Как выполняется пайка полипропиленовых труб в труднодоступных местах – проверенные опытом способы
При установке новых полипропиленовых труб взамен устаревших металлических систем может возникнуть ситуация, когда соединение труб с помощью сварки необходимо выполнить в местах, которые не совсем соответствуют условиям для совершения такой операции.
Поэтому для самостоятельного обновления трубопровода требуются определенные знания, помогающие организовать сварку полипропиленовых труб в неудобном месте, используя для этого вспомогательные инструменты.

Инструменты для работы
Выполнить качественное соединение трубных элементов помогает специальный паяльник для труб из полипропилена и набор тефлоновых насадок. Используя паяльник, можно без особых усилий выполнить соединение сваркой на любом участке трубы. С помощью насадок можно соединить трубные элементы, имеющие разный диаметр.

Кроме того, пайка полипропиленовых труб в труднодоступных местах предполагает наличие следующих инструментов:
- Приспособление для резки труб из полипропилена (чаще всего резак идет в комплекте с паяльником).
- Раствор, позволяющий обезжирить место пайки.
- Набор соединительных элементов.
Также необходимо приготовить рулетку, линейку и карандаш, а также уголок и ножик. В некоторых случаях может понадобиться ветошь.
Способы сварки полипропиленовых труб
Пайка труб в труднодоступных местах может выполняться разными способами в зависимости от рабочего диаметра труб:
- Методом стыковой сварки соединяют трубы, имеющие толщину стенок не меньше 4 мм и диаметр до 50 мм. В быту таким способом пользуются довольно редко.
- Раструбным способом пользуются при соединении труб с диаметральным сечением до 40 мм. Для работы требуется специальный сварочный механизм, оснащенный центрирующим устройством.
- При седельной пайке к трубе под углом 90 0 приваривают специальное раструбное седло путем стыкового сочленения. Седло просверливают и к месту соединения приваривают кусок трубы, получая на выходе Т-образный переходник.
Сварка в труднодоступных местах
Паять труднодоступные участки полипропиленовых изделий намного сложнее, чем прямолинейные прогоны. Для создания благоприятных условий работы в таких местах требуется приложение достаточного количества усилий.
К «неудобным» местам можно отнести:
- Пространство под потолком.
- Углы помещения.
- Стесненные условия для размещения паяльника.

Выполняя сварку полипропиленовых труб в труднодоступных местах под потолком, нужно приготовить место, где будет размещен сварочный аппарат при ручном формировании соединения. Для этой цели можно пригласить помощника или повесить аппарат на специальный крюк, подготовленный заранее.
В случае расположения труб очень близко к стене используют специальный прием: прямую и ответную часть формируемой стыковки поочередно прогревают паяльником. При этом нагрев должен доходить до таких пределов, чтобы первый нагретый участок не успел остыть, пока нагревается ответная часть.
Особенности пайки в углах
Чтобы решить проблему, как паять полипропиленовые трубы в труднодоступных местах, например, в углах, нужно знать особенности таких соединений. Стыковка трубных элементов в углах помещения проводится с использованием заготовок, обрезанных под углом 90 0
При этом важно, чтобы их концы были тщательно зачищены и обработаны обезжиривающими средствами. Использование специальных угловых переходников и фитингов способствует образованию плавных переходов на трубных элементах при угловом соединении

Формирование угловых соединений на трубах, располагающихся на небольшом расстоянии от стены, также выполняется путем последовательного нагревания прямой и ответной части
Особое внимание в этом случае следует уделить глубине вхождения трубного элемента в тело угловой детали. Для обеспечения высокой точности необходимо сделать соответствующую отметку маркером или карандашом
Решение вопроса о том, как спаять полипропиленовые трубы в труднодоступных местах, требует внимательного отношения и точного выполнения всех действий. Стыковочные элементы, имеющие даже незначительный дефект, подлежат обязательной замене на новые детали. По мнению специалистов при выполнении соединений в труднодоступных местах не стоит отключать питание сварочного аппарата, лучше, если он будет всегда включенным.
Последовательность и важные правила пайки полипропилена
Ремонт полипропиленовых труб, сборка новых контуров должны выполняться с соблюдением ряда правил:
- Паяльник должен быть установлен на ровной поверхности, не двигаться во время пайки.
- Температурный режим пайки — 260 градусов. На некоторых паяльниках устанавливается датчик нагрева до этой температуры. Перегрев приведет к растеканию пластика.
- Нагреваться детали из полипропилена должны равномерно. Время нагрева указывается индивидуально для разных элементов трубопровода, зависит от их диаметра, толщины стенок.
Последовательность действий при монтаже:
- Обрезать трубки с помощью специальных ножниц.
- Проверить торцы на наличие неровностей. Очистить их от пыли, обезжирить соединяемые поверхности.
- Нагреть паяльник до 260 градусов. Одновременно надеть два фитинга на разогретые насадки. Выждать 4–5 секунд.
- Когда нагрев будет окончен, фитинги снимаются с паяльника, одновременно вставляются друг в друга. Детали нельзя поворачивать.
- Дождаться остывания соединения, приступить к спайке других стыков.
Технология сварочного процесса
электрическая дуга, которая должна поддерживаться
Именно во время ее контакта с заготовкой и происходит расплавление металла основы и сварочного электрода. В этот момент возникает явление, которое среди специалистов получило название сварочной ванны. В ней основной и металл электрода смешивается в однородную массу.
Ванна может иметь различные размеры, что определяется используемым режимом сварки, пространственным положением, скоростью перемещения дуги, формами и размерами кромки и пр.Обычно она достигает в ширину порядка 8–15 мм, в длину 10–30 мм, а в глубину — около 6 мм.
На каждом электроде имеется специальное покрытие, именуемое обмазкой. В момент ее расплавления возникает специальная газовая зона в области дуги и над ванной. Благодаря ей воздух покидает зону сварки и исключается взаимодействие расплавленного металла с кислородом. Также она содержит пары основного и электродного металла.
Уже на самом шве появляется сплав, не позволяющий контактировать расплаву с воздухом, что ухудшило бы качество сварки. По мере удаления электрической дуги происходит кристаллизация металлов, в результате возникает шов, благодаря которому прочно соединяются свариваемые детали. На самом шве находится защитный слой шлака, который по окончании сварочных работ обязательно нужно убрать.
Как правильно и ровно сварить трубопровод
Трубопроводы монтируют:
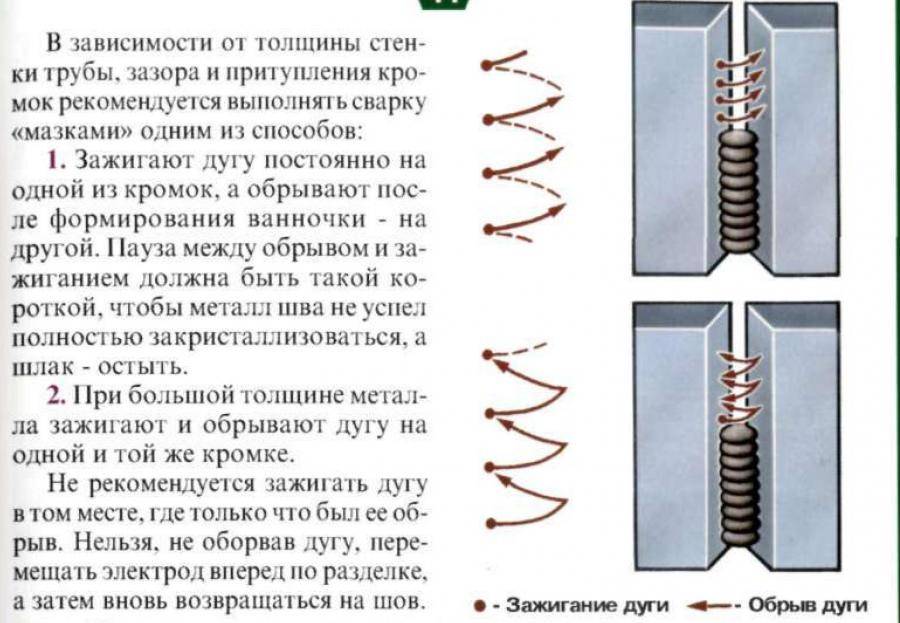
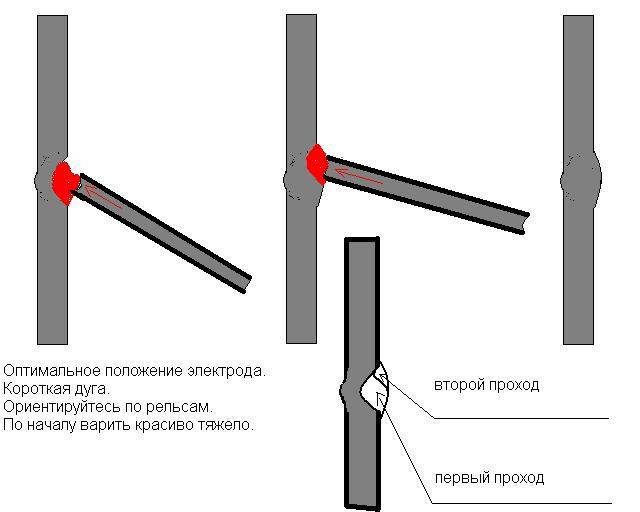
- Встык, трубы плотно сдвигают, зазор заполняют расплавленным металлом. Тонкостенные зазоры сразу заполняют полностью. Когда сваривают две трубы толще 3 мм, делают несколько встречных проходок, каждый раз начиная шов с разных мест.
- Внахлест, такой метод соединения удобен для разнотолщинных трубных заготовок. При такой сварке металлических труб валик образует плавный переход с одного диаметра на другой.
- Под углом сваривать трубу электросваркой удобно в нижнем положении. В верхнем используют газосварку.
- Тавровое соединение образуется, когда трубопровод разветвляется или одну ветку магистрали врезают в другую.
Как работать с электромуфтой
Технология сварки при помощи паяльника-утюга есть сварка электромуфтой. Муфты для нагрева труб и фитингов идут в комплекте к инструменту и крепятся на него по необходимости. Работать с таким паяльником можно одному человеку. В этом случае удобнее фиксировать сварочник ногами, стоя на коленях.
Инструмент разогревают до 260 градусов – это стандартная рекомендуемая температура для работы (при наружной не ниже +10). Трубу и фитинг одновременно вводят в электромуфту и выдерживают необходимое время. Вытаскивать первой следует трубу, затем фитинг. Детали соединяют вручную и фиксируют до остывания.
Что следует учитывать:
- Детали, введенные в электромуфту нельзя проворачивать. Движение полипропилена приведет к его налипанию, деформируя деталь и портя инструмент.
- Перегрев приведет к расплавлению материала и заплыву внутреннего просвета трубы или фитинга.
- Недогрев не позволит материалу достаточно расплавится для соединения.
- Низкая температура воздуха приведет к стремительному остыванию деталей, которые вынули из электромуфты. Это не даст хорошего соединения, либо у мастера не будет времени для корректировки направления стыка.
Сварка неплавящимся электродом
Данную технологию обычно называют аргонодуговой. Название произошло от того, что в качестве защитного газа чаще всего используется газ аргон, но не всегда. Обычно для сварки стальных изделий используется стержень из вольфрама, а сама сварка производится при прямой полярности.
Для соединения можно использовать присадочную проволоку, а можно обойтись без нее. Все зависит от толщины стенок соединяемых заготовок. Но чаще всего используется комбинированная технология. То есть, корневой шов сваривается без присадки, а поверхностные слои провариваются с использованием проволоки. Кстати, трубы из стали 10 и 20 всегда свариваются без присадочной проволоки.
Если стыкуются между собой газовые трубы с толщиною стенки меньше 5 мм, то сваривание нужно проводить сверху вниз, в остальных случаях снизу вверх. Вообще, нужно избегать потолочной и вертикальной сварки, поэтому будет лучше, если соединение трубных конструкций производиться во вращательных роликах, а сам процесс сваривания будет производиться в нижнем положении.
- Все подготовительные процессы точно такие же, как и в первых двух случаях.
- При соединении трубопроводов большого диаметра (больше 80 мм), необходимо соблюдать точную центровку и прихватку. При этом после нанесения первого коневого слоя прихватки необходимо переплавить.
- Гасить и зажигать дугу надо только на кромке или на расплавленном металле сварного шва. При этом заканчивать сварку на шве надо на расстоянии 20-30 мм от конца шва.
- Заканчивать подачу защитного газа надо после обрыва электрической дуги спустя 5-10 секунд.
- Если газопровод формируется из труб высоколегированной коррозионностойкой стали, то перед сваркой защитный газ подается внутрь трубопровода, или используется в процессе защитный флюс, к примеру, паста ФП8-2.
- Толстостенные трубы (толщина более 10 мм) диаметром больше 100 мм, изготовленные из низколегированных и низкоуглеродистых сталей, варятся без подкладочных колец. При этом сам процесс надо вести обратноступенчатым методом, проваривая участки длиною не более 20 см. Толщина шва не должна быть меньше 3 мм, и обязательно обеспечивается плавный переход на саму трубную поверхность.
Дальнейшие действия
Для того, чтобы выставить раб.давление 0,2МПа на C2H2 редукторе, нужно барашек баллона открыть против часовой стрелки, после чего винт на редукторе выкрутить по часовой. Точно так же выставляется давление на О2 редукторе 0,5 Мпа.








Настроить сварочное пламя можно двумя способами:
Открыть вентиль C2H2 на горелке, потом поджечь пламя, оно не должно отрываться от мундштука, потом подрегулировать его кислородом. Пламя должно иметь ядро, восстановительный участок и факел;
или открыть оба вентиля сразу, каждый на пол-оборота, после чего поджечь пламя. Затем отрегулировать его до нормального состояния. Должны получиться три ярко выраженные зоны.
Как видим, первый способ больше всего подходит для новичков.
Разогрев металла до температуры плавления
Для того, чтобы сделать сварочную ванну нужно расположить горелку под 90 градусов по отношению к основному металлу, а расстояние между ядром пламени и металлом должно быть около 1-3 мм. Металл начнет постепенно накаляться до красна. Сначала появится характерный цвет соломы, затем образуется сварочная ванна. Для начала попробуйте без присадки сделать колебательные движения «полумесяц». Для наплавки нужно отвести горелку на 30-40 градусов и сверху подать пруток каплеобразно или путем погружения в жидкую ванну. При этом не забывайте «рисовать» горелкой «полумесяцы», медленно продвигаясь вдоль шва. Старайтесь, чтобы ядро не задевало сварочную ванну.
Общая схема сварки газовых труб
Работы по монтажу трубопроводов выполняются в соответствии со сварочными схемами, входящими в комплект технической документации. Схемы рисуют в виде эскизов без соблюдения масштаба.
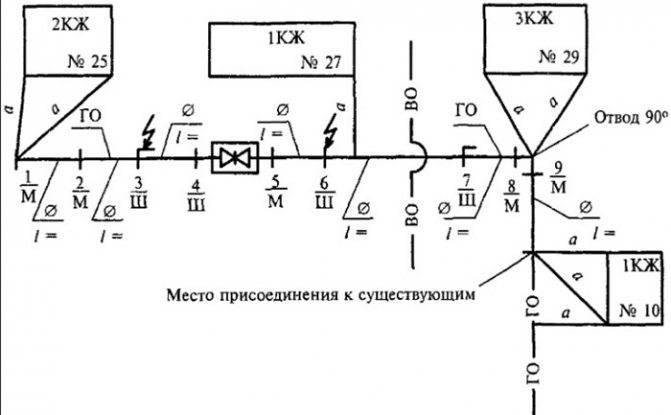
На схеме обозначают поворотные и неповоротные сварные стыки. Проще сваривать поворотные, т. к. специалист может работать с ними в любом удобном для него положении. Кроме того, они менее подвержены появлению дефектов.
На схеме каждому стыку присваивают номер, а также отмечают необходимые виды контроля работ, вносят сведения о классе или группе трубопровода.
В сводную таблицу вносят следующие данные о сварных соединениях:
- количество стыков;
- параметры стыков;
- способы контроля качества сварочных работ.
Допускается выполнение схем в аксонометрической проекции. Документ должен содержать подписи руководителя и исполнителей. Схема – своего рода руководство по правильной сварке газовых труб, включающее процесс планирования работы и контроль по ее завершению.
Как состыковать трубы
Для новичка, который хочет в совершенстве овладеть сваркой, необходимо знать все тонкости этого процесса. Для сваривания двух труб существует более 30 способов. Рассмотрим самые распространенные способы сварки труб:
- в угол;
- в тавр (перпендикулярно по отношению друг к другу);
- в стык;
- внахлест.
Тип стыковки труб выбирается в зависимости от типа металла, вида сварки и характера коммуникации. Например, трубы для системы централизованного отопления чаще всего соединяются встык с помощью электросварки. Для качественного шва, главное – сделать провар по всей толщине изделия.
Большую роль в технике сварки труб ручной дуговой сваркой играют типы шва, которые классифицируются на четыре основных группы:
- горизонтальные;
- нижние;
- вертикальные;
- потолочные.
Каждый из этих способов имеет свою технологию выполнения. Самое удобное и простое для выполнения качественного соединения – нижнее положение. Если есть возможность перемещать и поворачивать элемент, то мастер старается их установить именно в нижнее положение. При этом, во время работы, металл не стекает вниз, как при вертикальном шве, не разбрызгивается по сторонам, как при потолочном положении. Сварка технологических трубопроводов проводится, применяя все эти виды, так как коммуникации имеют множество разветвлений.
По типу продолжительности шва на трубопроводе, они разделяются на сплошные и прерывистые швы.
Процедура переноса труб на участке
Можно ли перенести трубы газоснабжения на участке самостоятельно? Работа по перепланировке газовой системы своими силами или квалифицированными специалистами проводится в следующем порядке:
- разработка и согласование проекта в соответствии с действующими требованиями безопасности;
- приобретение материалов и подготовка комплекта инструментов, необходимого для выполнения работы;
- непосредственный перенос;
- проверка качества выполненных работ и ввод системы в эксплуатацию.
Получение согласования
Первая стадия перепланировки газовой системы – это разработка проекта и согласование документа.
Схема расположения газопровода на участке
Куда обращаться? Проект будущей системы газоснабжения частного дома можно разработать:
- самостоятельно с учетом всех норм безопасности;
- в любой специализированной организации;
- в региональном отделении газоснабжающей компании.
Стоимость услуг специалистов будет определяться на основании:
- тарифов выбранной компании;
- региона;
- сложности проекта;
- перечня дополнительных услуг (разработка сметной документации, согласование документа, проведение переноса на местности и так далее).
Для согласования разработанного проекта необходимо обратиться в газовую службу региона и подать письменное заявление, к которому приложить:
- копии правоустанавливающих документов на дом и садовый участок;
- технический паспорт на дом;
- топографический снимок участка с указанием расположения строений и коммуникационных систем (водоснабжение, канализация и так далее);
- копию гражданского паспорта;
- проект переноса;
- согласие соседей, если проектной документацией предполагается перенос системы с изменением на соседнем участке;
- документы, подтверждающие соответствие устанавливаемого оборудования нормам безопасности (паспорта, сертификаты и так далее).
Подготовка
Для выполнения работ по переносу потребуются:
- болгарка;
- сварочный аппарат;
- разводной ключ;
- лопата, щебень, изоляционный материал, если прокладка трубопровода предполагается в земле;
- поддерживающие устройства при прокладке надземной магистрали;
- трубы и соединительные фитинги;
- запорная арматура, счетчики и иные устройства, предусмотренные проектом;
- материалы для изоляции резьбовых соединений;
- гибкие шланги для подключения газовой плиты и иного оборудования;
- газовое оборудование.
Перепланировка системы газоснабжения
Процесс переноса выполняется в следующем порядке:
- отключение газоснабжения;
Отключить отдельную магистраль от центральной системы могут только сотрудники облуживающей организации. Заявка на отключение подается предварительно.
- демонтаж труб, не предусмотренных составленным проектом. Как правило, прокладка наружных систем газоснабжения проводится стальными трубами, для демонтажа которых требуется болгарка;

Снятие ненужных труб
- продувка труб (освобождение от скопившегося газа). Работа выполняется с целью повышения безопасности на участке;
- установка и крепление новых труб и предусмотренной проектом запорно-регулирующей арматуры;

Проведение новой системы газоснабжения
Для соединения металлических труб между собой рекомендуется использовать метод сварки, отличающийся максимальным уровнем надежности и герметичности. Установка арматуры может быть произведена резьбовым методом с обязательным применением герметизирующих материалов.
- подключение оборудования.
Проверка и ввод
После проведения всех работ необходимо проверить герметичность системы и провести пробный запуск.
Проверка герметичности выполняется при помощи обычного мыльного раствора и губки (кисточки), который необходимо нанести на места соединений труб и крепления арматуры. При этом:
если при нанесении состава на поверхности образовались мыльные пузыри, то в данном месте происходит утечка, то есть система не герметична;

Признак плохой герметичности соединения
отсутствие пузырей указывает на полную герметичность газоснабжающей системы.
Как производится монтаж газовых труб на фасаде строения, смотрите на видео.










Пробный запуск позволяет определить, выдерживает ли система заявленное давление.
Только после проведения всех проверок можно закапывать трубы (при прокладке подземного трубопровода) и составлять акт выполненных работ, необходимый для ввода газопровода в эксплуатацию, который осуществляется региональной газовой службой.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Необходимый инструмент для пайки полипропиленовых труб малого диаметра
Метод термической диффузии, используемый для сваривания элементов из полипропилена, реализуется за счет их нагрева специальными устройствами, обычно именуемыми паяльниками или утюгами. Конструктивно агрегат представляет собой стальной корпус с вмонтированным нагревательным тэном, к которому прикручиваются цилиндрические нагреватели (насадки), по размерам соответствующие стандартным наружным диаметрам полипропиленовых труб.
Температура задается механическим терморегулятором и двумя выключателями, в более современных устройствах устанавливается электронный индикатор температуры с процессорным управлением нагревом. Основное количество утюгов имеют плоскую форму, менее распространенная разновидность имеет круглый нагревательный элемент, насадки на котором фиксируются двусторонними прижимными винтами.
Помимо утюга для сварного монтажа магистрали из полипропилена требуется следующий инструмент:
- Ножницы. Предназначены для нарезки полипропиленовых труб, часто идут в комплектации с паяльным прибором.
- Карандаш и рулетка. Инструмент, а также уголок и ножик, служат для точного обмера и контроля расположения вырезаемых участков, снятия внутренней фаски.
- Набор соединительных фитингов. Включает в себя прямые и угловые муфты, тройники, краны, резьбовые фитинги и другие детали арматуры, служащие для изменения направления или подключения сантехнических приборов в магистраль.
- Средства бытовой химии. Вещества могут понадобиться для обезжиривания свариваемой поверхности и ее очистки от грязи.
Рис. 3 Инструменты для работы с ППР
Ошибки при пайке пластиковых труб
Люди, которые не имеют практического опыта сборки трубопроводов из полипропилена, во время монтажа могут допускать разные ошибки:
Неправильный выбор паяльника. Во время выбора сварочного аппарат для пластика, нужно отдавать предпочтение моделям с регулятором температуры, насадками изготовленным из тефлона.
Перегрев деталей. Из-за этого прочность соединения снизится, появятся пластиковые наплывы внутри трубопровода
Важно точно соблюдать интервал нагревания, чтобы не столкнуться с подобными проблемами.
Перекос во время стыковки деталей. Нужно удерживать одну ось, чтобы соединение получилось ровным.
Спайка возле грязных мест
Любой мусор попадающий на нагретые поверхности приведет к снижению прочности шва.
Важно не спешить, дожидаться полного остывания готового соединения. Иногда при сборке нового трубопровода или починке старого возникают трудности, связанные с проведением пайки в труднодоступных местах
Чтобы сделать соединение на таком участке, можно использовать электро-муфту или фитинг американку. Научиться работать с этими деталями может любой человек, ознакомившись с их особенностями
Иногда при сборке нового трубопровода или починке старого возникают трудности, связанные с проведением пайки в труднодоступных местах. Чтобы сделать соединение на таком участке, можно использовать электро-муфту или фитинг американку. Научиться работать с этими деталями может любой человек, ознакомившись с их особенностями.









Монтаж систем водоснабжения из полипропиленовых труб
Для систем водоснабжения и отопления частных и многоквартирных домов применяют, в основном, изделия из металлопластика и полипропилена. При этом полипропиленовые конструкции более предпочтительны в закрытых системах (внутри стен, гипсокартонных конструкций, под плиткой и т. д.). Объясняется это тем, что резьбовые соединения металлопластиковых муфт при многократном расширении-сжатии во время нагрева прослабевают и требуют периодической подтяжки. Полипропиленовые же сварочные соединения этого недостатка лишены.
Для проведения работ по монтажу системы водоснабжения или отопления из полипропиленовых труб необходимо понимать принцип и следовать чётким рекомендациям. Сварка пластиковых труб своими руками доступна даже новичку, но требует определённой сноровки и приобретения некоторого опыта.
Способы сварочных соединений
Сварка пластиковых труб – это доступный и проверенный способ их соединения, который позволяет создавать надежные системы водоснабжения. При этом прочность полученного соединения не отличается от прочности монолитной пластиковой трубы. Технология сваривания позволяет получить трубопроводы любой длины и конфигурации. В напорных трубопроводах используют три принципа сваривания – сварку встык, враструб и муфтовую сварку.
Для выполнения работ по стыковой сварке необходимо применение специального оборудования. Торцы труб устанавливают в сварочный агрегат, который обеспечивает их взаимное центрирование. После этого обрабатывают их края, затем разогревают специальным приспособлением и прижимают друг к другу при помощи специального механизма подачи. В результате образуется равномерный качественный шов. Такой способ позволяет создавать трубопроводы из труб большого диаметра.
Для систем водоснабжения в частных домах и квартирах применяются полипропиленовые трубы диаметром до 63 мм. При этом используются два вида монтажа:
- сварка в ратсруб (при этом виде соединения одна труба входит в другую, конец которой предварительно расширен);
- муфтовая сварка (трубы входят с двух сторон в специальную муфту).
Для снабжения труб резьбовым соединением, применяют резьбовые муфты-фитинги с ратсрубом.
Инструмент, необходимый для монтажа
Для монтажа системы, состоящей из полипропиленовых труб, необходимо наличие следующих инструментов:
- сварочный аппарат (паяльник) для труб из полипропилена;
- насадки для сварочного паяльника;
- ножницы для резки пластиковых труб (труборез);
- торцевая зачистка для полипропиленовых труб (шейвер);
- маркер и рулетка;
- крепежные клипсы;
Не следует забывать и о личной безопасности, поэтому защитные рукавицы будут очень кстати.
Сварочный аппарат, «утюг», сварочный паяльник, – как только не называют этот инструмент для сварки труб из пластика.
К паяльнику необходимо иметь насадки для различных диаметров труб. Если вы надумали приобрести инструмент, не выбирайте самый дешёвый. Лучше всего возьмите аппарат с подставкой и насадками, покрытыми тефлоном. Это позволит выполнить работу качественно. Труборез можно с успехом заменить ножовкой по металлу, если не планируется большой объем работы. Шейвер же необходим только при работе с трубами, предназначенными для горячего водоснабжения для срезания внешнего алюминиевого покрытия.
При всей своей простоте, процесс сварки полипропиленовых труб требует аккуратности и выполнения определенных технологических требований, поэтому к делу необходимо подходить максимально ответственно.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.

Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее, благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.
Виды трубопроводов и сварка
Сварка трубопроводов проводится с учетом их типа:
- магистральные;
- водяные;
- технологические и промышленные;
- канализационные;
- конструкции для подачи газа.
Выделяют следующте виды сварки :
- механический (за счет трения);
- термический (плавление с применением плазмы, газа или электро-лучевого метода);
- термомеханический (магнитоуправляемая дуга, получаемая при стыковом контактном способе ).
Использование определенного типа соединения зависит еще и от материала труб:
| Материал | Тип сварки |
| Медь | Электродуговая , газовая или контактная. Более эффективным является первый метод соединения с использованием вольфрамового неплавящегося электрода и присадочной проволоки. В качестве защитного газа рекомендуется аргон или азот |
| Сталь | Применяются полуавтоматы , а также электрическая и газовая сварка |
| Оцинкованные трубы | Можно использовать любой вид соединения, но обязательным компонентом считается флюс, защищающий изделие от выгорания покрытия |
| Профильные конструкции | Сварка выполняется газовым или дуговым способом. Тут важен опыт сварщика |
Как спаять медную трубу самостоятельно В современной квартире имеется немало трубопроводов из меди. Их можно обнаружить в радиаторах отопления, некоторых участках водопровода, кондиционерах, холодильных установках. При полной или…




