Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
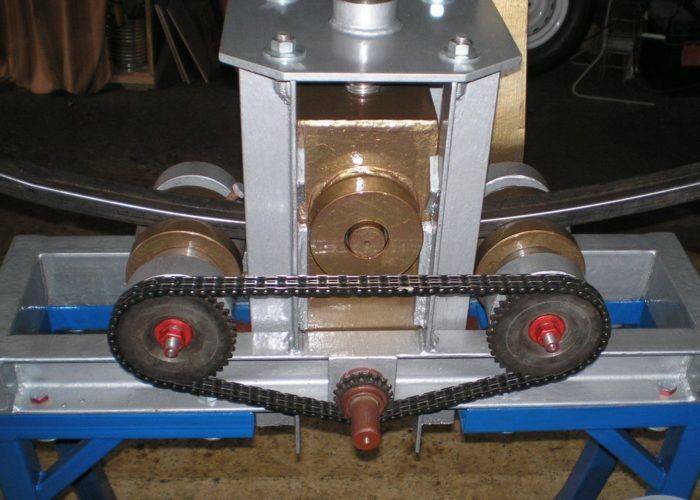
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.. Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Классификация гибщиков для трубных изделий
Гибка труб имеет много преимуществ по сравнению со сваркой и резьбовым соединением:
 Виды трубогибов
Виды трубогибов
- Снижает затраты на используемые части за счет отсутствия ввариваемых патрубков.
- Уменьшает трудоемкость процесса.
- Сохраняет структуру металла, чего нельзя сказать о сварочных работах.
- В процессе сгибания труб изделия сохраняют герметичность и хорошие гидроаэродинамические показатели прохода.
- Конструкции приобретают законченный эстетичный вид.
Технология гнутья труб осуществляется двумя способами.
Горячий способ – трудоемкая работа, сопровождающаяся предварительным разогревом участка материала. Для сохранения его эксплуатационных свойств используют мелкий сухой песок.

Холодный способ – позволяет проводить деформацию труб из мягких металлов с помощью направляющего элемента трубогиба – жесткого или гибкого дорна.

Выбор метода зависит от материала, диаметра трубы и величины угла загиба.
По характеру привода:
- гидравлические;
- электрические;
- электрогидравлические;
- ручные.


По принципу мобильности:
- стационарные;
- переносные: рычажные и арбалетные трубогибы.

По технологическому процессу:
- прокатка;
- обкатка;
- воздействие штоком;
- намотка.
Характеристика видов
Гидравлические механизмы позволяют работать с профильными трубами квадратной или прямоугольной формы. По причине изменения внутреннего радиуса заготовки, их не используют для канализационных и водопроводных труб.
Пневматическое оборудование, оснащенное системой подачи теплого воздуха, изменяет направление материала с сохранением радиуса. Ручной трубогиб для обкатки изделий имеет конструкцию с шаблоном и прижимным роликом, благодаря которому материал меняет форму.
Намоточные трубогибы работают по принципу прижимания и протягивания трубы относительно шаблона.
В прокатном устройстве давление на трубу происходит за счет центрального ролика и опорных составляющих.
 Чертеж намоточного трубогиба
Чертеж намоточного трубогиба
Арбалетные трубогибы сделаны из двух неподвижных роликов, используемых в качестве опоры для трубы. Гнутье производится фиксированным шаблоном.
 Составляющие арбалетного трубогиба
Составляющие арбалетного трубогиба
Каждый вид оборудования имеет индивидуальный спектр возможностей.
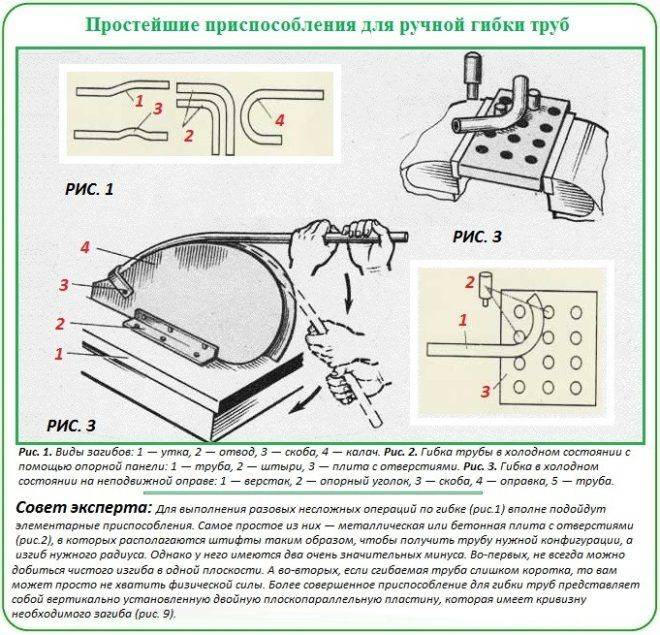
Изгиб трубы по шаблону
В большинстве случаев простейшим вариантом, подходящим для абсолютно всех мастеров, даже начинающих, является шаблон из дерева. Доски выбирают по толщине сгибаемых труб, обязательно оставляйте запас доски в пару сантиметров.
Чтобы во время работы профиль не съезжал с шаблона, на торцах оставляют уклон. Шаблон жестко закрепляют на полу или другой устойчивой поверхности, рядом проводится монтаж упора для трубы.
Профиль вставляется в промежуток между шаблоном и упором, плавно и аккуратно надавливают на его другой конец, прижимая трубу к шаблону. Лебедка либо рычаг сделает работу легче.
Огромный плюс такого процесса, экономия средств и простота исполнения.
Прокатный станок для гибки труб своими силами
Станок для гибки разных профильных труб – довольно сложный аппарат. Изготовление такой машины потребует большого внимания и хороших навыков. Лучше, конечно, приобрести уже готовый товар, однако, если вы уверены в своих силах, то можно сделать подобный трубогиб своими руками.
Прокатные станки отличаются сложной конструкцией, но они незаменимы при больших объемах работ
Для начала нужно обзавестись всем необходимым, а именно:
- бетонная плита;
- колесики;
- лебедка;
- двигатель;
- домкрат;
- металлическая перемычка;
- мотор-редуктор.
Сначала готовится основание, выполненное из металлических деталей с помощью сварочного аппарата. После на нее устанавливаются 4 опорных элемента. Теперь можно проделывать отверстия для регулировки радиуса сгиба.










Затем монтируется домкрат. Для этого применяют болты и пластины.
Теперь устанавливаем остальные детали: лебедку и ролики ( как в более простой конструкции, рассмотренной выше), двигатель и редуктор, а также перемычку.
После этого остался последний этап — изготовление так называемого грибка. Для этого можно прибрести в любом строительном магазине трубу, изогнутую на 90 градусов. Устанавливается такая деталь сверху корпуса аппарата.
При необходимости станок для гибки профильных (квадратных, прямоугольных) труб можно сделать самостоятельно. Сложность конструкции и затраты на комплектующие к нему будут зависеть от назначения аппарата и его частоты его использования
Важно также и то, насколько правильно будут проведены работы по сборке. От точности действий зависит надежность и работоспособность аппарата в целом
https://youtube.com/watch?v=HxAPs0-rQpA
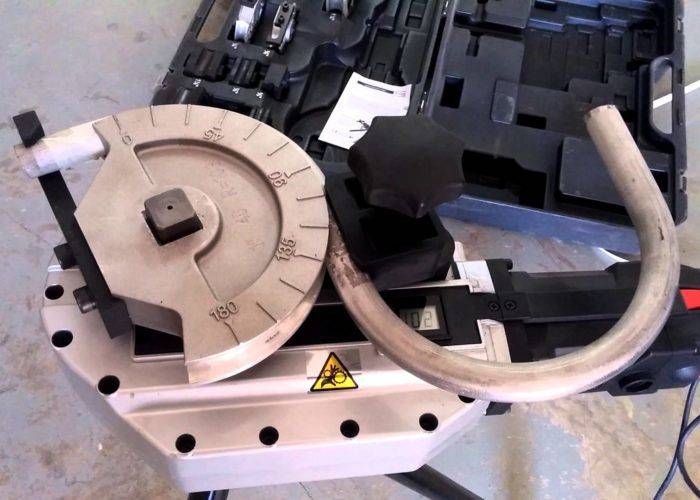
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
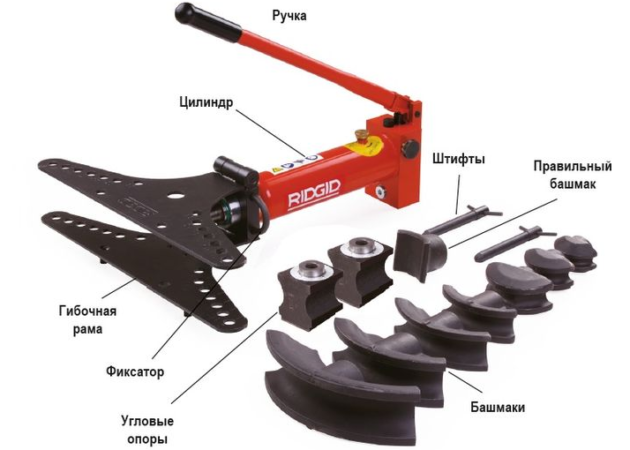
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
- гидроцилиндр – основная часть станка, выполняющая силовую функцию;
- открытая или закрытая рама;
- два трубных упора;
- нижняя и верхняя планки;
- нагнетательное устройство, рукоятка и перепускной клапан, расположенные на задней части корпуса конструкции;
- выдвижной шток, который обеспечивает гибочное усилие трубогиба;
- пружина, с помощью которой выдвижной шток возвращается назад;
- цапфа или упор конструкции, концы которой вставляются в отверстия на планках.
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов, которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
самыми удобными считаются электромеханические инструменты
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие, с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
давление от штока передается на заготовку в верхней точке шаблона
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.
Устройство трубогиба
Существует просто огромное количество различных видов рассматриваемого устройства. Перед проведением работы по его созданию своими руками следует разработать чертеж трубогиба или скачать его в интернете.
Трубогиб для круглой трубы своими руками изготовить можно при учете следующих особенностей его устройства:
- Обкатка. Подобный трубогибочный станок характеризуется тем, что один конец заготовки фиксируется, а для гибки применяется неподвижный шаблон. Обкатка проводится при применении прижимных роликов. Эта схема ручного трубогиба применяется на протяжении многих лет.
- Намотка. Специальный трубогиб для алюминиевых труб характеризуется тем, что заготовка прижимается к подвижному шаблону, в качестве которого используется ролик. Протяжка проводится между роликом, находящимся в движении, и специальным упором. Как правило, привод электрический, так как требуемый показатель прилагаемой силы довольно высокий.
- Арбалетная конструкция. Данная схема представлена сочетанием двух неподвижных роликов, а также подвижного шаблона. Усилие передается к заготовке через подвижный шаблон, который расположен между двумя роликами. За счет контроля передвижения подвижного элемента выбирается наиболее подходящий угол изгиба. Стоит учитывать, что пуансон трубогиба, который выполняет роль шаблона, может иметь различную форму.
- Прокатка или вальцовка. В этом случае схема представлена устройством с тремя валиками, два из которых опорные и один подвижный. Радиус изгиба регулируется за счет изменения положения центрального валика. Стоит учитывать, что подобное устройство считается универсальным, так как радиус изгиба может регулироваться в достаточно большом диапазоне. Размеры трубогиба этого типа относительно небольшие, самодельная конструкция может быть компактной.
Выбирая наиболее подходящую конструкцию для самодельного изготовления, следует учитывать, что вариант исполнения, работающий по принципу накатки, производится зачастую промышленным способом по причине сложности высокой сложности основных механизмов. Арбалетный метод гибки на сегодняшний день применяется крайне редко, так как обладает одним существенным недостатком: давление концентрируется на верхней части шаблона. При применении арбалетного станка есть вероятность существенного снижения толщины стенки трубы, а также ее разрыва. Не рекомендуется использовать подобное устройство для гибки тонкостенных заготовок.
Самодельный станок может иметь самую различную конструкцию
При выборе типа уделяется внимание тому, какой радиус следует получить. Наиболее важными параметрами заготовки, которые могут оказать влияние на выбор подходящей конструкции, считаются толщина стенок трубы и ее диаметральный размер
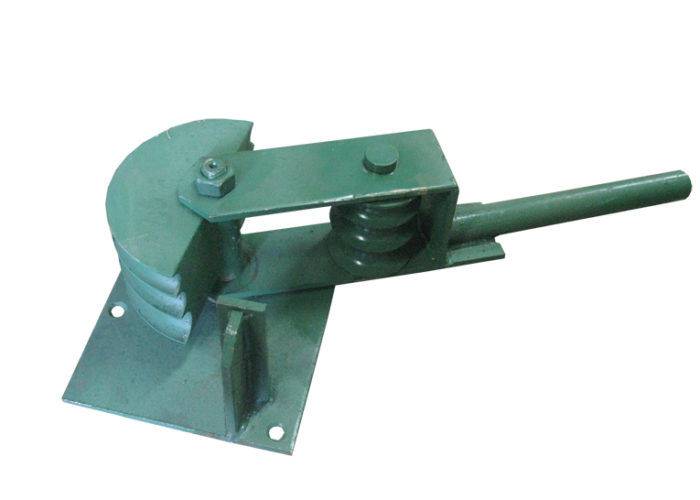
Обкаточные или роликовые устройства и их особенности
Конструктивно обкаточный станок напоминает советский закаточный ключ для банок. Состоит приспособление из двух круглых роликов, один из которых закреплен неподвижно, а второй перемещается по вокруг него, обеспечивая при этом изгиб труб и профиля. Обкаточным такой тип оснастки называется по конструктивным соображениям, так как процесс деформации материала обеспечивается за счет обкатки.
Сделать станок такого типа не трудно, и для этого понадобится минимум материалов, найти которые можно в гараже. Для изготовления понадобятся два подшипника, а также сооружение прижимного механизма для фиксации трубы в одной точке. Чертеж обкаточного трубогиба представлен на фото ниже.
Как сделать трубогиб с прокаточным роликом из стали
Мастера по изготовлению ворот и прочих изделий, работу которых можно назвать ювелирной, нуждаются в использовании трубогибочных станков. Если вариант по изготовлению станка из дерева не подходит (ведь он имеет низкую стойкость), то предлагается изготовить подобную конструкцию из стали.
Для изготовления трубогиба из металла с прижимным роликом понадобится выполнить следующие действия:
- Сварить два уголка друг с другом. Выступ уголков зажимается в тисках. Эти уголки играют роль основания будущего устройства
- Приварить на основание упор, в качестве которого можно использовать отрезок трубы
- Далее изготовить конструкцию в виде барабана. Для этого используются круглые пластины, диски, ступицы (все, что есть в хозяйстве). Из них изготавливается барабан, по которому будет происходить изгиб. Чем больше диаметр барабана, тем большего радиуса можно гнуть трубу. Кстати, в зависимости от поставленной технологической задачи, можно сделать, чтобы барабаны можно было менять
- На завершающем этапе остается только изготовить П-образную конструкцию, на которой располагается прижимной ролик (он делается из набора подшипников одинакового диаметра)
- П-образная конструкция крепится к валу барабана, и получается в итоге приспособление, следующего вида
Принцип работы приспособления простой и незамысловатый. Гнуть трубы большого размера не получится, так как все зависит от запаса физической силы у мастера. Ведь станок этот ручной, поэтому понадобится приложить немало усилий, чтобы согнуть разные материалы.
Весь процесс изготовления такого станка показан на видео ниже.
https://youtube.com/watch?v=PlXVhq-O1eY%3F
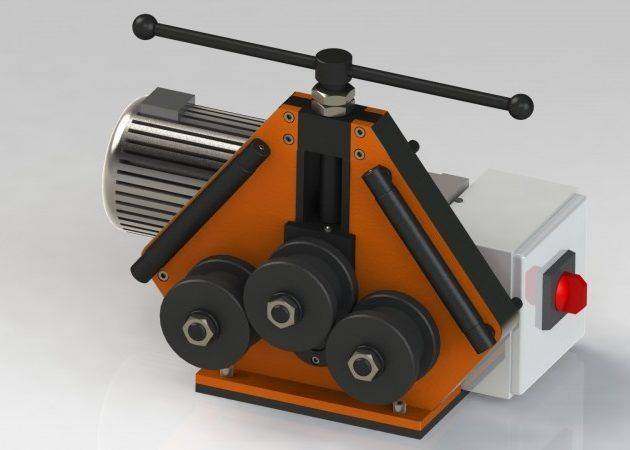
Основные элементы конструкции
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
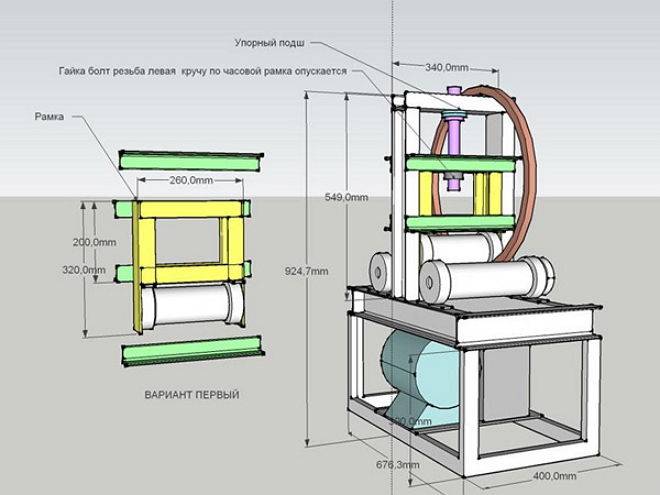
Схема простого трубогиба с размерами в мм
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.
Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
Видео: процесс работы по изгибанию трубы
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).






Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Самодельный трубогиб для профильной трубы
Авторская история создания самодельного профильного трубогиба.
Скоро весна, скоро грачи и недостроенная теплица вот уже который год ). С самого начала решил делать нормальную теплицу из нормального профиля. Для этого надо гнуть каркас. Можно, конечно, поискать где согнут или вообще купить готовую, но мы не ищем лёгких путей. Будем гнуть сами, а для этого нам надо сделать трубогиб. Он ещё в хозяйстве не раз пригодится …
Итак порывшись в поиске на предмет чертежей или схем изготовления трубогиба своими руками я собрал у себя маленькую коллекцию фоток. Итак начнём сей процесс изготовления с чертежей и фотографий.
Сам трубогиб:
Немного процесса изготовления:
Ну и когда мы уже имеем представление о конструкции сами чертежи:
Самое важное выточить ролики и обоймы для подшипников. Размеры валов подбираем исходя из наших подшипников и звёздочек. От звёздочек можно вообще отказаться, сделав привод от одного ролика, но по отзывам так может пробуксовывать конструкция. Ещё прижимной винт можно заменить домкратом
В любом случае основное валы
Ещё прижимной винт можно заменить домкратом. В любом случае основное валы.
Ну начнём подбор материалов и корректировку чертежей? Ну а пока можно глянуть на ещё более продвинутый вариант. Валы выточены под пару диаметров круглых труб и под обычную профильную трубу.
Для начала прикупил подшипники. Простые брать не стал, а купил на руб дороже самоцентрирующиеся с опорами. Так как делаться будет профелегиб «премиум-класса», то и шестерни с цепью для него должны быть премиум ). В моём случае Мерседесовские.

Задание токарю было сформулировано на куске обоев и он с заданием успешно справился

Ну и первая примерка

Шестерни будут зафиксированы через шпонку. В кольцах надо ещё просверлить отверстия и нарезать резьбы, для их фиксации.
Сверлю отверстия и делаю пазы под шпонку, для крепления шестерни.

В ограничительных кольцах засверливаю отверстия и нарезаю резьбу под болты-зажимы. Отпилил кусок швеллера под крепление прижимного вала. Одна полка была срезана, чтоб не мешала установке домкрата. Просверлены отверстия и нарезана резьба под крепления подшипников.

Теперь можно переходить к сварочным работам. Раскладываю детальки на «сварочном столе». Собираю конструкцию, привариваю ноги.

Прикручиваем прижимной вал. Контрогаем его и привариваем гайки для пружин.

Подвешиваю площадку на пружины. Кстати верхний упор крепится на болтах, на всякий случай, вдруг придётся вынимать прижимной вал.

Ну и дальше сверлю и прикручиваю нижние опорные валы.

Делаю натяжитель цепи. В качестве держалки — магнитный уголок. Отличная вещь!

Прикручиваю звёздочки, не забыв вставит шпонки. Шпонки сделал нарезав гравер.
Прикручиваю натяжитель.

Следующая деталь — ручка, для вращения. Не забываем сделать ручку с вращающейся трубкой, чтоб мозоли не натирать. И устанавливаем домкрат, привариваем пару болтиков и фиксируем его на площадке.

Результат

Наступило время стендовых испытаний! Что сказать о качестве гиба… сам изгиб получился просто замечательный. В крайних точках есть небольшое замятие. Без него никак Но благодаря буртику на центральном валу нет этого замятия по дуге.

В принципе результатом более чем доволен. Станочек получился то что надо. Крутится легко, гнёт хорошо. Осталось немного придать товарного вида … в ход идет краска.

https://youtube.com/watch?v=5AzZBrsIabs
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
Монтаж трубопроводов из стальных труб
Использование стальных труб – приоритетно во многих отраслях. Это универсальное решение, которое позволяет при сравнительно низкой себестоимости реализовать практически любой проект с максимальной выгодой (даже с учётом того, что цены на монтаж стального трубопровода достаточно высоки).







Преимуществ использования стальных трубопроводных линий достаточно много:
- они легко выдерживают гидравлические удары до 12-15 атм.;
- обладают высокой механической прочностью;
- имеют низкий коэффициент расширения при перепадах температур;
- отличаются хорошей теплопроводностью;
- надёжно работают в течение всего срока службы;
- способны эксплуатироваться в сложных условиях;
- невосприимчивы к воздействиям внешней среды.
Расценки на выполнение монтажных работ формируются исходя из особенностей прокладываемой трассы, её протяжённости, условий работы. Конечная стоимость определяется также и способом выполнения соединений (сварка, фланцы, резьбовые фитинги) и прокладки труб. Именно поэтому, если планируется прокладка стальных трубопроводов, цена в большинстве случаев определяется индивидуально.

Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.
 Прокатный трубогиб с электроприводом
Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Применение трубогибов

экономить пространство
Данный инструмент позволяет экономить не только место, но и время. Часы, потраченные на работу, сокращаются, так как использование трубогиба заменяет ряд других действий. Благодаря этому агрегату, можно смело отказаться от применения некоторых инструментов— пресс-фитингов для металлопласиковых труб и отводов, а также от сварки полипропиленовых труб. В этом есть множество преимуществ, главное из которых повышение качества строительства, за счет сокращения стыковочных элементов.
Очень часто трубогибы применяют при работе с сантехникой. Данный инструмент незаменим и универсален, он подходит как для профильных и металлопластиковых труб, так и для труб из различных металлических сплавов.
Сборка трубогиба (пошагово)
- Первым делом, конечно, подготавливается надежное устойчивое основание, это может быть стальной лист толщиной 1 см или бетонное основание с вмонтированными гайками для крепления прочих элементов конструкции.
- Далее выполняется монтаж боковых ведущих валиков установки.
- После этого можно приступить к установке подвижных частей станины.
- Потом следует выполнить проверку подвижных частей, к этой работе следует отнестись с особой ответственностью. Вы должны убедиться, что элементы конструкции не застревают при выполнении работы. Если не продиагностировать конструкцию, то она может сломаться при проверке с ведущим гидравлическим приводом.
- Затем приваривается стойка главного ведущего вала.
- Теперь выполняется этап работы по закреплению центральной стойки ведущего вала, вал следует закрепить болтами с контргайкой.
- В последнюю очередь прикрепляется приводная ручка.

Преимущества использования трубогибов с ЧПУ
Существующие в данный момент автоматические и полуавтоматические трубогибы, управляемые программно, несомненно, имеют множество преимуществ над старыми моделями, среди которых более высокая точность гибки – до десятой доли градуса.
Нужная точность измеряется не приблизительными величинами – ее можно видеть на имеющейся консоли с датчиком. В последнее время в продаже можно встретить новейшие модели, оснащенные датчиками, дающими возможность не только указывать угол изгибания, но и показывать информацию об упругости обрабатываемого металла.

Если речь идет об аппаратах гнутья без дорна, то нелишним будет упомянуть о том, что они являются более легкими. Кроме того, они достаточно мобильны, а их масса редко превышает 250 кг. На бездорновые трубогибы нередко устанавливают прорезиненные колеса, благодаря чему их можно легко перемещать по цеху. Дорновый трубогиб зачастую представляет собой тяжелый станок стационарного типа.




