Какие бывают фитинги
Чтобы понять, что можно паять и как спаять различные участки необходимо понять, какие бывают дополнительные соединительные элементы.
- Паечные муфты.
- Углы 45° и 90°. Используются как для разных, так и для одинаковых размеров.
- Тройник или тройной угольник.
- Крестовины.
- Вварное седло.
- Заглушки.
- Пайка для полипропилена.
- Переход, имеющий наружный тип пластмассовой резьбы DG.
- Комбинированные муфты (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные тройники (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные угольники (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные угольники для установки различного типа приборов (например, смесителя).
- Шаровые паечные краны, прямые или угловые с американкой.
- Проходная водорозетка.

Подключение к вентилям, фильтрам и смесителям
От резьбовых соединений не уйти и владельцам полипропиленового водопровода. Как минимум при крепеже смесителей понадобится разводной, газовый или несколько рожковых ключей.
Мы всегда возвращаемся к основам
Накидные гайки обеспечивают герметичность специальными резиновыми прокладками; для смесителя же в ванной при монтаже на стену понадобится подмотка соединения. Лучше всего использовать обычный лен с добавкой любой быстросохнущей краски или олифы.
То же самое касается и соединения первого фитинга водопровода с вентилем или фильтром.
Вот, в принципе, и весь перечень инструментов. Как видите, ничего экзотического или запредельно дорогого он не содержит; большая часть инструментов найдется в каждом доме, где руки хозяина растут из адекватного места.
Удачи в ремонте!
Как выбрать насадки
Подбирая нагревающие насадки, необходимо учитывать диаметр соединяемых труб и другие важные моменты:
- прочность;
- насколько хорошо сохраняется форма после изменения температуры;
- теплопроводность.
Практически ко всем сварочным аппаратам подходят различные насадки. Это очень удобно, когда необходимо смонтировать сложную магистраль.
Каждый надеваемый элемент имеет два конца. На одном нагревается внешняя сторона детали, на другом – ее внутренняя часть. Все насадки имеют тефлоновое напыление, которое защищает поверхность от налипания расплавленного материала. Размеры деталей находятся в диапазоне 2-6 см, что соответствует распространенным диаметрам цилиндрических изделий.
Какие трубы из полипропилена бывают.
Температура пайки полипропиленовых труб согласно рекомендациям производителей, зависит от типа изделий, используемых в монтаже коммуникаций. В общеотраслевых стандартах приводится описание четырех марок полипропиленовых труб:
- PN10 – начальный размер. Тонкостенные трубки, рекомендуемые для организации холодного водоснабжения. Рабочая температура носителя не должна превышать значения 20 градусов. Допускается применение PN10 для оборудования системы обогрева теплых полов с температурой носителя не более +45 C;
- PN16 – полипропиленовые трубы, рассчитанные на работу в условиях рабочих давлений не более 16 атмосфер. Максимальная температура, подтвержденная испытания на выходе из производства, ограничивается значением 60. Не подходит для открытых коммуникаций систем обогрева, так как остается риск деформации изделий под воздействием высоких температур. Активно используется в прокладке холодного водоснабжения;
- PN20 – универсальная категория труб для отопления, которые могут использоваться для снабжения или перетока теплоносителей. Рабочая температура внутри изделий устанавливается в диапазоне от 80 до 95С. Так же используются в устройстве теплого водяного пола.
- PN25 –армированные изделия и фитинги. Предназначены для суровых условий. По характеристикам такие трубы сравнимы с металлопластиковыми аналогами, выдерживают нагрев теплоносителя свыше 95 градусов.
Значения эксплуатационных стандартов учитывают при подготовке к работе утюга для пайки полипропиленовых труб. Температуру разогрева изделий используют с учетом того, что при указанных параметрах трубы могут выдерживать только кратковременные перегрузки.
Контроль качества
После проведения пайки полипропиленовых труб следует обязательно проверить качество выполненной работы. Когда происходит стыковка изделий малого диаметра, возможно образование наплывов в конструкции детали. Покрывая внутреннюю поверхность трубы, подобное явление создает помеху для свободного движения жидкости при работе системы.
Для определения наличия наплывов стыковочный узел нужно хорошо продуть воздухом. Если он будет свободно двигаться по трубе, значит, получился качественный стык.
Новичку можно посоветовать сначала сварить несколько проверочных деталей, затем разрезать шов и изучить качество соединения.
Пайка полипропиленовых труб в труднодоступных местах
Решая, как паять полипропиленовые трубы в труднодоступных местах, следует учитывать следующие факторы.
Работа с полипропиленовыми трубопроводами в узких местах сложнее, чем сварка на прямых трубных прогонах в условиях достаточного пространства. К неудобным местам обычно относят пространство вверху под потолком, точки в углах и условия ограниченного пространства, затрудняющие установку паяльника на подставку. В последнем случае без посторонней помощи вам не обойтись, альтернативным решением является специальный крюк, подготовленный заранее в удобном месте, на который можно вешать паяльник.
При слишком близком расположении спаиваемых трубных участков друг от друга на стене используют специальный прием — прямую и ответную части стыка прогревают по очереди. При этом первый участок греют чуть дольше положенного времени, а после греется труба меньшее время и при возможности с повышенной температурой (регулятор устанавливают на больший диаметр).
Рис. 4 Пайка полипропиленовых труб в труднодоступных местах утюгом с двумя насадками
Основные ошибки при пайке полипропиленовых трубопроводов
- Не достаточно нагрет паяльный аппарат. В этом случае достичь надежного сплавления нагретых слоев, практически, невозможно. На первых порах водопровод может работать нормально, но по истечении времени, так или иначе, появиться протечка. Чтобы исключить это, надо, во-первых, перед первой пайкой дать паяльнику дополнительно прогреться не менее 5 минут, а во-вторых, в течение всей работы не отключать его от электросети.
- Не выдержано время нагрева фитинга. Результаты такие же, как и в предыдущем пункте.
- Фитинг или труба передержана при нагреве. Впервую очередь, это сказывается на трубе. Она становиться слишком мягкой, теряет свою прочность, ввести ее в раструб фитинга без деформации не возможно. Иногда расплавленный полипропилен может частично или полностью перекрыть отверстие в фитинге, тем самым перекрыв поток воды в трубопроводе.
- Процесс соединения по времени слишком затянут. Часто это случается с неопытными сварщиками. Со временем появится сноровка, и такая ошибка уйдет в прошлое.
- Не правильно выбрана последовательность сварки. На месте стационарной установки сварочного аппарата следует производить пайку узлов в максимально возможном количестве. Переходить же к монтажу трубопровода на стене, потолке или других труднодоступных местах надо только тогда, когда это сделать на постоянном месте уже будет невозможно. Поэтому, следует точно продумать последовательность пайки всех соединительных узлов как на месте стационарной установки паяльника, так и на стене.
- Не качественные соединительные детали. Если паять фитинги и трубы с трещинами, со значительными отклонениями от нужной геометрической формы, грязные или жирные – это и будет причиной некачественного соединения.
- Повторное использование фитингов. Иногда бывает так, что фитинг не достаточно приварился, и его можно вытащить из трубы. Повторно использовать его нельзя.
- Соединительные детали не от одного производителя или из разных материалов. Каждый производитель выпускает свою линейку фитингов и труб, посадочные размеры которых соответствуют только их продукции, то есть диаметр трубы такой, какой нужен именно его фитингу. Кроме того, химический состав полипропилена от разных производителей может также значительно отличаться. Все это сказывается на качестве сварки. Поэтому, чтобы не иметь в дальнейшем проблем, следует все приобретать от одного производителя.
Даже, если у Вас и нет достаточного опыта по сварке полипропилена, не сомневайтесь, что он очень быстро придет. В сущности, ничего сложного в этом нет. Конечно, придется вначале испортить несколько фитингов и пару десятков сантиметров трубы, но, учитывая их невысокую стоимость, это вполне допустимо. А то, что Вы будете независимы от сантехников, это тоже что-то значит. К тому же, сама пайка полипропиленовых труб и последующий их монтаж превратятся в творческий процесс, так же, как и строительство бани своими руками.
Пайка полипропиленовых труб: требование правил безопасности
Работа со сварочным устройством для ПП-труб не представляется сложной, тем не менее, на данном технологическом процессе существует риск получения термических и электрических травм, а также имеется возможность отравления сварочными парами.
Перед тем как паять полипропиленовые трубы сварщик должен иметь защитную спецодежду, рукавицы и обувь, а также проверить работоспособность сварочного аппарата: отсутствие видимых повреждений на кабельной линии и корпусе паяльника. На рабочем месте должна быть аптечка с минимальным набором медицинских средств, в том числе от ожогов, бинты и лейкопластырь.
В целях безопасности монтаж выполняется на свободной площадке. Для того, чтобы объединить часть трубы в 1 м, необходим запас площади в 2 м2. При выполнении сварочных работ рабочая зона не должна иметь посторонних предметов, проходы должны быть свободными. Поэтому при сварке сложных конструкций, приходится часто переворачивать трубы, поэтому нужно быть особенно осторожным, чтобы не перевернуть паяльник. Надо знать, что при нагреве ПП-труб формируются ядовитые пары. Для того чтобы их не вдыхать потребуется частое и тщательное проветривание рабочего помещения.
Ошибки, недопустимые при пайке труб
Основными ошибками бывают:
- недогрев или перегрев полипропилена;
- нарушение соосности стыкуемых деталей;
- нарушение процесса пайки;
- неправильный выбор материала или размера.
Если нагревать полипропилен больше положенного времени, возникает наплыв пластика внутри трубы, что уменьшает ее пропускную способность. При недостаточной температуре полипропиленовый стык получается непрочный и прослужит короткое время. Если оси стыкуемых заготовок не совпадают, появляется перекос трубопровода, что ухудшает его работу. При стыковой сварке материал стыкуемых поверхностей должен быть одинаковым, иначе прочность шва нарушается.
Пайка полипропиленовых труб – процесс непростой, но выполнимый. Важным моментом является выбор качественного материала, удобного и надежного паяльника. При проведении работ следует соблюдать меры безопасности, иметь защитную одежду и рукавицы, обязательно проветривать помещение.
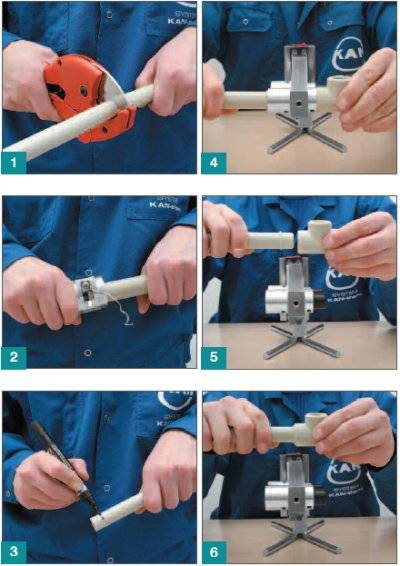
Подготовка труб
Нарезка по размеру
Трубы можно нарезать по размеру прямых участков будущего водопровода заранее, а можно просто отрезать по месту при монтаже.
Второй вариант, как правило, дает лучшие результаты. Для отрезки полипропиленовых водопроводных труб используются специальные ножницы, дающие идеально ровный срез.









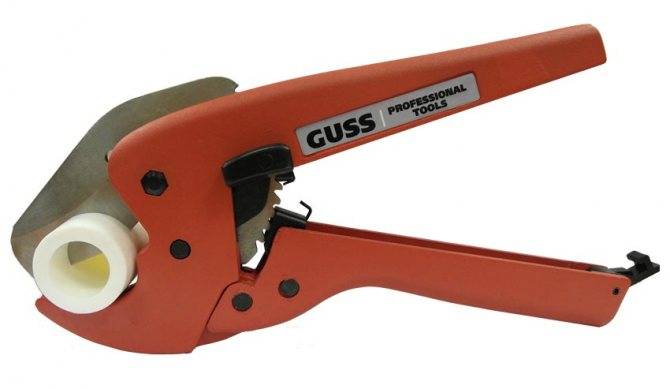
Например, такие
Однако если их нет в хозяйстве, едва ли стоит покупать инструмент ради одноразового ремонта. Отрезать трубу с таким же успехом можно турбинкой или обычной ножовкой по металлу. Во втором случае придется, разумеется, аккуратно зачистить напильником неизбежные заусенцы.
Снятие фасок
На трубах перед тем, как соединять их с фитингами, желательно снять фаски с наружной стороны. Зачем это нужно? Дело в том, что труба с оплавленной поверхностью должна вставляться в фитинг легко, без усилий и ни в коем случае не цепляясь краями.
Иначе она легко может деформироваться: материал-то в разогретом состоянии очень пластичен! Отсюда — плохо проваренное соединение и неровная, собранная гармошкой поверхность трубы внутри фитинга, что уменьшит проходимость водопровода.
Снять фаску можно обычным ножом.
Острый нож из хорошей стали всегда пригодится
Можно с таким же успехом обточить край трубы на наждаке или любом диске ручной турбинки. Это займет всего несколько секунд на каждый конец трубы.
Зачистка
Армированные трубы с алюминиевой армирующей пленкой нуждаются в зачистке, и вот здесь без специального инструмента уже не обойтись.
В зависимости от того, как расположена алюминиевая фольга — снаружи трубы или между слоями полипропилена — нам понадобится зачистка для полипропиленовых труб для наружной поверхности или торцеватель.
Впрочем, расходы на этот инструмент невелики: он не содержит сложной механики или большого количества дорогой инструментальной стали, а раз так — стоит буквально копейки.
Не забудьте: только для труб, армированных алюминием
Как правильно паять полипропиленовые трубы
Как сделать так, чтобы трубы были герметичными?
Ниже представлено детальное описания трех наиболее популярных методов пайки:
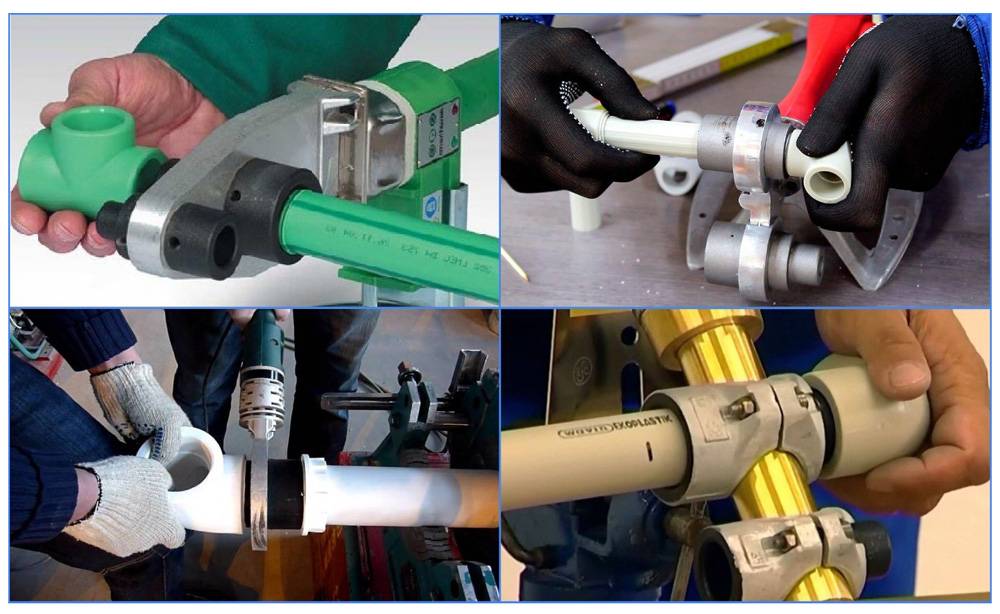
Раструбная пайка
- Ручной аппарат применяется, если спаиваются трубы с небольшим диаметром, примерно 50 мм. Механизм с центрирующими приспособлениями используют, если возникает необходимость объединять трубы с большим диаметром.
- Гильза, которую вставляют в ПВХ трубу, представляет собой две разогретые насадки.
- Устройство для пайки труб из полипропилена нужно поставить на гладкую горизонтальную поверхность, оставить для разогрева до необходимой температуры. Разогрев устройства 10-15 минут, продолжительность зависит от мощности.
- Паяя трубы, относящиеся к категории PN10 и PN20 (отличие в рабочем давлении), необходимо вычистить стыки от грязи, убрать заусенцы. В случае, если паяете армированные ПВХ трубы, необходимо шейвером убрать верхнюю часть трубы, для того чтобы она свободно наделась на фитинг. Шевингование производится на глубину ввода трубы в муфту.
- На насадку паяльника надеваются фитинг и труба, их с целью разогрева выдерживают необходимый период времени, который зависит от мощности паяльника и температуры в комнате. В документации к паяльнику имеются указания по времени выдержки.
- Нагретые элементы необходимо снять с паяльника, и поступательными движениями объединить друг с другом. Круговых движений допускать нельзя.
- Чтобы не допустить деформации трубы, держать спаянные трубы нужно неподвижно, строго определенное количество времени. Полностью остывший соединенный участок готов к эксплуатации.
Стыковая пайка

Иным способом производится монтаж трубы, диаметр которой больше 50 мм. Здесь применяют стыковое соединение частей. Такой метод пайки результативен и целесообразен при толщине стенки трубы в 4 мм.
- Перед тем как паять трубы, торцы необходимо разровнять таким образом, чтобы они были параллельны друг другу.
- Для того чтобы строго придерживаться совпадения осей, необходимо использовать центрирующее приспособление.
- Дисковый нагреватель применяют для разогрева поверхностей. Плоскость нагревательного элемента должна быть идеально прямая.
- Последующие технологические действия схожи с раструбной пайкой.
Пайка седел
Это один из видов стыковой пайки. При использовании этого метода пайки к поверхности трубы необходимо припаять специальное седло, угол раструба которого должен иметь 90 градусов. Монтируя полимерный трубопровод, пользуются специально предназначенным паяльником.
После того, как фрагмент трубы остыл, через седло в ПВХ трубе просверливают отверстие. Далее, к седлу следует припаять вторую трубу. Если все припаяли правильно, должна получиться система из труб, напоминающая букву «Т».
Самостоятельно производить пайку труб из полипропилена не сложно, однако данная деятельность потребует аккуратности и внимательности. Главное, при нагревании элементов придерживаться времени, а так же выдержки при их остывании. Качество соединительного шва напрямую зависит от этого.
При какой температуре паяют полипропиленовые трубы?
При температуре 140° С полипропилен начинает расплавляться, при этом паяльник как правило разогревают до температуры 260° С с целью обеспечения полной диффузии материала.
Толщина стенки | Наружный диаметр |
|---|---|
1,9 мм | 20 мм |
2,3 мм | 25 мм |
3,0 мм | 32 мм |
3,7 мм | 40 мм |
4,6 мм | 50 мм |
5,8 мм | 63 мм |
6,9 мм | 75 мм |
8,2 мм | 90 мм |
10 мм | 110 мм |
Подготовительные работы
Перед монтажом водопровода из пластика, нужно подготовить инструменты, расходные материалы:
- сварочный аппарат для полипропилена;
- ножницы для пластика;
- муфты, запорную арматуру, трубки;
- измерительный, разметочный инструмент.
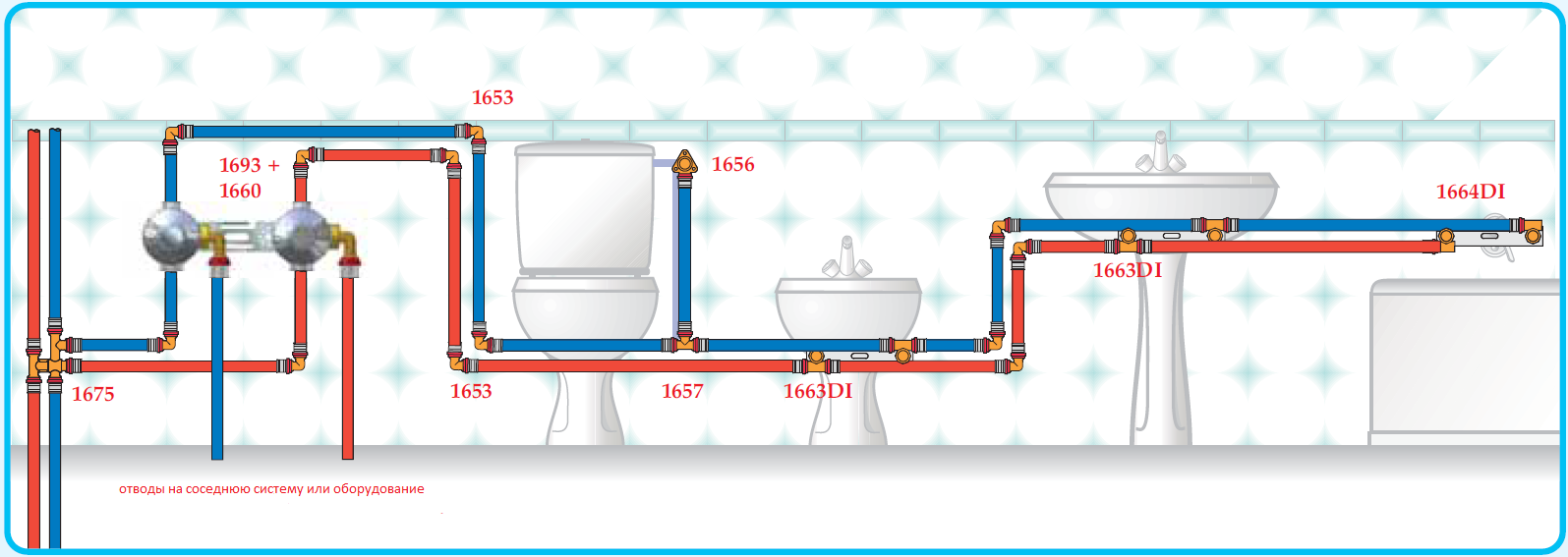
Помимо этого, необходимо нарисовать чертеж расположения труб, места подключения радиаторов, смесителей, бытовых приборов. Существует два варианта разводки трубок:
- Коллекторная — изготовление отдельного контура, один конец которого подключается к центральному стояку, а на втором устанавливается запорный кран. После запорной арматуры крепится тройник, от которого начинается разводка труб к разным бытовым приборам, точкам слива воды.
- Тройниковая — на центральной трубе устанавливается тройник, от которого монтируется одноконтурный трубопровод, с последовательным подключением бытовых приборов, смесителей.
Температура плавления полипропилена, влияет на процесс спайки. Если температурный режим будет нарушен, соединение будет некачественным.
![[инструкция] пайка полипропиленовых труб | видео](https://eurobion.info/wp-content/uploads/f/b/f/fbfe0d5948ff6ed5dff3eaad20bb3d8d.jpeg)







Температура паяльника и время сварки
Температура спаивания ППР-труб одинакова для всех видов армирования и всех диаметров, и составляет 260℃. Такую температуру следует выставлять на термостате паяльника и
всегда её придерживаться. В процессе работ можно случайно провернуть терморегулятор, поэтому рекомендую иногда на него посматривать. Двести шестьдесят градусов по цельсию, плюс-минус
несколько градусов – не нужно делать температуру больше положенного!
Некоторые “ухари”, для увеличения скорости выставляют температуру 300℃ (обычно максимальную у паяльника). Скорость пайки конечно увеличивается, однако ухудшается качество и
существенно возрастает вероятность брака! Элементарный перегрев ухудшает прочность сварного шва, повышается вероятность появления загрязнённых участков (полипропилен липнет к насадке и
пережигается), часто происходят случаи запаивания внутреннего прохода трубы.
Так называемая “жопка” на жаргоне сантехников – запаянный в фитинге конец трубы, наглухо или с небольшой пропускной способностью. Зачастую такой брак становится причиной катастрофически
низкого напора воды или плохому нагреву отопительных приборов. Появляются “жопки” в результате превышения температуры и времени пайки – выставил высокую температуру на паяльнике или слишком
долго нагревал детали, а иногда и то, и другое.
Ещё одной причиной повышения температуры на паяльнике является нежелание напрягать грудные мышцы – нормальная температура пайки и качественный полипропилен заставляют немного
напрягаться!
Поэтому для правильного выполнения процесса, необходимо соблюдать как температуру, так и время нагрева спаиваемых деталей. Время прогрева трубы и фитинга зависит от диаметра. Данные приведены
в таблице ниже и справедливы для любых типов полипропиленовых труб.
| Время | Диаметр трубы (наружный), мм | ||||||
|---|---|---|---|---|---|---|---|
| 20 | 25 | 32 | 40 | 50 | 63 | 75 | |
| Время нагрева, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 |
| Время остывания, сек | 120 | 120 | 220 | 240 | 250 | 360 | 400 |
Попробуйте повернуть телефон в положение “пейзаж” или измените масштаб браузера.
Для отображения таблицы необходимо разрешение экрана не менее 601 пикселя по ширине!
Данные из таблицы справедливы для температуры окружающего воздуха 20℃. Вообще кончено температура пайки может меняться в зависимости от температуры
окружающей среды, собственно для этого на паяльнике имеется регулятор. Однако на начальном этапе не стоит забивать себе голову различными коэффициентами, а усвоить
простую истину – пайку нужно выполнять в тепле!
Опытные мастера регулируют температуру в небольших пределах в зависимости от качества труб, а от окружающей среды зависит время нагрева. Другими словами, при
температуре воздуха всего 5℃ увеличивают время нагрева, к примеру с 5 секунд (для 20 мм. трубы) до 7-8, температура на паяльнике не изменяется.
После некоторого опыта пайки качественных труб по выше приведённой таблице, появляется “ощущение” материала, чувство недогретого или перегретого паяльника. Только
тогда можно приступать к экспериментам с температурой сварки, естественно в небольших пределах.
У того, кто уже пробовал собственноручно сваривать трубы может возникнуть очень важный вопрос: сколько времени отведено на стыковку двух
свариваемых деталей после снятия с насадки?
Ответ на этот вопрос находится в действующих технических рекомендациях ТР 125-02. Технологическая пауза для диаметров 20-25 мм. составляет 4 секунды, для 32-50 мм.
6 секунд и 8 секунд для диаметров 63-90 мм. Однако имею мнение, основанное на своих личных ощущениях материала, что цифры эти завышены, раза в два. Хотя, подчеркиваю,
что пауза сильно зависит от конкретного материала – полипропилен от разного производителя с разной скоростью теряет свою элластичность в течение нескольких секунд.
Предварительная подготовка.
Такой процесс, как пайка труб пвх своими руками предполагает определенные подготовительные действия. Наиболее значимыми из них являются:
- Очистка компоновочных частей.
- Установка насадок на устройство.
- Тщательная проверка плотности вхождения детали в насадку. Те части, которые входят не достаточно хорошо, должны быть немедленно заменены, поскольку достойное качество монтажа пластиковых труб они все равно не обеспечат.
- После проверки качества взаимодействия насадок и запчастей можно включать инструмент для прогрева. Все компоненты к этому моменту должны быть нарезаны и очищены.
Разберемся в видах
Такие коммуникации подразделяются на подвиды:
- Полиэтиленовые – применяются для прокладки разводок внутри зданий и наружных трасс. Возможно их применение на трубных соединениях повышенного давления и при низких температурах окружающего воздуха.
- ПВХ используются в целях снижения себестоимости ремонта.
- Металлопластиковые – самые практичные изделия, сроком полезного использования более 50 лет. Идеальный вариант для замены горячего водоснабжения.
Широкое применение этого материала обусловлено рядом причин. Положительные свойства таких конструкций в отличие от металлических:
- Длительный срок эксплуатации.
- Низкая коррозивность.
- Простота установки.
- Не требует особых навыков.
- Экологически чистый материал.
- Экономичные и доступные в применении.
- Легкие и удобные при транспортировке.
- Не поддаются вредному воздействию микроорганизмов.
Время пайки при монтаже полипропиленовых труб
При выполнении технологического соединения трубопровода нужно учитывать время пайки полипропиленовых труб согласно рекомендациям производителя и некоторые особенности:
- При разогреве места соединения нужно выдерживать оптимальное расстояние между утюгом и полимерным слоем. При излишнем удалении активной части будут наблюдаться потери тепла с последующим снижением качества монтажного шва;
- Воздействие утюга следует прикладывать одновременно к обеим стыкуемым частям трубопровода. В противном случае будет обеспечен неравномерный прогрев смежных элементов и последующая деформация места соединения.
Как подбираются насадки для пайки полипропиленовых труб
Насадки для паяльника
При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве
Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.
Общие технологические приемы сварки ПП-труб
Перед началом сварочных процессов требуется тщательным образом проанализировать сборочную схему. А также и очередность выполнения соединений. Для этого выполняют эскиз с обозначением основополагающих элементов. После сварки полифузное соединение становится неразъемным. Вот здесь могут возникнуть условия, когда выполнение следующего сварного участка станет невозможным. Это особенно часто происходит при сварке полипропиленовых труб в малодоступных зонах. Поэтому непродуманная схема обвязки, может привести к необходимости демонтажа уже собранных узлов.
В процессе монтажа пропиленовых сантехнических деталей и узлов необходимо учитывать их физические качества — способность значительно расширяться при нагревании. Особенно данное предостережение имеет отношение к ПП-трубам с расширением – 0.151 мм/м*К . По этой причине, перед тем как паять полипропиленовые трубы для отопления с длинными лучами, потребуется разместить на линии специальные технологические устройства – компенсаторы, способные принять на себя нагрузку от такого расширения.
Отсутствие термокомпенсации ведет к серьезным синусоидальным деформациям геометрии труб. В результате чего могут произойти разрывы. А также вырваны крепления, а то и плитки либо штукатурки, при скрытой проводке инженерных сетей. Термическая деформация армированных труб в 5 раз меньше ПП-изделий. В результате чего они являются более предпочтительными для установки в системах теплоснабжения.
Правила крепления трубных конструкций
Основательное соединение между собой участков инженерных сетей из полимеров требует большего внимания, чем для металлических труб. По мере увеличения протяженности таких линий они должны жестко закрепляться на опора. Шаг монтажа и вид опор устанавливаются проектным расчетом в зависимости от площади сечения ПП-труб, и от температуры греющей среды. Несоблюдение рекомендаций по вариантам крепления способно привести к выгибанию линии прокладки трубопроводов, особенно, из-за горячего теплоносителя и гидроударов под вибрационным воздействием давления воды.
Рекомендуемый шаг опор
Стояки водопроводных труб до 32 мм допускается закреплять с промежутком между хомутами до 10 м. В варианте, когда диаметр применяемых труб больше, то разрешенный шаг – 15 м.
Устанавливая варианты крепежа, требуется наблюдать за тем, чтобы они не мешали линейному расширению полимерных труб. Для этого рекомендуется выполнить установку скользящих опор. По контуру устанавливают специальные компенсаторы.
Перед тем как паять полипропиленовые трубы для отопления, необходимо учитывать, что запорные вентиля в ПП-системах теплоснабжения с Ду более 32 мм также должны иметь жесткое крепление. При меньших сечениях труб также предпочтительны такие фиксации, чтобы исключить возможность передачи нагрузок на трубопроводы от установленной арматуры.










2 Как паять полипропиленовые трубы процесс
- Процесс спайки. У опытного мастера найдутся все инструменты, кроме сварочного аппарата. После того, как аппарат добыт, его осваивают.
- Сварочный аппарат для полипропиленовых труб ещё называется утюжком. На основной части этого утюжка размещаются специальные боковые крепления, на которых можно установить насадки под диаметры труб. Также размещены включатели и выключатели.
- Аппарат оборудован устойчивой ножкой, чтобы инструмент держал равновесие и не падал. Утюжок по габаритам небольшой, поэтому его удобно размещать вблизи труб, если спайку приходится проводить на месте. Для этого нужно тщательно перекрыть воду, чтобы капли не протекали через отверстия в трубах. Капля воды остудит спайку, испортит трубу. Если же работа проводится с переносными элементами, то следует разместиться на ровной поверхности, например, столе. Все инструменты должны быть всегда под рукой.
- Паяльник неподвижно фиксируется на столе так, чтобы легко доставать руками до утюжка. Для фиксации аппарата можно использовать струбцины. Зафиксированы насадки для труб на боковых сторонах утюжка. Аппарат включается в электрическую сеть, нажимается кнопка включения на утюжке, устанавливается температура на паяльнике – 260°C.
- Подготавливаются два куска трубы, которые спаяются. Куски отрезаются максимально ровно, так, чтобы не испортить будущий шов. Для этого берут ножницы для резки пластиковых труб. Маркером и рулеткой отмериваются свариваемые зоны на концах трубы.
- Ручная зачистка понадобится, если свариваются трубы полипропиленовые с армировкой. Выполняя круговые движения, срезается верхний слой армировки. Трубы зрительно примеряются, но не одеваются без нагревания. В случае, если диаметры подходящие, и ничего не болтается, то трубы считаются готовыми к спайке.
- После того, как аппарат нагрелся, начинается процесс спайки. Для этого замеренные и зачищенные трубы подводятся с двух сторон насадок одновременно и надеваются. Выполняется обязательно ровная подводка, чтобы не произошло искривлений, приводящих к некачественной спайке. Работа делается с первого раза. Время нагревания труб на утюжке – 5 сек, не более. Далее трубы снимаются так же аккуратно, как и одевались. И сразу же ровно состыкуются.
- Во время стыкования могут быть нюансы в виде получившейся “юбки”. Это не опасно, юбка разглаживается с помощью прорезиненных перчаток. Сварка полипропиленовой трубы считается законченной.
Работы с полипропиленовыми трубами, при наличии исправных инструментов, производятся быстро, в течение дня. Прежде чем приступать к задаче, новичок должен практиковаться на ненужном отрезке, следуя инструкции от производителя, а также другой полезной информации. Если в процессе спайки допущены ошибки, в некоторых случаях их возможно исправить. Для этого понадобится обыкновенная дрель и сверло подходящего диаметра к высверливаемой трубе. Неправильно запаянный участок высверливается. Причем, нужно действовать сверлом так, чтобы не затолкать пропайку по стволу, а наоборот, вытащить наружу.




