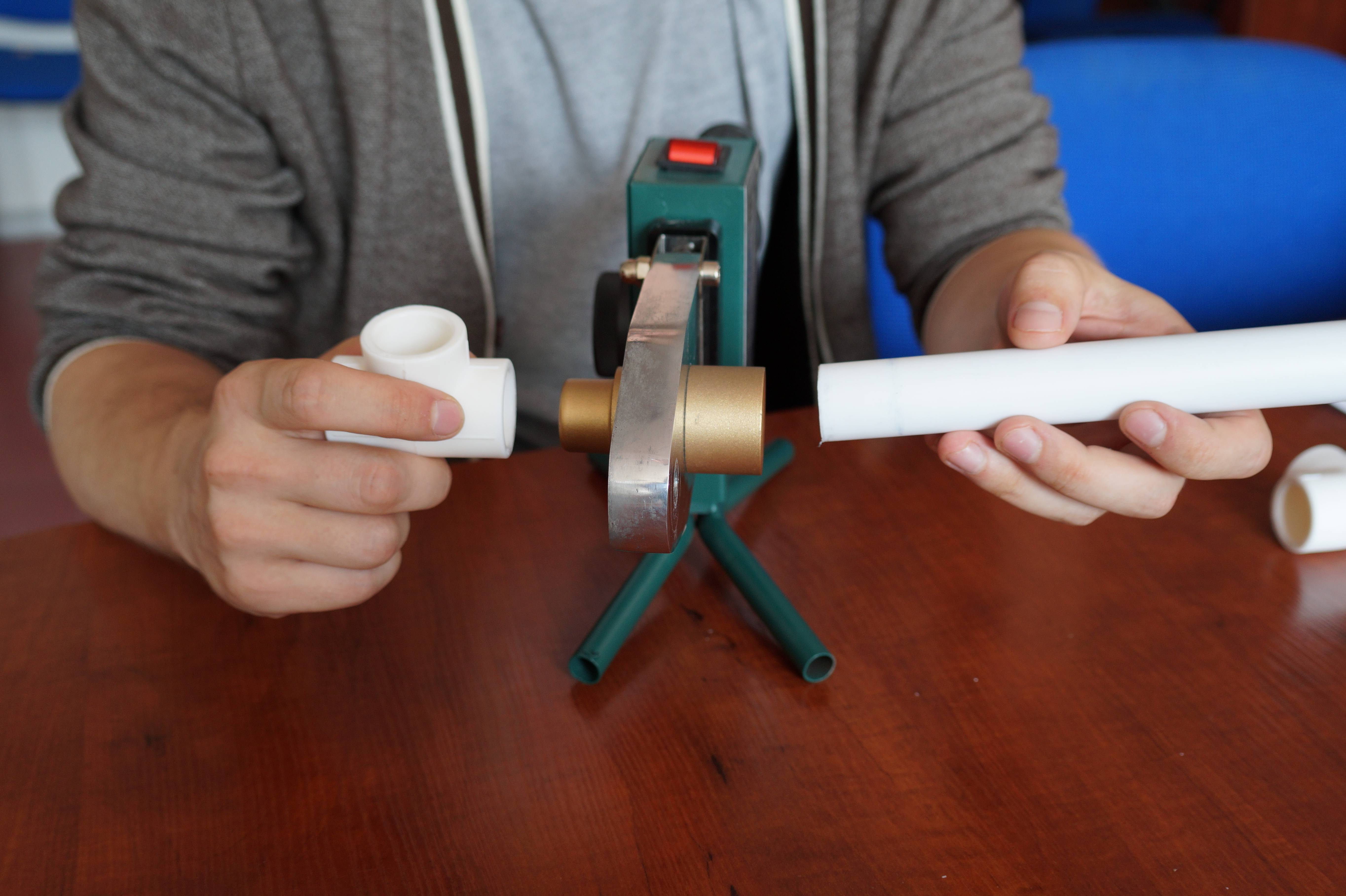
Учитывая всю важность соблюдения нормативных условий при прокладке пластикового водопровода, использование сподручных средств для пайки не допустимо. Специализированное оборудование обеспечивает достаточную скорость стыковки, сваривания на нормированном уровне качества. Первая группа оборудования для пайки полипропиленовых труб по инструкции представлена агрегатами на ручном управлении
Такие устройства оснащаются специальным диском, активная поверхность которого имеет тефлоновое покрытие. Благодаря этому обрабатываемый материал не пригорает и не растекается во время разогрева. Обычно такие аппараты применяются для работы с диаметрами изделий 20 и 25 мм. В зависимости от площади сечения подбирается соответствующая насадка, которая будет разогреваться до нужной температуры. Достижение штатных параметров прибора сигнализируется зеленым индикатором
Первая группа оборудования для пайки полипропиленовых труб по инструкции представлена агрегатами на ручном управлении. Такие устройства оснащаются специальным диском, активная поверхность которого имеет тефлоновое покрытие. Благодаря этому обрабатываемый материал не пригорает и не растекается во время разогрева. Обычно такие аппараты применяются для работы с диаметрами изделий 20 и 25 мм. В зависимости от площади сечения подбирается соответствующая насадка, которая будет разогреваться до нужной температуры. Достижение штатных параметров прибора сигнализируется зеленым индикатором.
При планировании большого объема работ и в промышленных масштабах используют более эффективное оборудование. Автоматические аппараты имеют специальные приспособления, за счет которых задается необходимый диаметр обхвата. Нужное значение температуры достигается быстрее, чем на ручных аппаратах для пайки полипропиленовых труб. За счет этого прокладка трубопроводов при помощи такого оборудования происходит в разы быстрее.
В промышленных условиях для соединения труб большого диаметра применяются специальные стыковочные сварочные аппараты. Модификация оборудования обеспечивает быструю подготовку (форматирование) труб к установке и такой же быстрый монтаж при любых объемах задач.
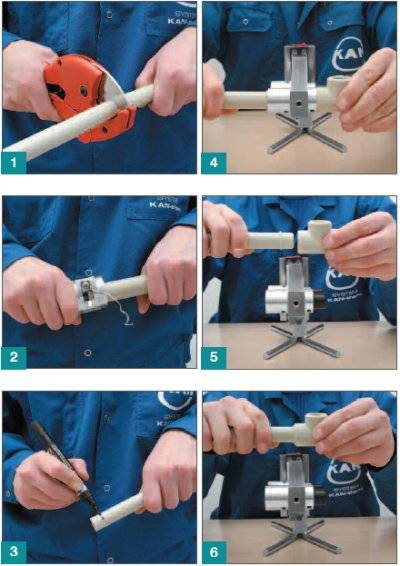
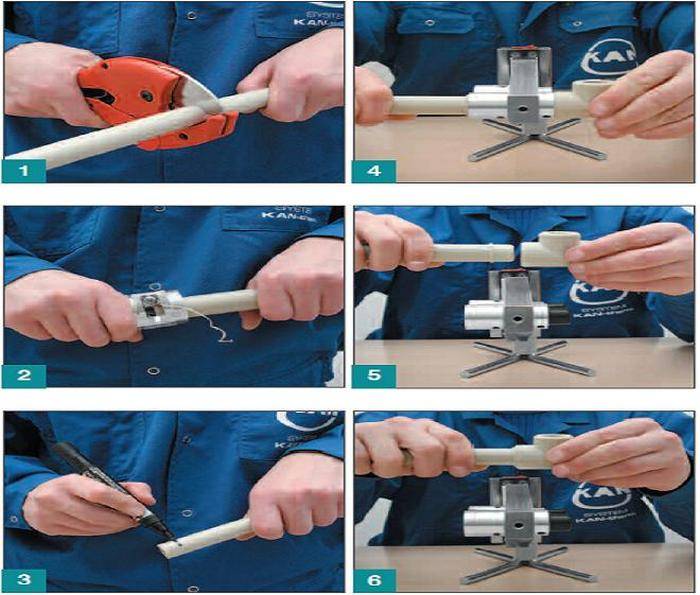
Ножницы для резки труб
В арсенале монтажника необходим иметь и такие приспособления, как резаки для труб. Полипропиленовые трубы известны не только своей практичностью, но и высокой скоростью прокладывания на месте эксплуатации. Специальные ножницы для резки труб обеспечивают быструю подготовку торцевой части к стыковке с фитингами.
Как сваривать полипропиленовые трубы
Для монтажа трубопровода в домашних условиях обычно применяется диффузионный горячий метод муфтового соединения. Для этого понадобится специальный инструмент:
- аппарат с нагревательным элементом любой модели;
- насадка нужного размера;
- труборезные ножницы;
- торцеватель – инструмент для зачистки края от фольгированного слоя;
- нож для зачистки реза;
- линейка или штангенциркуль;
- маркировочный карандаш;
- уровень.
Подготовительный этап
Как правильно начать работу:
- фитинги и концы отрезков аккуратно очищают от пыли, грязи, обезжиривают тампоном, смоченным в спирте – от этого зависит прочность спайки;
- убирают с краев все заусенцы;
- счищают фольгированный слой;
- устанавливают паяльник в рабочее положение;
- делают разметку, отмечают зону разогрева верхнего слоя.
Чтобы получилось качественное и герметичное соединение, важно четко соблюдать технологию
Процесс пайки
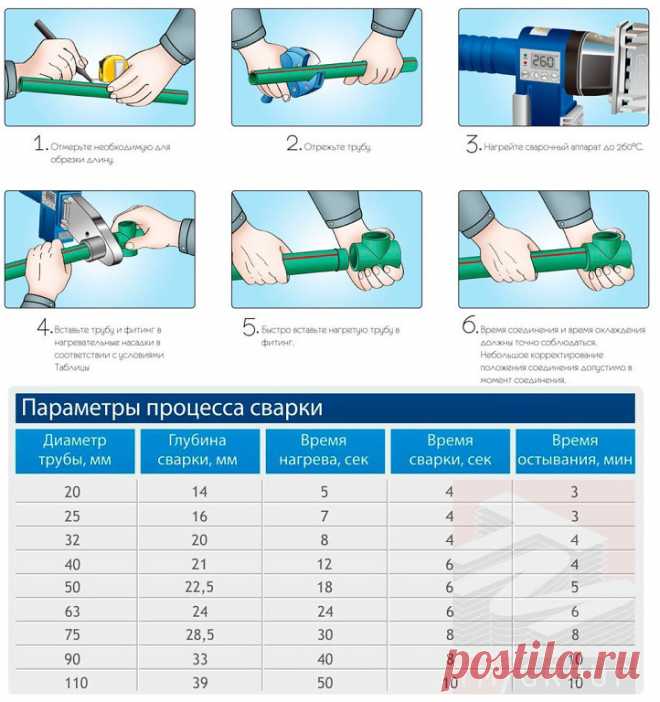
Важно соблюдать время сварки, указанное в таблице, прилагаемой к инструменту, это:
- срок разогрева края отрезка и фитинга, это делается одновременно, двумя руками с двух сторон насадки паяльника;
- временной интервал выдержки соединения в фиксированном положении до полного охлаждения.
 Таблица сваривания полипропиленовых труб
Таблица сваривания полипропиленовых труб
Разогретые части соединяют с усилием до упора, не проворачивают, а только сжимают. Ждут, когда шов остынет. Затем с фитинга счищают остатки полипропилена, они портят внешний вид системы.








 Разогретые части соединяют с усилием до упора, не проворачивают, а только сжимают
Разогретые части соединяют с усилием до упора, не проворачивают, а только сжимают
Нюансы пайки
Для труб большого диаметра перегрев и неровный внутренний шов будет незаметен, а для 4 мм может стать причиной засора. У новичков бывают и другие стандартные ошибки, отрицательно влияющие на качество соединения:
- непрямой угол среза;
- недостаточная очистка внутренней поверхности фитинга;
- неглубокая посадка после разогрева;
- неполное снятие фольгированного слоя.
Преимущества труб из полипропилена
- достаточно длительный эксплуатационный срок;
- изготовляются из экологически безопасного сырья;
- абсолютно не подвержены процессам коррозии и обладают высокой стойкостью по отношению к агрессивной среде;
- на протяжении всего срока сохраняют гладкую внутреннюю поверхность, тем самым не создавая никакого сопротивления для циркуляции теплоносителя в системе отопления;
- быстрый и простой монтаж;
- большое количество самых различных элементов соединения — фитингов;
- невысокая стоимость материала по сравнению с аналогичной продукцией из металла.
Благодаря этим преимущественным характеристикам, трубы из полипропилена смогли занять одно из лидирующих мест на рынке сантехнических услуг.
Как паять полипропиленовые трубы видео
Учиться нужно исключительно у профессионалов. Поэтому познакомьтесь с размещенным видео.
Как паять армированные полипропиленовые трубы видео
Монтаж инженерных коммуникаций из полимеров с помощью пайки — это популярный способ создания надежных систем. Метод позволяет обустраивать канализацию, водопровод и сеть отопления в частных домах и квартирах.
Ошибки при пайке полипропиленовых труб видео
Простой принцип выполнения работ способствовал популярности пайки. Благодаря легкости процесса его могут использовать даже неопытные люди. Однако необходимо обязательно строго соблюдать температурный режим нагрева ПП деталей и полностью выполнять другие советы специалистов.
Мне нравитсяНе нравится
Как нужно выбирать трубы
Диаметр магистрали
При выборе труб из полипропилена надо исходить из особенностей помещения и функционального назначении системы трубопровода. Для водопроводной магистрали с горячей и холодной водой требуются трубы небольшого диаметра. Для канализации и отопления нужно приобрести трубы большого диаметра. Вместе с этим необходимо замерить площадь, на которой будет производиться монтаж, а также учесть протяженность всего трубопровода. Также сварка полипропиленовых труб своими руками потребует наличия специальных знаний и навыков.
При выборе вида полипропиленовых труб для той или иной трубопроводной магистрали, нужно учитывать, учесть степень сложности их установки, а также как варить полипропиленовые трубы в каждом конкретном случае. Нужно точно определить, сможете ли вы самостоятельно справиться с предстоящим фронтом работ самостоятельно, или все же придется обратиться к профессионалам.

Виды труб из полипропилена
Функциональное назначение
Нужно учесть, что для отопления, горячего водоснабжения и для водопроводов, которые рассчитаны на холодную воду, существуют разные виды полипропиленовых труб, отличающиеся по своим техническим показателям. Поэтому сварка ПП труб или труб другого типа также будет зависеть от функционального назначения всей системы трубопровода.

Схема подсоединения пропиленовых труб к радиатору системы отопления
Не следует брать трубы для холодного водоснабжения для систем отопления. Они не подходят для высоких температур и быстро выйдут из строя. Трубы для теплых полов, для отопления и для подачи горячей воды требуют особых технических характеристик. В этом случае технология сварки полипропиленовых труб будет также иметь свои особенности.
Чтобы правильно выбрать полипропиленовые трубы, прежде всего, нужно верно подобрать диаметр. Он не должен быть слишком маленьким, так как это повлияет на напор воды. Труба большого диаметра обойдется дороже.
Монтаж полипропиленовых труб собственноручно нельзя осуществить без наличия специализированных муфт, переходников, уголков, имеющих различный размер и конфигурацию, а также специального оборудования для сварки. В нем будет установлена требуемая температура сварки полипропиленовых труб, которая обеспечит герметичность соединения. При выборе крепежных элементов труб из полипропилена нужно ориентироваться на их диаметр и общий вес. Крепеж должен прочно фиксировать сегмент трубопровода и выдерживать его вес в рабочем состоянии.

Водопровод из полипропиленовых труб с крепежами
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.









Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Монтажные работы на полипропиленовых трубопроводах: инструкция
Полипропиленовые трубы обычно используют для замены старых батарей из металла в системах водоснабжения. Монтаж начинается с составления плана будущей магистрали, его следует выполнить на бумаге, здесь же нужно учитывать все повороты, разветвления, ответвления и точки подключения потребителей. Если же монтаж проводится в своей квартире, то нужно промерить все длины труб от точки ввода до всех мест потребления, к ним относятся:
- Ванна и душ;
- Раковина в кухне;
- Раковина умывальника.
На этом плане следует отметить ещё и все ответвления, обходы, повороты и точки подключения потребителей. С помощью этого вы поймёте какие фитинги необходимо приобрести, а также узнаете требуемый метраж полипропиленовых водоводов.
неудачный кусок придётся полностью вырезать
При монтаже полипропиленовых труб своими руками следует помнить о том, что участки магистрали, которые предназначены под горячую воду необходимо работу выполнять армированными алюминием полипропиленовыми трубами.
Монтажники-профессионалы выполняют всю сварку либо на полу, либо на столе, а уже потом сваренный участок припаивают в систему отопления.
Сварка своими руками полипропиленовых труб: инструкция по работе
Сваривать полипропиленовые трубы необходимо специальным сварочным аппаратом, по-другому он называется паяльником. Состоит он из нагревательного элемента с отверстиями различных диаметров, именно туда и вставляются гильзы из тефлона.
Сварка — это самый ответственный момент в сборке полипропиленовых труб. Список инструмента, который понадобится в таком виде работ:
- Паяльник с гильзами из тефлона.
- Инструмент для резки.
- Шабер используется для снятия верхнего покрытия труб.
- Маркер.
- Инструмент, который помогает снять фаску.
- Жидкость для обезжиривания полипропиленовых труб.
Ниже вы сможете увидеть сварку полипропиленовой трубы: видео. Обычно сварку начинают с промера и обрезки до нужной длины, это необходимо делать с помощью уже имеющегося инструмента, при обрезке нужно обязательно соблюдать прямой угол.
На трубе следует снять фаску примерно на 1/3 толщины стенки под углом в 45 градусов. Если же есть алюминиевый слой, то его обязательно нужно удалить, а свариваемые поверхности обязательно обезжирить с помощью специальной жидкости. За это время паяльник уже должен был нагреться до нужной вам температуры, вы сможете увидеть это по погасшему индикатору.
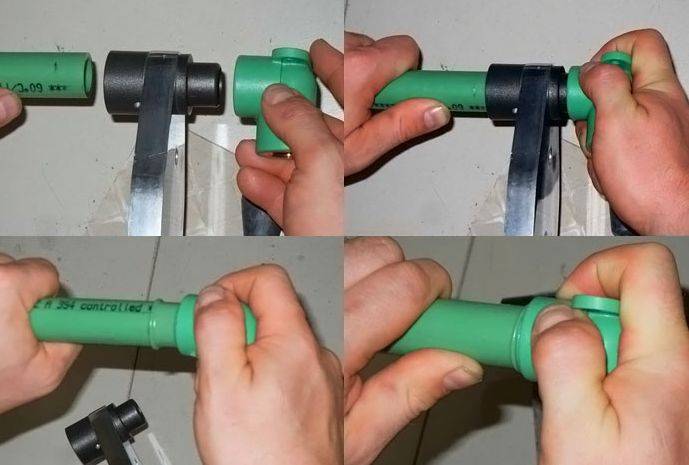
Если же вы раньше никогда не пытались пользоваться сваркой, то лучше всего 2–3 раза попробовать сварить какие-нибудь маленькие отрезки трубы, чем испортить потом всю работу. После этого уже можно будет приступать к работе. А вот как выполняется операция сварки своими руками:
- Когда тефлоновая гильза разогрелась до нужной температуры необходимо с одной стороны надеть фитинг, а с другой стороны должна быть труба.
- Через 6–7 секунд фитинг с трубой нужно быстро снять с гильзы и вставить туда полипропиленовую трубу. Весь процесс не должен занимать более 4 секунд.
Сварное соединение застынет полностью в течение 5 минут, категорически запрещается использовать какие-либо охлаждающие внешние факторы. В том случае, если же на внешней стороне фитинга образовался ровный валик из полипропилена, то это означает, что вы сделали все правильно.
Советы специалистов
Чтобы обеспечить максимальную надёжность мест соединения трубопровода специалисты советуют придерживаться следующих требований:
- правильно начинать сварочные работы через 10 минут с момента разогрева паяльника;
- выполнять операции по сварке или пайке деталей только при плюсовой температуре окружающей среды;
- участкам труб, соединённым способом сварки, необходимо дать возможность остыть, не допуская их смещения относительно друг друга или перекручивания;
- на толщине стенок более 6 мм сварка изделий встык выполняется двойным швом. При меньшей толщине стенки стык можно запаять одним швом;
- все элементы конструкции, фиксируемые посредством пайки, должны быть от одного производителя, так как они могут разниться по составу ингредиентов в сырье, что негативно повлияет на качество сварного шва.
Пайка в труднодоступных местах и углах
При пайке труб, расположенных в труднодоступных местах, например, близко к поверхности стен или потолка, применяется специальный приём, заключающийся в последовательном нагреве паяльным аппаратом прямого и ответного участка соединения. Прогревать фланец прямого участка необходимо большее количество времени, чтобы он не успел остыть, пока в работе будет находиться ответная часть заготовки.
Плавности линии в местах угловых стыков труб можно добиться при использовании специальных угловых переходников и фитингов
При этом важно заранее очень точно разметить на подводящих трубах глубину их вхождения в тело угловой детали
Соединение пластиковых труб без пайки
Пластиковые трубы не обязательно сваривать, их можно соединить и с помощью специального клеящего состава. Он наносится на всю заранее обезжиренную поверхность участка трубы, который будет вводиться в раструб. В раструбе же внутренняя поверхность также обезжиривается и покрывается клеем, но только на 2/3. Для лучшего сцепления поверхности труб под клеевое соединение перед обезжириванием обрабатывают наждачной бумагой.
Подготовленную часть трубы вводят в раструб до упора и проворачивают на 90 градусов. В таком положении склеиваемые детали следует удерживать 1 — 1,5 минуты, пока клей не схватится.
Канализационные трубы из пластика, ведущие к септику Танк, можно соединить с помощью компрессионного фитинга. При этом способе процесс соединения труб состоит из следующих этапов:
- зачистки верхнего слоя на трубе от загрязнений;
- снятия фаски на торце;
- ослабление накидной гайки на фитинге и установка в него конца трубы;
- закручивание гайки в обратное положение, в этот момент происходит зажим(компрессия) трубы обжимным кольцом.
Фиксация фитингов выполняется вручную или с помощью рожкового ключа. Прилагаемое усилие не должно быть чрезмерным, иначе трубы могут лопнуть.
Раструбный способ предполагает использование высокоэластичного уплотнительного кольца. Герметичность соединения обеспечивается сжатием прокладки между стенками раструба и гладким концом трубы.
Сварка пластиковых труб большого диаметра
Для соединения труб диаметром более 50 мм и толщиной стенки от 4 мм применяют технологию стыковой пайки, которая заключается в одновременном проваривании торцов 2 сегментов по всей плоскости. Самое сложное в этом способе сварки — правильно выполнить центровку стыков и обеспечить нужной длины зазор между деталями.
Поэтому в процессе стыковой сварки труб большого диаметра используются направляющие или трубный центратор. Он обеспечит качественную и надёжную фиксацию отрезков для сварки.
Сами работы ведутся в следующем порядке:
- подготовка труб и зачистка кромок;
- закрепление элементов в трубном центраторе;
- сварка стыков изделий.
Виды пластиковых канализационных труб
Сырьё, из которого производятся данные изделия, во многом определяет тип их соединения. Поэтому на этом вопросе следует остановиться несколько подробнее.
По материалу полимерные канализационные трубы подразделяются на несколько видов.
Полипропиленовые (ПП). Отличаются стойкостью к высоким температурам и продолжительным сроком службы (до 100 лет). Совокупность этих характеристик позволяет использовать ПП трубы для создания внутренней канализации. В наружных сетях применять данные изделия не рекомендуется, поскольку полипропилен характеризуется повышенной мягкостью, что может обусловить деформацию трубопровода в процессе эксплуатации.
Полипропиленовые трубы часто используются в системах водоотведения благодаря своим качествам
К достоинствам ПП труб можно отнести:
- высокую диффузионную стойкость;
- устойчивость к воздействию щелочей и кислот;
- высокую термостойкость (температура стоков может достигать 100˚С);
- механические воздействия приводят к деформации ПП труб, но не к их поломке;
- экологическая безопасность.
Не следует забывать и о следующих недостатках таких изделий:
- плохо переносят воздействие ультрафиолетового излучения;
- высокая эластичность. Это свойство требует утолщение стенок, когда пластиковый трубопровод прокладывается в земле.
Поливинилхлоридные (ПВХ). Такие трубы применяются для создания самотёчных канализационных систем, где нечистоты перемещаются за счёт уклона веток трубопровода и собственного веса. Эти изделия прочные и стойкие к ультрафиолету. Но они характеризуются плохой переносимостью воздействия агрессивных сред и температурных перепадов. Процесс горения поливинилхлорида сопровождается выделением ядовитого газа фосгена.







Трубы из ПВХ рекомендуется применять для внутренней канализации, так как они плохо переносят перепады температур
Чтобы корректно подобрать ПВХ трубы с учётом предполагаемых условий эксплуатации, внимательно ознакомьтесь с ниже размещённой таблицей.
Таблица 1 Класс прочности (символы «SN*») ПВХ труб в зависимости от типоразмера
| SN8 | SN4 | SN2 | Номинальный диаметр труб, мм | |||
| Вес одного пог. метра, кг. | Толщина стенки, мм | Вес одного пог. метра, кг | Толщина стенки, мм | Вес одного пог. метра, кг | Толщина стенки, мм | |
| 58,2 | 18,4 | 48,7 | 15,4 | _____ | _____ | 630 |
| 36,3 | 14,6 | 38,9 | 12,3 | 24,7 | 9,8 | 500 |
| 23,2 | 11,7 | 19,5 | 9,8 | 15,8 | 7,8 | 400 |
| 14,3 | 9,7 | 12,0 | 7,7 | 9,75 | 6,2 | 315 |
| 8,98 | 7,3 | 7,69 | 6,2 | 6,08 | 4,9 | 250 |
| 7,44 | 6,9 | 6,02 | 5,5 | _____ | _____ | 225 |
| 5,77 | 5,9 | 4,84 | 4,9 | 3,87 | 3,9 | 200 |
| 3,69 | 4,9 | 3,14 | 4,0 | 2,56 | 3,2 | 160 |
| 1,74 | 3,2 | 1,81 | 3,4 | 1,46 | 2,7 | 110 |
ПНД трубы. Аббревиатурой «ПНД» обозначается полиэтилен низкого давления. Изготавливаемые из него элементы трубопровода канализации обладают следующими преимуществами:
- небольшой вес;
- стойкость к гидравлическим ударам;
- хорошо переносят воздействие низких (до — 70˚С) температур;
- при высоких температурах не удлиняются и не расширяются;
- низкий коэффициент теплопроводности;
- не подверженность воздействию агрессивных сред;
- большой срок эксплуатации.
Минусов у ПНД труб меньше. Основным недостатком является низкая стойкость к воздействию высоких температур. Однако сшитый полиэтилен может выдержать +400˚С.
Из других отрицательных свойств стоит выделить:
- под действием ультрафиолетового излучения привлекательные характеристики утрачиваются;
- невысокая механическая прочность.
Поэтому, применяя такие трубы для внешней канализационной системы, нужно прятать их от солнца.
Пластиковые трубы подходят для внешней канализации, но их нужно укрывать от ультрафиолета
Как и зачем размечать полипропиленовые трубы перед сваркой
Первый вопрос, который появляется перед нами: сколько нужно отрезать от трубы. чтобы верно спаять первый же участок? Ведь в конце концов отрезок трубы уменьшится на расстояние сварки. Для этого смотрим в инструкцию или измеряем парную насадку на инструменте. Для разного диаметра труб это расстояние разное. Например, в нашем случае, для 20 мм трубы это расстояние 14,5 мм, для трубы 32 мм – 18 мм соответственно.
Далее перед сваркой каждой детали полипропиленового водопровода непременно наносилась разметка. Для этого даже был выполнен шаблон, чтобы постоянно не измерять трубу. Действительно, после применения предварительной разметки повысилась повторяемость сварки. Одинаковыми соединения стали не только по внешнему виду, но и усилия на одевание и снятие заготовок с разогретой насадки стали более предсказуемыми.
Выводы и полезное видео по теме
Видео #1. Технология пайки PPR труб:
Видео #2. Разбор часто встречающихся ошибок:
В интернет-пространстве размещено огромное количество мастер-классов по пайке труб из полипропилена. Некоторые из них сняты неквалифицированными любителями, поэтому советы по технике сварки и выборе температуры могут оказаться ложными.
Лучше остальных возможности сварочного аппарата известны производителю, поэтому перед началом пайки обязательно изучите инструкцию – это защитит вас от технического брака и непрофессиональных советов.
Расскажите о собственном опыте в сборке полипропиленового трубопровода и в выполнении соединении пайкой. Поделитесь технологическими тонкостями, которые могут пригодиться посетителям сайта. Оставляйте, пожалуйста, комментарии в находящемся ниже блоке, задавайте вопросы, публикуйте фото по теме статьи.
Пайка полипропиленовых труб выполняется с применением специального оборудования. Технология соединения коммуникаций основана на нагреве материала. В результате получают цельную конструкцию. Вероятность образования течи при этом существенно снижается
Важно правильно выполнить монтаж, в противном случае целостность шовного соединения может быть нарушена
https://youtube.com/watch?v=fqf3KqZP09s




